Solar Atmospheres of Michigan took delivery of a new vacuum furnace this week, which will be used primarily for aerospace applications. The Chesterfield, MI, location is set to begin heat treating later this year.
The furnace has a working hot zone of 36” wide x 36” high x 48” deep and can handle workloads up to 5,000 lbs. To power this furnace along with nine other vacuum furnaces, a new 2600kVA transformer was installed. The new facility anticipates being fully operational by the fall of 2023 and will gather all of Solar Atmosphere's Michigan heat treating under one roof.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Derek Dennis President Solar Atmospheres California
Solar Atmospheres of California (SCA) installed a new 14 foot long car bottom air furnace. With a maximum operating temperature of 1450°F, this furnace tempers large tool steel components, age hardens 15-5 PH, 17-4 PH, 13-8PH and nickel-based alloys, and anneals titanium forgings.
SCA is typically known around the world as a “vacuum only” heat treater. However, there is a great need for heat treating non finished parts and materials in accordance with the same specifications (AMS, MIL, Boeing, and Airbus) within different atmospheres where surface oxidation is permissible. This furnace allows for a “raw material” option.
“Solar Atmospheres of California is excited to be adding this new furnace and the added capability/capacity," stated Derek Dennis, president of SCA. The furnace has a working zone that is 60" square by 168" long with a total load capacity of up to 30,000 pounds.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Michael Johnson Director of sales Solar Atmospheres of Western PA
Two large H13 extrusion dies for two separate companies were vacuum heat treated in a high pressure gas quench vacuum furnace that fully hardened the dies in successive cycles.
Solar Atmospheres, using a furnace from Solar Manufacturing, provided two Ohio companies as-quenched dies with hardness of HRC 50-52 using nitrogen as the quench gas. The hollow die was 30” outer diameter x 15” inner diameter x 103” long and weighed 16,000 pounds. The solid die, belonging to a different customer, was 34” outer diameter x 64” long and weighed 14,000 pounds. Post-quench each component was triple air tempered resulting in a final hardness of HRC 46-48.
The 10-bar 600 HP high pressure vacuum furnace permits the company to obtain the desired cooling rates, commented Mike Johnson, director of sales at Solar Atmospheres.
Keep that furnace running! Obviously, a furnace leak can be quite counterproductive and make it troublesome or even impossible to keep it going. What can be done? Thankfully, there are several solutions. This best of the web article gives helpful measures in defining leaks, detecting leaks, solutions for effectively stopping a leak, and much more.
As you move through the post, you'll encounter a tutorial that starts with the basics. A furnace leak if defined with differences described between a normal leak and something such as an outgassing problem. Then, other information is presented with descriptions on the rate of the leak and possible locations for said leak. The article continues with methods for leak checking and wraps up with a check list of sorts for vacuum furnace users.
An excerpt:
Some operators or leak checking personnel will often use a stethoscope when checking for leaks, as its ability to transmit low-volume sounds and eliminate external noise is exceptional. Often in gross leaks or some smaller leaks, a standard paint brush and soapy wash solution is helpful. Brush the solution around suspected leak areas. Big leaks will blow big bubbles at the leak while smaller leaks will form very fine foam.
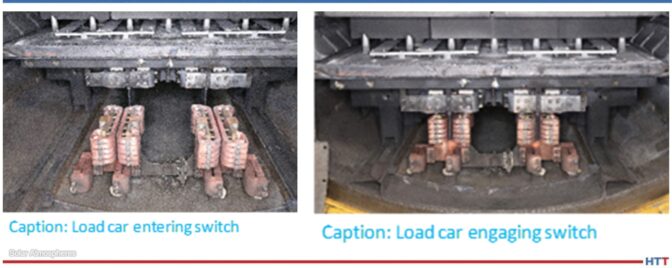
Solar Atmospheres in Souderton, Pa, has had an automatic disconnect switch installed into a production car bottom vacuum furnace. The switch saves time by eliminating the manual maneuver of disconnecting and then re-connecting the power terminal bars at each end of the car bottom during each production run.
The switch, from Solar Manufacturing, Inc., is rated for 1,000 amps, 50V AC per pole, and the switches are installed at each end of the hot zone. Not only have the disconnect switches performed as well as expected since installation at Solar Atmospheres Souderton, PA, location, but they also have improved production.
Source: Solar Atmospheres
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Getting excited for the November print edition? In 2021, Heat Treat Today released the inaugural Vacuum Heat Treating print edition. This edition is set to release every November to help heat treaters better work their vacuum furnaces and vacuum heat treat processes.
This Technical Tuesday original content round-up shares the hottest vacuum heat treating articles from this past year as you bundle up for the cool weather this fall. Enjoy!
Graphite in Vacuum Furnace Fixturing
Let's talk about carbon/carbon composite --- C/C.
Why is the vacuum furnace industry excited about its use in graphite vacuum furnace fixtures, grids, and leveling components? Because it can be readily machined for special shapes and applications. The lighter-weight material is mostly composed of carbon fibers and a carbon matrix (or binder).
Contact us with your Reader Feedback!
As the authors of this article explain, "They are among the strongest and lightest high temperature engineered materials in the world compared to other materials such as basic graphite, ceramics, metal, or plastic. C/C composites are lightweight, strong, and can withstand temperatures of over 3632°F (2000°C) without any loss in performance." Intrigued, are you not?
Step-by-Step Guide To Choose Heat Treating Equipment (English / Español)
If it's time to choose an industrial furnace, let's break it down step by step:
Step One: Quote Request
Step Two: Supplier Selection
Step Three: Study and Evaluation of Offers
Step Four: The Price
Follow this guide and avoid saying things like "The substation and/or the cooling tower did not have the capacity"; "The equipment is not what we expected"; or “They never told us that the furnace needed gas in those capabilities." If there are steps you take when selecting an industrial furnace, let us know in a Reader Feedback note here.
Pressure vs. Velocity and the Size of Your Furnace
If you like the R&D world of heat treat, but also like to be grounded in practical heat treat solutions, this is the article for you. Read about what this commercial heat treat found out about how size relates to the pressure and velocity of vacuum furnace cooling rates. Here are the facts you will learn:
The greatest impact on the cooling performance in a vacuum furnace is to increase the___ ______ within ___ _____.
This is achieved by ______ __ ______ of the ______ ____.
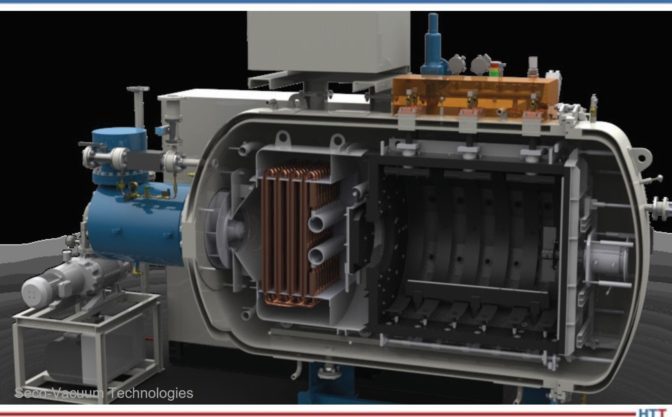
Energy at Large: A Heat Treat Vacuum Furnace Case Study
If you like to read about how heat treaters can be game changers in multinational science projects, this is the article for you. A specially designed vacuum heat treat furnace was commissioned to heat treat critical components in a large energy generator. The heat treating of these components takes 5 weeks to complete; talk about a long, uniform heat treat period.
Read about the energy experiment, the heat treat furnace, and the heat treating process in this technical feature.
Vac-Met, Inc., a heat treater in the Midwest for 41 years, has been acquired by a North American commercial heat treater.
The addition of Vac-Met within the Solar Family of Companies will increase the total commercial vacuum heat treating and brazing facilities to a total of five (5) plants across the U.S. Their goals of providing commercial heat treating, primarily in a vacuum environment, aligns with Solar’s mission.
Joseph White will continue to head the day-to-day operations of Vac-Met’s nine (9) vacuum furnaces, while leading a team that he has built over the years. Joseph will report to Robert Hill, president of Solar Atmospheres of Western PA. Robert Hill states, "We look forward to continuing to provide unparalleled vacuum thermal processing services to Vac-Met’s valued customers while expanding Solar’s footprint. Solar is excited to support a dedicated and loyal employee base and welcome them to the Solar Team. Together, we will grow the business with unwavering commitment to honesty as our core value."
(Pictured left to right in the image above: Bob Hill, President, Solar Atmospheres of Western PA and Vac-Met; William Jones, Owner/CEO, Solar Family of Companies; Joe White, Vice President of Operations, Vac-Met)
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
What does it mean to "heat treat green"? Between the hype and the cynicism of abilities of "green solutions" to meet climate concerns, there is a robust conversation going on about the real world effects of heat treat technologies and heat treat innovations. In this Technical Tuesday, we'll examine three topics that have been paramount in the discussion over the course of the past year and a half.
If you'd like to read more robust original content from Heat Treat Today, subscribe to the Heat Treat Daily here. Or, if you have a technical article you'd like to share with the North American heat treat industry, contact our editors at editor@heattreattoday.com.
Heat Treating Equipment: Furnaces and Induction Heating
Recently, Solar Atmospheres demonstrated how their new vacuum oil quench furnace is both efficient and safe as well as a "green" alternative to other VOQ methods. Additionally, talk of the greenness of the induction heating process continues to be highly vocalized due to the repeatable and electric method of heating components. Compare these two heat treating equipment technologies below:
Vacuum Oil Quench
"Solar Atmospheres of Western PA announced their newly designed vacuum oil quench furnace (VOQ) has passed startup protocol. There were zero flare and smoke-ups during the quench cycle and the transfer mechanism moved 2000 pound loads with no issues."
Using renewables in the combustion arena of heat treating is a complex topic: real energy used, efficiency, costs, and time to adjust all factor into the discussion. While there still doesn't seem to be one solution to this problem, individuals and companies are drawing lines in the sand to help them make equipment investment decisions for their heat treat operations now.
Overview of the "Renewables" Question
"Using a broad spectrum of green energy sources, likely generated in a decentralized manner, and with regional focus on infrastructure capabilities such as transportation and storage of energy carriers, seems more plausible than focusing purely on an electricity-based energy system."
"But there is really no easy path to replacing the efficiency, both thermodynamic efficiency and economic efficiency, of high temperature heat (flames) — that’s the nature of processing materials. So then, you’re only option is the current affection for “green hydrogen.” This is a profoundly misplaced aspiration."
Water vapor instead of CO2. A huge part of steelmaking is retrieving the pure iron itself in a blast furnace. But this traditional method of getting iron into its usable form requires a lot of heat and a lot of energy. Alternative options that companies are wrestling with are using electric arc furnace (EAF) mills and replacing CO2 with hydrogen. This is a "fringe" conversation to heat treaters, but it is still relevant as downstream manufacturers engineers.
CO2: BOF and EAF Furnaces
"There are a few shifts that need to happen. We must move away from blast furnace steel making. Every product based on that will create huge amounts of CO2. Electric arc furnace (EAF) mills are running the world."
"Around 71 per cent of steel produced today comes from an iron-ore-based method. This typically uses a blast furnace at temperatures of around 1,500°C in which carbon, usually coal, is used to remove oxygen and impurities from the ore to make pig iron. The latter is then turned into steel via a basic oxygen furnace whereby oxygen is blown onto the liquid iron to burn unwanted elements."
"At Cliffs, we don’t want to rely on breakthrough technologies, but rather deal with practical decarbonization options. Our efforts involve the use of the hydrogen contained in natural gas, which is actually a mix of 95% CH4 and 4% C2H6."
Robert (Bob) Hill, FASM President Solar Atmospheres of Western PA Source: Solar Atmospheres
Solar Atmospheres of Western PA announced their newly designed vacuum oil quench furnace (VOQ) has passed startup protocol. There were zero flare and smoke-ups during the quench cycle and the transfer mechanism moved 2000 pound loads with no issues.
"[Recently]," Bob Hill, president of Solar Atmospheres of Western PA, says, "insurance companies are reluctant to write policies for commercial heat treaters simply because they see a single flame or evidence of smoke. In the past, unfortunate accidents have occurred with explosive endothermic atmospheres and flammable oils. I am convinced that this new Solar Manufacturing furnace is a much safer and greener way to oil quench parts."
Watch internal and external camera footage during a quench operation.
The design of the furnace allows for reading work temperatures within the 36" x 36" x 48" hot zone. No oxygen probes are necessary, since the furnace operates with an atmosphere devoid of oxygen. Alloys of dissimilar carbon contents and similar cross sections and austenitizing temperatures can be treated in the same load.
To read about the installation of this VOQ, or to watch a video of the largest component of that installation, click here.
There is an age-old adage that exists in the heat treating world. That supposition states that “the smaller the vacuum furnace, the faster it will quench.” Is this adage true? Explore Solar Atmospheres’ journey as they designed an experiment to discover if pressure or velocity most affects cooling performance.
This Technical Tuesday was written by Robert Hill, FASM, president, and Gregory Scheuring, plant metallurgist, both from Solar Atmospheres. The article originally appeared inHeat TreatToday’sMarch 2022 Aerospace Heat Treating print edition.
Introduction
Our study compared the cooling rates of two distinctly sized High Pressure Gas Quenching (HPGQ) vacuum furnaces — a large 10-bar vacuum furnace equipped with a 600 HP blower motor versus a smaller 10-bar vacuum furnace equipped with a 300 HP motor. Both furnaces, one with a 110 cubic feet hot zone, the other with a 40 cubic feet hot zone, were exclusively engineered and manufactured by Solar Manufacturing located in Sellersville, PA.
History
High Pressure Gas Quenching in the heat treatment of metals has made tremendous strides over recent years. Varying gas pressures within the chamber have been shown to be more governable than their oil and water quenching counterparts. The number one benefit of gas cooling versus liquid cooling remains the dimensional stability of the component being heat treated. In addition, using gas as a quench media dramatically mitigates the risk of crack initiation in a component. This is primarily due to the temperature differentials during cooling. Gas quenching cools strictly by convection. However, the three distinct phases of liquid quenching (vapor, vapor transport, and convection) impart undue stress into the part causing more distortion (Figure 1).
Figure 1. Three phases of liquid quenchants Source: Solar Atmospheres
There are multiple variables involved with optimizing gas cooling. These include the furnace design, blower designs, heat exchanger efficiency, gas pressure, gas velocities, cooling water temperatures, the gas species used, and the surface area of the workpieces. Whenever these variables remain constant, the relative gas cooling performance of a vacuum furnace typically increases as the volume of the furnace size decreases.
The Furnace
Solar Manufacturing has built multiple high pressure gas quenching furnaces of varying sizes over the years ranging from 2 to 20-bar pressure. We have learned that vacuum furnaces, rated at 20-bar and above, became restrictive in both cost constraints and diminishing cooling improvements. Therefore, Solar Manufacturing engineers began to study gas velocities to improve cooling rates. They determined increasing the blower fan from 300 HP to 600 HP, along with other gas flow improvements, would substantially increase metallurgical cooling rates. The technology was reviewed and determined to be sound. A 48” wide x 48” high x 96” deep HPGQ 10-bar furnace, equipped with this newest technology, was purchased by Solar Atmospheres of Western PA located in Hermitage, PA.
Image 1. HFL50 furnace (36” x 36” x 48”)
Source: Solar Atmospheres
Image 2. HFL74 furnace (48” x 48” x 96”) Source: Solar Atmospheres
The Test
Image 3. Test load with thermocouple placement Source: Solar Atmospheres
Once this new vacuum furnace was installed, a cooling test was immediately conducted. A heavy load would be quenched at 10-bar nitrogen in an existing HFL 50 sized furnace (36” x 36” x 48”). The same cycle was repeated in the newly designed vacuum furnace almost three times its size! (Images 1 and 2).
The load chosen for the experiment was 75 steel bars 3” OD x 17” OAL weighing 34 lbs each. The basket and grid system supporting the load weighed 510 lbs. The total weight of the entire load was 3060 lbs. Both test runs were identically thermocoupled at the four corners and in the center of the load. All five thermocouples were deeply inserted (6" deep) into ¼" holes at the end of the bars (Image 3). Each load also contained two 1" OD x 6" OAL metallographic test specimens of H13 hot working tool steel. These specimens were placed near the center thermocouple to ensure the “worst case” in terms of quench rate severity. All tests were heated to 1850°F for one hour and 10-bar nitrogen quenched.
Results
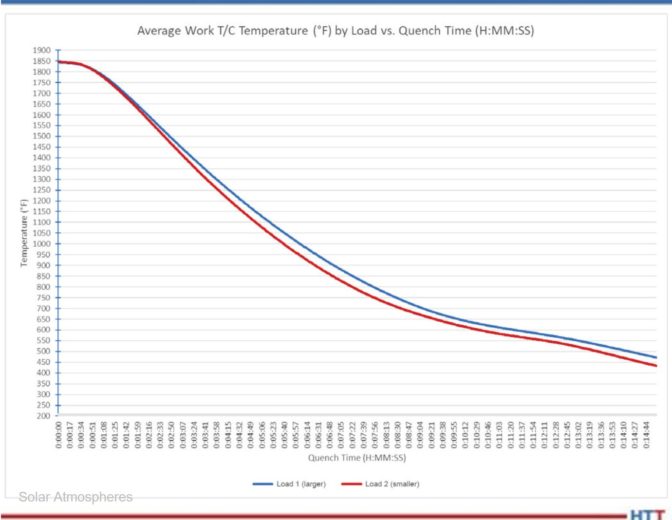
The comparative cooling curves between both HPGQ vacuum furnaces are shown in Chart 1. Table 1 reveals that in the critical span of 1850°F to 1250°F for H13 tool steel, the cooling rate in the larger furnace with more horsepower nearly matched the cooling rate of the furnace three times smaller in size.
Table 1. Critical cooling rates for H13 (1850°F –1250°F) Source: Solar Atmospheres
Chart 1. Average quench rate for five thermocouples Source: Solar Atmospheres
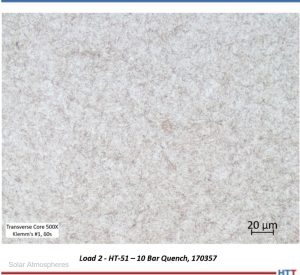
Micrographs of the H13 test specimens processed in each load were prepared (Images 4 and 5). The microstructure of each test specimen is characterized by a predominantly tempered martensitic microstructure with fine, undissolved carbides. The consistency of the microstructure across both trial loads further demonstrates that while the larger furnace utilized the higher horsepower, both resulted in a critical cooling rate sufficient to develop a fully martensitic microstructure.
These tests prove that the greatest impact on the cooling performance in a vacuum furnace is to increase the gas velocity within that chamber. This was achieved primarily by increasing the horsepower of the blower fan. By doing this, the ultimate cost to the customer is significantly less than manufacturing a higher pressure coded vessel. This newly designed vacuum furnace has proven to be a game changer.
Part II of this article will discuss real life case studies and how both Solar and Solar’s customers have mutually benefited from this newest technology.
About the Author:
Robert (Bob) Hill, FASM President Solar Atmospheres of Western PA Source: Solar Atmospheres
Robert Hill, FASM, president of Solar Atmospheres of Western PA, began his career with Solar Atmospheres in 1995 at the headquarters plant located in Souderton, Pennsylvania. In 2000, Mr. Hill was assigned the responsibility of starting Solar Atmospheres’ second plant, Solar Atmospheres of Western PA, in Hermitage, Pennsylvania, where he has specialized in the development of large vacuum furnace technology and titanium processing capabilities. Additionally, he was awarded the prestigious Titanium Achievement Award in 2009 by the International Titanium Association.








 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com




 Source:
Source: 



 If you like to read about how heat treaters can be game changers in multinational science projects, this is the article for you. A specially designed vacuum heat treat furnace was commissioned to heat treat critical components in a large energy generator. The heat treating of these components takes 5 weeks to complete; talk about a long, uniform heat treat period.
If you like to read about how heat treaters can be game changers in multinational science projects, this is the article for you. A specially designed vacuum heat treat furnace was commissioned to heat treat critical components in a large energy generator. The heat treating of these components takes 5 weeks to complete; talk about a long, uniform heat treat period.