AI is moving from concept to practice in heat treating — driving furnace optimization, smarter scheduling, and predictive compliance. In this Q&A, Peter Sherwin, strategic marketing at Watlow, highlights how Model Context Protocol (MCP) will connect data, tools, and operators to reshape the industry’s digital future.
This informative piece was first released inHeat Treat Today’sOctober 2025 Ferrous & Nonferrous Heat Treatments/Mill Processing print edition.
Q1. What do we mean by “AI” in industrial heat treat?
It is probably best to start with a contrast. We have fixed code in heat treat applications, such as a setpoint programmer that is pre-programmed with ramps and soaks at specific temperatures for specific times. I like to think of AI (artificial intelligence) as introducing the concept of flexible code that learns from data over time.
AI has been used for a surprisingly long time in heat treatment. The original autotune algorithms used a form of AI and machine learning to adapt the PID parameters to a specific furnace, learning from real equipment process signals (such as temperature sensors) to provide optimum control.
Q2. Where is AI already working in heat treat?
AI is most obviously used in equipment optimization, and there are a growing number of cases expanding from process control to energy optimization. Less obvious uses are within the heat treating plants. For example, AI in contract review can highlight key customer requirements, pull together relevant specifications, and help craft recipe design or selection.
A common issue across plants is the need to continually optimize and re-optimize production planning and scheduling. Because heat treating occurs near the end of the manufacturing chain, last-minute changes are common. The ability to quickly re-plan based on specific requirements is a typical use of AI.
Following the process, quality analysis is now supported by AI with optical microscopy that leverages microstructural datasets. AI can also be used for financial analysis, recruitment, and customer support.
Q3. What is MCP?
Model Context Protocol (MCP) is a structured method for AI applications and agents to securely discover data, call tools, and share context. Developed by the engineering team at Anthropic in 2024, it has now received widespread adoption across major technology providers, such as Microsoft and OpenAI.
In simple terms, it enables large language models (LLMs) to communicate reliably with other data sources.
Q4. What MCP adoption is happening today?
It is still early, but MCP adoption is accelerating rapidly. Most software companies are developing MCP servers. Many B2C applications already exist, and there are now a growing number of industrial applications, such as those from Highbyte, Flow Software, and Siemens.
Q5. What will “MCP-compliant” mean for AI developers?
From a developer’s perspective, this should be easier than crafting individual application programming interfaces (APIs) that require strict mapping between software products. Any changes on the other end of the system would normally require the API to be restructured. MCP is expected to support inheriting updates without code changes and provide a more uniform setup.
Figure 1a. MCP Standard screen capture of how to use the tool. (Screen capture from the “Architecture overview” page of modelcontextprotocol.io.)Figure 1b. Toggle to the “Tool Call Response” to view the response for that example input request. (Screen capture from the “Architecture overview” page of modelcontextprotocol.io.)
Q6. How would MCP specifically benefit heat treat?
In the last 30 years, I have seen three waves of technology. The first wave was automation that leveraged PLCs, setpoint programmers, and carbon probes to reduce manual errors and improve utilization.
The second wave focused on regulations in aerospace (AMS2750) and automotive (CQI-9) to harmonize auditing processes, improve quality, and reduce in-use failures (reducing recalls). These regulations focused on ensuring ongoing equipment capability (such as TUS for furnaces and ovens), instrumentation and quality thermocouples via SATs, independent calibration, and operator procedures and training.
The last wave focused on Industry 4.0 and IIoT to further automate and optimize previous improvements. However, apart from some isolated cases, many Industry 4.0 solutions have not delivered the expected value. There are many potential reasons, but one standout is the focus on continued machine automation at the expense of human intervention.
The benefit of MCP is that it acts as a bridge between data and the people who need to use that data to improve processes.
Q7. What are the biggest adoption barriers (and how to reduce them)?
I am typically an early adopter of technology. I was asked to automate a manual sealed quench furnace (batch integral quench) to automatic setpoint and carbon control in the early 1990s, which was one of my first projects. I began exploring technology solutions for Industry 4.0 and IIoT back in 2013. There will always be both early adopters and laggards.
Sometimes it makes sense to wait until technology matures and becomes more reliable, but this feels different. For the first time, data will build upon data, and learning early from that data will put companies ahead.
Cybersecurity and IT policies will scrutinize any new technology. One opportunity for AI is to also strengthen cybersecurity robustness. I recently heard that if you do not respond to a technology breach within 30 minutes, you will lose significant data. Human intervention alone will not be fast enough. AI is truly a double-edged sword.
There is also a growing fear that AI will take jobs. This has been demonstrated in the software industry, where it is estimated that 30 percent of code is now written by AI. I do not believe a heat treater can reduce staff further, since most are already operating with skeleton crews. The real opportunity is to enable all individuals to accomplish more, supported by AI.
The final point is when to adopt this technology. The pace of improvement over the past two years has been tremendous, and we are only now reaching the point where new models are robust enough for industrial application.
Q8. Pace of change: start now or wait?
The base LLMs needed time to improve and become more reliable while reducing hallucinations. Each version of ChatGPT has made significant leaps in knowledge and robustness. The latest model, GPT-5, is beginning to provide the level of reliability needed for industrial applications; this progress will continue.
Q9. What AI-powered products or services will emerge with MCP?
We can do a bit of future gazing. I compiled several ideas as part of my preparation for my presentation at ASM Heat Treat in October. In each example below, you will notice that a human remains in the loop. Instead of manually fetching specific data and information, the agent provides timely information.
EnergyOptimizerAgent — Subscribes to “Power/Furnace*/kW” tags and day-ahead tariff feeds. Models alternate start times and sends a proposal called “propose_shift” to a PlanningAgent. If planners accept, the new schedule is written back to the UNS so control logic and enterprise resource planning (ERP) software stay aligned.
ComplianceAgent — Monitors SAT and TUS counters published by the Edge Process Management (EPM) platform. When drift approaches a set threshold, it issues “propose_sat” with a suggested window and part list. After the test, AuditPackAgent gathers .uhh files and publishes a cryptographic hash so auditors can verify authenticity without manual file transfers.
UniformityMonitorAgent — Streams zone temperatures and compares each batch with stored “golden” fingerprints. If deviation grows, it assembles options, such as rerouting the load or adding a soak. Operators approve or reject through a dashboard.
MaintenanceSchedulerAgent — Reads valve-cycle counts, fan-vibration spectra, and motor current signatures. Calls a computerized maintenance management system (CMMS) tool to open a work order, reserve a slot, and order spare parts when limits are reached.
OperatorCopilotAgent — Listens to every proposal on the MCP bus and presents it in chat form. For example: “Shift Load B932 to 13:30 to avoid the peak tariff. Accept or ask why.” One tap reveals historian trends, specification clauses, and the agent’s reasoning trail, giving junior staff instant context while keeping humans in charge.
Q10. Any drawbacks or cautions with MCP?
AI and MCP will continue to be targets for cybercrime. It is important to architect any solution so that the base control and operation of equipment remain safe, even if the AI layer is breached.
At ASM Heat Treat, I will touch on some architectural solutions that can support safer AI implementations. As with anything internet-related, precautions must be taken. With AI, you also introduce the possibility of human-like imposters.
There is risk in everything we do, and everyone needs to continually assess risk versus reward. In many cases, MCP may tip the balance by providing more value than past technology solutions.
The responses in this article represent Peter Sherwin’s personal views and not necessarily those of his organization.
About The Author:
Peter Sherwin Strategic Marketing Watlow
Peter Sherwin is passionate about offering best-in-class solutions to the heat treatment industry. He is a chartered engineer and a recognized expert in heat treatment control and data solutions.
Heat Treat Todaypublishes twelve print magazines a year and included in each is a letter from the editor. This letter is from the October 2025 Ferrous & Nonferrous Heat Treatments/Mill Processingprint edition. In today’s letter,Bethany Leone, managing editor at Heat Treat Today, shares her insights on where artificial intelligence stands in the heat treating industry nine months into 2025.
In January 2025, the heat treat industry was envisioning operational improvements thanks to leaps in artificial intelligence (AI) developments. Now, nine months later, are we still searching for AI?
Managed by AI
Daniel Llaguno, President of NUTEC Bickley
For many industry players, AI has started in the office before the furnace. This can look like creating manuals, writing emails, and reading contracts to interpret legal language.
Daniel Llaguno, president of NUTEC Bickley, calls this the early stages of AI adoption. His company has leveraged AI for onboarding and training new employees — a low-risk, high-value application.
Like many suppliers, they are exploring how AI could eventually reshape furnace development, likely on an open-loop system first (versus a closed-loop where AI receives furnace information and immediately sends back direction to the furnace controls on how to respond).
The Furnace Floor
Jason Orosz, President of Global Heat Treating Services
The next step is already visible: integrate AI into existing IIoT platforms that manage floor operations. Platforms that you may already have considered are QMULUS by NITREX, PdMetrics by Ipsen, and Edge Process Management (EPM Data) by Eurotherm, a Watlow company. These are just a sampling of advanced management systems on the marketplace, and ones that are at different stages of incorporating AI and machine learning for process optimization.
QMULUS has already deployed across all North American Heat Treating Services locations, according to Jason Orosz, president of Global Heat Treating Services. He says AI has been useful in “helping with analysis, troubleshooting, and quality control” — themes you will hear repeatedly in early AI applications.
Evolving To Meet Expectations
Michael Mouilleseaux, General Manager of Erie Steel, Ltd
What should AI integration into furnace operations look like? Michael Mouilleseaux, general manager at Erie Steel, has commented that heat treat AI should help the industry shed its “black magic” reputation. He envisions advanced analysis that could, for example, “correlate intergranular oxidation (IGO) results with furnace integrity checks (i.e., leaks), eventually establishing hard limits for allowable leak rates.”
Still, obstacles remain. “I think it’s going to be a while before commercial heat treaters can relinquish furnace control over to an AI,” Orosz added, specifically commenting on maintaining furnace parameters. This makes sense due to the need for commercial heat treaters to conform to client specifications. Rather, he says in-house heat treat operations “are likely going to be the first movers in that area since they can make their own rules.” For readers of this publication — who primarily are coming from these types of operations — that should be an encouragement: you have a key role to innovate.
Lee Rothleutner, Manager of Materials R&D, The Timken Company
One other key factor for this integration to occur within operations comes with acknowledging the heavy digital capacity that AI requires. Lee Rothleutner, manager of Materials R&D at The Timken Company, commented on this very point, writing to me that for high-quality digital data, the heat treat industry needs to commit not just to the investment but to maintaining a robust data collection and storage infrastructure. He also foresees one pathway of AI integration beyond preventative maintenance, noting, “AI applications can extend to process optimization, quality control, and energy efficiency improvements.”
What To Do Now
For successful integration of AI technology, the common denominator is that management teams are being encouraged to constantly try new ways to innovate with AI.
The first thing you need to do is open an email and send me your AI integration story. Just kidding. (Not really.)
Finally, if you are attending ASM Heat Treat 2025 this month, bring your AI to the table … literally, if you have a booth. Showcase what you’ve been doing at your location or become a part of the conversation. Lee Rothleutner, quoted above, will be participating in a panel discussion on this very topic in the afternoon of Tuesday, October 21.
The Heat TreatToday booth is #944. Not everyone is accustomed to the rapid pace of tech adoption; we want to help one another understand the risks and potential that AI brings, and your stories are critical. I look forward to talking with you.
References
Glenn, Doug, and Llaguno, Daniel. 2025. Interview by Heat Treat Today. Private recording, February.
Loepke, Mike. 2025. “Digitalization Propels Heat Treating to Industry of the Future.” Heat Treat Today 7 (8).
Furnaces North America(FNA) 2024 begins Monday, October 14, and runs through Wednesday, October 16. If you haven’t registered yet, you can still do so onsite, and one look at the technical sessions planned over the two days of training says all you need to know about the caliber of instruction at the event.
All of the sessions will be worth your time! Presenters are highly qualified to speak on the topics, which range from processes and equipment to technology to security:
Emerging Technologies
Furnace Maintenance & Equipment
Heat Treat Business & Digital Transformation
Energy & Gases
Operational Efficiencies
Quality, Compliance & Materials
Process Advancements
If you want to do a little prereading to prepare for the sessions, Heat TreatToday is pleased to direct your attention to technical session presenters who have contributed to our radio, print, and digital resources during this year:
On Tuesday at 8:50 a.m., Bryan Stern, product development manager at Gasbarre Thermal Processing Systems, will be speaking on “The Impact of Oil Quenching – A Look at the Carbon Footprint and Cost of Vacuum vs. Atmosphere Processing.” On June 20, 2024, Bryan was our guest on Heat TreatRadio, episode #110, “Isolated Heat, the Future of Vacuum Furnaces,” which you can listen to here.
Later that morning, at 9:40, Peter Sherwin, global business development manager of Heat Treatmentat Watlow, will focus on “Smart Heat Treatment: Industry 4.0 Innovations for Environmental & Energy Efficiency.” Peter co-authored “Thermal Loop Solutions: A Path to a Sustainable Future in Heat Treatment,” a two-part series published in both the magazine and on our website. You can read the first part here and the second part here.
During that same time slot, Brian Turner, sales application engineer at RoMan Manufacturing, is scheduled to speak on “Efficient Furnace Power Solutions”. Brian joined fellow RoMan employees who have contributed technical content to an ongoing series on controls. You can read that article, “Basic Definitions: Power Pathways in Vacuum Furnaces,” originally published July 16, 2024, here.
On Wednesday at 8 a.m., Sefi Grossman, founder and CEO of CombustionOS, is scheduled to present a session on “Maximizing Heat Treat Operational Efficiency: Digitize Your Data for Automation.” Sefi wrote a piece for our August Automotive print edition on “A New Era: Tracking Quality Digitally,” which was later republished at the website. You can read the digital version here.
At 8:50, Joe Coleman, cybersecurity officer at Bluestreak Compliance, will address “CMMC’s Impending Impact On The Metal Treating Industry.” Just last month, he joined Heat TreatRadio in an interview about “NIST and CMMC: What Heat Treaters Need To Know,” which you can listen to here.
Chad Beamer, senior applications engineer at Quintus Technologies, will speak on “Quintus Purus: Development of Clean HIP Processing” at 9:40 on Wednesday morning. Earlier this year, he collaborated with fellow Quintus employees on an article, “HIP Innovation Maximizes AM Medical Potential,” which you can read here.
Bryan Stern Product Development Manager Gasbarre Thermal Processing SystemsPeter Sherwin Global Business Development Manager Heat TreatmentBrian Turner Sales Applications Engineer RoMan Manufacturing, Inc. Source: RoManSefi Grossman Founder & CEO CombustionOS Source: AuthorJoe Coleman Cyber Security Officer Bluestreak ConsultingChad Beamer Senior Applications Engineer Quintus TechnologiesHeat Treat Today contributors leading technical sessions at FNA 2024
Stop by Heat TreatToday‘s booth (424/426) to let us know how the sessions went and if you did your homework beforehand!
What is the path forward for thermal loop systems, and how is “sustainability” at the forefront of this technology? The following article is co-authored by Peter Sherwin, global business development manager of Heat Treatment, and Thomas Ruecker, senior development manager, at Watlow. They examine four scopes to take into consideration when assessing thermal loop systems in the context of greenhouse gas emissions and their environmental impact.
Heat treatment thermal loop solutions provide several sustainability benefits, including reduced energy consumption and waste. The power controller regulates the power output to minimize energy waste, and the possible integration with renewable energy sources and circular economy principles provides a complete power solution that spans from element design to recycling and renewables. The thermal loop solutions, in combination with insulation design and materials, provide energy-efficient solutions that contribute to sustainability and reduce the environmental impact of heat treatment processes.
When discussing these systems in the context of greenhouse gas emissions and their environmental impact, it is essential to consider Scopes 1, 2, and 3, as well as the less common Scope 4:
Scope 1 (Direct Emissions): Heat treatment processes often involve the combustion of fossil fuels like natural gas, propane, or oil to generate heat. These direct emissions are attributed to the equipment used in the heat treatment process, such as furnaces and ovens. Efforts to reduce Scope 1 emissions include upgrading to more efficient equipment or adopting alternative heating technologies, like induction or electric heating systems.
Scope 2 (Indirect Emissions from Energy): In heat treatment processes and thermal loop systems, electricity is often used to power various components, such as pumps, fans, and control systems. The emissions associated with generating this electricity are considered Scope 2 emissions. To reduce Scope 2 emissions, companies can improve energy efficiency, invest in renewable energy sources, or purchase green energy from their utility provider.
Scope 3 (Other Indirect Emissions): These emissions are associated with activities throughout the value chain of heat treatment applications and thermal loop systems, such as the manufacturing and transporting of raw materials, equipment, and waste management. Companies can work to reduce Scope 3 emissions by collaborating with suppliers to improve the environmental performance of their products and services, optimizing transportation and logistics, and implementing waste reduction strategies.
Scope 4 (Avoided Emissions): In heat treatment applications and thermal loop systems, avoided emissions may come from implementing energy-efficient technologies, waste heat recovery systems, or other innovative solutions that reduce overall energy consumption and associated emissions. By quantifying these avoided emissions, companies can showcase the positive impact of their sustainability efforts on reducing their carbon footprint. Avoided emissions can also be highlighted when subcontracting heat treatment requirements to a more energy-efficient source rather than running an in-house operation. In this approach, the heat treatment process is outsourced to an external, specialized heat treatment service provider, especially if the in-house equipment is due to be lightly utilized. These service providers operate independent heat treatment facilities and offer services to multiple clients across various industries and generally run 24/7 with high utilization.
At the component level, energy savings can be realized using current technology. Advanced SCRs provide predictive load management functions and hybrid firing algorithms and contribute to sustainability by optimizing the energy usage of heat treatment processes. These SCRs offer real-time monitoring and control of energy consumption, while predictive load management systems use specific algorithms to manage peak power loads and adjust to optimize for local conditions (load shedding or load sharing). Hybrid firing systems use a combination of firing methods to control power factors and reduce the negative impact on the electrical infrastructure.
Heater design is also essential. Switching time impacts heater life with fast, modern switching modes (hybrid firing) significantly extending heater life compared to slower switching from conventional mechanical contactors.
Systems can be rapidly tested, simulated, and modeled through computational engineering. Several thermal loop systems today have improved temperature uniformity due to these methods.
Adaptive thermal system (ATS) solutions are the next frontier of thermal loop solutions. Rather than selecting the best-of-breed components — sometimes with overlapping functionality and kitting a complete solution — ATS provides a merged design between heater and control systems. ATS is already in place in several semiconductor applications, and this type of technology is looking to scale into heat treatment applications shortly.
Figure 2. Watlow Adaptive Thermal Systems ATSTM Source: Watlow
Challenges and Limitations
The initial investment in heat treatment thermal loop solutions can sometimes be higher than in traditional methods. However, this investment often leads to a significantly lower total cost of ownership and improved return on investment due to the thermal loop solutions’ increased efficiency, improved quality control, and extended life.
Ensuring regulatory compliance is complex and time-consuming, requiring organizations to have the right people, processes, and equipment.
Future Trends
As Industry 4.0 and digital transformation continue to gain momentum and Industry 5.0 practices are implemented, heat treatment thermal loop solutions will become increasingly important. Integrating digital technology and machine learning algorithms will provide even greater control, traceability, and transparency, enabling organizations to make informed decisions based on real-time data and predictive analytics. In addition, as new materials and manufacturing processes are developed, adaptive and flexible heat treatment thermal loop solutions will need to evolve to meet these challenges and provide the necessary level of control and efficiency for these new applications.
Conclusion
Heat treatment thermal loop solutions provide several benefits over traditional heat treatment methods, including improved temperature control, increased efficiency, and improved sustainability outcomes. The integration with Industry 4.0 and data management systems, as well as the use of FMEA and OEE metrics, further help enhance the performance of heat treatment processes. As Industry 4.0 digital transformation and Industry 5.0 practices continue to evolve, heat treatment thermal loop solutions will play an increasingly important role in the future of heat treatment.
About the Authors:
Peter Sherwin Global Business Development Manager of Heat Treatment WatlowThomas Ruecker Senior Business Development Manager of Heat Treatment Eurotherm, a Watlow company
Peter Sherwin, global business development manager of Heat Treatment at Watlow, is passionate about offering best-in-class solutions to the heat treatment industry. He is a chartered engineer and a recognized expert in heat treatment control and data solutions.
Thomas Ruecker is the business development manager of Heat Treatment at Eurotherm Germany, a Watlow company. His expertise includes concept development for the automation of heat treatment plants, with a focus on aerospace and automotive industry according to existing regulations (AMS2750, CQI-9).
How often do you think about the intelligent designs controlling the thermal loop system behind your heat treat operations? With ever-advancing abilities to integrate and manage data for temperature measurement and power usage, the ability of heat treat operations to make practical, efficient, and energy-conscious change is stronger than ever. In part 1, understand several benefits of thermal loop systems and how they are leveraged to comply with industry regulations, like Nadcap.
This Technical Tuesday article by Peter Sherwin, global business development manager – Heat Treatment, and Thomas Ruecker, senior business development manager, at Watlowwas originally published inHeat Treat Today’sJanuary/February 2024 Air & Atmosphere Heat Treat print edition.
Introduction
Heat treatment processes are a crucial component of many manufacturing industries, and thermal loop solutions have become increasingly popular for achieving improved temperature control and consistent outcomes.
A thermal loop solution is a closed loop system with several essential components, including an electrical power supply, power controller, heating element, temperature sensor, and process controller. The electrical power supply provides the energy needed for heating, the power controller regulates the power output to the heating element, the heating element heats the material, and the temperature sensor measures the temperature. Finally, the process controller adjusts the power output to maintain the desired temperature for the specified duration, providing better temperature control and consistent outcomes.
Performance Benefits
Heat treatment thermal loop solutions offer several advantages over traditional heat treatment methods, including improved temperature control and increased efficiency. The thermal loop system provides precise temperature control, enabling faster heating and cooling and optimized soak times. In addition, the complete design of modern thermal loop solutions includes energy-efficient heating and overall ease of use.
Figure 1. Watlow Industry 4.0 solution (Source: Watlow)
Heat treatment thermal loop solutions are integrated with Industry 4.0 frameworks and data management systems to provide real-time information on performance. Combining artificial intelligence and machine learning algorithms can also provide additional performance benefits, such as the ability to analyze data and identify patterns for further optimization. Ongoing performance losses in a heat treatment system typically come from process drift s. Industry 4.0 solutions can explore these drift s and provide opportunities to minimize these deviations.
Heat treatment thermal loop solutions can be optimized using Failure Mode and Effects Analysis (FMEA). FMEA is a proactive approach to identifying potential failure modes and their effects, allowing organizations to minimize the risk of process disruptions and improve the overall efficiency of their heat treatment processes. Historically, this was a tabletop exercise conducted once per year with a diverse team from across the organization. Updates to this static document were infrequent and were primarily based on organization memory rather than being automatically populated in real time with actual data. There is a potential to produce “live” FMEAs utilizing today’s technology and leveraging insights for continuous improvement.
Th e effectiveness of heat treatment thermal loop solutions can be measured using metrics such as overall equipment effectiveness (OEE). OEE combines metrics for availability, performance, and quality to provide a comprehensive view of the efficiency of a manufacturing process. By tracking OEE and contextual data, organizations can evaluate the effectiveness of their heat treatment thermal loop solutions and make informed decisions about optimizing their operations.
Regulatory Compliance
Nadcap (National Aerospace and Defense Contractors Accreditation Program) is an industry-driven program that provides accreditation for special processes in the aerospace and defense industries. Heat treatment is considered a “special process” under Nadcap because it has specific characteristics crucial to aerospace and defense components’ quality, safety, and performance. Th ese characteristics include:
Process sensitivity: Heat treatment processes involve precise control of temperature, time, and atmosphere to achieve the desired material properties. Minor variations in these parameters can significantly change the mechanical and metallurgical properties of the treated components. This sensitivity makes heat treatment a critical process in the aerospace and defense industries.
Limited traceability: Heat treatment processes typically result in changes to the material’s microstructure, which are not easily detectable through visual inspection or non-destructive testing methods. Th is limited traceability makes it crucial to have strict process controls to ensure the desired outcome is achieved consistently.
Critical performance requirements: Aerospace and defense components often have strict performance requirements due to the extreme conditions in which they operate, such as high temperatures, high loads, or corrosive environments. The heat treatment process ensures that these components meet the specifications and can withstand these demanding conditions.
High risk: The failure of a critical component in the aerospace or defense sector can result in catastrophic consequences, including loss of life, significant financial loss, and reputational damage. Ensuring that heat treatment processes meet stringent quality and safety standards is essential to mitigate these risks.
Nadcap heat treatment accreditation ensures suppliers meet industry standards January/February and best practices for heat treatment processes. The accreditation process includes rigorous audits, thorough documentation, and ongoing process control monitoring to maintain high quality, safety, and performance levels.
The aerospace industry’s AMS2750G pyrometry specification and the automotive industry’s CQI-9 4th Edition regulations are crucial for ensuring consistent and high-quality heat treated components. Adherence to these regulations is essential for meeting the stringent quality requirements of the aerospace and automotive industries and other industries with demanding specifications.
Temperature uniformity is a crucial requirement of both AMS2750G and CQI-9 4th Edition, mandating specific temperature uniformity requirements for heat treating furnaces to ensure the desired mechanical properties are achieved throughout the treated components. AMS2750G class 1 furnaces with strict uniformity requirements +/-5°F (+/-3°C) provide both quality output and predictable energy use. However, maintaining this uniformity requires significant maintenance oversight due to all the components involved in the thermal loop.
Calibration and testing procedures are specified in the standards to help ensure the accuracy and reliability of the temperature control systems used in heat treat processes.
Detailed process documentation is required by AMS2750G and CQI-9 4th Edition, including temperature uniformity surveys, calibration records, and furnace classifications. This documentation ensures traceability, enabling manufacturers to verify that the heat treat process is consistently controlled and meets the required specifications.
Figure 2. Eurotherm data reviewer (Source: Watlow)
Modern data platforms enable the efficient collection of secure raw data (tamper-evident) and provide the replay and reporting necessary to meet the standards.
The newer platforms also offer the latest industry communication protocols – like MQTT and OPC UA (Open Platform Communications Unified Architecture) – to ease data transfer across enterprise systems.
MQTT is a lightweight, publish-subscribe-based messaging protocol for resource-constrained devices and low-bandwidth, high-latency, or unreliable networks. IBM developed it in the late 1990s, and it has become a popular choice for IoT applications due to its simplicity and efficiency. MQTT uses a central broker to manage the communication between devices, which publish data to “topics,” and subscribe to topics that they want to receive updates on.
OPC UA is a platform-independent, service-oriented architecture (SOA) developed by the OPC Foundation. It provides a unified framework for industrial automation and facilitates secure, reliable, and efficient communication between devices, controllers, and software applications. OPC UA is designed to be interoperable across multiple platforms and operating systems, allowing for seamless integration of devices and systems from different vendors. The importance of personnel and training is emphasized by CQI-9 4th Edition, which requires manufacturers to establish training programs and maintain records of personnel qualifications to ensure that individuals responsible for heat treat processes are knowledgeable and competent. With touchscreen and mobile integration, a significant development in process controls has occurred over the last decade.
Figure 3. Watlow F4T® touchscreen and Watlow PM PLUS™ EZ-LINK®
mobile application
By integrating these regulations into a precision control loop, heat treatment thermal loop solutions can provide the necessary level of control and ensure compliance with AMS2750G and CQI-9 4th Edition, leading to the production of high-quality heat treated components that meet performance requirements and safety standards.
Continuous improvement is also emphasized by both AMS2750G and CQI-9 4th Edition, requiring manufacturers to establish a system for monitoring, measuring, and analyzing the performance of their heat treatment systems. This development enables manufacturers to identify areas for improvement and implement corrective actions, ensuring that heat treat processes are continuously improving and meeting the necessary performance and safety standards.
To Be Continued in Part 2
In part 2 of this article, we’ll consider the improved sustainability outcomes, potential challenges and limitations, and the promising future this technology offers to the heat treat industry.
About the Authors
Peter Sherwin, Global Business Development Manager – Heat Treatment, WatlowThomas Ruecker, Senior Business Development Manager, Watlow
Peter Sherwin is a global business development manager of Heat Treatment for Watlow and is passionate about offering best-in-class solutions to the heat treatment industry. He is a chartered engineer and a recognized expert in heat treatment control and data solutions.
Thomas Ruecker is the business development manager of Heat Treatment at Eurotherm Germany, a Watlow company. His expertise includes concept development for the automation of heat treatment plants, with a focus on aerospace and automotive industry according to existing regulations (AMS2750, CQI-9).
For more information: Contact peter.sherwin@watlow.com or thomas.ruecker@watlow.com.
This article content is used with the permission of heat processing, which published this article in 2023.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
Doug Glenn, publisher of Heat TreatToday, moderates a panel of 5 experts who address questions about the next 5-10 years in the heat treat industry. What are the trends and what should you prepare for. Experts include Peter Sherwin, Eurotherm by Schneider Electric; Janusz Kowaleski, Ipsen Group; Andrew Bassett, Aerospace Testing & Pyrometry; and Dan Herring, the Heat Treat Doctor from The HERRING GROUP, Inc.
You can view this special video edition of Heat Treat Radio by clicking the button below.
State of Industry 4.0 in the North American Heat Treat Market: What’s Being Done and Who’s Using It?
What is “Industry 4.0” and how is this new technology being used in the heat treat industry? Industry experts spoke with Heat Treat Todayabout their involvement with this cutting-edge application of technology. To learn how you can implement Industry 4.0 at your plant, read what experts have to say about the problems, solutions, and the future of Industry 4.0.
In this Heat Treat Today Original Content article, Peter Sherwin at Eurotherm, AymericGoldsteinas at Ipsen, Robert Szadkowski at SECO/WARWICK Group, and Dan Herring at The HERRING GROUP, Inc. bring varied perspectives as they tackle this topic.
“I think IoT should be better applied – period!”
– Peter Sherwin, Global Business Development Heat Treatment Executive, Eurotherm
Industry 4.0 and “the internet of things” (IoT) were hot topics in the crammed online chatrooms of this year’s heat treat events. But exactly what are these technologies in the world of heat treat? What are the current applications that three leaders in Industry 4.0 have applied? What are some problems and solutions that this new tech brings? And lastly, what is the future of Industry 4.0?
This article will begin by explaining and defining a few prominent technologies before answering each of these questions. Then, read a few thoughts from The Heat Treat Doctor® as you think about application to your heat treat process.
What Is It and Why Does It Matter?
Basically, the term “Industry 4.0” refers to the Fourth Industrial Revolution. See the chart for a breakdown of major topics of the first three industrial revolutions.
Infographic of the four industrial revolutions. Source: Heat Treat Today (images ref. 11)
The idea of new communication is sometimes referred to as cyber-physical connections. This is occurring right now! For example, a sensor (cyber) can monitor a furnace (physical) and send information about the furnace’s conditions to a central data sorting location (connection) for a human to synthesize and respond. The Fourth Industrial Revolution – Industry 4.0 – refers to how the communication between the physical world and the digital world are seamlessly connected.
Click the image to learn more
A key feature of Industry 4.0 is the internet of things (IoT), but other technologies like artificial intelligence (AI), augmented reality (AR), virtual reality (VR), and machine learning also play a part. Let’s define a few of these Industry 4.0 terms that you will see later in the article:
IoT: refers to the physical networking of objects via internet-supported software. Similarly, the “industrial internet of things” (IIoT) refers to these systems supporting industrial purposes, like synthesizing information from furnace sensors on a central app.
artificial intelligence (AI): machines which can process and perform complex directions in a way that mimics natural intelligence.
augmentedreality (AR): digital enhancement of a real-world environment. Think of phone apps which can portray a digital overlay on a video feed, like Snapchat lenses.
virtual reality (VR): digital experience that may be interactive with the real-world environment, or completely simulated.
machine learning: an extension of AI, machine learning describes the result of computer algorithms which modify their performance based on repeated input.
While engineers have been pursuing these new applications for several years, COVID-19 has been a driving factor for businesses to pursue technical options in their daily operations due to limits on travel and physical contact.
[blockquote author=”Robert Szadkowski, VP of Aftermarket Sales, SECO/WARWICK Group” style=”1″]Remote acceptance testing is a highly requested service today. I could say that the financial rationale for such action has always existed, while the epidemiological threat has been the catalyst for change. It is a win-win action.[/blockquote]
According to Aymeric Goldsteinas, project development manager at Ipsen, customers are becoming more willing to implement Ipsen’s Industry 4.0 endeavors, even cloud-based solutions, a willingness that was not present just one decade ago. So how is the heat treat market responding?
Current Applications
We asked suppliers how they implemented Industry 4.0. What follows is how they responded.
Ipsen | PdMetrics
PdMetrics Dashboard Source: Ipsen USA
Ipsen launched a software system in 2016. The company continues to develop and improve its predictive maintenance capabilities to service many of their current customers.
Part of the system’s customer appeal, said Aymeric Goldsteinas, product development manager at Ipsen, is that it can “minimize high-cost events and maximize furnace up-time.”
This is done by using sensor technology and gathering data in their PdMetrics database, which then anticipates future furnace problems. This reduces unplanned downtime and could help heat treaters avoid scrapping loads of high-value parts.
From a consumer perspective, this IoT technology solution leads to improved part quality and part performance.
How it works: PdMetrics assigns a variety of sensors to each system in the heat treat process. For example, a quench system sensor checks vibrations, cooling motor temperature, and water temperature.
Source: Ipsen Harold Click the image to read 5 case studies on PdMetrics.
On Ipsen’s client digital dashboard via PdMetrics, Goldsteinas showed the heat treating systems depicted with a green-yellow-red gauge to portray the working condition of that system. Green indicates that the system is well-maintained, yellow indicates a system needs to be maintained soon, and red means that maintenance is needed immediately. This easy-to-use display is also an example of how Industry 4.0 technologies create user-friendly experiences and cut out excess human input.
This product was used by an aerospace manufacturer to update their systems, integrating this software with their heat treatment process. The results were noticeably increased efficiency of parts and less unplanned downtime. The company was able to schedule maintenance at off-peak hours and plan for future needs by using the platform’s ability to identify maintenance trends, deteriorating conditions, and more.
Check out the post to the side to see how a heat treater was able to save thousands to tens of thousands of dollars with PdMetrics system.
While this company has set the pace with their early adoption of IoT in the heat treat industry, it is worth noting that other companies also offer similar products.
In 2013, Eurotherm began their transition to IoT technologies.
“One of our first true cloud-based solutions focused on improving the efficiency of the calibration process,” said Peter Sherwin, global business development heat treatment executive of Eurotherm. He continued, “This system connects third-party calibration providers with their end-customers and provides an enterprise-wide web view of the calibration status (via dashboards) and access to reports. The smart-tablet app provides an easy-to-follow workflow for conducting a compliant calibration and produces an instant report along with the associated QR-code label.”
Referring to their web-based systems and use of cloud platforms, Sherwin said, “along with our parent, Schneider-Electric, we have developed a range of edge-computing solutions to allow simple transfer of data from the plant-floor to cloud-based advisors and visualization software.”
Sherwin says that their systems are being used globally. “Our enterprise calibration platform,” he shared, “is being utilized by several partner companies as well as in Schneider Electric GSC (Global Supply Chain) Manufacturing plants worldwide.”
Sherwin also noted a variety of IoT applications that Eurotherm provides:
A cloud-hosted digital services platform, EcoStruxure™ Manufacturing Compliance Advisor uses asset compliance to “reduce testing costs, increase productivity and be audit-ready with a robust scheduling and testing process.”
A system called EcoStruxure™ Machine Advisor “allows OEMs to track, monitor and fix equipment remotely.” Additionally, operators can predict and execute maintenance schedules, which improves machine availability.
On a mobile device, EcoStruxure™ Augmented Advisor combines “contextual and local information… creating a fusion of the physical, real-life environment with virtual objects.”
Case in point: “An OEM machine manufacturer in the ceramics industry helps customers reduce their energy consumption by 30% by leveraging our IoT software,” Sherwin shared.
SECO/WARWICK | Remote Factory Acceptance and Activation Tools
Remote Control Source: SECO/WARWICK
Recently SECO/WARWICK publicized the fact that they successfully conducted several international and remote factory acceptance tests. Two customers from China, one from South Korea, and one from Mexico all participated. Each customer was able to remotely approve the furnace construction and performance work of their new furnaces while the furnaces were still on the shop floor in SECO/WARWICK’s European manufacturing facility. No customer engineers were involved on-site at the factory.
Recordings from individual cameras, sensors and viewfinders were downloaded to secure servers and made available to customers. The tests were successful, and the adopted procedures guarantee the reliability and completeness of the data, according the company report.
The company has been using these technologies for “internal device supervision for at least ten years,” according to Robert Szadkowski, VP of Aftermarket Sales at SECO/WARWICK. “In our work,” he continued, “we use remote supervision tools and applications, we report overall equipment efficiency (OEE) indicators, and we conduct optimization processes in terms of batch queuing or energy factor consumption.”
Szadkowski at SECO/WARWICK remarked that for most systems, distance furnace commission is very likely. He explained, “It starts at the stage of making arrangements regarding the expected technical and technological parameters, continues throughout the production and commissioning period, and then during the warranty and post-warranty period. The participation of the customer, the end user of the furnace, in the acceptance tests is required, as is training of the operating personnel […]. There are exceptions to this when dealing with high-risk systems, but for many systems this would be perfectly acceptable.”
Still, Szadkowski noted that “this will be primarily a challenge to our ideas and internal acceptance, rather than to technical limitations.”
C3 Data | End-User System Compliance
Finally, the C3 Data application for furnace compliance is an example of an interrelated, stream-lined, digital solution that provides customers with clear, “real-time” data.
Digitizing data ahead of time integrates testing processes. The system scheduler allows compliance tests to be planned ahead of time. Digitizing the calibration data allows for technicians to scan QR codes attached to test instruments and test sensors to access that data as they test for compliance.
When compliance is tested, the results are immediate for the technician and the quality assurance manager (QAM). The technician uses a portable device to complete these tests, scanning the test instrument and the test sensor, and then inputting the stabilized temperatures from the test instrument and the furnace instrument. In twelve seconds, a technician can complete a system accuracy test (SAT); watch the video above to see the SAT Additionally, the system automatically populates paperless reports to be signed and sent to the QAM. This allows the quality assurance manager to check the reports in real time.
Similar to earlier products, a digital dashboard depicts furnace compliance data. The graphic visualizations allow users to quickly evaluate which furnaces are in compliance, and, if not, why.
Problems // Solutions
Businesses have experienced a few problems with integrating the technology. But there are solutions.
Aymeric Goldensteinas Product Development Manager Ipsen Source: padtronics.com
The first problem is data storage. Like all storage, data storage is finite, and therefore costly. The use of interrelated systems that require high volumes of data to flow between sensors and central systems necessitates investment on the front end for storing data. Additionally, having limited bandwidth to keep digital communication lines open can cause blackouts and connectivity issues. But after acquiring storage, there are practices to use that storage as efficiently as possible.
A solution that Ipsen implements to alleviate this active/working storage stress is “the frequency rule.” This rule establishes a rate of data movement to allow data to move across system memory.
A second issue is privacy/security. It is necessary that the heat treater’s product or process data is properly secured, and while the supplier has certain responsibilities to mitigate this issue, heat treaters should be aware of ways to safeguard their intellectual property. One option, which Ipsen suggests, would be to purchase a unique VPN to ensure better data security. Some companies, including Ipsen, use a stand-alone system that works independent of the PLC, which ensures proprietary data is kept private while following secure industry software standards.
A third issue is user acceptance or, simply put, how comfortable you are with 4.0 technologies. If a heat treater is not comfortable with the technology itself, then Industry 4.0-related tech can be more difficult to implement. On the flip side, suppliers — regarding all processes — must be ready and able to meet the customer’s demands for new products, as Dan Herring, The Heat Treat Doctor®, has indicated. (Ref. 5) An example of digital demands is the AMS2750F requirement that paper chart recorders be replaced with digital data acquisition systems by June 29, 2022.
User acceptance relates to the final problem: relationship with the supplier. While not a bad thing in and of itself, if your relationship with your supplier is not good, then it will be a challenge to develop an effective Industry 4.0 solution process. Be sure you develop an open, communicative relationship with your supplier so that they can offer you unique solutions for your plant’s operation.
The Future of Heat Treat
Here are some interesting applications that people in the industry are looking to with the progression of Industry 4.0:
1. Increased Servitization
Robert Szadkowski Director, Vice President of the Aftermarket Sales Segment SECO/WARWICK Source: Robert Szadkowski
Szadkowski at SECO/WARWICK emphasized that these rapid changes to heat treat systems makes it likely that the servitization — the selling of services rather than products — of the heat treat industry is likely to develop in the near future.
“I am strongly convinced,” Szadkowski wrote, “that sooner or later the servitization will cover the heat treatment industry. When looking at the potential benefits, it’s basically inevitable. The customer, user of the furnace, will be able to focus on their core business instead of worrying about the operation of the furnaces. The manufacturer of the device will be keenly interested in ensuring that its furnace works flawlessly (so that the availability is as high as possible) and brings business benefits to the user. What’s more, with a correctly prepared PaaS (Product as a Service) contract, the OEM will also be interested in improving the operating parameters of such a device after delivery.”
He continues that “Such solutions have existed in the industry for years, e.g. the Rolls-Royce model of selling aircraft engines known as Power-by-the-Hour. The benefits are on both sides; both parties can focus on what they are best at and what is their core business, reducing costs and increasing efficiency. Both parties are interested in long-term cooperation, not a one-off transaction. In light of global problems with access to service engineers, including maintenance staff, the shift of responsibility for the operation of devices from the user to the manufacturer is a natural direction of change.”
There are a few hypotheses revolving around the use of AR service glasses. SECO/LENS augmented reality is currently being explored. This would help in providing remote field service support to the heat treater.
Ipsen’s Goldsteinas has also noted several benefits. He explains the application working by connecting a customer or field service engineer who is at the site with an expert from Ipsen or another service provider. This remote assistance wherein an informant is able to see a problem and give first-hand direction is a common example used to describe the benefits of AR. This application could, for example, decrease the down-time if a furnace were to unexpectedly fail.
Additionally, Goldsteinas envisions training sessions that are conducted in mixed reality. Using virtual reality with an oculus — a type of goggle that digitally enhance or recreate a digitally interactive, environment — companies could reduce training time by recreating experiences, like meetings or practical training sessions, that could be collaborative or solitary. Mixed reality devices like the HoloLens may also be integrated for similar purposes. (Watch video to the right to see examples of Microsoft’s HoloLens and other enhanced reality examples.)
The future could also involve virtual collaboration in the form of an augmented reality meeting room to allow employees from across different Ipsen facilities to discuss and interact with the same content in real-time
3. Efficient Cloud Capabilities
Peter Sherwin personally foresees that attention to the Cloud’s abilities and security will be leveraged in new ways: “An example of this is looking at some of the cost-effective modern-day instrument SCADA [supervisory control and data acquisition] offerings that can provide an on-premise hub for certain applications while managing security policies for linking to cloud based IoT offers.”
4. Increased Systemwide Application
Specifically looking at IoT technologies, Sherwin shared, “I think an expanded view of IoT that encompasses automation across the enterprise (termed as Intelligent Automation or Hyperautomation) is more useful if you really want to achieve significant returns on investment [of IoT technologies]. IoT solutions can improve speed and reduce costs across sales, operations, maintenance, quality, service and administration.”
Advice: To Use or Not To Use
Dan Herring The Heat Treat Doctor®
Dan Herring, The Heat Treat Doctor®, has written about Industry 4.0 and how thinking about seven considerations in any continuation of or change to one’s heat treating process is essential. Ask yourself:
Do I understand what I want to accomplish metallurgically?
Can I predict the outcome of the heat treatment operation?
Can I build repeatability into the process?
Am I using state of the art heat treating equipment?
Am I aware of changes to manufacturing operations?
Am I compromising on quality?
Do I know the costs?
At the end of the day, noted The Heat Treat Doctor®, heat treaters need to know that what they are doing is being done the right way, the first time with the best procedures and processes for their particular operation.
Reflections on The Heat Treat Doctor®
Peter Sherwin of Eurotherm commented on the seven-part advice of The Heat Treat Doctor®, noting, “I think it is very appropriate to look at the value of IoT through the seven considerations that [he] outlines. Building these solutions requires heat treat know-how and an understanding of the data to be captured in order to provide valuable solutions. Value is unlocked in the following categories:
“Right first-time quality improvements. A good heat treater will have quality costs <1% of turnover. The MTI suggests that the cost of quality (all activities) can hit $750k for a decent-size heat treat operation. The knock-on [effects] of poor quality impacts customer satisfaction through delayed deliveries and costs in rework/rejects.”
“Maintenance. These costs can fluctuate – but lets assume a well run plant with fairly modern equipment has costs around 5% of turnover. Significant purchase/cost savings can be made via remote support as well as an understanding of remaining useful life of key components (and avoiding panic purchases).”
“Energy. Again this can fluctuate, but let’s say 10% of turnover. Modern efficient solutions (gas or electric) can significantly reduce the cost of energy and this can be further optimized via IoT solutions.”
“Labor Costs. Say an average of 20% of turnover. Some of the modern XR offers (Extended reality – covers AR, MR, VR etc.) can definitely speed up training, help retention of knowledge, and reduce the time and costs in troubleshooting as well as aiding remote support.”
“It won’t be too long before IoT offers enhanced decision support to heat treaters to aid making profitable decisions,” Sherwin concludes.
Concluding Thoughts
Peter Sherwin Global Business Development Heat Treatment Executive Eurotherm
Whether we like it or not, Industry 4.0 related digital integration is becoming essential rather than simply a better option. Again, the recently published AMS2750F revision highlights this shift for heat treaters.
[blockquote author=”Peter Sherwin, global business development heat treatment of Eurotherm” style=”1″]I think it is important that we use IoT where it can truly bring value and don’t view it as a silver-bullet for everything.[/blockquote]
That does not mean you need to scramble to jump on the bandwagon, but strategically assess your position, your operations, and your options to identify what option is best. Look to other examples in the industry and heat treating tech insiders to inform these new, powerful realities.
Read/Watch More:
Pascal Bornet, Ian Barkin, Jochen Wirtz, Intelligent Automation. Suggested by Peter Sherwin at Eurotherm.
Lindsay Glider, “Rockwell Automation’s 4-Step Guide to Starting Your Digital Transformation Journey,” com (13 October 2020). https://tinyurl.com/yynfoufs.
AMS2750F, a rewrite of the specification that covers pyrometric requirements for equipment used for the thermal processing of metallic materials, was released at the end of June. For this Technical Tuesday feature, Heat Treat Today asked a few experts in the aerospace industry to share their insights of this much anticipated revision that helps to better clarify issues with the previous revision. Specifically, Heat Treat Today wanted to know what they perceived to be the top 2-3 most important changes in revision F; what companies should do to prepare for these changes; and additional thoughts about the revision as it relates to aerospace heat treating.
Andrew Bassett was on the subteam for AMS2750F as well as the previous revision AMS2750E and has been a member of AMEC and SAE Committee B since 2006. He shares some “inside baseball” background about this four year process, “The AMS2750F subteam utilized the Nadcap Pyrometry Reference Guide, the Nadcap Heat Treat Audit Advisories that pertained to Pyrometry, and the collective experience from the sub-team which dealt with the previous revision issues and problems. The AMS2750F sub-team had a broad range of backgrounds, with representatives from Boeing, Safran, Arconic, GeoCorp Inc, Nadcap-PRI, and Aerospace Testing & Pyrometry.”
What do you believe to be important changes in revision F?
Jason Schulze, Director of Technical Services; Special Process – Metallurgy, Conrad Kacsik Instrument Systems, Inc.
Jason Schulze comments on offsets saying, “Offsets have often been a confusing subject throughout the years. How they are applied, removed and documented has caused confusion and has been a source of Nadcap findings. With the changes to the offsets section of AMS2750 in the new revision, these issues will be greatly reduced. Offsets have now been split into two categories; correction offsets and modification offsets. It will be important for suppliers to understand and implement the new requirements as well as use the same verbiage as this will hopefully alleviate further confusion.”
Andrew Bassett, President, Aerospace Testing and Pyrometry
Andrew agrees this is an important change regarding the offsets and further clarifies, “A “Modification Offset” is when an instrument is purposely, either through electronic means or manual means, shifts the accuracy away from the nominal temperature. This is typically done to “center a temperature uniformity” that may be skewed in one direction or another. The modification offset, when used properly, will shift the temperature uniformity more towards the set point of the thermal processing equipment. A “Correction Offset” is used to bring the instrument back to the nominal temperature. As always, a well defined procedure will be required on how the “Correction Offset” and “Modification Offset” will be introduced into your system.”
“One of the biggest changes that caused a lot of controversy was the restricted re-use of expendable test thermocouples,” Andrew notes. “The AMS2750F subteam provided studies and data that showed that there was considerable drift of certain types of base metals thermocouples, especially when it came to Type “K” thermocouples. The previous revision of AMS-2750 already had restrictions on these types, but after providing data of the drift of these thermocouples, the team felt further restrictions were required for Expendable Base Metal SAT & TUS Sensors. Section 3.1.7.3 describes the limitations of these type thermocouples. Types “M”, “T”, “K” & “E” shall be limited to 3 months or five uses, whichever occurs first between 500F and 1200F (260C and 650C) and is limited to single use above 1200F (650C). Types “J” and “N” shall be limited to 3 months or ten uses, whichever occurs first between 500F and 1200F (260C and 650C) and is limited to single use above 1200F (650C).”
Peter Sherwin, Global Business Development Manager for Heat Treat, Eurotherm by Schneider Electric
Peter Sherwin comments on instrumentation, “From an instrument perspective our no.1 focus is the instrument accuracy specification. This has not changed for Field Test or Control and Recording Instruments (now in Table 7), however the impact of the decimal place for digital recorders could cause some issues for less precise instrumentation. In 3.2.3.1 All control, recording and overtemp instruments shall be digital 2 years after release of AMS2750F – this was not a surprise, and today’s overall cost (paper, pens, storage etc.) of paper chart recorders cannot match their digital counterparts. Digital time synchronization (3.2.3.19) is also sensible to ensure you have an accurate time record across a number of Furnaces/Ovens and charts – we are used to this for other regulations (e.g. FDA 21 CFR Part 11) and offer a SNTP/Time Synchronization feature in our Recorders.”
Jim Oakes, President, Super Systems, Inc.
Jim Oakes shared his pleasure with section 3.2.3.12, “I was happy to see the document address integrated recording/controlling data. It states in section 3.2.3.12when the control and recording system is integrated such that the digitally displayed control value and digitally recorded value are generated from the same measurement circuit and cannot be different, it is only necessary to document a single displayed/recorded value for the control reading. This is happening through direct communications, so what you see on the controller is what you are recording electronically. This saves a step and eliminates the need for additional documentation.”
Doug Shuler, Lead Auditor, Owner, Pyro Consulting LLC
Doug Shuler cites the auditor advising piece, “The top of the list has to be the overall progress we made by incorporating auditor advisories and pyrometry reference guide FQS into the body of the specification so users don’t have to ask themselves “What did I miss.”
How should companies prepare for these changes?
Jason Schulze’s advice to companies focuses on training, “Companies should receive concise training regarding the revisions within AMS2750F, including administrative and technical. As with any training, continuous courses may be necessary to ensure comprehension. I recommend performing a characteristic accountability for each and every requirement stated within AMS2750F.”
Peter Sherwin encourages companies to ready instrumentation for the standards, “Recent feedback from the MTI indicated that 3rd party audits to the new standard would probably start next year. However, if you are in the market for a new instrument then it only makes sense to ensure this meets the requirements of the updated standard.”
Doug Shuler sees the benefit of analysis, “Users should prepare by performing an internal or perhaps an external gap analysis to establish where their pyrometry system is today, and what has to be changed going forward. Users don’t have to wait until AMS2750F and AC7102/8 Rev A are released and in effect before making changes. The key is that if a user has an audit before the revised Nadcap Checklist AC7102/8 Rev A becomes the law of the land, they will have to declare compliance to AMS2750E or AMS2750F in full and will be held to that revision’s requirements. Once AC7102/8 Rev A takes effect (best guess after January 1, 2021) all audits will be done to AMS2750F.”
Andrew Bassett recommends, “First and foremost, get a copy of AMS2750F and start the review process. Since the document was a complete re-write, there is no change summary or change bars to point the supplier in the direction of what has changed. Spend time creating a matrix of the previous requirements (AMS2750E) and comparing to the new requirements (AMS2750F). I would suggest breaking this matrix down into four main sections: Thermocouples, Calibrations, System Accuracy Testing, and Temperature Uniformity Surveys. This will allow suppliers to work on each section without getting overwhelmed by the entirety of the specification. Currently at the time of writing this, there is no formal implementation requirement for AMS2750F. Typically this will either be dictated by the suppliers’ customers, or in the case of Nadcap, they will issue a “Supplier Advisory” as to when their expectation for implementation will be.”
Final Thoughts
Planning for the future will serve companies well for the long term encourages Doug Shuler, “With a number of significant changes, nearing a complete rewrite, now is a good time to take a look at your internal procedures that may have become fragmented over the years and streamline them to the new revision. Auditing for Nadcap for over 10 years has shown me one thing for sure. Those companies that have a thermocouple procedure, a calibration procedure, a SAT procedure, an alternate SAT procedure, a TUS procedure, and maybe even multiple TUS procedures for different kinds of furnaces (Air, Vacuum, Atmosphere, etc.) usually have a more difficult time with audits because the SAT procedure also addresses thermocouples, but doesn’t address correction factors because that’s in the instrument calibration procedure… See where this is going? Consider writing one pyrometry procedure with sections in it just like the specification. Then, the SAT section can refer to the thermocouple section for test thermocouples and to the instrument section for test instruments, etc. It’s like re-writing AMS2750, but customized for your facility, your equipment, and your practices. In the end, remember that the pyrometry portion of your Nadcap audit follows my P.I.E. acronym. Procedures that Include all requirements and Evidence to show compliance.”
Paying close attention to the right data solution will alleviate potential headaches when dealing with both the new AMS2750F revision and the CQI9 (V.4 update) says Peter Sherwin, “Many commercial heat treaters will also have to cope with the update to CQI9 Version 4 at the same time! According to the MTI, your ‘end’ customers may request you perform your self-audit to the new standard from this point forward. There is a bit more time allocated to move to digital (3 years), but my advice would be to take advantage of digital solutions sooner rather than later. The right data solution should save you money over time compared to the paper alternative.”
Finally, amidst all the new changes AMS 2750F has offered, Jim Oakes assures, “…the pyrometric requirements that most of us are used to will still be very familiar as this document becomes the new standard.”
Welcome to Heat Treat Today'sThis Week in Heat TreatSocial Media.As you know, there is so much content available on the web that it's next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Todayis here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you've just got to see and read!
"Quality aerospace bolts are more rigorously tested, more carefully manufactured, and more carefully studied than almost any other component on an aircraft. The reason?" Read more here, and check out the video to see high-impact landing that is required of fighter jets. See 5:10-8:06 for a forced landing on a stool when the pilot's nose gear failed.
2. Hot Heat Treat Technologies
Walk through this CGI Animation of Vacuum Brazing process to see the breakdown of the heat treating process without getting burnt.
3. Advancing Technologies
Check out TWO uses of cutting edge digital systems when applied to heat treat, and industry related processes. See below for the videos.
Digital Transformation of Thermal Processes
.
Tracking All Processes with Digital
SMS Digital: BIG RIVER STEEL - THE FIRST LEARNING STEEL PLANT
4. The Podcast and Reading Corner
Ever wanted to have access to resources for on the job training? Read or listen to the sources below to learn a new technique, tip, or other aspect of the industry.
.
A NEW Metal? Check out what carburizing and hardening can do.
"...carburized A-21 exhibited superior corrosion resistance in salt fog testing versus the other stainless steels. It also maintained good core mechanical properties of..."
.
The "How" Behind Nitrex's Rebranding
.
Finding a Balance: Read Ipsen's Blog, The Herald, on additive manufacturing and the thermal processing industry.
[blocktext align="center"]"Additive manufacturing is a disruptive technology with the potential to lower cost, increase speed and create parts once thought to be too complex and intricate to manufacture by conventional methods."[/blocktext]
"Balancing the Speed and Technology of Additive Manufacturing with the Mature and Methodical Thermal Processing Industry" (photo source: IpsenHarold.com)
5. Metal Music
Finally, here is some not-so-heavy metal music to start your weekend. Big thanks to Rosanne Brunello of Mountain Rep for the find! Have a great weekend, folks.
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
Audio: Cutting Edge Trends in Data: Peter Sherwin, Eurotherm by Schneider Electric
In this conversation, Heat Treat Radio host, Doug Glenn, discusses future trends in data with Peter Sherwin of Eurotherm by Schneider Electric. Learn more about coming trends in data collection, including bringing current technology to the heat treat world and cybersecurity.
Click the play button below to listen.
Transcript: Cutting Edge Trends in Data: Peter Sherwin, Eurotherm by Schneider Electric
The following transcript has been edited for your reading enjoyment.
DG (Doug Glenn): Data topics are not new to Heat Treat Radio. We’ve had multiple podcasts where we’ve talked specifically about data collection, data use, and data reporting. Jim Oakes, for example, from Super Systems Inc., spoke to us back in January of 2019 about heat treating data. Nathan Smith from C3 Data also spoke to Heat Treat Radio in September of 2018 about data and, more recently, George Smith and Daniel Graham from SBS Corporation spoke to Heat Treat Radio about heat treat data. There were several other interviews that we did that hit on data even though it wasn’t the main topic of the interview. You can access all of these previous episodes of Heat Treat Radio by Googling or Binging Heat TreatRadio, or by entering www.heattreattoday.com/radio into your browser. Today, however, we’re going to discuss future trends in data. Let’s jump into the interview with Peter Sherwin.
We are here today with Peter Sherwin from Eurotherm by Schneider Electric. Peter and I have known each other for a number of years, and he is one of my go-to guys for the latest in technology and advancements and trends in the heat treat industry, especially when it comes to data or process control, power control, temperature control and that type of thing. We want to talk about trends. Since we’re at the beginning of 2020, I thought we would spend some time with Peter talking about some trends and things of that sort. We have a couple of preliminaries to get out of the way though. First off, you are with Eurotherm by Schneider Electric. If you don’t mind, elevator pitch about Eurotherm and Schneider Electric and let us know what they do. Then I would like for you to brag about yourself for a moment and tell us a little about your background. Let’s start with Eurotherm first.
Global Business Development Manager for Heat Treat, Eurotherm by Schneider Electric
PS (Peter Sherwin): Eurotherm is now, for nearly 5 years, part of Schneider Electric whose overarching theme is energy and automation solutions. As far as Eurotherm, we specialize in precision temperature power and process control as well as data management solutions, particularly impacting things like operational efficiency of the heat treat plant and reducing the cost of complying to regulations. That’s really what we aim for.
From a personal view and background, to have an open conversation, these are my views. They may or may not be backed up by the views of Eurotherm and Schneider Electric, but it just gives me a bit of freedom to talk openly.
I’ve been with the industry for the past 30 years. I started in a captive heat treater called Reynold Chain in the UK and through my career have worked for different captive as well as commercial heat treaters and even a furnace OEM. But for just over 11 years, I’ve been working for Eurotherm. We are a supplier to the heat treat industry, and heat treatment is one of our key verticals and actually our largest vertical business within Eurotherm. Currently, I run that vertical globally, so I am very fortunate to have the opportunity to see heat treatment from different aspects across different cultures and regions.
DG: You are global. We should, in fact, say that your title is a global business development manager for heat treat. So you are ‘knee deep’ if not ‘waist deep’ in heat treat pretty much around the clock.
PS: I am. That’s my vertical. That’s my background. I grew up as a trained metallurgist and have taken that forward in my career. I still practice that now and again, so it’s very useful to have that background.
DG: You are global, in the true sense of the word, because before we turned on the record button, you were telling me about your upcoming trips to India, Thailand and wherever, so you’re out and about and do see a lot of things. For our listeners edification, your perspective, because you’re not just looking at the North American market, you can speak to some global trends and things of that sort which will certainly be impactful.
So, you and I ran into each other last at the ASM heat treat show in Detroit in October of 2019, just a few months ago, and you were gracious enough to have myself and a couple of our Heat Treat Today staff people over to talk about some of the latest things Eurotherm is doing. I would like to start by asking you about those things. Talk about some of that stuff that’s going on and then we can dig deeper into some of the trends as we go forward. Tell us about what Eurotherm is, in fact, doing with some of the data acquisition and whatnot.
For more Heat TreatRadio, click image above
PS: It’s really expanding from the base of having devices that can capture data, whether its a PID controller or a data recorder, and then being able to do more with that information to really have an impact on operational efficiency. I think we demoed a few different platforms to you. We have to look more at cyber security these days with any kind of offer, so that’s kind of wrapped into any of the solutions that we provide today. But we look to predictive maintenance solutions. I think I demonstrated a health app on one of the machine advisor programs. We looked at the way that we can now control and manage energy much better with energy SCADA systems and we even had OEM furnace solutions where you could tie in the expertise of an OEM to the end users to give them online access to certain information so they can actually provide better service. And from a shop floor perspective, I think one of the solutions that caught a bit of buzz at the show was the augmented reality solution where you can use a tablet in front of a furnace, hold it up and through the camera you’re actually getting live information about what’s happening on that furnace. You can actually access documentation directly like electrical diagrams. It just makes the whole process of being able to maintain and operate a furnace much more efficient. So just a few of the solutions that we talked about.
DG: Yes, all very fascinating and very impressive.
Heat Treat Today has done several past podcasts on process controls and trends in data, data acquisition, and things of that sort. We talked with Jim Oakes from Super Systems, we’ve talked with Nathan Wright from C3 Data, and we’ve even talked with two gentlemen from SBS Corporation, George Smith and Daniel Graham, about some of their systems and all of them had a lot of very interesting things to say. But historically, a lot of the data collection that has gone on has been specifically for process validation, but I think almost all of these gentlemen, and I think including yourself, I’d like to get your comment on this, they see a lot of data collection now because of the volume of data we can take going beyond process validation. What are your comments about that?
Photo credit: research.samsung.com
PS: I think it’s quite useful to understand why we collect data for the process and then because of that we can expand it for use in other applications to have an impact on operational efficiency. Just taking the point about validating the process. So heat treatment is part of one of the so-called special processes because it has the ability to impact a part’s physical integrity and induce stresses within a component. And it’s in a class of thermal treatments, chemical treatments, and mechanical treatments that can actually do this. But because you don’t then test after the treatment for those stresses, and because that is more difficult and costly, you have to be very sure about how you process. So that means that you need qualified personnel, approved equipment, defined procedures and also have some verification of those procedures and the process that the parts have gone through. At the core of it, it’s very important that you’ve got very good data integrity for just validating the process. One thing at Eurotherm that we’re quite lucky and fortunate about is that we do work in other industries. One of the other industries is the life science industry and requiring to work for FDA standards means that you have to follow processes such as ALCOA+. Now, that’s not the company, it’s an acronym about how you actually capture and store and attribute the data to make sure that you’ve got that level of integrity throughout the process of data management. It’s something that with certain key clients we go a little bit deeper than the AMS 2750 standard or the CQI9, as far as being able to catch full audit trails to ensure that you’ve got that good data capture. If you’ve got that good data capture, you can then move forward with that to be able to use it for other areas, and that is where we get into operational efficiency and also having an impact on quality. From my perspective, I’ve been with the industry for the last 30 years and I’ve seen this trend. Thirty years ago, it was very much operator heavy. You could be one on one with an operator and a machine and the machines were either manual or semi-automated; they were not full automated like the furnaces that we’ve got today. So there was a lot of training of operators and different skill levels that you needed back in, say, the 90’s. As time has moved on, those processes have become more automated and they have operators running multiple machines. For them to be able to do that, we’ve got to present information in a way where if they’ve only got a few seconds or a few minutes at a furnace, they can really pick up the detail of what’s happening. That’s where we start to get into operational efficiency to effect how we use labor within a heat treatment department.
The other interesting trend as we’ve moved through the decades has been the development of regulations such as AMS 2750 and CQI9. There have been more requirements for tests and task tracking. We’ve actually needed additional QA personnel or resource to counter that requirement and make sure that we comply with those regulations. And that’s also for some technology solutions. I think that’s what Nate was talking about in his podcast about his platform trying to reduce the cost of compliance regulations. And we do the same.
DG: Regarding standards, what do you see coming in the near future for the heat treat market? What’s relevant?
PS: Relevant for the heat treaters today is what’s coming this year with the update of the standards of AMS 2750 that will go to F version, due sometime in the summer, and also CQI9 issue 4. That will come earlier, maybe just after the first quarter. Obviously, we look at these standards. We have a number of people that are on the ballot or have some involvement with the standards, and the feedback is this move from being in a paper environment to paperless. Electronic records is going to be big for both of those standards. They are going to give heat treaters some time to actually move if they do currently still use paper. But ultimately, over the next 2 or 3 years, you’ll see pretty much all heat treaters using electronic records and digital paperless systems because that’s the requirement of the standards.
DG: Maybe jump into a little bit more of the operational efficiencies. Is there anything more that we can say about that? Are there any trends that you’re seeing on how data and data management is going to help us with operational efficiencies?
PS: Quite an interesting trend with a subject called Overall Equipment Effectiveness (OEE). This is a KPI (key performance indicator). I don’t think it’s widespread currently within the heat treatment industry, but I see it in pockets when I travel around the world. OEE is made up of three components, the first being up-time (the the availability of the furnace), second component being the cycle time, so where are you against the design performance that you might have got from the furnace OEM for how fast and well that cycle should run. And the third component is quality-how many parts do you get through right first time without needing to go back through any rework or even get into rejects. So now there is a bit of a push of, ok, so how can we use technology solutions to help companies improve their OEE? It used to be just on the manufacturing floor, but it’s now migrating a bit more to the heat treatment department, so this is something that we’ve looked at what we can do. We’re fortunate to be part of the larger Schneider Electric and we can rely on some of their resources and we’ve been able to tap into platforms that already offer OEE type solutions. So that is something that we’re seeing as a trend and something that we have solutions for, and I think it’s going to be a topic for this year.
DG: You mentioned OEE, up-time, cycle-time, and quality. I assume that built into that also is equipment utilization, right? It’s not just that the equipment is up (as in not broken down), but also in use, correct? Are we minimizing the gap times between loads, assuming it’s a batch system?
PS: Yes. It’s actually quite specific on up-time. It ignores plant maintenance because it kind of says, you have to do that to have a good running department, but it does concentrate on maybe three areas. Furnace breakdowns, so if you have something unexpected that happens. It also looks at waiting times, and that can be split into waiting times from a labor perspective, have you got the resources to actually run the furnace, or are you getting gaps because of that? And it could be fixtures or parts, so what you’re going to load into the furnace, are all of those ready, or are you waiting on those because you’re waiting on your customer or are you waiting on a pre-process? So, yes, it looks at all of those areas and identifies where those gaps are. It shows you where you’re getting trends, maybe a trend from one shift to another, so you can actually look at taking action to resolve that because it’s very valuable, the up-time of a furnace.
DG: Let’s talk about AI, analytics, machine learning and impact on things like preventative maintenance and, to a certain extent, this effects operational efficiency as well because we’re talking up-time on equipment. What are you hearing? What are you seeing?
PS: I capture a lot of this in the bubble of IoT and Industry 4.0 solutions. There are a lot of buzz words out there. There is a lot of hype, I think, over the past few years. Now some of that hype is starting to manifest itself into real solutions, but I think those have really only come out over the past couple of years. So what we do in this space is we have some predictive maintenance solutions that include a health application. Pretty much out of the box, you have data coming into an algorithm and it gives you information about the health of that particular asset. You can track that over time and so it can give you an indication of when you’re starting to get a problem, it may be on a component level on a furnace, or it may be across the entire furnace itself, but it gives you some kind of prediction so you can take action before something fails. If I go back a year or so, you kind of had to build discrete models to make this happen, and the result was as good as the model that you built. I think those have improved and they’re a bit more user friendly. And this is just going to improve over time. So I think predictive maintenance is going to be a topic that we’ll start to see having an effect this year and, as time goes on, the value of that will just increase.
DG: I know there are several different furnace and/or induction equipment companies in the industry that already have preventative, predictive maintenance programs out there. Do you think that’s going to continue to grow? Are we going to see more and more of that?
PS: Yes, without a doubt. And, in fact, one of the packages that we put together allows an OEM to provide those services to their end users. You’ve got different tiers of OEM that some can afford to invest, which is quite a substantial amount in actually providing these types of solutions. Others, not so much. There are platforms now out there that enable all OEMs to kind of jump on the bandwagon of predictive maintenance and be able to offer those remote services.
One of the areas that will come out this year, just to give you a sneak peak of it, is based on the augmented reality aspect. We already have an augmented reality solution. We work with a number of OEMs with that, but the technology has evolved to the extent [that] you can pick up a tablet, hold it up against the furnace, and [it] give[s] you valuable information about the running characteristics of that furnace. You can pick documentation up and electrical drawings, all from that tablet, all live. But what we will be able to do in 2020 is also get a remote view from an OEM actually dialing directly into that tablet and seeing what that person on the shop floor is actually seeing in front of them and being able to give them far better advice and better direction in case they’re trying to sort out an issue, to hopefully resolve that issue in a much faster time as well as cut down the cost of traveling all the time to site.
DG: Your interaction with the furnace manufacturers and/or induction equipment manufacturers, in fact you cooperate with them to help provide these systems to their end users as well.
PS: It is because of this other trend that we’ve seen with the workforce, particularly in North America. You’ve got quite a large set of baby boomers that have been retiring over the past few years and that is coming to an end, and then you’ve got millennials coming in with completely different skills. They are very tech-savvy, so some of these new solutions that we’re offering, they can get on board and get up to speed very quickly, but they lack the experience that the baby boomers have had because some of the guys and girls in the industry have been working for like 30, maybe even 40 years. They’ve amassed all of this experience and certainly that can potentially go out the business. So we’re using some of this technology to take hold of some of that expertise and augment the knowledge that the younger engineers have so that they can get up to speed a lot quicker.
DG: The younger generation are much more comfortable with a smartphone than a furnace, but if you can put some of that knowledge about the furnace on that smartphone, voila, you’ve got yourself a more quickly trained younger generation.
PS: The side effect of that is also having modern technology within a furnace department, you can start to then attract some of these younger engineers. Because if you don’t have that, there are opportunities for them elsewhere in different industries and higher technology. So we’re all competing for a limited labor pool, and updating the technology is going to have an impact on you being able to employ people a lot easier.
DG: We did a Heat Treat Radio interview with the CEO of the Inductotherm Group, a gentleman by the name of Gary Doyan. I asked him this same question. I said, “So is all the hype about Industry 4.0, is it true?” I think that the issue he got to was, just because you can collect the data doesn’t mean you ought to collect the data. That brings me to the question: There is so much data out there; what do we do with it? Just because we can collect it, should we? And what are we going to do with all the data? How do we assimilate it? How do we make sense out of it?
Digital Dashboards (Photo Credit: Eurotherm)
PS: Let me rewind the clock a little bit to when I first started in the industry and you had manual process cards. Not a lot of paper chart recorders around, and those that were around were probably just logging the temperature rather than any other data point. That has really changed. From the 2000s onward, you’ve had paperless charts within the industry, SCADA systems, a lot of information. So you’ve gone from this scarcity of data to data overload. As you’re trying to do more and more with operational efficiency, we’re just getting more and more data points. We’re fortunate, in a way, and I think Jim mentioned this on his call, that with the PLCs, etc., and the other devices we have on the shop floor, we’re collecting that data anyway. So it’s not so much the issue about capturing data, it’s been about we’ve got this massive data, we’ve got this potential overload, we don’t have the time, resources, and even sometimes the expertise to make sense of all of this information, so where do we go from here? I think this is another trend that we’re seeing. It developed in 2019, and it’s going to continue — the use of dashboards. I believe Nate touched on this as well in his interview. If you can collect that information and collate it and put it into a format that is just easy to understand and quick to get a view about what’s happening, what’s happened, what’s the direction, you can make better and quicker decisions. We see dashboards and dashboarding as a trend that’s going to just explode, as far as in the heat treatment department because you need to be able to provide that information in a better way. An example of that is what we discussed about OEE. OEE comes with its own dashboard to give you a quick view about what’s happening across your process. That’s another trend for 2020.
Digital Dashboards (Photo Credit: Eurotherm)
DG: Yes. Actually making sense of the data in bite size, quick pictures. Two more questions. I always have to ask this because I think everybody wants to know about it: cyber security. A lot of these systems that we’re talking about are either cloud-based or they have some vulnerability to outside intrusion. Can you talk a bit about any type of trends you’re seeing in cyber security?
PS: This is interesting. I started looking at all the IIOT and Industry 4.0 stuff back in 2013 and the trend for 2013–2018 was ‘what’s possible?’ What’s possible with the cloud, and with these edge devices, etc.? The last two years, you’ve then moved into ‘what’s practical?’ Because we’ve seen a lot of these cyber security issues, even within our own industry, where you’ve had furnace OEMs and end users get involved with ransomware situations, not necessarily directed at the process control layer, but more targeted to ERP systems, etc., and you could get these potential viruses through USB connections, emails coming in where you click on one of those emails and then you open up this door for hackers to come through. So it has certainly become more of an issue. We were quite early in looking at this from an industrial product point of view, and we looked at starting to harden devices to enable them to withstand cyber security attacks. The latest range of controllers, the EPC3000 range, have a level of cyber security built in. They meet what’s called an Achilles Level One standard. We are also looking, even with our legacy products, to improve their cyber security requirements and try to meet some of the requirements from this international standard IEC62443. That is being built up to try and improve the safety, availability, integrity, and confidentiality of all of the components and systems that you’ve got within your plant. We, as well as Schneider Electric, have followed that, and it’s interesting to see the resource requirements that have gone from pretty much when we’re dealing with products in the past, there was very little talked about or even planned with cyber security, to it now being the number one. This leads everything. We have to have our software development life cycle start with cyber security. So, yes, it’s accelerated and it’s right. If you open up these ports for people to come in, it can work both ways. Obviously, you’re pushing information out, you can spread information across the plant, everyone gets to know what’s going on, but you can then have other people coming in that you don’t want. You’ve got to be a little bit more careful.
Very simple things I would promote to any heat treater today, and that is start looking at manage switchers and firewalls for your operation. We do have white pages on this that actually go through some of the rudimentary things that you should do from a cyber security perspective. I’m happy for people to contact me or maybe we can give you something, Doug, that you can put up on your website so they can just access it.
Editor’s Note: Click on “White Paper” image to be linked to the white paper referred to in this section.
DG: Yes, that would be good to do. We could at least put a link over to your site so people can look at those white papers. I think that would be helpful.
I’ve got a final question for you, and it’s regarding your average every day heat treater, manufacturer of some product, aerospace, automotive or whatever, who has his own in-house heat treat shop. Let’s say they’re not doing a lot right now with IIOT, how would they get started? What would be your suggestion on how to get rolling on using data more effectively, if you will?
PS: There’s got to be a purpose, and that purpose usually is to have an effect on, say, something like operational efficiency. Trying to assess where they are now and where they want to get to and using something like overall equipment effectiveness, it is down to a KPI so you can get a percentage. You’ve got people that are world class that are like 85%, so the average is around 60%, and you’ve got some laggers that are around 40% as far as OEE. So getting that benchmark of where you are, getting an aspiration of where you want to be, and then contact anyone, like an instrument supplier that is touching on the IIOT world, like Eurotherm or others that are out there to help you on that journey. There is a lot of support. There are a lot of offers out there now that have all come up over the last couple of years. So don’t hesitate to reach out. There are people that know about this stuff and that can help, and they do want to sell it to you! Don’t be afraid of picking up the phone or sending an email because people are out there to support you. If the heat treat business as a whole improves, then everyone improves. That should be how people focus on things.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To listen to more Heat Treat Radio episodes, click here.






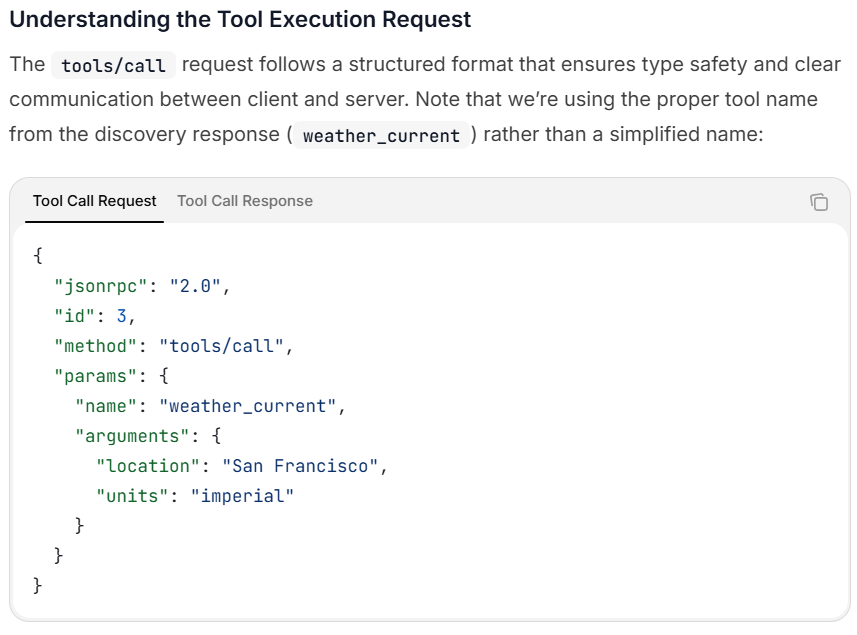
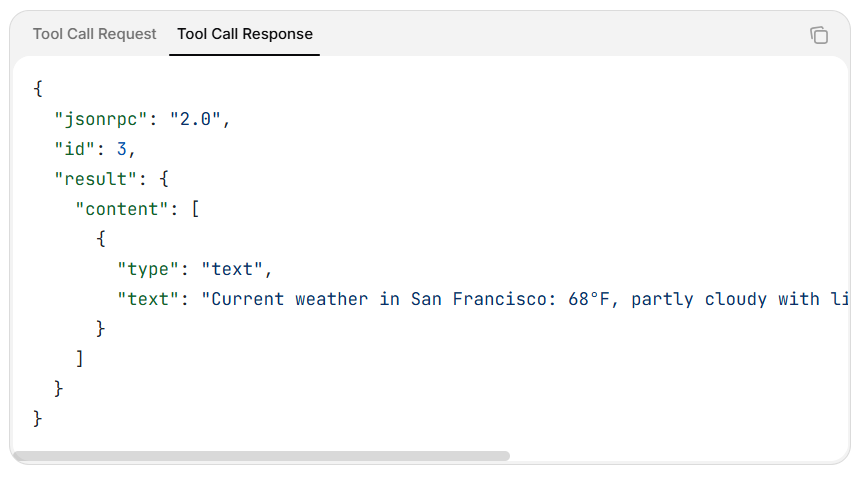
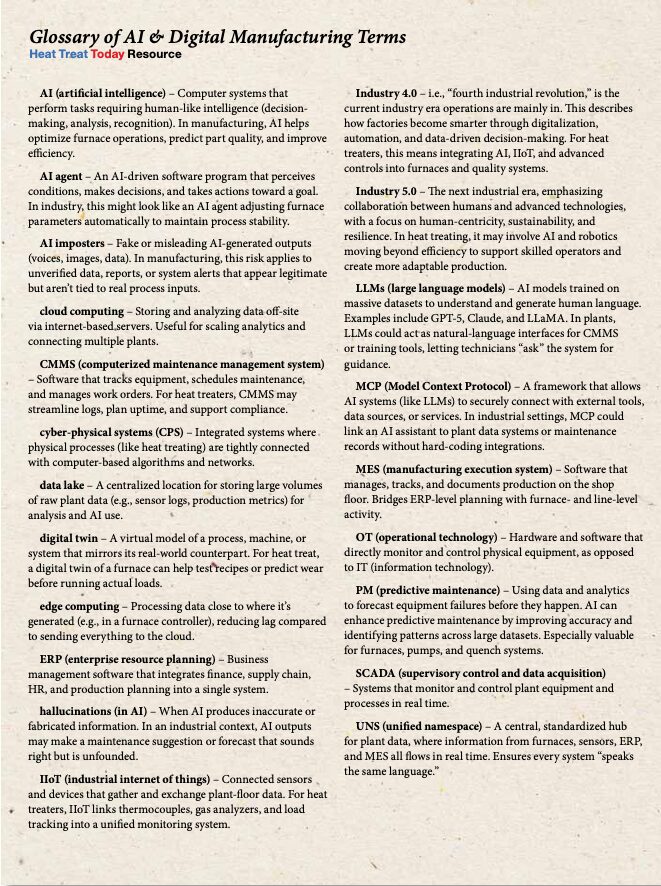

















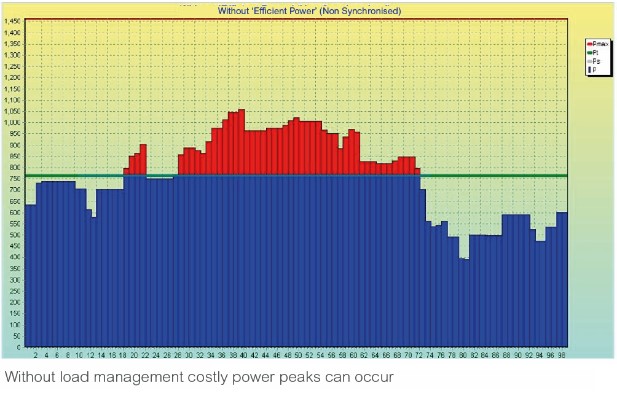



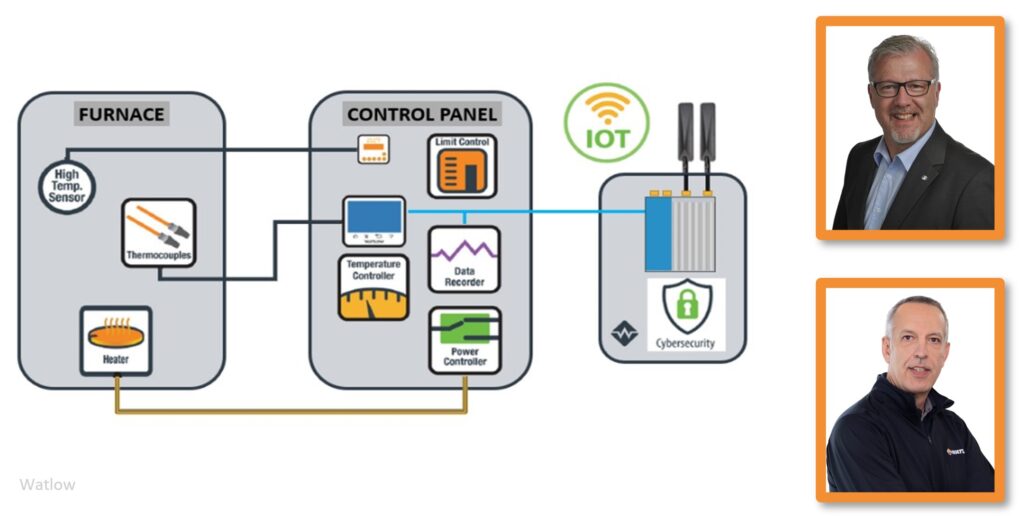

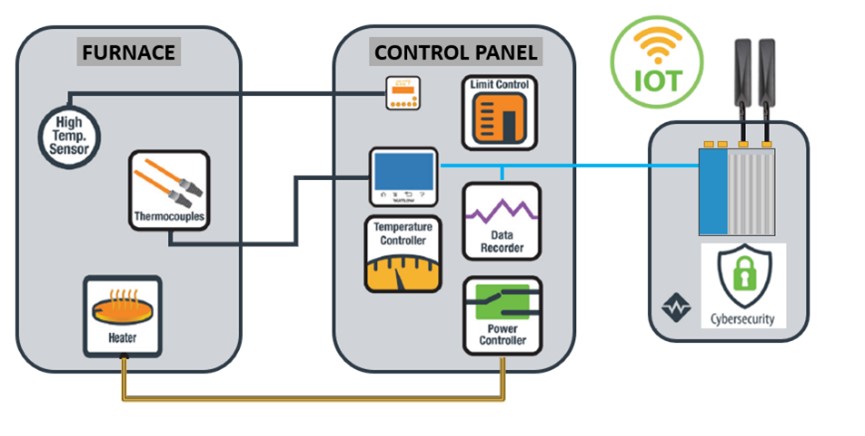

























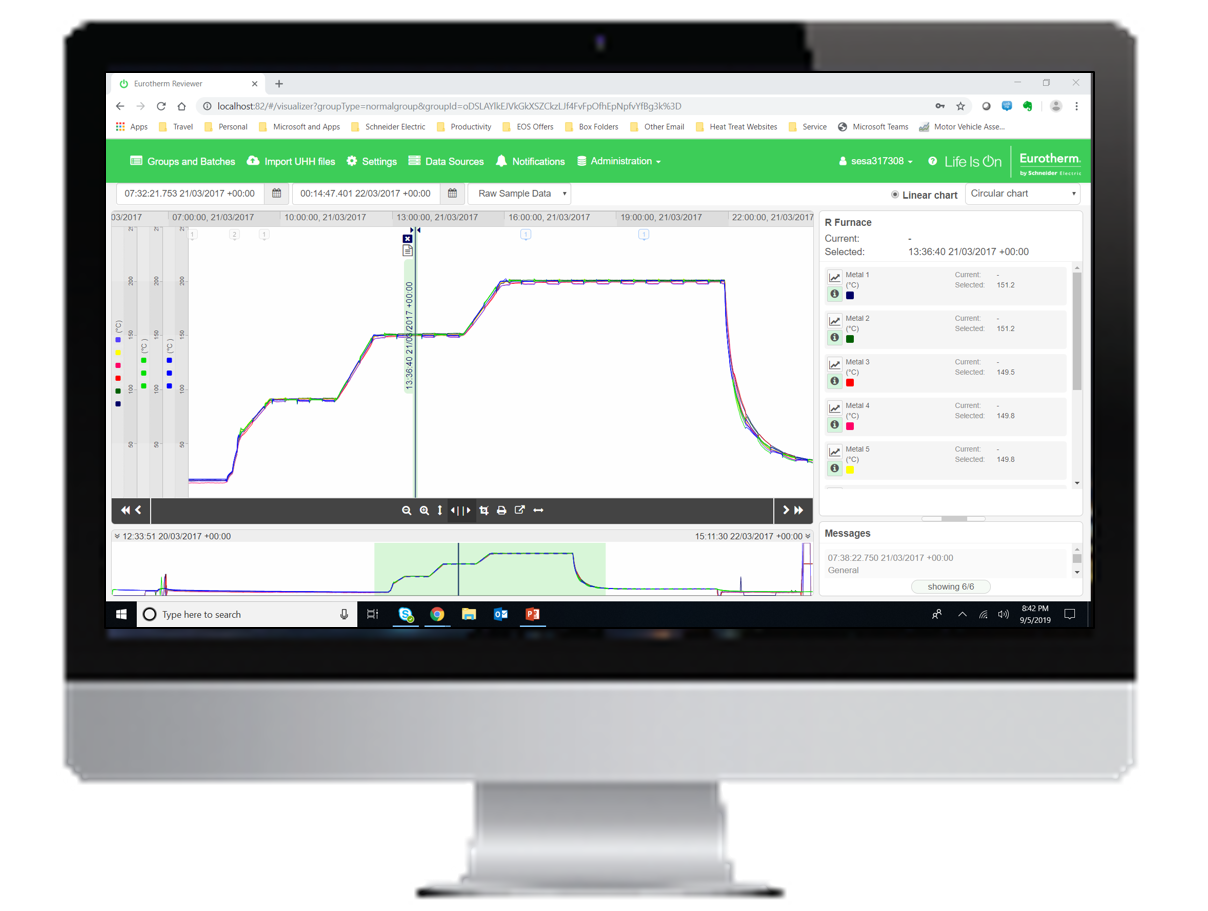
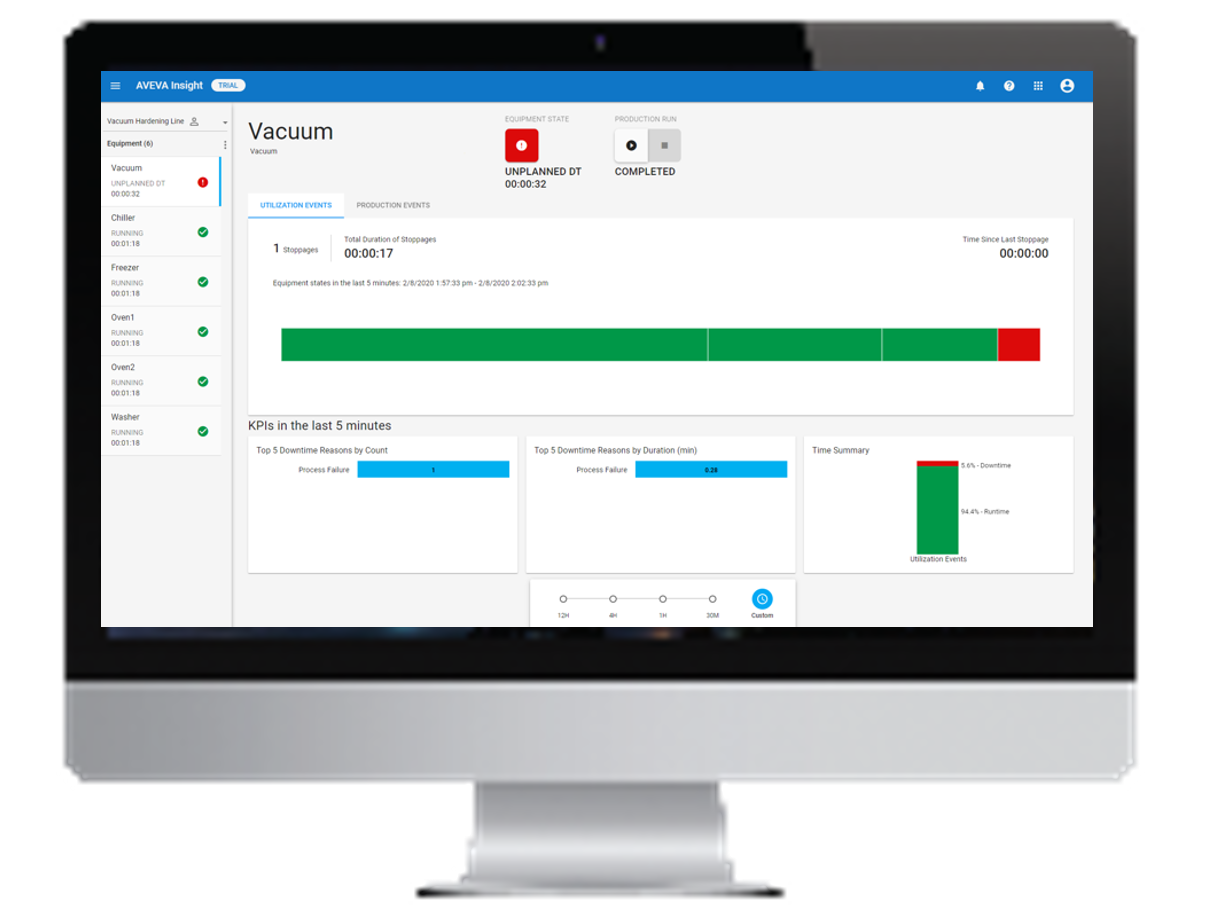


{kind=link}