Heat treaters know that the heart of a vacuum furnace system is the pumping system. As broad as the variety of furnaces is, so is the selection of pump types.
A roots blower, which also goes by the name “booster pump” and “intermediate stage vacuum pump,” is a dry, gas transfer pump that boosts the performance of the primary pump, providing an increase in pumping speed and pressure. This article from VAC AERO International’s Vacuum Pump Technology: Education and Training page provides an exhaustive analysis of the heart of a vacuum furnace system: the pump.
“Roots blowers have the reputation of being virtually indestructible and run for years seemingly unattended while the primary (mechanical) and high vacuum (diffusion pumps seem to receive all the attention. While they need little day-to-day maintenance, monitoring of the oil level in the pump is required. The main function of these booster pumps is to improve pump-down rates and ultimate vacuum levels.” ~ VAC AERO International
A Chicago-area automotive part supplier encountered frequent cracking of variable valve timing plates that were sent to a third party for heat treatment. The problem resulted in the company spending lots of time and money on part testing as well as wasting lots of steel. After a thorough examination of the manufacture and heat treatment of the parts, Paulo metallurgists identified the cause of the cracking and recommended a custom solution to keep it from happening in the future. The following is a case study on the part failure investigation and resolution by Rob Simons.
Case study of a part failure investigation and resolution
Being an integral part of customers’ success means more than just regularly receiving parts and treating them according to spec.
Sometimes a customer approaches a heat treater in search of answers to a problem they can’t quite grasp.
In this case, a Chicago-area supplier of automotive components needed to know why parts it sent off for heat treating kept coming back cracked. They were spending too much time and resources on tests and throwing out too many failed parts.
Persistent cracks in variable timing plates
Our customer produces variable valve timing plates for domestic automobile models. Variable valve timing (VVT) plates are part of a system designed to optimize engine performance by changing the lift, duration, and timing of valve lift events.
Variable Valve Timing Plates (Photo credit: Underhood Service http://www.underhoodservice.com/variable-valve-timing/)
In this case, the life cycle of these parts began in a steel mill, where coils of AISI 1045 carbon steel were produced. The parts were then annealed in preparation for fine blanking at our customer’s facility. Then, the parts would be through hardened and sent to the automotive manufacturer.
But our customer noticed that many of the parts came back cracked. This was the source of two big problems:
The customer had to perform inspections on every part that was returned from the heat treater, which came at significant expense of time and resources.
To satisfy the terms of its contract with the automotive manufacturer, our customer had to make far more parts than it would have ordinarily needed to on the assumption that many of the parts would not be acceptable. It cost too much money, and too much steel was wasted.
The customer approached metallurgists at Paulo to figure out what was wrong and what could be done to make it right.
Forensic heat treatment analysis
Our first task was to figure out what the customer’s heat treater was doing to the parts.
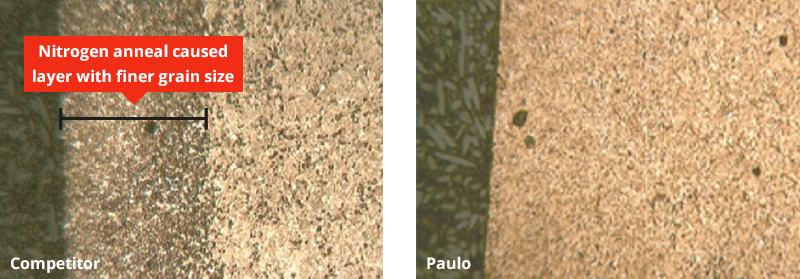
Upon our inspection, we noticed the parts were quite brittle. A closer look at the microstructure of the parts’ surfaces revealed they had been carbonitrided.
Meanwhile, we consulted with personnel at the mill and steel processor where the steel originated. We learned that the coils of 1045 steel were annealed in a nitrogen environment. Annealing is an important process that spheroidizes carbides in the steel which aids in fine blanking. In the case of our customer, the VVT plates could not be formed to the specified tolerance if they weren’t first annealed.
But the nitrogen present in the anneal was a problem. 1045 steel includes aluminum as a grain refining element. When aluminum and nitrogen combine during annealing, aluminum nitrides form. Aluminum nitrides create a much finer grain on the part surface, which prevents the full hardening of the material. We suspected our customer’s heat treater attempted to overcome the defect by carbonitriding. But instead of hardening, the parts just got brittle. That’s because 1045 steel lacks the hardenability that would be required to overcome the fine grain size that resulted from the presence of aluminum nitrides.
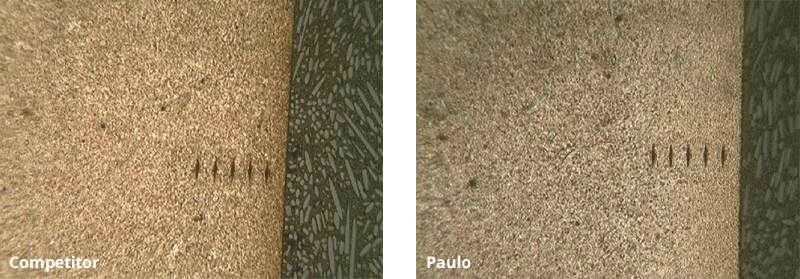
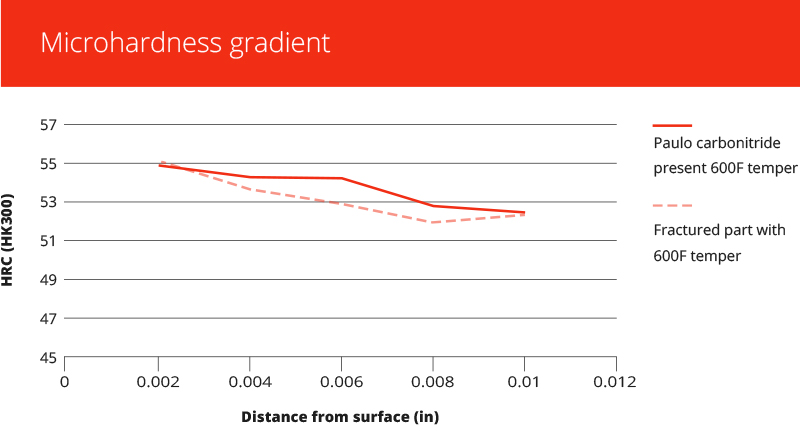
To confirm our suspicion, we ordered the same material from the customer’s mill and then carbonitrided the parts as we believed the previous heat treater had. Our post-treatment analysis of the parts shows the successful recreation of the failure mode.
A custom-developed solution
We believed the most direct way to solve the problem was to eliminate the factors that caused it at the start. We again approached the mill, this time to see if they could anneal the steel in a different environment. They said they could not.
The next best thing would be to “spike” the 1045 steel with another alloying element that would add hardenability despite the fine grain sizes that result when nitrogen and aluminum interact during annealing. We pinpointed chromium as the ideal alloy, and after some trial and error, we identified a formula for the chromium spike that would result in fully-hardened parts without cracks after through hardening.
Today, the customer’s mill still produces the 1045 steel with our recommended chromium spike. And as of mid-2018, we’ve treated 25 million variable valve timing plates for this customer.
This case study illustrates the importance of a few key lessons suppliers should keep in mind. First, stay in touch with what’s going on further up the supply chain. You may be able to react to problems more quickly or stop them altogether.
Second, have a working knowledge of part materials and the chemistry at play during any manufacturing process. Armed with this knowledge, you can ask key questions as you vet potential heat treatment partners. It could end up saving you time and expense in the long run.
Finally, know where to get a second opinion, and have a backup heat treater ready in case your primary partner can’t do what you need them to do.
Rob Simons is a metallurgical engineer specializing in ferrous heat treatments with 35 years of experience in the industry. He earned a degree in metallurgical engineering from the University of Missouri – Rolla in 1982 and most recently was a featured presenter at the ASM Heat Treat 2017 conference. He has been at Paulo for over 30 years.
This is the second of three articles by metallurgist Marc Glasser on three individual heat resistant alloys. This article will feature RA330®. Please submit your questions about heat-resistant alloys for Marc to editor@heattreattoday.com.
RA330® is a nickel alloy containing 35% nickel, 19% chromium, and 1.2% silicon. Over the years, it has become one of the most widely used wrought heat-resistant alloys due to the combination of its versatility, availability, properties, and cost-effectiveness.
The Chemistry of RA330
The chemistry of RA330 is shown below in Table 1.
There are several important benefits to this alloy including:
Oxidation resistance up to 2100°F
Usable creep resistance up to 1850°F
Utility up to 2100°F when there are no loads applied and some deflection can be tolerated
Resistance to many heat treating atmospheres including carburizing and nitriding
Sufficient nickel content to prevent sigma phase formation and embrittlement
The oxidation resistance of various alloys is shown in Table 2 below¹.
Table 2: Oxidation limits of various materials.
The oxidation limit for RA330 is higher than that of any stainless steel, comparable to alloy 600, and only exceeded by nickel alloys with much higher nickel content.
RA330 Creep Strength
Table 3² shows the creep strength required to produce 1% strain in 10,000 hrs.
The creep strength of RA330 is better than all heat-resistant stainless steel grades except RA 253 MA. It is comparable to alloy 600 but less than the higher nickel alloys 601, RA333, and RA 602 CA. When comparing the economics of RA330 with those of the more expensive nickel alloys, RA330 often has enough creep strength for many heat treating applications and is often the most economical option. There are companies who use RA330 above 1800°F and sometimes as high as the 2100°F oxidation limit. They compensate for the very low creep strength at these temperatures by using braces such as gussets or supports. These supports may be made of ceramic or a different alloy with significantly higher creep strength at this temperature.
Strength Variables and Value
One of the excellent attributes of RA330 is its ability to resist the various atmospheres used in surface or case hardening operations. Thermodynamically, the formation of nickel carbides and nitrides are not favored. With 35% nickel, RA330 has sufficient nickel content to resist carburization, nitriding, and combinations of both. The alloy is not immune to surface hardening, just resistant. The length of resistance time is a function of the process and process variables. For example, field experience shows that 310 muffles used in carburizing atmospheres can completely carburize in as little as 1 month, especially at high temperatures. After that, the material is brittle and can rupture easily. Often, the usable life will be between 1 and 3 months depending on process temperature. A corresponding RA330 muffle under the same atmosphere will last up to 1 year.
Stainless steels are subject to sigma phase formation and embrittlement. Sigma phase is an intermetallic phase that consists of iron and chromium. It precipitates between approximately 1100 and 1600°F. Sigma phase does not embrittle materials at these relatively high temperatures, but at room temperature, sigma phase can reduce charpy impact values to single digits. One sudden impact can cause catastrophic failure. RA330, with 35% nickel, has enough nickel to prevent sigma phase formation.
Applications of RA330
RA330 is available from stock in many product forms. In addition to the traditional plate, sheet, and round bar, RA330 is also available in expanded metal, pipe, and hexagonal nuts. Round bar can quickly be turned into threaded bar. The ability to draw on all these items from stock make RA330 the ideal alloy for maintenance and repair.
RA330 is resistant to thermal fatigue. This property lends RA330 to be the wrought alloy of choice for alloy fixtures and baskets that require quenching a least once a day.
For all of these reasons, RA330 is often an excellent choice for heat treating applications. It has good oxidation resistance, good resistance to case hardening atmospheres, no sigma phase formation, and thermal fatigue resistance. It is available from stock in many forms and sizes. RA330 may not always be the best solution, but often it is the solution that works best.
One of the few atmospheres in which RA330 is not a good choice is sulfur. Like other nickel alloys, the nickel forms a nickel-sulfur intermetallic at a low temperature. In such environments, a lower nickel stainless steel such as 309 or 310 is often a better choice.
RA330® is a trademark of Rolled Alloys.
1. Glasser, Marc, “Selecting an Appropriate Heat-Resistant Alloy,” Industrial Heating. September 2014: 59-65.
2. Condensed from “High-Temperature Environments: Alloy Properties,” https://www.rolledalloys.com/technical-resources/environments/high-temperature/
Marc Glasser is Director of Metallurgical Services at Rolled Alloys and is Heat TreatToday‘s resident expert in process metallurgy, heat treatment, materials of construction, and materials science and testing.
As representatives from the heat treat industry gather over the next couple of days in Indianapolis, Indiana, for Furnaces North America 2018, Heat Treat Todayis offering two new resources for attendees to peruse in between meetings or sessions — and for those not in attendance, there’s no need to feel left out because one of these resources is digital.
Today, Monday, October 8, 2018, Heat Treat Today launches its digital edition of the inaugural Heat Treat Today publication, with the physical edition to be distributed on Tuesday, October 9, 2018, at FNA.
While “the melting pot of the best minds in heat treating” brings you multiple opportunities for networking, valuable technical sessions presented by industry experts, and an exhibitor’s hall with over 170 suppliers ready to help you, Heat Treat Today promises to enhance your FNA experience with the following features:
Our inaugural 40 Under 40 Class of 2018, highlighting 40 enthusiastic, forward-thinking, skilled professionals who have made a mark on the heat treating industry before their 41st birthday (plus 10 Honorable Mentions)
101 Heat TreatTips — troubleshooting, preventative, green initiatives, safety reminders, time savers — from experts representing all facets of the heat treating industry.
A round-up of NewsChatteritems featuring personnel and company news, equipment transactions, acquisitions and expansions, and kudos — what have your colleagues been up to in the last few months?
A selection of Technical Tuesday articles that examine the how, what, why, and when of a variety of heat treating operations.
Heat Treat Shop — where the buying and selling begins
You don’t have to wait for the print edition to read the new Heat TreatToday publication!
It’s frustrating enough for furnace operators to encounter downtime due to failure or faulty equipment, but more so when it can be avoided adhering to basic maintenance procedures and adopting habits of diligence and quick thinking.
Andrew Alborghetti of TAV Vacuum Furnaces offers “5 tips for preventing faults caused by the process water in the cooling system [of a vacuum furnace or by] the use of unsuitable equipment.” In addition, he suggests steps to take when an emergency develops.
In a nutshell,
Maintain specific purity standards of the process water.
Prevent dangerous enrichment by maintaining valves.
Keep an eye on your process water temperature.
Avoid damage from external cold temperatures.
Consider investing in a closed circuit adiabaticwater cooling system.
An excerpt:
“For the vacuum furnace to meet the considerable need for water it must have sufficient capacity (tub or tank) to quickly transfer heat from the furnace and from the load. The capacity of the tank determines the size of the system for cooling the water contained in it. Of course, the bigger the tank, the smaller the water cooling system it contains. When there are numerous furnaces, the size of the tank is calculated based on averaged values for behavior in the respective heat cycles.” ~ TAV Vacuum Furnaces
Click below for more on the 5 tips as well as steps you can take should your shop face an emergency such as a power outage that affects the water cooling system
From an article provided by the Office of Technology Commercialization and Partnerships and published at Tech Briefs, heat treaters and other students of metal alloys can glean valuable information about hardface coating systems developed to protect from and build resistance to high wear deterioration, weak interfacial bonding, and corrosion.
In applications ranging from sports equipment to turbine blades, and power-generating surfaces to military hardware,
“Metal alloys, such as titanium alloys and steels, are known to have a good combination of mechanical properties for many structural applications, but these metal alloys do not meet the wear and corrosion resistance requirements for some structural applications. . . . To overcome these shortcomings and provide high wear- and corrosion-resistant surfaces on metal alloy substrates, surface alloying and reactive surface modification have been developed — depositing and post-heat-treating a unique combination of materials, selected based upon the substrate material and specific application environment.” ~ Tech Briefs
Running a heat treat shop is more than just firing up a furnace to treat components; it’s doing so in a way that is both efficient and safe.
Today’s Technical Tuesday is a helpful article from Control Engineering about burners for gas-fired heat treating furnaces, their differences and how they are best utilized in different heat treating applications, technological advances in controls engineering, and combustion safety. The article draws on the skills and knowledge of several in the industry who have contributed to the advances and development in burner manufacturing, operation, and safety.
A couple of excerpts:
“With a careful engineering analysis, it often is possible to obtain more efficiency by optimizing either process or system control. As an added benefit, in many cases, such optimization does not require substantial physical hardware upgrades.” ~ Michael Cochran, marketing engineer, combustion systems at Bloom Engineering Company Inc.
“The goal of both regenerative and recuperative designs is to capture heat energy that would otherwise be wasted.” ~ Control Engineering
This is the first of three articles by metallurgist Marc Glasser on three individual heat resistant alloys. This article will feature RA 253 MA. Please submit your questions about heat-resistant alloys for Marc to editor@heattreattoday.com.
Alloy 253MA®, marketed in the United States as RA 253 MA®, is a unique stainless steel. It exhibits oxidation resistance to 2000°F. It has shown useful creep resistance in some high-temperature vacuum applications up to 2100°F. Since it is a stainless steel, it is more economical than heat-resistant alloys with higher nickel content. In addition, RA 253 MA exhibits higher creep strength than most heat-resistant alloys with higher nickel content. This alloy is one of the few alloys with measured creep strength up to and above 2000°F.
The Chemistry of RA 253 MA
The chemistry of RA 253 MA is shown in Table 1. The alloy contains additions of silicon and the rare earth metal, cerium, which together create a very adherent oxide up to temperatures between 1950°F and 2000°F. Furthermore, the nitrogen addition enhances the creep strength.
Table 1: RA 253 MA Chemistry
At first glance, RA 253 MA is similar to 309, in terms of chromium and nickel content. However, the silicon and cerium additions enhance the oxidation resistance and the nitrogen boosts the creep strength to more than triple that of 309 and 310 stainless steels at 1800°F. Above 1800°F, 309, 310, RA330, and 600 no longer exhibit usable creep strength, whereas RA 253 MA continues to exhibit usable creep strength up to temperatures of between 2000°F and 2100°F. Table 2 shows the creep properties (1% in 10,000 hours or 0.0001%) of RA 253 MA and other heat resistant materials.
Table 2: Creep Rates for RA 253 MA and Other Heat Resistant Materials
Average Stress, ksi, for 0.0001% per hour Minimum Creep Rate
The Implications in Light of the Performance
In practical terms, the implications of this performance include:
The ability to design parts and fixtures from thinner sections, thus reducing weights significantly, through proper engineering and design.
The ability to design and fabricate fixtures that can hold more weight per furnace load compared to a fixture of the same dimensions with a lesser alloy.
The relatively low nickel content of the alloy, allowing the material to be used successfully in OXIDIZING sulfur atmospheres.
RA 253 MA is best suited for high-temperature structural parts that will see oxidizing, inert, or vacuum environments. Other factors to be cognizant of when considering RA 253 AM include:
The alloy is a stainless steel and therefore subject to sigma phase embrittlement in the temperature range of 1150°F to 1600°F. This means that, over time, the intermetallic sigma phase can form. Sigma phase is quite brittle at room temperature. At operating temperature, the material is still ductile and usable. However, if sigma forms and the material cools to room temperature, care must be taken not to allow any shock impact. A sudden, hard impact from a forklift would be an example of such a shock impact that could break an embrittled basket. Once reheated to operating temperature, the brittleness is not a concern.
The oxidation resistance in wet (water vapor) environments decreases.
The alloy is not resistant to carburization or nitriding.
The alloy does not hold up in reducing sulfur environments.
Conclusion
In summary, RA 253 MA is an excellent choice for environments where a combination of oxidation resistance and superior creep strength are required. Its excellent creep strength allows for the fabrication of either lighter weight or higher weight capacity fixtures and components in high heat applications. Its high strength and higher nickel content compared to ferritic stainless steels make this grade worthy of consideration for automotive exhaust applications.
Even though RA 253 MA has a significantly higher price per pound than the current ferritic chromium-iron alloys, the high creep strength allows for lighter, thinner components, while nominal 11% nickel addition will provide for a more corrosion resistance than a ferritic alloy. Conversely, when RA 253 MA replaces a ferritic steel without making dimensional changes, the additional creep strength should result in a part with a longer life, which could reduce warranty costs. Finally, the higher oxidation limits can be utilized by design engineers to make a more efficient system, which can operate at higher temperatures.
253MA is a trademark material of Outokumpu.
Marc Glasser is Director of Metallurgical Services at Rolled Alloys and is Heat Treat Today‘s resident expert in process metallurgy, heat treatment, materials of construction, and materials science and testing.
Titanium nitride precipitates in a precipitation hardened HSLA steel. Image copyright: University of Nevada, Reno via The Balance
Source: Multiple (see below)
You may know it by one name — Precipitation Hardening, or by another — Age Hardening, or Particle Hardening. Whatever term you use, if you are employing this process to strengthen aluminum, titanium, or forms of alloys, the right balance between material and application will bring you the right results.
Precipitation hardening is a heat treating method used to strengthen metal components through the utilization of controlled release of solid impurities — or precipitates — to form precipitate clusters.
“The formation of these precipitates is accomplished by using a solution treatment at high temperatures prior to a rapid cooling process. The solution heat treatment results in a single-phase solution while the rapid cooling results in a stable material by preventing the creation and propagation of lattice defects. This greatly strengthens the metal matrix.
Precipitation hardening is typically performed in a vacuum, inert atmosphere at temperatures ranging from between 900º and 1150° F. The process ranges in time from one to four hours, depending on the exact material and the characteristics specified.” ~ The Balance
The process generally follows three steps (per AZO Materials):
Solution treatment at high temperatures
Rapid cooling
Heat treatment to induce precipitation
According to Bodycote’s website, where more information is given regarding the process details, the outcome varies depending upon whether a solution treating-only method is used or a combination of solution treating and precipitation age hardening.
Read more about the types of metals treated by precipitation hardening, techniques, industrial applications, and more:
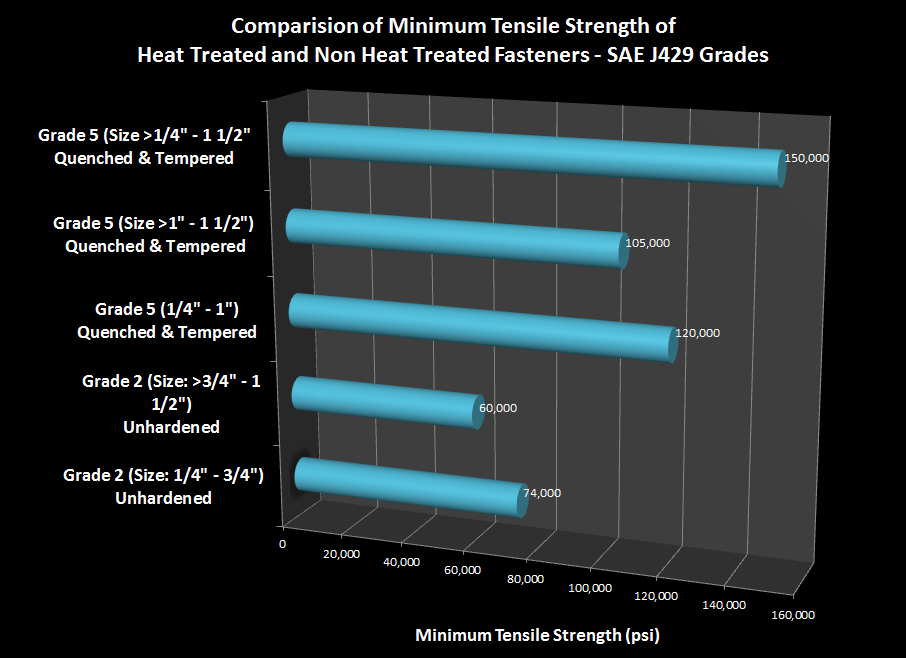
When tensile, shear or combination loads place a demand on bolted joints, heat treatment is a crucial step in the manufacturing of the high-strength fasteners often required to withstand the pressure.
“About 90 percent of fasteners are steel based and the required strength level is usually developed in steel fasteners using quenching and tempering processes.” ~ IEEE GlobalSpec
The authors of this week’s Technical Tuesday describe the standard industrial applications that call for heat-treated bolts or fasteners, environmental considerations that factor into determining heat treatment processes, the types of heat treatment according to the grade of steel, and more.
Comparison of minimum tensile strengths of heat treated and unhardened SAE J429 grade fasteners. Source: Bayou City Bolts