Heat Treat Todaysurveyed mesh belt industry manufacturers asking for feedback on information heat treaters should know. In this article, Abelard Escura, manager of Export at Codina, gives recommendations when to use specific belts, explains belt vocabulary, and shares trends they are excited about.
This article first appeared inHeat Treat Today’sFebruary 2022 Air & Atmosphere Furnace Systems print edition.
What mesh belt materials, belt weaves, and belt loading (lbs./linear foot or lbs./square foot) are recommended for various heat treatment processes and atmospheres?
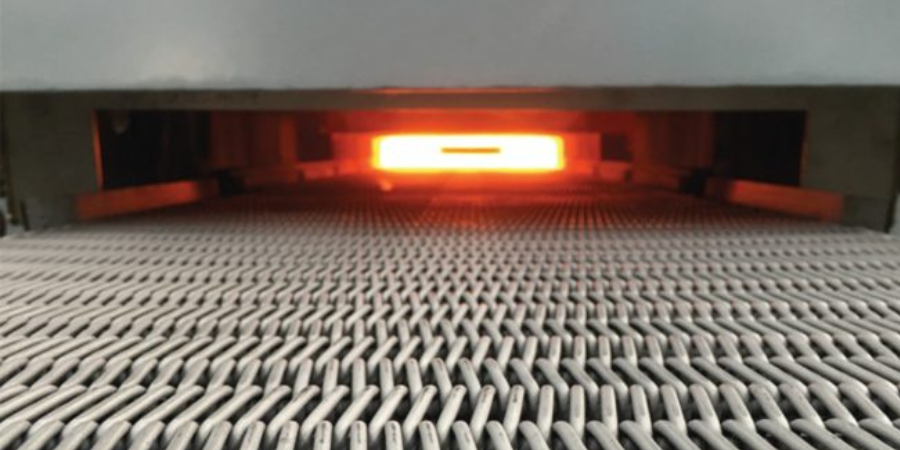
For quench tank belts (oil, salt, water), annealing and normalizing applications, and hardening and case hardening (carburizing and carbonitriding in particular), Abelard Escura of Codina said, “Normally for these applications, the parts are small, so we usually go for models with several rods inside one spiral, to close the opening area of the belt. The basic material recommended is AISI 314/AISI 330CB.”
“Because the parts can be large or in baskets during the sintering (specifically irons, stainless steels) and brazing (silver, copper, nickel) processes, it is recommended that balance or double balance weave (models AE or AE-A) with just one rod inside one spiral be used. The basic material recommended is AISI 314. By the way, in the EU, the model B1ES is popular for brazing because it’s stronger and allows heavy loads on the mesh belt.” Escura added.
Photo Credit: Codina
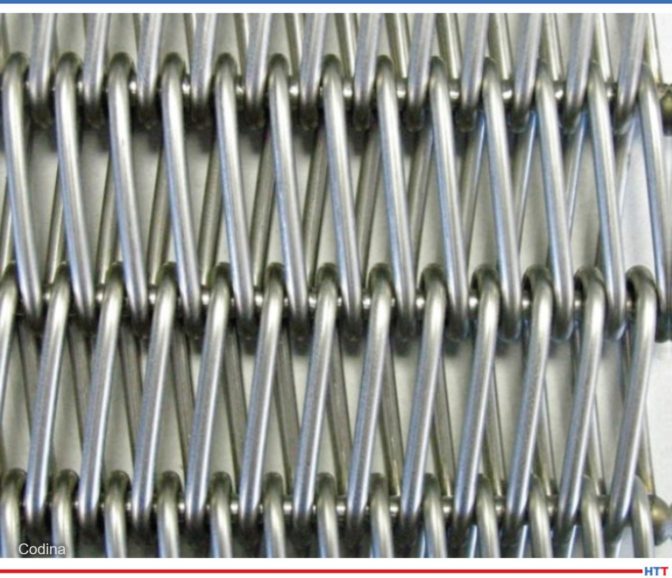
Explain the “vocabulary” of belts:
Understanding the mesh belt lingo is critical for achieving successful results.
Heat Treat Todayasked, What about the types of belt weaves (open versus closed weaves), upturned edges — when/why are they recommended, and why are certain alloys (e.g., 316 SS) such a popular choice for general purpose belts? Escura responded, “The closed weave belts are used for small products like fasteners. Open weave belts are used for larger products.” He continues, “The material content, for heat treatment in general, needs to be high in nickel and chromium to be strong enough to resist high temperatures and oxidation.”
What is the typical belt life for processing running in the 1600°F–1800°F temperature range in a nitrogen or nitrogen/hydrogen atmosphere? Escura weighed in, “This will always depend on the process, application, and how the belt is used on the furnace. However, as a rule, the lifetime of the mesh belt can be from 6 to 12 months.”
What about the pre-conditioning (prestretching) of the belt — when is it recommended and for what applications?
Escura explained, “We do not believe this preconditioning is helpful. It’s also an extra cost. If the belt is produced properly, pre-conditioning is not necessary.”
What are a few common problems encountered when operating mesh belts?
“The main problems are belt deformations from extra load, cuts on the mesh belt due to parts stacking on the furnaces and cutting the belt. Another problem we see is lateral plates break, fall out, and come into contact with the ‘floor’ of the furnace,” Escura shared.
Are there any advances or trends in the mesh belt world that you’re excited about? What is one thing that you believe is vital for people to know about mesh belts?
Escura concluded, “We are excited about looped edges instead of welded edges terminations. These looped edges prevent the breaking of the welding, and belts can last longer in sintering and brazing applications.”
Today, we look to our European information partner, heatprocessing, to explore what international news from around the world has flown by!
An Award in Indiana
“The Nitrex Heat Treating Services (HTS) facility in Franklin, Indiana, received the Nadcap (National Aerospace and Defense Contractors Accreditation Program) accreditation. This includes heat treating for multiple alloy families, stress relieving, carburizing, nitriding, vacuum heat treating, hardness and metallography.”
“The graphical display of temperature curves of the selected program, the precise temperature control, the program status display with the expected end time and date and various user levels add up. The integrated help menu makes the control and process monitoring more easy.”
“The capacity of each reheating furnace will be 465 tons per hour of slabs. The new furnaces, which will replace four existing ones, will ensure high slab-heating quality and reliability. Fuel consumption will be reduced and energy savings will be up to 15%.”
Heat Treat Today publishes eight print magazines a year and included in each is a letter from the publisher, Doug Glenn. This letter first appeared in Heat Treat Today'sFebruary 2022 Air and Atmosphereprint edition.
Doug Glenn Publisher and Founder Heat TreatToday
I failed my Ham Radio Technicians test today. It was publicly humiliating and embarrassing.
It wasn’t that public — there were only four test takers and three proctors — but it was genuinely embarrassing and humiliating. I was ashamed. It is remarkable the impact this minor life failure has had on my mind and emotions all day!
The experience set me thinking about the upside of failing — the silver linings that are worth mentioning and might be helpful to someone reading.
Empathy
For those who have not failed frequently, it is important to remember that others experience it more frequently and that it is not fun. Failing isn’t enjoyable and when someone fails, we shouldn’t ignore the fact that it hurts emotionally, psychologically, mentally, and sometimes physically and financially. Depending on the failure, the pain can be intense and long-lasting or minor and transient. Nonetheless, it hurts, embarrasses, humiliates, and often brings shame.
A good, solid failure now and again reminders us of this fact and helps us be more empathetic.
Reality
Secondly, a good failure will remind us that life doesn’t always go as planned. It reminds us that we are not in control. Just as importantly, it reminds us that others’ lives don’t always go the way that they’ve planned. Failures happens to everyone — no exceptions.
Most of us have experienced relative ease. Our lives have been mostly successful with few failures. It is a reality unique to 20th- and 21st-century America that so many people have been so successful for so long — what Francis Schaeffer refers to as “personal peace and prosperity” in his classic video series and book How Should We Then Live? (available on YouTube). We should thank God for that, but failure is a reality, and we should not be surprised when we fail or when others fail. Best to remember that none of us are in control of our lives.
Initiative
Thirdly, people don’t tend to run toward situations where failure is probable. We tend to hightail it in the opposite direction. There is, however, a certain goodness in failing, especially when that failure comes from trying new things, stepping into new territory, or purposefully pushing ourselves beyond our comfort zones. In one sense, if we’re not failing, we’re not really trying. We’re coasting — and hopefully none of us are comfortable with coasting.
In the early days as the publisher of Industrial Heating magazine, back in the early 1990s, the CEO of BNP Media at that time, Jim Henderson, sent out a memo with a simple and impactful message. The memo — yes, a memo, not an email — essentially said (my paraphrase), “We’re not failing enough.” His point was simple — if we’re not failing, then we’re not trying new things and we need to be trying new things.
Failing can be painful, but there is no better indicator of initiative than failure. As Babe Ruth said, “Every strike brings me closer to the next home run.” Keep swinging!
Forgiveness
This last thought is a bit “Christian,” so if you’re not comfortable with some Christian talk, abandon ship now. (Not encouraging it; just giving fair warning!) There were three gentlemen administering the Ham Radio test that I failed today. It was striking to me how uncomfortable I felt when the three of them were openly grading the 35-question exam. I was surprised at how uncomfortable it was to have them judging my work and knowing that these three men were going to render a verdict on my performance. I was actually squirming in my chair — both figuratively and literally!
As a struggling Christian, my thoughts quickly turned to how much more uncomfortable it would be if there were Three other Persons (think “Trinity”: Father, Son, and Holy Spirit) evaluating my performance. In a small yet powerful way, it was one of the most tangible examples of the Judgment we’ll all experience . . . and, boy, am I super thankful for forgiveness. I can’t imagine having to answer for all my life failures before God without the reality of God’s forgiveness.
Our failures are forgivable, for which I’m extremely thankful.
Solar Atmospheres of Western PA received delivery of their vacuum oil quench (VOQ) furnace last week.
This 36” x 36″ x 48” furnace from Solar Manufacturing will be fully installed, tested and operational in early April. See the largest component, a 40,000 pound vestibule/oil quench tank, being transferred and inverted into its pit. This will be the first vacuum oil quench furnace to employ work thermocouples in the actual load!
Solar Atmospheres indicates that they will be releasing updates on this furnace in the future.
Mesh belt furnaces are the workhorse of the heat treating industry. With constant pressure to enhance performance and develop quality products, mesh belt furnaces are keeping up with the demand. In this article written by Tim Donofrio, vice president of Sales at CAN-ENG Furnaces International Limited, discover the ways mesh belt furnaces are addressing demands for innovation and quality.
This Technical Tuesday article appeared in Heat TreatToday’s February 2022 Air & Atmosphere Furnace Systems print edition.
Tim Donofrio Vice President of Sales Can-Eng Furnaces International Source: Can-Eng Furnaces International Ltd.
Introduction
Manufacturers of high volume, high strength metal components constantly face increasing pressures to improve and develop enhanced performance and quality products while simultaneously addressing cost pressures placed upon them. The quality products include cold-formed automotive fasteners and clips, construction nails and screws, cutting and timing chain products, drive system gears, and bearing components, to mention a few. These reference components all require different types of heat treatment processes that impart a unique thermal profile which results in making the component stronger, tougher, more flexible, resistant to wear and corrosion, and improves the overall life of the component.
Mesh Belt Furnaces — Background
Mesh belt furnaces are synonymous with high volume heat treatment of formed, forged, and machined metal components that require soft handling methods to prevent part damage during processing. Furthermore, these systems are well equipped with features that reduce the opportunity for part mixing and contamination within the system. Modern mesh belt furnaces have been put into production around the world to achieve capacities from 100 lb/hr to 7000 lb/hr. Manufacturers today often favor higher capacity heat treatment systems as they offer more efficient returns on investment over lower capacity systems. The heat treatment processes ideally suited for mesh belt furnace systems include neutral hardening, marquenching, austempering, light case carburizing, carbonitriding, carbon restoration, normalizing, and tempering. In most cases, these processes include a multi-step process which involves heating the product to austenitizing temperatures under a reducing or carbon rich atmosphere, followed by an automatic transfer for drop from the furnace belt conveyor into a liquid quench conveyor system where the material transformation takes place. Quench systems vary in size and capacities and are custom designed around the product being heat treated. Design features may include agitation, fluid flow, and conveyor design which can greatly influence the quench speed and material transformation that results in the final physical properties achieved through quenching. Mesh belt heat treatment systems can implement various quench medias that include oil, polymer, water, and molten salts.
Mesh Belt Furnaces — Benefits
Mesh belt furnace benefits have grown significantly from their earlier developments that targeted reduced part damage and part mixing potential. Today, users are exploiting the benefits associated with increased part size range processing flexibility and capability. In the early days, part processing size range was limited to parts that weighed less than 1lb and were less than 4” in length. Today, with design enhancements, users can now process a product range that includes part sections ranging from 3/16” to 1-3/8”, part lengths up to 12” long, and part weights exceeding 2.5lbs each. This increased processing flexibility is made possible through the integration of modernized automated loading and transfer systems that minimize part drop heights and inertia, ensure precise loading, convey, and distribute products that protect against part damage while also ensuring dimensional stability is maintained to acceptable levels.
Additional advancements in the application and use of molten salt quenching have been recently exploited in response to the demand for low distortion and low residual stress level part processing. These demands are largely a result of customers’ needs to engineer products that outlive and outperform previous designs. This is largely a result of recent advancements made to support the shift in transportation technology; most noticeably, vehicle electrification and increased demands of vehicle propulsion systems. This has resulted in improved austemper and martemper technologies, paving the way for new molten salt handling designs that increase the overall safety and use of the systems. Specifically, new techniques for molten salt quench agitation, distribution, and quench drop chute fluid control have greatly improved the controllability of these systems and have also greatly improved the maintainability which has traditionally been difficult for users of previous designs.
Conclusion
It is well understood that the mesh belt furnace design provides significant benefits over other continuous and batch type processing systems for processing high volume and high-quality components that require exact metallurgical properties. The benefits of this system are immense, and system customization allows for further benefits to be integrated. The benefits discussed earlier represent recent advancements made to the mesh belt atmosphere furnace system that users are enjoying today. It should be recognized that several other design benefits also include:
Electrical heating systems, natural gas, and atmosphere reduction systems as a means of reducing users’ carbon footprint
Improved temperature uniformity of systems to support the expectations of the Automotive Industry Action Group (AIAG) CQI-9 guidelines
Hybrid quenching systems that allow for greater processing flexibility and sophisticated Industry 4.0 diagnostics, reporting and data archiving of equipment conditions, and process and product processing attributes
In closing, there are many options available to manufacturers requiring heat treating processes; therefore, the benefits of the mesh belt atmosphere heat treatment system should be strongly considered when seeking out the lowest cost of ownership for manufacturing processes.
About the Author:
Tim Donofrio, vice president of Sales at CAN-ENG Furnaces International Limited, has more than 30 years of thermal processing equipment experience. Throughout his career, he has held various positions within the custom engineered forging, commercial heat treating services, and custom engineered heat treating equipment industries.
Contact Tim at tdonofrio@CAN-ENG.com or (905) 380-6526.
Welcome to Heat Treat Today’s This Week in Heat TreatSocial Media: The Valentine’s Day Edition. You may think that case hardening means that the heart of heat treating shares no warmth for Valentine’s Day. Before you write this holiday off, see how February 14th celebrations with cards, chocolate, jewelry, and roses have heat treat and metallurgical connections.
1. Share The Love . . . American Manufacturing Style
You don’t have the words to say. We get it. Well, you’re in luck. Use ANY of these free, downloadable Valentine’s Day cards to share with the ones you love.
From the Alliance of American Manufacturing: “We created a set of Made in USA Valentine’s Day cards to help spread the Made in America love this holiday — and we hope you will join us!”
2. When Manufacturing Meets Chocolate
Chocolate. The decadent dessert of choice today. And what does heat treatment and manufacturing have to do with it?
We know (and you know) the association of Valentine’s Day with gift giving, especially jewelry. But have you seen traditional heat treatment of sapphires in Sri Lanka and Thailand? Listen to professional and independent jewelry makers also talk about the importance of heat treatment in jewelry making.
A Bit Of History
.
Work Hardening and Annealing Jewelry
.
Heat Treating Sapphire DIY?
4. Lastly, a Rose
Who says metal isn’t romantic? Happy Valentine’s Day, folks.
Sometimes our editors find items that are not exactly "heat treat" but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing. To celebrate getting to the "fringe" of the weekend, Heat TreatToday presents today’s Heat TreatFringe Friday best of the web article that will have you saying "It's alive!"
Not to be dramatic, this steel stands up to corrosion under salt water and heals itself. When the special alloy coated steel was perforated, it could repair itself with the assistance of heat or on its own. The new alloy? Apparently, the result of research done at Rice University described as "a lightweight sulfur-selenium alloy."
An excerpt:
"A coating developed using a lightweight sulfur-selenium alloy has proven effective so far in preventing corrosion after being applied to steel that’s then submerged in seawater for a month. The scientists say the formula combines several different corrosion-inhibiting methods."
Whether you're a long-time follower or a recent listener,Heat Treat Radio has a history of hits that we're highlighting in today's original content article. Read below to see how this resource for heat treaters developed and check out one of the "Top 5 Most Listened to Episodes" or “Top 5 Short Technical Episodes."
Quick History of Heat TreatRadio
Began in April 2016 by Doug Glenn, publisher of Heat Treat Today announcing the first ever episode: "Metallurgical Posterchildren: Hayley Sandgren." To date, there is a total of 70 episodes that have been released on the podcast.
Over the years, several changes in how Heat Treat Radio presented these interviews occurred. If you've been following the podcast for awhile, you've probably seen the change in images that are used to promote the episode:
The podcast has also changed in terms of delivery. Heat Treat Radio began with asking guests questions and delivering concise, clear answers. This helped the podcast deliver information to listeners, and you can listen to this yourself if you click almost any episode released before 2020. However, a shift to more conversational content happened over the years so that by 2020, you could tune in and listen to heat treating experts chat back-and-forth with Heat Treat Radio host, Doug Glenn, as if you were taking a walk around the plant with them. Now, the podcast is moving to deliver content in a fully visual form to give you the opportunity to watch and "sit in" to the conversation with them.
A quick run down of some interesting HTR facts (only according to SoundCloud listens) include what types of guests have been featured, how many episodes have been run, and who has been listening:
As a final interesting note, we found that you like to listen to Heat Treat Radio episodes the day or day after they come out; but if there is an episode that is particularly pertinent/relevant to heat treaters -- like "Heat Treat’s Tight Labor Market: Gaining and Maintaining Works with Josh Hale" -- listeners tune in on the weekends and in the afternoons during the week. Sound familiar??
Below, we compiled a series of statistics that may help you select the next episode for your Thursday, Tuesday 2:00pm, or weekend listening session.
E-commerce? In the heat treating industry? Heat Treat Today was curious about this new trend, so we asked three heat treat insiders about their industry e-commerce experiences. Is e-commerce coming to the industry? Where has it succeeded; where has it failed? Is e-commerce a growing trend or is it just a passing fad? Find out if your future will include heat treat e-commerce or not!
Contributors include Shawn Orr, engineering manager, and Jonathan Lance, senior marketing specialist, at Televac®—The Fredericks Company and Clint Hall, the vice president of Marketing at Olsträd Engineering Corporation and Combustion 911.
Introduction
CBRE Group, Inc., an American commercial real estate services and investment firm, projects that U.S. e-commerce sales will increase $330 billion between 2020 and 2025. Others, like market research firm Statista, project an increase by about one-third.1 This may be the case for industry in general, but are purchasing habits of heat treaters changing, too? Could “e-commerce” be the next big thing for heat treaters?
We asked several heat treat industry insiders what they thought e-commerce could offer to heat treaters and how this service addresses a variety of purchasing needs.
What is “E-Commerce”?
Shawn Orr & Jonathan Lance: “Televac® is a designer and manufacturer of vacuum gauges, so to us e-commerce means offering our products for sale through our website and making them as easy as possible to purchase with the shortest possible lead times. Having online pricing and the ability to order online eliminates any lag time associated with waiting for a quote, email, or call from one of our sales representatives.”
Clint Hall: “We view e-commerce as (spare) part sales via the internet. We sell combustion equipment heat treaters use to keep their furnaces running.” Hall represents Olsträd Engineering Corporation’s Combustion 911 service.
Shawn Orr Engineering Manager Televac®—The Fredericks Company Photo Credit: The Fredericks Company
Jonathan Lance Senior Marketing Specialist Televac®—The Fredericks Company Photo Credit: The Fredericks Company
Clint Hall Vice President of Marketing Olsträd Engineering Corporation and Combustion 911 Photo Credit: Olsträd Engineering
[accordion style="colored"][acc title="Televac®—The Fredericks Company"]Televac® serves the heat treat industry by providing low-cost, robust, full range vacuum gauging solutions. With Televac®’s new e-commerce website, they are able to reduce lead times, while providing the same high-quality products, services, and support. [/acc][acc title="Combustion 911"]Combustion 911 is an e-commerce website which serves the heat treat industry by providing spare parts, but also complete combustion systems. Heat treaters use combustion systems to safely transport combustible fuels.[/acc][/accordion]
Getting on the Cutting Edge
These insiders shared that their initiative to implement e-commerce for heat treaters largely came from looking at the growing use of web retail in other manufacturing and service industries. They also elaborated on several practical lessons that come with spearheading a web-based, transactional initiative.
Hall: “We started Combustion 911 in 2009. We saw companies like Amazon and Walmart create a space for retail on the web, and we reasoned we could do the same thing for combustion parts. Our initial thought was to create and maintain a space where maintenance staff could easily source parts using a purchasing card, removing barriers and red tape that might keep them from getting the part quickly.”
When asked about lessons he and his team learned, he shared, “The lessons we learned were many and varied. For example, our first lesson was the need to include our phone number on the website. We thought this was going to be hands-off for us, and we were dead wrong. There are a lot of people in the world who don’t trust online shopping carts and will not use them. There are also a lot of people working with combustion equipment who need some reassurance they’re buying the right replacement part, and they’d rather speak on the phone than hash it out over email.
Second, we learned there aren’t nearly as many maintenance folks out there with purchasing cards (p-cards) as we’d thought. Most of our Combustion 911 transactions go through purchasing staff or third-party buyers.”
"[Our] first lesson was the need to include our phone number on the website. We thought this was going to be hands-off for us, and we were dead wrong." -Clint Hall, Combustion 911Orr & Lance: “At Televac® we always do our best to position ourselves as innovators in the heat treat industry by adopting modern design and manufacturing trends. In today’s world of online retailers, we thought e-commerce was essentially a requirement to allow us to continue providing the highest quality products and services for our clients.”
They continued, “Building e-commerce functionality into an existing website wasn’t always an easy task. It was a challenge to maintain the look and feel of our website while also offering a streamlined e-commerce experience for our clients. One of the major takeaways was that it isn’t always about making an online sale, but instead it’s about maintaining quick access to the resources that our website offers to clients, like datasheets, manuals, application notes, instructional videos, and interactive tools, among others.”
The Evidence: How E-Commerce Helps Heat Treaters
Orr & Lance: “There are many instances where we’ve seen our e-commerce website help our clients. One specific example was when a client needed 8 of our 2A thermocouple vacuum gauges to ship the same day because they had a system down. They were able to place the order on our website within minutes of realizing their need and make a payment that was processed immediately, allowing us to quickly receive the order and ship out the gauges the same day.
“We’ve also found that our e-commerce website significantly reduces the amount of time and effort required for our clients to place an order. An online order eliminates multiple emails or phone calls between our clients and the team, and streamlines the payment process. Because of these improvements, we can often reduce our lead times by several days, getting our products to our clients faster.
Example of MX4A and a 2A Thermocouple. Photo Credit: The Fredericks Company
Hall: “The combustion market has been going through an upheaval due to the consolidation and eradication of many legacy brands. End users find themselves in a position where they need replacements for parts that have been discontinued or aren’t immediately available. We’ve been able to help users get back up and running using alternative parts with the same function, from stock.
“Additionally, e-commerce gives us a chance to reach a wider audience, which means we can help those in need find the assistance they’re looking for. It takes sustained effort to be relevant on the web, but the result is higher visibility, and the rewards are of equal benefit to us and our clients. They get the help they need, and you get the opportunity to serve them.”
The “Preferred” Purchasing Method
All three insiders attest to the ease-of-use for their clients. Whether it is measured in increased traffic to their website or how the tool has become the preferred purchasing method.
A screen capture of the navigation on Combustion 911, the e-commerce website associated with Olsträd Engineering.
Hall: “Combustion 911 has been going strong since its inception (and once we added our phone number). An unlooked-for boon in this website has been the generation of leads for system sales. We offer combustion and automation engineering, suites of parts, assembled manifolds, control panels, installation, service, the works. These services are available piecemeal or all together, and we’ve developed long-term clients from Combustion 911 inquiries in every category.”
Screen capture of the embedded functionality of e-commerce on The Fredericks Company's website.
Orr & Lance: “Since we launched our e-commerce website in 2020, we have seen a significant increase in online orders each month from clients purchasing our vacuum gauging. We’ve found that many of our clients prefer purchasing online because they want the same experience they have with other online retailers.”
Final Thoughts
Perhaps you are on the frontier of either purchasing or selling heat treat equipment, parts, or services online. As has been discussed, streamlining purchasing habits, finding a new heat treat product provider, or being able to “click” the most up-to-date product with quick shipment options are all appealing reasons to try e-commerce. But as with any change or innovation: Do your research to make sure that this service is right for you before you dive headfirst. Happy buying!
References
1 David Sparkman, “Industrial Real Estate Demand Rising,” Material Handling & Logistics (7 July 2021). www.mhlnews.com.
About the Authors:
Shawn Orr, engineering manager at Televac®—The Fredericks Company, is responsible for the company’s engineering department and all engineering projects related to research and development and manufacturing.
Jonathan Lance, senior marketing specialist at Televac®—The Fredericks Company, is responsible for addressing all marketing needs for the company, including website development, graphic design, digital advertising, and analytics.
Clint Hall is the vice president of Marketing at Olsträd Engineering and Combustion 911. Olsträd provides advanced combustion, controls, and automation systems across a broad spectrum of industries, and represents ESA (burners, flame safety, combustion solutions) and Elektrogas (combustion controls) in North America.
Celsa France, an EAF (electric arc furnace) steel producer specializing in the production of steel billets from steel scrap, will be increasing the technology capabilities of their 150-ton scrap AC top charge furnace in Boucau, France.
The iEAF® technology platform supplied by Tenova Goodfellow, Inc., a Canadian subsidiary of Tenova, is Celsa France’s third NextGen® system to be installed in Europe. The scope of supply will include NextGen® hardware for upstream off-gas measurement and various software solutions.
“We are pleased to continue our long-standing relationship with Tenova,” states Nicolas Claveranne, production manager at Celsa France and project manager for this project. “The NextGen® references – we are sure – will bring added value to the steelmaking operations of our plant.”