Over the past year, we’ve seen numerous new technologies in the way of research, new partnerships, and conversations throughout the industry. So in honor of today being #NationalTechnologyDay, we’re sharing an original content article about just several of these new technologies that are changing the work of heat treaters across North America.
Research
Using HIP to Advance Oregon Manufacturing Innovation Center Programming– “‘Today’s globally competitive manufacturing industry demands rapid innovations in advanced manufacturing technologies to produce complex, high-performance products at low cost,’ observes Dr. Mostafa Saber, associate professor of Manufacturing & Mechanical Engineering Technology at Oregon Tech.”
College Students Implement a NEW Heat Treat Solution with Induction? – “‘We were in shock,’ Dennis admitted, ‘because we didn’t expect it to [work].’ The expectation, Dennis continued, was that something would go wrong, like the lid would not be able to clamp down, or the container would leak.”
The Age of Robotics with Penna Flame Industries – “The computerized robotic surface hardening systems have revolutionized the surface hardening industry. These advanced robots, coupled with programmable index tables, provide an automation system that helps decrease production time while maintaining the highest quality in precision surface hardening.”
Heat Treat Radio: Five experts (plus Doug Glenn) discuss hydrogen combustion in this episode. An easily digestible excerpt of the transcript circulated by Furnaces Internationalhere and is available to watch/listen/read in full for free here.
Heat Treat Radio: Get on-the-ground projections of what technologies Piotr Zawistowski believes will be bringing in the future. Watch/listen/read in full here
Heat Treat Radio: HIP. The Revolution of Manufacturing, that is, according to Cliff Orcutt. Watch/listen/read in full here
Heat Treat Radio: Will indentation plastometry find its way into North America? If you’ve been listening to James Dean, it seems like it already has. Watch/listen/read in full here
Heat Treat Radio: Fluxless inert atmosphere induction brazing. That’s a mouthful! But what is it? Watch/listen/read in full here
A retrofitted vacuum furnace will now produce more metal injected molded (MIM) components with considerably less downtime.
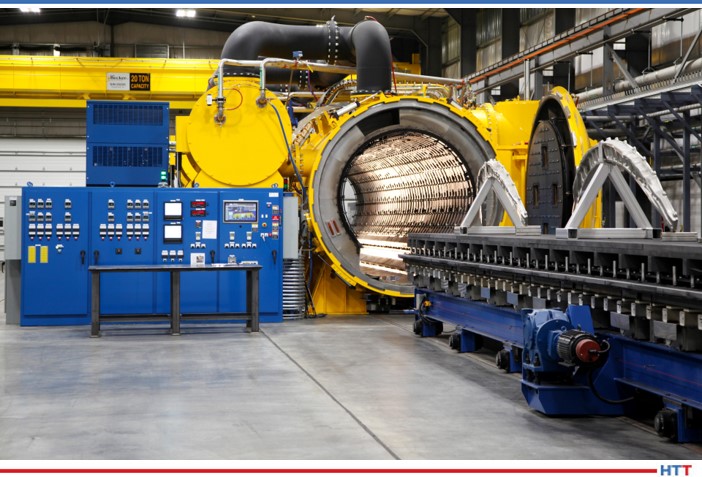
In 2021, a North American heat treater, Solar Atmospheres of Western PA, retrofitted a vacuum furnace for use in a new metal injection molding (MIM) and additive manufacturing (AM) binder removal technology application. The goal was to build a vacuum sintering furnace with a new innovative hot zone and pumping technology that would minimize and target the deposit of detrimental binders evaporating out of MIM and AM parts.
Robert (Bob) Hill, FASM President Solar Atmospheres of Western PA
The hot zone, after a month of repeated 2400°F sintering cycles, remains clean. The problematic binders coalesced at the targeted area within a separate heated pumping port while keeping the primary pump and booster uncontaminated. Most importantly, the client reported that their sintered parts processed in this new furnace never looked better. The MIM parts were extremely bright and met their critical density and dimensional requirements.
The heat treater anticipates considerable maintenance savings on this dedicated furnace versus processing sintering and AM work with binders in a traditional vacuum furnace. Working in a traditional furnace meant added labor and material costs coupled with the lost production time and degradation on the life of the hot zone, which cost the company more than $180,000 per year. The projected maintenance costs on this newly designed sintering furnace will be $10,000 per year.
"Knowing the effects," reported Bob Hill, president of Solar Atmospheres of Western PA, "of what MIM and certain AM processing had done to our equipment in the past, Bill Jones and the engineers at Solar Manufacturing developed an innovative solution for us. Having this newly designed vacuum furnace will be an asset for our future in MIM and AM processing."
Carbon/carbon composite. What is it? Why is the vacuum furnace industry excited about its use in graphite vacuum furnace fixtures, grids, and leveling components?
In this Technical Tuesday, originally published in Heat Treat Today’s November 2021 Vacuum Furnaceprint edition, explore this new material game changer and learn about its versatility in this informative article by Real J. Fradette, senior technical consultant, Solar Atmospheres, Inc., and Roger A. Jones, FASM, CEO emeritus, Solar Atmospheres, Inc.
Roger Jones, FASM, CEO Emeritus, Solar Atmospheres, Inc. Additionally, Real J. Fradette, Senior Technical Consultant at Solar Atmospheres, Inc.
Introduction
The vacuum furnace industry has searched for many years for the ideal material to be used in fixtures and grids for processing workloads at elevated temperatures. The support structures should be lightweight to achieve desired metallurgical results during the cooling phase of the process cycle. These lighter-weight supporting members will also result in overall lower processing costs due to shorter heating and cooling portions of the overall furnace cycle.
The latest and most successful material used in graphite vacuum furnace fixtures, grids, and leveling components is a carbon/carbon composite (C/C) structure. Graphite is an allotrope and a stable form of carbon.
Carbon/Carbon Composite Material
Carbon fiber reinforced carbon matrix composites (C/C composites) have become one of the most advanced and promising engineering materials in use today. These C/C composites consist of two primary components: carbon fibers and a carbon matrix (or binder). They are among the strongest and lightest high temperature engineered materials in the world compared to other materials such as basic graphite, ceramics, metal, or plastic. C/C composites are lightweight, strong, and can withstand temperatures of over 3632°F (2000°C) without any loss in performance.
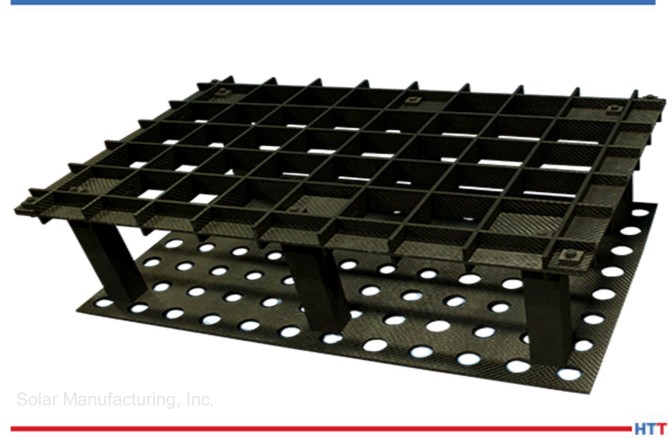
Ingots processed with graphite support members
Typical Carbon/Carbon Composite Two-Tier Fixture
Properties of Carbon/Carbon Composites
C/C composites are a two-phase composite material where both the matrix and reinforced fiber are carbon. C/C composites can be tailored to provide a wide variety of products by controlling the choice of fiber type, fiber presentation, and the matrix carbon/carbon composite. They are primarily used for extreme high temperature and friction applications.
C/C composites combine the desirable properties of the two-constituent carbon materials. The carbon matrix (heat resistance, chemical resistance, low-thermal expansion coefficient, high-thermal conductivity, low-electric resistance, low-specific gravity) and the carbon fiber (high-strength, high elastic modulus) are molded together to form a better combined material. The reinforcing fiber is typically either a continuous (long-fiber) or discontinuous (short-fiber) carbon fiber type.
CFC design fixturing for medical implants
Summarizing Properties of Carbon/Carbon Composites
Excellent thermal shock resistance
Low coefficient of thermal expansion
Excellent thermal shock resistance
High modulus of elasticity
High thermal conductivity
Low density (about 114 lb/ft³)
High strength
Low coefficient of friction (in the fiber direction)
Excellent heat resistance in nonoxidizing atmosphere. C/C composites retain their mechanical properties up to 4982°F (2750°C)
High abrasion resistance
High electrical conductivity
Non-brittle failure
Benefits of C/C composites
The carbon fiber matrix can be used to create racks, plates, grids, and fixtures for vacuum heat treating applications.
Various Configurations of C/C Used as Fixtures and Grids
Below are several examples showing different applications of how C/C component graphite materials are used in typical vacuum furnace applications:
347 screens: 347 screens that were annealed at 1875°F in partial pressure nitrogen. The screens were too wide for our normal furnace grid, so we used graphite fixturing to get the screens into the center of the furnace to accommodate the width. The graphite also allows for the screens to settle flat during the heat treating.
Titanium aerospace components: Very intricate and precise graphite fixturing designed to minimize warpage during the solution age heat treatment of these 5-5-5-3 titanium aerospace components. The fixturing was manufactured by 5-axis machining equipment and it allows the part to move during the heat treatment and then settle back into the exact contour of the fixture.
Steel aerospace components: 4340M aerospace components hardened and tempered in partial pressure nitrogen. Graphite fixturing was used to minimize distortion and holes were machined into the graphite plates to help with the cooling phase of the cycle.
Titanium ingots: 10-2-3 titanium ingots homogenized at 2350°F for 24 hours in high vacuum, 10-5 Torr. Each ingot weighs about 10,000 pounds. The fixturing serves two purposes: it keep the ingots from rolling during the heat treatment process, and it also contours to the shape of the ingot so there are no flat spots after the homogenization.
Titanium strips: Titanium strips annealed at 1450°F and aged in high vacuum, 10-5 Torr. Strips were placed on a laser leveled graphite plate to maintain flatness during the run.
Ingot fixtures: These are graphite support members that are used to process the ingots on the first page of the article. They maintain the shape of the ingots while providing support.
The above images are just a small sample of the many supporting graphite designs that have become so critical in vacuum furnace processing. C/C component graphite material can be readily machined for special shapes and applications. We look forward to finding many more ways to successfully use these graphite components.
Heat treating any aerospace projects? Then you know titanium is up there when it comes to VIP alloys in the industry. This best of the web is pulled from an aerospace magazine in which Michael Johnson of Solar Atmospheres answers five questions about creep flattening titanium:
Typical temperatures for creep flattening titanium parts
Whether of not creep flattening can only be done in a vacuum
Best fixturing for creep flattening titanium parts
Can creep flattening minimize movement
Will reheating titanium over 1,000°F affect certification
An excerpt:
"Give your heat treater your material certifications. Many mills will certify to aerospace material specification AMS 2801, AMS 4905, AMS 4911, AMS-H-81200, etc. The material often can be re-annealed while simultaneously creep flattening." - Michael Johnson, Director of Sales, Solar Atmospheres
William (Bill) Jones Owner and CEO Solar Manufacturing
Recently, a North American heat treater acquired a used VFS HL50 external quench vacuum furnace at an auction in the Philadelphia area. The main objective of this purchase was to retrofit this older furnace with a newer hot zone and pumping technology that will help minimize and target the condensation of detrimental binders evaporating out of MIM injection molded parts.
Solar Atmospheres of Western PA's maintenance team was responsible for refurbishing the furnace to its current standard. Solar Manufacturing, led by owner and CEO William Jones, designed the technology and the apparatus needed to consolidate the binders into one central location, thus minimizing the cleaning downtime the staff was experiencing. This includes a completely new hot zone, a binder pumping port, and a second vacuum pump. The collaborative effort ensured both projects came together seamlessly.
By mid-October, the high production MIM sinter job will be fully transferred from current Solar vacuum furnaces to this dedicated and refurbished vacuum furnace. After multiple sintering runs, the company will then have the data to compare the downtime of a traditional vacuum furnace versus the newly designed debind/sinter furnace. Solar looks forward to providing the MIM world with this new, critical processing information.
Heat Treat Today offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Equipment Chatter
Foundrax Engineering Products Ltd, global Brinell test specialist, has launched the “BRINscope Duo”, a patent-pending, dual-illumination, hand-held microscope for measuring indentation diameters.
TAV VACUUM FURNACES SPA received an order for a horizontal vacuum heat treatment furnace for a Brazilian company who specializes in different heat treatments (including quenching, cementation, nitriding) for the engineering industry.
Foundrax MD Alex Austin is seen in discussion with Duo designer Lewis Buckle, talking about “uncertainty of measurement” – or a different way of dealing with the issue of accuracy of measurement.
Product shot of the BRINscope Duo
Personnel/Company Chatter
Mark Hemsath, former vice president of SECO/VACUUM Technologies LLC, is joining Nitrex’s Heat Treating Services Sales division. He will be taking on the role of vice president of Sales Heat Treating Services, Americas.
Zachary Thomas will be assuming the role of outside sales manager at Solar Atmospheres of Western PA. He will be reporting directly to their sales director, Mike Johnson.
AFC-Holcroft launched “AFC-Holcroft University,” a training program for all employees. This training offers their entire staff, including those in non-technical roles, the opportunity to learn more about the company, products, and technology.
Ipsen is offering on-site Ipsen U courses to accommodate large groups at client facilities. Ipsen U is a course designed to teach heat treatment fundamentals, best practices and new methods.
Rockford Systems, LLC, dba Rockford Combustion Solutions, is broadening its portfolio of offerings to include field service throughout the United States, Canada and Mexico.
Throughput Consulting Inc., a leading Manufacturing Execution and Quality Management System software provider, hired Joe Coleman as its new cyber security officer to assist customers and their vendors in achieving compliance of NIST 800-171, CMMC and DFARS. He will be working with the Bluestreak™ team towards this end.
Mark Hemsath, Vice-President of Sales Heat Treating Services, Americas, Nitrex
Mike Johnson, Sales Director (left), with Zachary Thomas (right) in front of the 48 foot vacuum furnace.
Tracy Dougherty at the first session of AFC-Holcroft’s internal training program
Ipsen offers Ipsen U courses for clients
Joe Coleman, Cyber Security Officer, Throughput Consulting Inc.
Kudos Chatter
Nitrex launched their new website to reflect their company’s values and brand.
Solar Atmospheres Greenville, SC facility has been awarded Aerojet Rocketdyne approval, their second aerospace prime approval of 2021.
Berndorf AG, parent company to AFC-Holcroft, graduated its 2020/2021 class of its Berndorf Academy, an exclusive, yearlong management training offered to select employees chosen from the corporation’s global subsidiaries. AFC-Holcroft’s Jason Crook, electrical engineering manager, was one of the graduates.
Newage Testing Instruments announced the launch of its new webshop, www.store.ametekstc.com to shop for hardness testing accessories such as test blocks, indenters, and anvils that can be used with both Newage’s products as well as other Rockwell, Brinell, Vickers, and Knoop hardness testing and microhardness testing systems.
ECM Technologies was recognized as one of the companies who is leading the way towards a better, brighter, greener future. ECM’s ECO Furnace was presented the Green Business Award for accomplishing a cleaner, safer, and more efficient operation in the heat treat industry; more specifically the environment benefits from a low carbon footprint (energy consumption is minimal and CO2 emissions are near 80% less).
Nitrex introduces their new website
Solar Atmospheres Greencille, SC awarded Aerojet Rockdyne approval
AFC-Holcroft’s Jason Crook, electrical engineering manager, graduated from yearlong management program. (Photo: bottom left)
ECM’s ECO Furnace was presented the Green Business Award
Ametek announced Newage Testing Instruments new website
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to bethany@heattreattoday.com.
Journey through this article by Robert Hill, FASM, president of Solar Atmospheres of Western PA, to explore the history, problems, solutions, and impacts this metal has had on multiple varied industries.
This original content piece was first released in Heat TreatToday’s Aerospace 2021 Issue. Click here to access the digital edition and all previous print/digital editions.
Robert Hill, FASM President Solar Atmospheres of Western PA
In 1987, Michael Suisman, president of Suisman & Blumenthal, sounded a stern warning that a “titanium disease” was spreading throughout the land. His clinical description was as follows:
Symptoms: The patient is completely overcome by the metal titanium. He or she tends to eat and sleep titanium, pushing all other metals out of his or her system. The patient will talk for hours about the virtues of titanium, extolling its remarkable qualities. Any blemish on titanium’s image, any negative characteristic will tend to be dismissed. Titanium’s feast-or-famine existence seems to only intrigue the patient.
Earliest known causes: In the 1950s, a number of patients were overcome with titanium, describing it as the “wonder metal.” The side effects of the “wonder metal” syndrome took many years to disappear.
Similar disease: See infatuation.
Length of disease: Lifetime.
Cure: None known.
After working with titanium for more than two decades, I have fallen victim to the “titanium disease.” What makes this metal so unique? With a quick look at the history and distinctive properties, one can easily recognize the attraction.
History
Titanium was discovered by an English pastor named William Gregor in the 1700s. In the 1800s, small quantities of the metal were produced. Before World War II, titanium as a useful metal was only a tantalizing laboratory curiosity. At that time, titanium was only valuable as an additive to white paint in its oxide form. It took the long and expensive arms race between the United States and the Soviet Union in the 1940s to create the need to solve many of titanium’s complex problems.
Since the end of the Cold War, titanium has matured primarily as an aerospace material. However, this “wonder metal” has expanded to commercial markets such as artificial body implants, golf clubs, tennis rackets, bicycles, jewelry, heat exchangers, and battery technologies.
Titanium’s unusual metal attributes include a strength comparable to steel – but 45% lighter. It is twice as strong as aluminum–but only 60% heavier. It is both biologically and environmentally inert. It will not corrode. The metal is nonmagnetic and can hold strength at high temperatures because it has a relatively high melting point. Finally, titanium has a very low modulus of elasticity and excellent thermal conductivity properties. For thermal processors, these “spring like” properties allow titanium to be readily formed or flattened with heat and pressure.
Problems
For all of its outstanding attributes, titanium is still the problem child of the metallurgical family. It is exceedingly difficult to obtain from its ore, which commonly occurs as black sand. If you scoop up a handful of ordinary beach sand and look closely, you will likely see that some of the grains are black–this is titanium ore. In certain places in the world, especially Africa and Australia, there are vast black sand deposits. Although titanium is the ninth most abundant element on the earth, turning that handful of sand into a critical jet engine blade or body implant is a significant undertaking. The refining process is about 10,000 times less efficient than making iron, which explains why titanium is costly.
Vacuum aging of titanium aircraft forgings Source: Solar
Titanium never occurs alone in nature, and it is a highly reactive metal. Known as a transition metal, it can form bonds using electrons from more than one of its shells or energy levels. Therefore, titanium is known as the streetwalker metal. Metallurgists are aware that titanium is renowned to pick up other elements quite readily during many downstream thermal and chemical processes. These reactions are often harmful to the advantageous properties of titanium and should be avoided at all times.
Solution
Since titanium has a tremendous affinity to pick up other elements at elevated temperatures, primarily oxygen and hydrogen, the only way to heat treat titanium successfully is to utilize high vacuum atmospheres. High vacuum levels of x10-5 Torr minimum and low leak rates of five microns per hour maximum are the parameters needed to retain this metal’s desired properties. An oxygen-rich atmosphere results in a hard “alpha case” surface condition. A hydrogen atmosphere results in a hydride condition, which makes titanium very brittle to the core. Both conditions can be extremely detrimental to any critical titanium component.
With high pumping capability and tight pyrometric controls, vacuum furnaces successfully provide various treatments on the “wonder metal” while avoiding the “streetwalker” syndrome. The treatments include inert stress relieving, solution treating, aging, and degassing treatments. After proper processing, bright and clean parts with low hydrogen content and zero alpha case are the norm.
The recycling of titanium is of a different magnitude than other metals due to its value. It took a shortage of titanium in the 1980s–and some innovative metallurgy–to transform valuable titanium scrap back into a qualified ingot. To do this, metallurgists used the reactivity of the metal to their advantage. Because titanium is very ductile and extremely hard to grind into powder, metallurgists learned how to use hydrogen to their advantage. Adding hydrogen to turnings and scrap makes the titanium brittle and enables the material to be pulverized into fine powders. The final product must then be thoroughly degassed or dehydrided to enter back into the revert stream, because every pound of titanium is precious.
Vacuum dehydriding (degassing) 130,000 pounds of titanium sheet and plate Source: Solar
The reactivity of titanium also assists the metallurgist to apply various surface treatments. Nitride and carbide surfaces, when used, add further protection to titanium while making the exterior harder.
Alloys
Titanium alloys are divided into four distinct types: commercially pure, alpha, beta, and alpha beta. Commercially pure grades have no alloy addition, and therefore they have very little strength. This grade of titanium is used when corrosion resistance is of greater importance. Alpha alloys are created with alpha stabilizers such as aluminum. They are easy to weld and provide a reliable strength at elevated temperatures. Beta alloys use stabilizers such as molybdenum or silicon which makes these alloys heat treatable to higher tensile strengths. Finally, the most used titanium alloy are the alpha-beta alloys. These heat treatable alloys are made with both alpha and beta stabilizers creating an excellent balance between strength, weight, and corrosion resistance.
Summary
Despite all the advances, titanium and its many alloys have not reached their apex in popularity in the world. Is there any other element that calls to mind the notion of strength quite like titanium? For what reason has this metal, named after the Titans of Greek mythology, not yet reached its full potential? If it were not for the expense, we would undoubtedly have titanium cars, houses, jets, bridges, and ships. Unfortunately, the cost of titanium keeps the “titanium disease” at bay.
About the Author: Robert Hill, FASM, president of Solar Atmospheres of Western PA, began his career with Solar Atmospheres in 1995 at the headquarters plant located in Souderton, Pennsylvania. In 2000, Mr. Hill was assigned the responsibility of starting Solar Atmospheres’ second plant, Solar Atmospheres of Western PA, in Hermitage, Pennsylvania, where he has specialized in the development of large furnace technology and titanium processing capabilities. Additionally, he was awarded the prestigious Titanium Achievement Award in 2009 by the International Titanium Association.
Heat TreatTodayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Equipment Chatter
A new feature on Ipsen’s PdMetrics dashboard monitors incoming three-phase utilities, voltage and frequency on vacuum furnaces. This addition offers further diagnostics for the diffusion pump heater assembly.
AMETEKSTC’s JOFRA ASC-400 Advanced Signal Calibrator now includes a built-in help function that offers a graphical solution to connect with the ASC-400s current set-up. The end result is time saved and reduced errors.
Ipsen’s expanded capablities with heat treat software
AMETEK STC’s ASC-400 Signal Calibrator Interface
Personnel/Company Chatter
Andrew Clark from Advanced Heat Treat Corp. has been promoted to induction equipment operator.
AVS is pleased to announce the successful transfer of ownership from Steven Levesque to Jacob (Jake) Krashan.
Solar AtmospheresGreenville, SC facility announced it had been awarded GE Aviation approval.
Solar Atmospheres of California (SCA) has installed and recently commissioned the state’s largest commercial Solar + Energy Storage System. By combining onsite generation, an advanced energy storage system, and an artificial intelligence powered analytics platform, SCA will optimize energy use by automatically switching between onsite generation, battery power, and grid power.
Bodycote announced the opening of a new Syracuse, NY heat treatment facility.
SECO/VACUUM, SECO/WARWICK’s North American’s vacuum furnace company, received orders in 2020 from the aerospace and defense sectors, with the tool and die market also placing orders.
Paulo announced plans to double the size of its Monterrey, Mexico facility to meet the demand from the automotive industry for the heat treatment of brake components in passenger cars and trucks.
Ambrell’s first system retired after nearly 35 years of service.
Solar Atmospheres of California Energy Storage
Bodycote announced new Syracuse heat treat facility.
SECO/VACUUM received orders from the aerospace and defense sectors in 2020.
Paulo expands its Monterrey, Mexico facility
Kudos Chatter
AMETEK STC launched a new webshop for pressure measurement industries.
Schneider Electric is ranked the world’s most sustainable corporation by Corporate Knights.
Hubbard-Hall announced its certification as a Woman Owned Small Business by the Women’s Business Enterprise National Council (WBENC). Molly Kellogg leads the specialty chemical producer and distributor headquartered in Waterbury, CT as the chairman, CEO, president, and 6th-generation owner.
AMETEK STC announces webshop
Jean-Pascal Tricoire, Chairman and CEO, Schneider Electric
Molly Kellogg, Chairman, CEO, President of Hubbard-Hall
Heat TreatToday is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to editor@heattreattoday.com.
Heat TreatToday is grateful for your support and we love to make available information on the topics that you are most interested in. For this Valentine’s Day weekend, we are sharing a few thoughts on what professionals in the industry “love” or find intriguing and interesting in heat treat. Happy Valentine’s Day!
Alberto Cantú VP Combustion, Control and Services Nutec Bickley
Alberto Cantú, VP Combustion, Control and Services, Nutec Bickley
[blockquote author=”Alberto Cantú” style=”2″]One of the things I find most intriguing about the heat treating industry is that even though it is based on hard science…the industry still relies on many ‘rules of thumb’ for operations.[/blockquote]
This winner has also contributed to this publication. Read his article here.
Scott Cumming, Sales Manager, CAN-ENG
[blockquote author=”Scott Cumming” style=”1″]I cherish the relationships that I’ve made with the people who I have met; the heat treat community is full of amazing and knowledgeable people.[/blockquote]
Nathan Durham, Engineered Components Group Manager, Ipsen
[blockquote author=”Nathan Durham” style=”2″]I’m truly motivated by the diversity and resilience of our industry.[/blockquote]
Andy Muto, Operations Manager, Paulo
[blockquote author=”Andy Muto” style=”1″]What really intrigues me in the heat treat industry is how different applications require some form of heat treating in order for the parts to perform to the necessary level that they need to in the field.[/blockquote]
Kelly Peters Vice President of Operations ALD Heat Treat
Kelly Peters, Vice President of Operations, ALD Heat Treat
[blockquote author=”Kelly Peters” style=”2″]We resemble a family – both within ALD and within the industry… You can really see that at any trade conference, industry exhibit, or technical committee meeting.” [/blockquote]
[blockquote author=”Kelly Peters” style=”2″]Watching the technology evolve is fascinating.[/blockquote]
Bryan Stern, Advanced Development Engineer, Solar Atmospheres
[blockquote author=”Bryan Stern” style=”1″]My favorite thing about the heat treating industry is the equipment itself, especially when it comes to vacuum heat treating furnaces[/blockquote]
Luke Wright Senior Engineer JTEKT North America Corporation
Luke Wright, Senior Engineer, JTEKT North America Corporation
[blockquote author=”Luke Wright” style=”2″]The thing I find most interesting or intriguing… I didn’t really know much about it, and coming into it on the job, I was really pleasantly surprised that it was this interesting mix of chemistry and mechanical properties.[/blockquote]
Derek Dennis President Solar Atmospheres California
In response to the challenges of California’s energy market, Solar Atmospheres of California (SCA) has installed and recently commissioned the state’s largest commercial solar & energy storage system.
By combining onsite generation, an advanced energy storage system, and an artificial intelligence powered analytics platform, SCA looks to optimize energy use by automatically switching between onsite generation, battery power, and grid power. The large system will enable SCA to achieve a wide variety of goals, including energy expense reductions through reduced peak demand, onsite renewable power generation and demand response program participation. Additional benefits include energy resilience, sustainability, environmental and corporate responsibility, and innovation. The digitally connected energy storage network includes a 772kW PV Solar System and a 1,561kW/3,122kWh Tesla Battery Storage System.
“We’re very pleased to have this new and innovative system fully operational and producing valuable power for use in daily production,” said Derek Dennis, president of SCA, “SCA has been working closely with our energy partners and Southern California Edison to develop, design and install a system that best meets the energy needs of our rapidly growing heat treat facility.”
“From day one of operation,” he continued, “the system began saving energy costs, increased plant capacity/flexibility while applying an environmentally friendly technology. SCA takes pride in partnering with our neighbors in operating a safe and environmentally friendly atmosphere. Additionally, this investment was particularly attractive to SCA now because of two federal tax incentives and additional state sponsored incentives. SCA expects full ROI on the Solar + Energy Storage System within 30-36 months.”