




Fringe Friday: Mechanical Prosthetic Design Challenges Industry Norms
We’re celebrating getting to the “fringe” of the weekend with a Heat Treat Fringe Friday installment: a Q&A between Bethany Leone, managing editor at Heat Treat Today and Fergal Mackie, founder and CEO of Metacarpal, on the development of a fully mechanical prosthetic hand engineered for demanding real-world environments. This discussion highlights the role of precision machining, material selection, Aluminum 7075, and surface engineering in developing lightweight, durable systems designed to withstand harsh daily use.
While not exactly heat treat, “Fringe Friday” deals with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing.
A Solution to Address Real-World Challenges
Experiences from users working in demanding environments helped shape the development of the GEM, a fully mechanical bionic hand from Metacarpal designed to prioritize durability, maintainability, and adaptive gripping functionality. From construction sites to commercial kitchens, these real-world applications reinforced the need for a prosthetic system capable of withstanding harsh conditions without relying on electronics vulnerable to failure.
The Engineering Behind the Prosthetic

Founder & CEO
Metacarpal
In the following Q&A, Heat Treat Today managing editor Bethany Leone speaks with Fergal Mackie, founder and CEO of Metacarpal, about the materials, mechanical engineering, manufacturing methods, and surface treatments behind the development of the GEM prosthetic hand.
Bethany Leone: What shortcomings in existing prosthetics did the GEM aim to overcome?
Fergal Mackie: Currently, around half of prosthetic hands are rejected — this reality has plagued upper-limb prosthetics for a long time. The Metacarpal GEM addresses several critical shortcomings that drive prosthetic abandonment rates.
While myoelectric/robotic devices have shown promise, despite 30 years of intensive research, even the most expensive devices are still rejected at a high rate.
For many users, particularly heavy-duty users, electronic systems present problems including battery dependency, sensor failures from sweating, response delays, and high costs. These systems require complex calibration, intensive training periods, and frequent maintenance that disrupts patient care. Many users struggle with inconsistent muscle signals needed for electronic control. I encountered users who described using expensive electronic devices as paperweights or permanently attached to hairdryers because these were the only reliable uses they found. These are devices that often cost upwards of $100k.
Traditional mechanical hooks controlled by body-motion remain the most popular prosthetic hand in the world. This is a design that has not changed in around 150 years. Research shows 74% of military veterans prefer body-powered solutions for their reliability and feedback. They are inherently functional, robust and reliable, however, limited to a single grip and their appearance is often stigmatized, particularly for new amputees.

GEM is the first fully mechanical bionic hand. It bridges the gap between the practicalities of traditional hooks, and expensive electronic hands that offer features but lack reliability. It pairs the most desirable features of the robotic hands, however, for the first time, fully controlled and powered by body motion. This mechanical design brings unparalleled reliability and durability.
Electronic prosthetics typically fail in wet, dusty, or extreme temperature conditions where many users work. Construction workers, mechanics, and others in physically demanding occupations need devices that function reliably in challenging environments without electronic vulnerabilities. One construction worker I met had burned through a dozen robotic hands in fifteen years, eventually returning to using a hook because nothing else could survive a construction site.
The device addresses the estimated 50% of amputees who choose not to use current prosthetic options due to functional limitations, reliability concerns, comfort issues, weight problems, and poor fit that make existing solutions impractical for daily use. According to the Journal of Hand and Microsurgery, upper limb loss affects more than half a million individuals in the United States, with estimates that those numbers may double by the year 2050.
Bethany Leone: What design criteria shaped the development of the GEM?
Fergal Mackie: The Metacarpal GEM design centers on force reduction and mechanical reliability to address the primary reasons users abandon prosthetic hands. I engineered the device to operate below 38 Newtons of force, the research-established threshold that prevents fatigue in both men and women during extended use. This force reduction represents the most critical design constraint I solved.
Our patented Reactive Grasp Technology uses 13 pulleys to achieve five-finger adaptive grasping through purely mechanical means. Each finger moves independently, allowing the hand to conform to object shapes rather than closing simultaneously like conventional devices. This mechanical advantage system reduces operational force while providing immediate proprioceptive feedback through the harness system, functioning like a bike brake where users have direct connection to the grip and can feel the force they’re applying.
The device weighs less than one pound yet supports 110-pound carry loads and 198-pound vertical push forces. I achieved this strength-to-weight ratio through high-quality materials selected for durability, with minimal maintenance required. The waterproof design eliminates electronic vulnerabilities that cause failures in wet, dusty, or extreme temperature conditions.
Users access three distinct grip patterns by rotating the thumb position: lateral grips for flat items like phones or books, power grips for heavy lifting, and pinch grips for detailed tasks. This multi-grip functionality, without electronics, sets the GEM apart from traditional body-powered hands that offer only a single fixed grasp.



The most challenging performance constraint involved creating multi-articulation through mechanical systems alone. While electronic hands achieve multiple grip patterns through motors and sensors, I had to engineer purely mechanical solutions that provide sophisticated functionality without complexity. The pulley system that enables independent finger movement while maintaining force feedback required extensive engineering to balance functionality with reliability. Field serviceability became an unexpected advantage when an early trialist working in an Italian restaurant could disassemble, clean, and restore full functionality after flour contamination without having to ship the device back to the manufacturer.
Research shows that only 3% of major amputations involve the upper extremity, yet these users face unique challenges with device satisfaction and daily use compared to lower extremity amputees.
Bethany Leone: How does the GEM compare to a biological hand in terms of durability and environmental resistance?
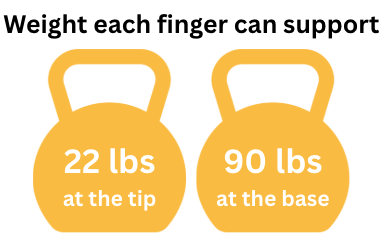
Fergal Mackie: The Metacarpal GEM delivers measurable performance that exceeds many biological hand capabilities in specific areas. Each finger can support 22 pounds directly on the tip, and around 90 pounds at the finger base. It does this, without flexing the wrist or any of the natural body impulses that would lower the impact making it much stronger than any natural hand in many respects.
GEM maintains full functionality when exposed to water, dust, extreme temperatures, and chemical spills that would damage electronic systems. Construction workers and mechanics use the device in environments where electronic prosthetics fail completely.
Environmental resistance represents a key performance advantage. The GEM functions in wet conditions where electronic prosthetics typically fail, dusty environments that interfere with sensors, and temperature extremes that affect battery performance. This reliability enables users to maintain consistent performance across work and recreational activities.
The hand is designed with a metal solid skeleton that supports a soft exterior — inspired by the design of a natural hand. Then, using cables, the fingers and thumb are actuated, again, similar to the role of tendons of a hand.
However, when a natural hand is scratched or bruised, it has a unique advantage: it will heal over time. While this is something we have not yet achieved, the fingers and soft covers can be simply replaced in minutes, making good-as-new restoration possible.
Bethany Leone: What materials are used in the prosthetic?
Fergal Mackie: GEM is made primarily from machined Aluminum 7075, or “aircraft aluminum,” from the central chassis to the fingers. This builds a rigid skeleton that is strong yet extremely lightweight. We then use stainless steel parts with bronze bushings for hardwearing, low-friction surfaces. We selected a mixture of aluminum bronze and phosphor bronze throughout the hand, depending on the specific strength requirement of the part.
It then pairs this with a flexible TPU cover. The flexible material allows this part to be made as a single part that physically wraps around the hand. Then, for gripping surfaces, we opt for nitrile rubber that is equally durable and high friction.
Bethany Leone: What manufacturing methods were critical to the device?
Fergal Mackie: The hand is made from custom-machined parts, primarily milling operations, for all major components. Tolerances go as low as 8 microns! This is to aid with critical running surface contacts that ensure the product’s longevity over years of use, preventing any further finger stiction.
The only tooled parts are the finger grips. Because they are common across all fingers, these are compression molded for their uniformity and are less tolerant than sensitive components.
The most complex part to make is actually the cables in the hand. This took years of testing to fully understand and is now a crucial part of Metacarpal’s IP. We are able to manufacture loops of cable made from the world’s longest fibers that are then cyclically pre-stretched within a millimeter of accuracy to the cable’s final length, where adjustment mechanisms accommodate the specific cable lengths.
These parts arrive at our design and manufacturing facility in the National Robotarium in Edinburgh, Scotland. Here, each component is carefully assembled into each hand. First, going through inspection, storage, assembly, burn-in, factory acceptance testing, and then sent for sale.
Bethany Leone: What thermal or surface treatments were important to the design?
Fergal Mackie: Because the GEM is to be used in all environments, surface treatments are very important to prevent corrosion, especially when in contact with different metals. All aluminum parts are anodized, and all exposed parts use type 3 hard anodizing for an incredible rugged finish.
While that is the majority of surface treatments used, we do have an array of parts for a new product, yet unreleased, that will require extensive hardening processes to get the necessary properties.
Bethany Leone: What design decisions challenged industry norms?
Fergal Mackie: The Metacarpal GEM challenges fundamental industry assumptions about prosthetic hand design by achieving multi-articulation through purely mechanical means rather than electronic systems. While the prosthetics industry has moved toward adding sensors, processors, and complex electronics to improve functionality, Metacarpal reimagined the entire approach through mechanical engineering innovation.
The device breaks industry norms by delivering sophisticated grip patterns without batteries, sensors, or electronic components that typically define advanced prosthetic hands. The patented Reactive Grasp Technology uses 13 pulleys to enable five-finger adaptive grasping, providing functionality that rivals electronic systems through mechanical solutions alone.
Force reduction represents another departure from industry standards. The GEM operates below 38 Newtons of force while traditional body-powered hands often exceed this threshold, causing user fatigue and abandonment. This engineering approach prioritizes user comfort over conventional design assumptions about acceptable operational forces.
The immediate fitting philosophy challenges clinical workflows that typically require extensive training periods and complex calibration processes. The device functions immediately upon fitting, reducing the time and complexity prosthetists face with traditional prosthetic solutions.
Environmental durability standards exceed industry norms through waterproof design that functions in conditions where electronic prosthetics fail. Construction workers and mechanics use the device in wet, dusty, and extreme temperature environments that would damage conventional electronic systems.
The design philosophy represents a paradigm shift from the industry assumption that more technological features equal better performance. The GEM demonstrates that breakthrough innovation comes from rethinking fundamental approaches rather than adding complexity.
Bethany Leone: What are Metacarpal’s plans for future innovation, either of this design or an adjacent design?
Fergal Mackie: We’re currently working on creating add-on solutions that expand the functionality of GEM even further, making the product even more valuable. We’re also working on expanding the patient population that can access GEM with optimal solutions by developing a suite of add-ons that optimize the hand for different levels of amputation. Every patient has a unique limb difference and associated difference designs and associated issues and it is crucial that Metacarpal meet these. This includes more sizes, pediatric designs and colors so that each prosthetic is personal.

Fringe Friday: Mechanical Prosthetic Design Challenges Industry Norms Read More »
























