Maciej Korecki Vice President of Business of the Vacuum Furnace Segment SECO/WARWICK
A medical device manufacturer is set to receive a vacuum furnace for annealing and brazing processes at their plant in France. The parts processed in this furnace will include X-ray and radiotherapy equipment among other products that require high quality standards of heat treatment.
The vacuum furnace scheduled for delivery is called the Vector®. "[This furnace] has proven performance in many fields in precision industries such as aviation, automotive and medical branches," commented Maciej Korecki, vice president of the Vacuum Furnace Segment at SECO/WARWICK Group, and international heat treat systems supplier. Korecki continued, "This time, our partner is an expert when it comes to brazing complex components that require high precision."
The high-tech medical industry is one of the most demanding industries in terms of standards, procedures, and process parameters to be met by the equipment involved in the production process. Medical equipment components (e.g., RF components, X-ray tube components, ceramic components) are precision manufactured to the highest quality standards. This is because these components are used for processes that are decisive not only for the quality of treatment, but also for human life.
According to "Dr. O" – Dr. Steve Offley, product marketing manager at PhoenixTM – temperature control of the heat treatment application is critical to the metallurgical and physical characteristics of the final product, and hence its ability to perform its intended function. Explore today's Technical Tuesday article to find the light at the end of your mesh belt furnace tunnel.
This article first appeared in Heat TreatToday’sFebruary 2022 Air & Atmosphere Furnace Systems print edition.
Dr. Steve Offley, “Dr. O" Product Marketing Manager PhoenixTM
Introduction – The Need for Accurate Product Temperature Measurement
Even though modern furnaces are supplied with sophisticated control systems, they are still not always capable of truly giving an accurate picture of the actual product temperature as it passes through the process. Temperature sensors positioned along the furnace give a snapshot of what the environmental temperature is possibly zone by zone. Furnace controllers, as the name suggests, can give confidence that the process heating is performed in a controlled manner but will never give an accurate view of what the actual product temperature is. When monitoring, it is important to be able to distinguish between process and product.
The challenge to any process engineer is understanding how the product heating cycle relates to the operation of the furnace. A furnace environment may be well controlled, but very different product temperatures can be experienced with variation in key properties such as product material, size, shape, thermal mass, and position/orientation in the furnace. Infrared (IR) pyrometers and thermal imagers can provide surface temperature measurements only and require line of sight, so they limit the areas of the product that can be measured. Setup can sometimes be complex considering surface characteristics (emissivity) and process background/atmosphere compensation. As with air sensors, being fixed, typically IR sensors only give information at that specific furnace location which prevents accurate calculation of soak times at critical temperatures. Without additional information, soak times and temperatures may need to be extended well beyond the target to guarantee the heat treat process is completed with confidence with an obvious compromise to throughput and energy conservation.
Product Temperature Profiling
To fully understand the operational characteristics of the heat treat process it is necessary to measure both the environment and product temperature continuously as it travels through the process. Such technique provides what is referred to as a “temperature profile” which is basically a thermal fingerprint for that product in that furnace process. This thermal fingerprint will be unique but will allow understanding, control, optimization, and validation of the heat treat process.
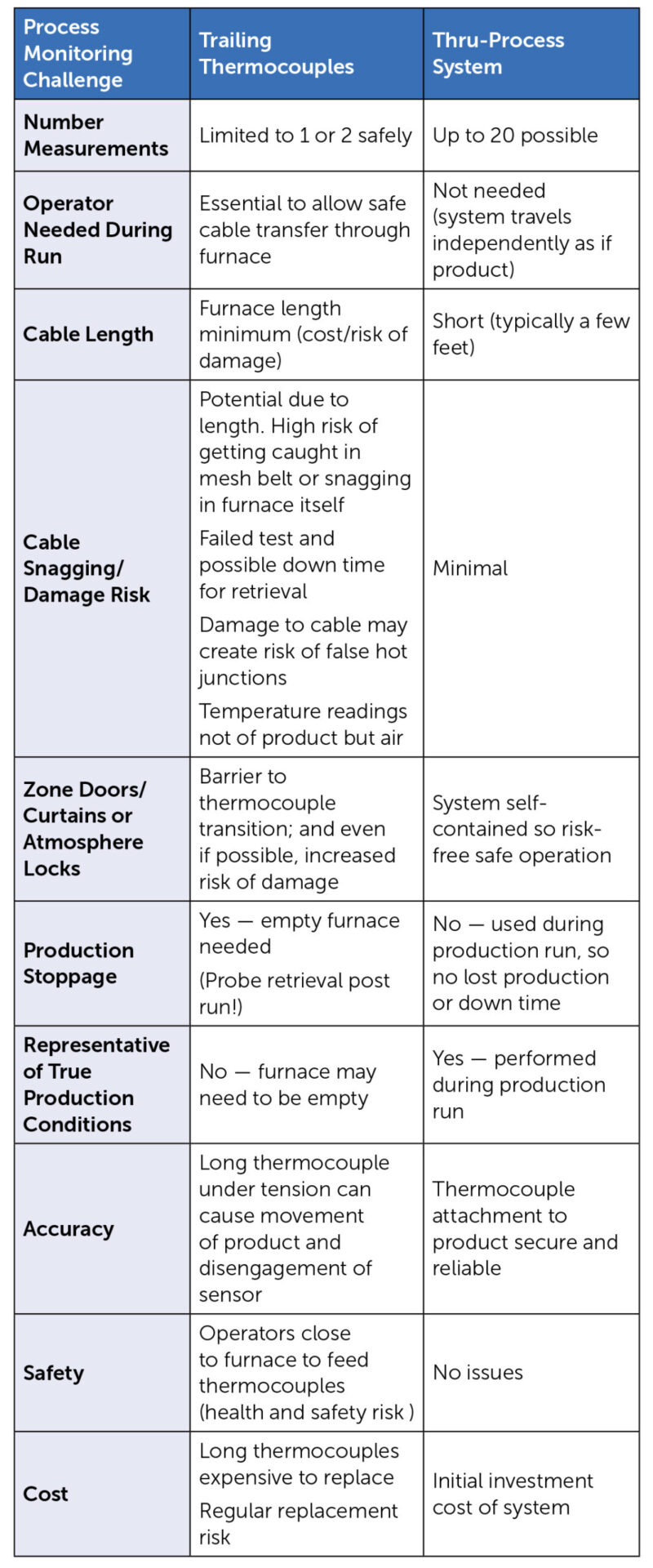
Table 1. Table showing the numerous benefits of thru-process temperature monitoring over traditional trailing thermocouples methodology for a mesh belt furnace
Historically, trailing thermocouples have been the go-to technique for product temperature monitoring. A very long thermocouple is attached to the product in the furnace. The data logger measuring the live temperature reading is kept external to the furnace. Although possible for static batch processes, the technique has significant limitations in a continuous/semicontinuous process, especially mesh belt furnaces (See Table 1).
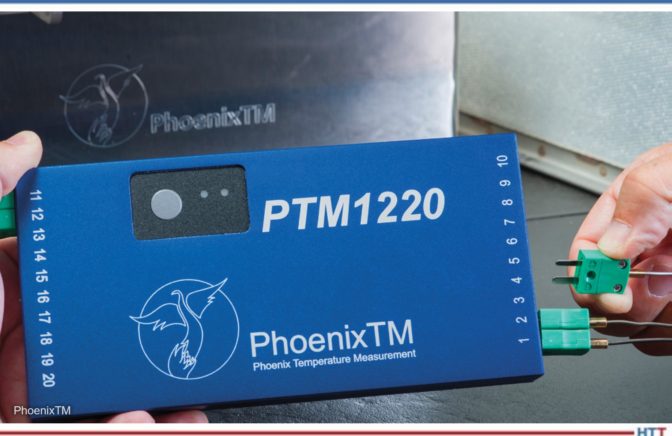
Fig 1. Robust multichannel data logger designed specifically for thru-process temperature profiling
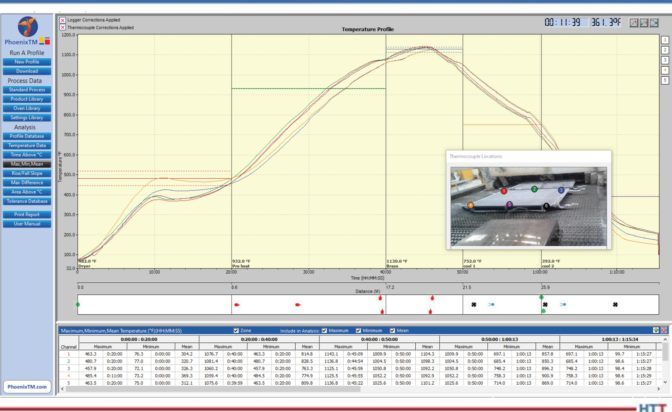
In thru-process temperature profiling the data logger travels with the product through the furnace. The data logger (Figure 1) is protected by an enclosure, referred to as a thermal barrier, which keeps the logger at a safe operating temperature (Figure 2). Temperature readings recorded by the data logger from multiple short length thermocouples can be retrieved post run. Alternatively, if feasible, the data can be read in real time as the system passes through the furnace using a two-way radio frequency (RF) telemetry communication option. The resulting temperature profile graph (Figure 3) provides a comprehensive picture — product thermal fingerprint — of the thermal process.
Fig 2. Thermal barrier protecting the data logger safely entering the conveyor furnace during the temperature profile run. Barrier size is customized to suit process credentials.
Fig 3. Typical temperature profile recorded for an aluminum CAB brazing line giving a complete temperature history for a brazed radiator at different product locations.(1)
Monitoring Your Heat Treat Process Temperature at the Product Level
Applying thru-process temperature monitoring product temperature measurement can focus on the micro product level which at the end of the day is most important. Static control thermocouples give an environmental temperature of the furnace in a zone, but this only reflects the true temperature wherever the thermocouple is located. This may be some distance from the product and may give some bias to its position if located on one side of the furnace. The thru-process monitoring system allows simultaneous product and/or air temperature measurement directly at the mesh belt. Monitoring can be performed across the belt with thermocouple placement on and in the core of the product and can be made to identify areas of different thermal mass resulting in differing heating characteristics.
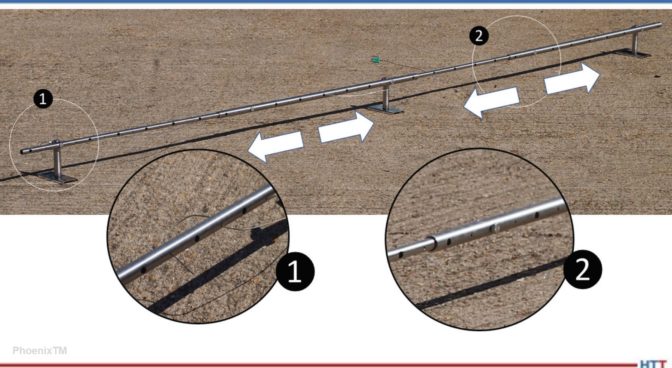
A useful strategy to use before looking at the product temperature is to thermally map the furnace. Thermocouples, connected to the data logger protected within the thermal barrier, are positioned across the mesh belt using a mount jig such as that shown in Figure 4. The jig guarantees reliable location of the measurement sensor run to run and adjustment means it can be adapted to different belt widths. Applying this principle, the thermal uniformity of air across the belt width through the entire furnace can be measured.
Fig 4. Thermocouple mount jig allowing accurate positioning of thermocouples (1) across the mesh belt width with adjustment to suit different belt dimensions (2).
Such data can be compared with zone control thermocouples to see what temperature differential the product may be experiencing at the belt level. Temperature imbalances across the belt and hot or cold spots along the process journey can be identified.
Furnace mapping can be further developed to satisfy either CQI-9/CQI-29 or AMS2750F pyrometry standards where a two-dimensional jig is constructed to perform the temperature uniformity survey (TUS).2 Employing the plane method, a frame jig is constructed to match the furnace work zone with the necessary number of thermocouples to satisfy the furnace cross section dimensions. Temperatures recorded over the working zone are compared to the desired TUS levels to ensure that they are within tolerance as defined in the standards.
Discover the True Root Cause of Your Furnace Problems
When it comes to product quality and process efficiency in any mesh belt furnace applications, temperature monitoring is only part of the story. Gaining an insight into what is physically happening in the product’s furnace journey can help you understand current issues or predict issues in the future, which can be corrected or prevented. To allow true root cause analysis of temperature related issues, it is sometimes necessary to “go to Gemba” and inspect what the product is experiencing, directly in the furnace. This is not always possible under true production conditions.
For a classic mesh belt furnace application such as controlled aluminum brazing (CAB), internal inspection of the furnace is not a quick and easy task. Operating at 1000°F, the cool down period is significant to allow engineers safe access for inspection and corrective action and then further delay to get the furnace back up to a stable operating temperature. Such maintenance action may mean one or two days lost production, from that line, which is obviously detrimental to productivity, meeting production schedules, satisfying key customers, and the bottom line.
In addition to process temperature problems there are many other production issues that can be faced relating to the furnace operation and safe reliable transfer of the product through the furnace. In the CAB process a day-to-day hazard is the build-up of flux debris. Flux materials used to remove oxides from the metal surface and allow successful brazing can accumulate within the internal void of the furnace. These materials are most problematic at the back end of the muffle section of the furnace where, due to the drop in temperature entering the cooling zone, materials condense out. Flux buildup can create many different process issues including:
Physical damage to the conveyor belt or support structure requiring expensive replacement
Reduction in belt lubricity creating jerky movement and causing unwanted product vibration
Lifting of the mesh belt creating an uneven transfer of products causing possible excessive product movement, clumping, or clashing
Reduction in inner furnace clearance creating possible product impingement issues and blockages
To prevent such problems, regular scheduled inspection and clean out of the furnace is necessary. This is not a pleasant, quick operation, and requires chipping away flux debris with pneumatic tools. Often requiring a furnace down time of 1 to 2 days, this task is only performed when essential. Leaving the clean-up operation too long can be catastrophic, causing dramatic deterioration in product quality or risk of mid-production run stoppages.
Figure 5. PhoenixTM Optical profiling ‘Optic’ System - Optical Profile View. System adaptable for both temperature and optical profiling.
Figure 5.1. High temperature thermal barrier for aluminum brazing system protecting camera and torches through CAB furnace
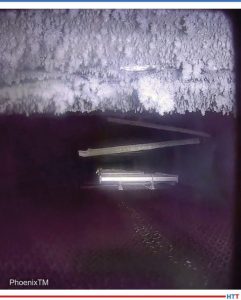
Figure 5.2 Video image in inner CAB furnace showing condition of inner furnace, mesh belt and product transfer
Figure 5.3. Identification of flux debris at back end of muffle furnace prompting scheduling of clean down operation
Optical Profiling – The Efficient Alternative
Optical profiling is a new complementary technique to that of thru-process temperature profiling. The innovative technology allows for the first-time process engineers to view the inner workings of the furnace under normal production conditions. Traveling through the furnace with the products being processed, the optic system gives a product’s eye view of the entire heat treatment journey. A thermal barrier, similar in design to that used in temperature profiling, protects a compact video camera and torch that are used to record a video of what a product would see traveling through the furnace (Figure 5). The principle is just like your car’s dash cam, the only difference being that your journey is being performed in a furnace at up to 1000°F. The resulting video, “Optical Furnace Profile,” shows process engineers so much about how their process is operating without any need to stop, cool, and dismantle the furnace. This allows safe routine furnace inspection without any of the problems of costly lost production and days of furnace down time.
Summary
Monitoring your mesh belt furnace from a temperature and optical perspective allows you to fully understand what truly happens in that black box. Understanding leads to better control, which helps you get the optimal performance out of your heat treat process from a quality, productivity, and energy efficiency perspective.
Don’t get left in the dark. Consider the power of temperature and optical profiling which will literally provide a light at the end of your furnace tunnel!
References:
[1] Steve Offley, “Unveiling the Mystery of Your Al Brazing Furnace with ‘Thru-Process’ Temperature Profiling," Heat Treat Today Magazine, June 2020, p40.
[2] Steve Offley, “Applying ‘Thru-process’ Temperature Surveying To Meet the TUS Challenge of CQI-9.” HeatTreatToday.com. June, 2019. https://www.heattreattoday.com/heat-treat-news/automotive-heattreat-news/applying-thru-processtemperature-surveying-to-meet-thetus-challenges-of-cqi-9/
About the Author:
Dr. Steve Offley, “Dr. O,” has been the product marketing manager at PhoenixTM for the last 4 years after a career of over 25 years in temperature monitoring focusing on the heat treatment, paint, and general manufacturing industries. A key aspect of his role is the product management of the innovative PhoenixTM range of ‘thruprocess’ temperature and optical profiling and TUS monitoring system solutions.
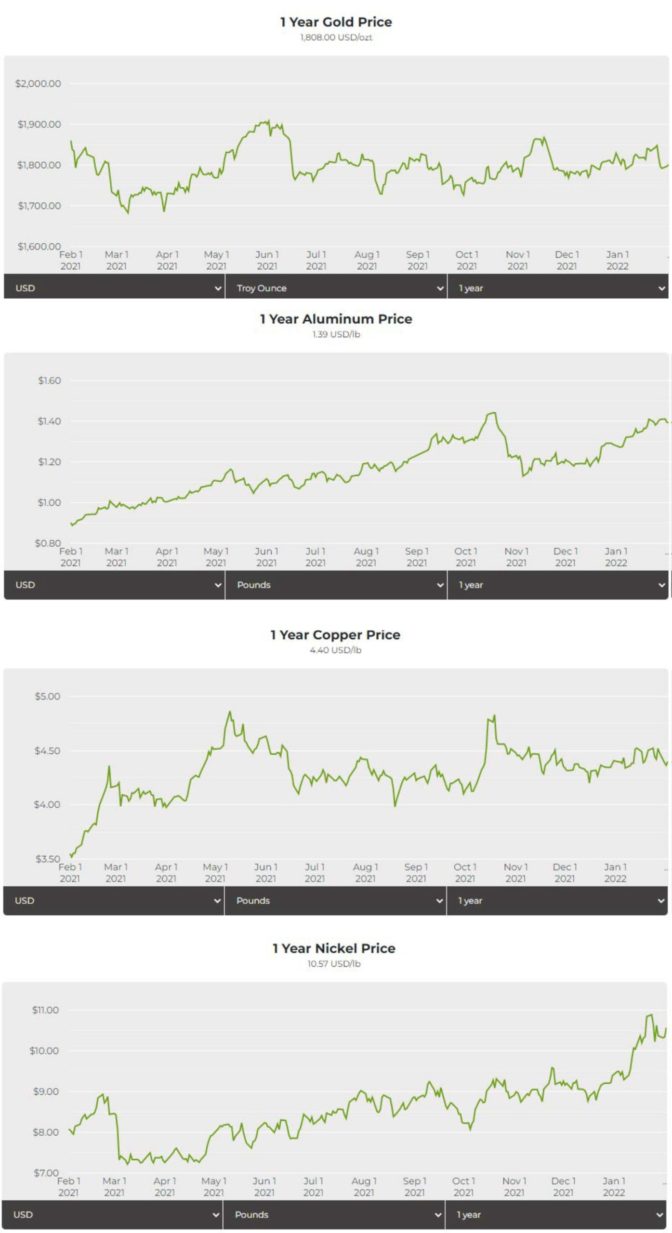
"The inventory levels for almost every industrial metal have been as low as they have been in decades and at the same time there has been more demand as industry starts to stage a recovery in key areas."
As we emerge from pandemic slowdowns and disruptions, there are still "lions, tigers, and bears — oh my!" that manufacturers face. The monthly Industrial Heating Equipment Association’s (IHEA) Executive EconomicSummary released in February notes that in economic terms, it has been "inflation, supply chain, and labor — oh my!" for several months, but at least two of these may be letting up in 2022.
First, inflation. Inflation is the highest it has been in decades: 7.5%. The report reveals the reasons why this is the case: "For the better part of the last four decades the US was able to essentially export inflation . . . If one was facing higher labor costs and higher production costs the easiest response was to either produce or source overseas where the costs were dramatically lower." Now, many U.S. companies are undoing this in light of rowing costs from overseas suppliers and supply chain upheaval.
And high inflation rates and the supply chain are recovering. While the "stimulus effort dumped the equivalent of the Japanese GDP into the hands of consumers," they were unable to continue normal purchasing habits, and cash tied up in savings contributed to inflation. But now, consumers have fed most of that cash back into the economy. Additionally, producers are slowly catching up with demand, which will stabilize commodity costs from contributing to inflation. The last contributing factor to inflation is less positive; the report notes that cost of labor -- having risen over the course of the pandemic -- are unlikely to come down, which will likely inhibit the full return "back to normal." Still, even the supply chain's 2021 recovery is cause for celebration, having been "far more aggressive than anyone had expected and producers were unprepared. They are starting to gain ground and by mid-year they are expected to have caught up with the majority of current consumer demand. The primary issue now is China."
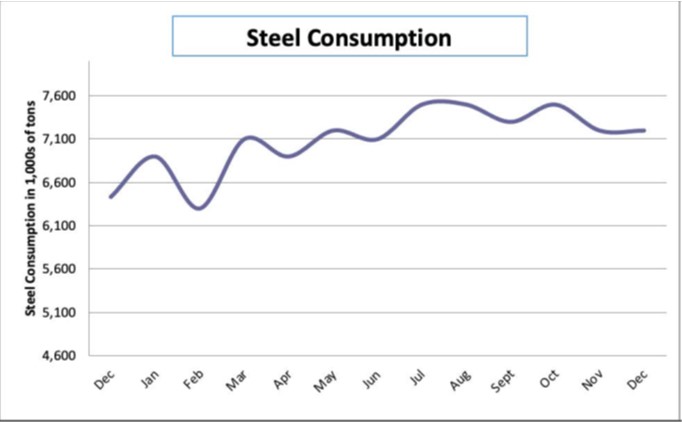
Steel consumption will surge later this year as orders from Congress's infrastructure spending plan are placed.
Unfortunately, the retirements of key workers as well as a simple lack of hands put pressures on labor costs. Paired with increased wage demands, "Skilled workers have more leverage than they have ever had and the number one means by which companies are expanding their workforce is by poaching from one another." This leads to paying new hires and longtime employees higher wages to disincentivize job hopping.
Anne Goyer, Executive Director of IHEA
The report concludes, "labor costs soared by over 5.0% last year and these costs are heading in the same direction in 2022."While we may not be out the thicket yet, there is still hope along two of the three economic indicators.
Check out the full report to see specific index growth and analysis which is available to IHEA member companies. For membership information, and a full copy of the 12-page report, contact Anne Goyer, executive director of the Industrial Heating Equipment Association (IHEA). Email Anne by clicking here.
Welcome to Heat TreatToday's This Week in Heat TreatSocial Media. You know and we know: there is too much content available on the web, and it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat TreatToday is here to bring you a hot take of the latest compelling, inspiring, and entertaining heat treat chatter from the world of social media.
We're looking at helicopters for space, celebrations in heat treat, quick diagrams to keep you on your toes, and much more.
We're moving faster and further into the journey beyond earth. . . "At the end of Ingenuity’s mission, Perseverance will drive off, leaving the little helicopter that could behind, and continue its own mission: to search for signs of past life in Jezero crater, and to store rocks for a future mission to return to Earth." (NASA’s Ingenuity Helicopter Made History by Flying on Mars)
2. Heat Treating "Wow" Factors
Quick social media posts that make you go "wow."
"We Work Well Together" -Robot 1
.
Enjoying the North American Market?
When Steel Loses Its Magnetism
3. Deep Dive Learning
Have a little extra time? Check out these engaging media about heat treatments below.
Tips to reduce retained austenite in carburizing and carbonitriding by David Pye (www.htcourses.com)
.
What To Do In the Event of a Safety Failure
Tensile Properties
4. Social Moments in Our Community
There's almost (almost) always a reason to celebrate. See some favorites from around the industry.
Employee Gets Some Kudos
."CELEBRATING THE KANTHAL STORY"
Children's Day and National Metallurgists Day in India
5. The Reading Corner
Soak in some knowledge on austenite, robotics, and salt quenching in these key podcasts that you can watch, listen to, or read the transcripts of.
Heat Treat Radio: Robotics in Heat Treat, a Conversation With Dennis Beauchesne, ECM-USA: Click to -->Watch | Listen | Learn
Heat Treat Radio: The Greenness and Goodness of Salt Quenching with Bill Disler: Click to -->Watch | Listen | Learn
We’re flipping through Heat Treat Today’s technical articles today to highlight four processes: annealing, brazing, carburizing, and forging. Read our top picks of technical articles from these categories like a case study on parts failure (annealing solution) and a new competitor to tried-and-true brazing.
When an automotive manufacturing began loosing time, money, and the steel itself due to frequent cracking, a third party stepped in to solve the part failure.
[blockquote author=”” style=”1″]In this case, the life cycle of these parts began in a steel mill, where coils of AISI 1045 carbon steel were produced. The parts were then annealed in preparation for fine blanking at our customer’s facility. Then, the parts would be through hardened and sent to the automotive manufacturer.[/blockquote]
Electric vehicle production, semiconductor development, and a whole wealth of novel products are pushing at the fringes. Does this demand change to tried-and-true heat treat applications? You tell us!
[blockquote author=”” style=”1″]The most sophisticated global companies in electronic instrumentation and semiconductors view diffusion bonding as the wave of the future. The functional-value that 21st-century diffusion bonding technology now offers is a unique-and-beneficial solution in a class by itself; designers came to this realization after being confronted with component performance issues that could not be resolved by traditional brazing. Materials currently under consideration include pure aluminum, aluminum alloys, stainless steels, and nickel-based alloys as well as any other material, such as coated substrates for power electronics or glass and special material combinations (dissimilar joints).[/blockquote]
This technical article can be found under “Carburizing” in the navigation bar, but as the name implies, you’ll be diving into five essential case-hardening processes. BONUS! this one includes an excellent table to break down the differences.
[blockquote author=”” style=”1″]Case hardening processes are some of the most common heat treatments performed, but each process has its own unique needs. The table below [in the article] provides a summary of the considerations that need to be made when selecting the optimum process. This list is by no means exhaustive; it is encouraged to work with a furnace manufacturer familiar with each process to help select the correct process and equipment needed.[/blockquote]
Here’s a brain spinner: Direct from Forge Intensive Quenching. If you just asked “What?” Best read the full report (or at least the abstract) that tests this novel method — a method that could eliminate normalizing, quenching, and tempering.
[blockquote author=”” style=”1″]Data obtained on the mechanical properties of DFIQ forgings were compared to that of forgings after applying a conventional post-forging heat-treating process. Values of heat transfer coefficients in the DFIQ tank were determined experimentally using a special probe. This data was needed for calculating an optimal dwell time when quenching forgings in the DFIQ tank. It was shown that the application of the DFIQ process allows elimination of. . .[/blockquote]
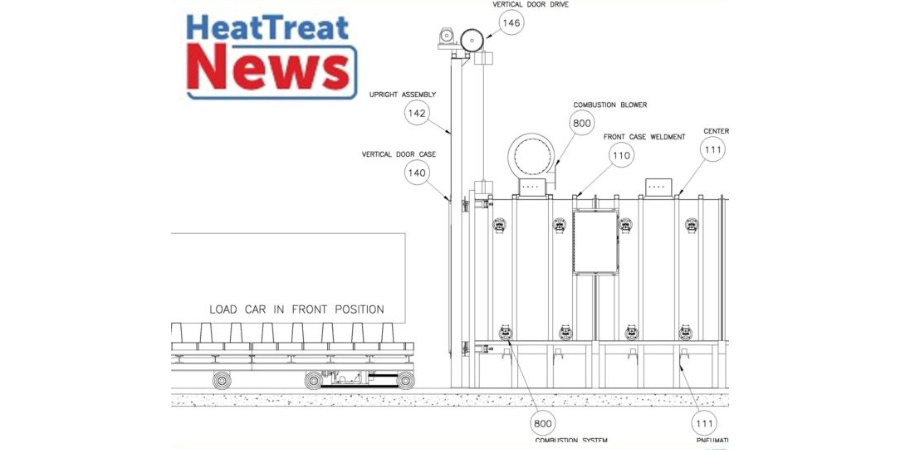
A large gas-fired normalizing furnace has been sent to a global manufacturer of pipe, tube, and fittings used for various military contracts. Supply chain issues prevented the manufacturer from receiving the furnace on the original delivery date in Q4 2021.
This L&L Special Furnace Co., Inc. car-bottom-style gas-fired normalizing furnace is rated to operate at temperatures from 1,300°F/704°C to 2,200°F/1204°C and heated with six medium-velocity burners. The furnace will be able to maintain uniformity of ±25°F/12.5°C at temperatures above 1,300°F/704°C.
Hydrogen is a reducing gas used in thermal processing atmospheres for brazing, annealing, metal injection molding, metal additive manufacturing, and glass-to-metal and ceramic-to-metal sealing. Recent supply chain issues, safety concerns surrounding storage, and the growing metal additive manufacturing parts market are making on-site generated hydrogen a burgeoning trend among thermal processors.
This article first appeared in Heat Treat Today’s February 2022 Air & Atmosphere Furnace Systems print editionand was written by LynnGorman, a freelance writer.
Reliance on Hydrogen Delivery Can Be Risky
We learned in 2020 that when the pandemic hit, hydrogen gas supply declined, and liquid hydrogen production slowed accordingly.
Hydrogen is a byproduct of refineries processing crude oil, and when demand for gasoline and other crude oil-based products slows, so does hydrogen production. Even as the economy fights back post COVID-19 the long-term trends in crude oil processing are negative because of increasing fleet electrification.
Hydrogen scavenges oxygen, counteracting minor furnace leaks. Photo Credit: Nel Hydrogen
Besides having more control and assurance that hydrogen will be available on demand as needed, there are other benefits to generating hydrogen on site. According to David Wolff, regional manager at Nel Hydrogen, the only raw materials required to produce hydrogen on site are water and electricity, which are among the most reliable of supply chains. “Essentially the hydrogen becomes another utility with little personnel attention required,” he said. “Electricity and water come into a plant in pipes and wires and are highly reliable. Additionally, there are no hydrogen storage tanks taking up a large amount of unusable space.” He added further that electrolyzers produce ultra-pure, extremely dry hydrogen for best processing results; companies can move the electrolyzers if they relocate to another facility; generating hydrogen eliminates the supply interruptions and contract issues; and producing hydrogen reduces costs over time.
Hydrogen cleans part surfaces to enhance processing results. Photo Credit: Nel Hydrogen
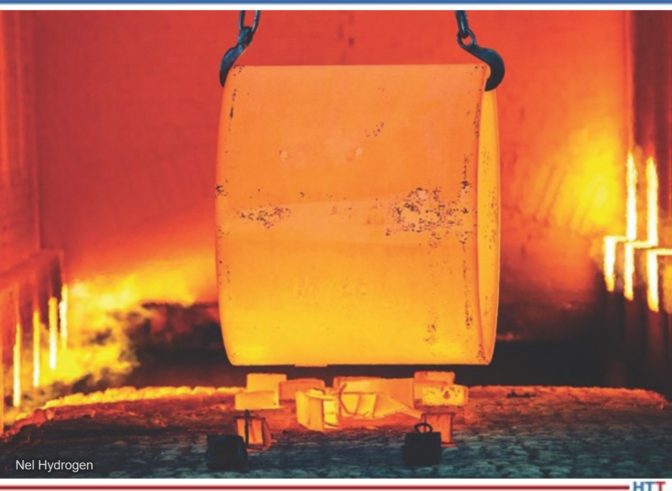
For thermal processors, the ultimate priorities for a thriving business are parts and profits. Satisfying customers with high quality, heat treated components keep them coming back. To that end, generating hydrogen on site can play a significant role . For instance, hydrogen has the highest heat transmission of any gas, resulting in faster heating, faster cooling, and faster cycle times in both continuous and batch furnaces. Hydrogen atmospheres clean parts, and clean part surfaces enhance sintering/fusion. Hydrogen also scavenges oxygen which counteracts potential furnace leaks. Companies that make their own pure hydrogen, already formulated for their thermal process atmospheres and always available, can potentially improve plant productivity and part quality with the desired properties demanded by their customers.
“The many positives of hydrogen generation work for companies experiencing environmental pressures to choose alternatives to delivered and stored gases,” said Wolff. For instance, he cited a case in which a specialty wire producer in an urban area used dissociated ammonia for wire annealing for decades. However, a gradual shift in their neighborhood to less industry and more housing, schools, and places of worship made it risky to continue storing the toxic ammonia gas to make dissociated ammonia. The company chose to invest in hydrogen and nitrogen generation to replace their ammonia storage and dissociator. According to Wolff, the company is now using less electricity, and can use a leaner atmosphere blend because hydrogen is drier than dissociated ammonia. They are getting cleaner wire, saving money using less electrical power, and eliminating ammonia purchases and tank rental.
Dave Wolff Regional Sales Manager Nel Hydrogen Photo Credit: Nel Hydrogen
In another case, a different specialty wire producer suffered a catastrophic fire that involved hundreds of hydrogen cylinders stored at their historic facility. The company had to replace the plant. To meet current safety and fire code standards, the decision to generate hydrogen was a great choice to comply with the demands of the local fire marshal. According to Wolff, “Authorities having jurisdiction are some of the best advocates for hydrogen generation versus storage.”
Certain Growing Applications Prefer Generated Hydrogen for Best Part Quality
The newest powder-based manufacturing technology is metal AM (metal additive manufacturing) which expands on the learnings and foundations of PM (powder metallurgy) and MIM (metal injection molding). Metal AM is growing rapidly in applicability. Several metal AM techniques are commercialized, and even more are in development. There are several ways that metal AM is revolutionizing fabrication by eliminating complex set-ups, molds, and fixtures, and thereby reducing the costs of short runs. The method allows for continuous design improvements, practically in real time. Metal AM enables parts to be very lightweight through internal strengthening, and parts can be directly translated and produced from a CAD file. In other words, metal AM can create parts that are impossible to make by other approaches. While there is a range of techniques that can be applied to the general category of metal AM parts, most of them use powder, as powder provides the best part finish quality. And, like previous powder fabrication technologies such as PM and MIM, metal AM uses sintering to adhere the metal powder particles together with metal-to-metal bonds.
Metal AM powders are miniscule (20 - 100 microns) and are highly susceptible to oxidation if unprotected by an inert or reducing atmosphere. Photo Credit: Nel Hydrogen
Metal AM powders are miniscule (20–100 microns), uncoated, and handled gently during fabrication. They are highly susceptible to oxidation if unprotected by an appropriate atmosphere. These tiny particles have an enormous surface area (3kg of typical metal AM 316 SS powder has the surface area of a tennis court). Pure hydrogen (or blended with N2 or Ar gas) is the optimal reducing atmosphere for sintering metal AM parts in both atmosphere furnaces and vacuum furnaces. According to Wolff, a company having the capability to produce its own hydrogen will have the best results with these kinds of parts that will grow in demand in the coming years.
Compliance Considerations in Hydrogen Use
While generating hydrogen for on-site use without storing inventory is far safer than storing hydrogen or ammonia, there are still rules to follow. There are issues surrounding exhaust, pressure balancing, air flow, heating/cooling, and other considerations. Safety, of course, is paramount when using hydrogen. Helpful publications to review include NFPA 2, NFPA 55, ASME Code for Pressure Piping B31.1, and FM Global Property Laws Hydrogen Data Sheet. Additionally, if the building is leased, the landlord should be aware of the use of hydrogen as should the insurance agent.
Water electrolyzers are available in a variety of sizes and configurations to meet the hydrogen requirements of any thermal processing facility. Photo Credit: Nel Hydrogen
“Thousands of hydrogen users have proven that, given the right set of circumstances, it’s in their interest and their customers’ interest to generate hydrogen on site,” said Wolff. “And that’s because hydrogen generators produce high purity, pressurized, dry hydrogen with zero hydrogen storage. It’s also a compact, portable, and reliable system, that provides a range of flow rates to suit any thermal processing requirement. And, the hydrogen cost is relatively fixed, so as production goes up, the cost per part goes down.”
What material is best suited as thermal insulation, fixtures, and setters in furnaces with hydrogen atmospheres? To find out, ZIRCAR Ceramics, Inc. reports on a series of test results that determine the weight loss and shrinkage of six materials you may use in your heat treat furnace.
Multiple types of fibrous alumina insulation materials were tested to determine their stability in hydrogen gas. Silica bonded types have been known to give superior performance in oxidizing and neutral environments. Alumina bonded types have classically been used as thermal insulation, fixtures and setters in applications where reduction by aggressive furnace atmospheres is encountered. One such aggressive reducing atmosphere is hydrogen, a common cover gas in furnaces for sintering powder metal parts. In hydrogen gas atmospheres, silica -- a common binder which imparts high temperature stability and increased mechanical strength -- is attacked, dissociates and volatilizes resulting in premature failure of the refractory.
Test Method
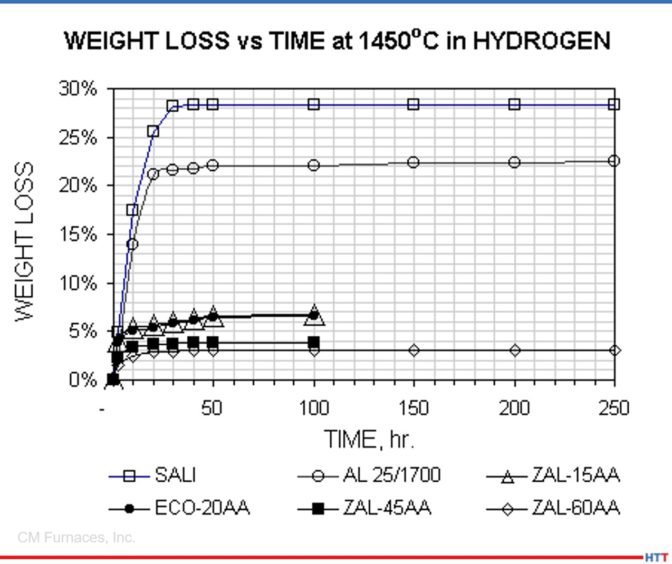
Cubes of insulation, roughly 1 inch per side, were measured and weighed. They were fired at 1450°C in a model 1725 HTF box furnace manufactured by CM Furnaces, Inc. The furnace was purged with 15 scfh hydrogen gas with a dew point of <40°C. It was heated at a rate of 200°C per hour with soak times of 1, 2, 10 and 50 hours. The samples were removed after each soak, measured and weighed. Weight loss and thickness shrinkage were calculated using experimental data. Shrinkage in the length and width directions were averaged to obtain the data displayed. The materials tested are described in the following table.
Results
Weight Loss results for all types tested.
Weight Loss results for alumina bonded types tested. Shrinkage results in length and width directions for all types tested.
Shrinkage results in length and width directions for all types tested.
Shrinkage results in thickness directions for all types tested.
Conclusions
Premium (ZAL-45AA) and special (ZAL-60AA) grade fibrous alumina insulation materials appear best suited for use as thermal insulation, fixtures, and setters in furnaces with hydrogen atmospheres as they exhibited the least weight loss and thermal shrinkage of all specimens tested.
Alumina bonded materials (ZAL-15AA, ECO-20AA, ZAL-45AA and ZAL-60AA) showed significantly less weight loss after exposure to hydrogen gas at 1450°C than did the silica bonded types tested.
Silica bonded materials (SALI and AL 25/1700) exhibited significant weight loss after testing at 1450°C in hydrogen.
Thermal shrinkage is inversely proportional to density, independent of the bond type.
Acknowledgements
The data presented in this article was collected by CM Furnaces, Inc. (www.cmfurnaces.com) and provided to ZIRCAR Ceramics, Inc. by Donald T. Whychell Sr., director of Research and Development at CM Furnaces, Inc. (dwhychell@cmfurnaces.com)
Heat Treat Todayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 12 news bites that will help you stay up to date on all things heat treat.
Equipment Chatter
Plastometrex, a materials science startup, is working with global testing and inspection provider Element Materials Technology.
National Test Pty Ltd. has been contracted by AusGroup Ltd. to provide NDT and heat treatment services on 58 stainless steel and carbon steel tanks for the covalent lithium refinery in in Australia.
Indentation Plastometer solution from Plastometrex
Heat treat partnership between AusGroup Ltd. and National Test Pty Ltd.
Personnel/Company Chatter
Bodycote increases hot isostatic pressing capacity in Greenville, SC.
PEER Energy GmbH and SCHWING Technologies GmbH signed a long-term cooperation agreement to further technical development and marketing of fluidized bed technology for the heat treatment of metal components.
Nitrex, a global provider of fully integrated surface treatment solutions, has announced that G-M Enterprises has made its official market debut under the Nitrex banner as of January 2022.
Nancy Easterbrook has joined HarbisonWalker International (HWI), a refractory products and services supplier in North America, as the director of Recycled Materials.
GHI Smart Furnaces celebrated the 84th anniversary of their founding in December 1937.
HeatTek announced the purchase of an additional facility in Ixonia, WI to serve primarily as a distribution center for the rapidly growing company’s components and spare parts inventory. This expansion follows another plant acquisition in West Allis, WI.
Hubbard-Hall announced that they’ve made the Dow product line available on their e-commerce site.
Increased hot isostatic pressing capacity for Bodycote
Ralf Giebmanns (PEER Energy) and Andreas Guderjahn (SCHWING Technologies)
G-M Enterprises officially under Nitrex banner as of January 2022
Nancy Easterbrook, Director of Recycled Materials, HWI
GHI Smart Furnace’s 84th anniversary
Kudos Chatter
Bodycote in Syracuse, NY passed certification to AS9100 standard with zero findings.
A group of 70 employees and management of SECO/WARWICK located in Świebodzin, Poland planted 3,000 beech seedlings on Lumberjack and Forester World Day.
Nitrex Metal, Inc., global of fully integrated surface treatment solutions and technologies, was selected to be part of a “Global Thought Leaders” series broadcast on CBS News.
SECO/WARWICK and sustainable practices
Advertisement for CBS News feature on Nitrex Metal, Inc.
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to bethany@heattreattoday.com.
A roller-hearth furnace will soon be processing wire products at Grand Blanc Processing's high quality processed wire production facility in Holly, MI. The furnace will be used to spherodize anneal and stress relieve wire products.
Tenova, a developer and provider of sustainable solutions in the metals industry, has been contracted through Tenova Inc. for this turnkey supply of an STC® (Short Time Cycle) furnace. This project will mark the third furnace installation of its kind at Grand Blanc Processing’s facility, and the new furnace will be integrated with the existing furnaces in operation. Furnace start-up is expected to take place at the end of 2022.
The furnace will include advanced nitrogen control technology that will reduce nitrogen consumption by up to 30% per cycle and reduce fuel consumption by 2% per cycle. Tenova Inc. will also design and supply three product cooling tables as well as the complete control and automation package.





 A medical device manufacturer is set to receive a vacuum furnace for annealing and brazing processes at their plant in France. The parts processed in this furnace will include X-ray and radiotherapy equipment among other products that require high quality standards of heat treatment.
A medical device manufacturer is set to receive a vacuum furnace for annealing and brazing processes at their plant in France. The parts processed in this furnace will include X-ray and radiotherapy equipment among other products that require high quality standards of heat treatment. Find this product and search this supplier's North American location listing on Heat Treat Buyers Guide.com
Find this product and search this supplier's North American location listing on Heat Treat Buyers Guide.com



 Furnace mapping can be further developed to satisfy either CQI-9/CQI-29 or AMS2750F pyrometry standards where a two-dimensional jig is constructed to perform the temperature uniformity survey (TUS).2 Employing the plane method, a frame jig is constructed to match the furnace work zone with the necessary number of thermocouples to satisfy the furnace cross section dimensions. Temperatures recorded over the working zone are compared to the desired TUS levels to ensure that they are within tolerance as defined in the standards.
Furnace mapping can be further developed to satisfy either CQI-9/CQI-29 or AMS2750F pyrometry standards where a two-dimensional jig is constructed to perform the temperature uniformity survey (TUS).2 Employing the plane method, a frame jig is constructed to match the furnace work zone with the necessary number of thermocouples to satisfy the furnace cross section dimensions. Temperatures recorded over the working zone are compared to the desired TUS levels to ensure that they are within tolerance as defined in the standards.
















 Heat Treat
Heat Treat 








