Heat Treat Todaypublishes twelve print magazines a year and included in each is a letter from the editor. This letter is from the February 2026 Annual Air & Atmosphere Heat Treatingprint edition. In today’s letter,Bethany Leone, managing editor at Heat Treat Today, shares her insights on the restlessness stirred by recent shifts in the heat treat industry — and why sitting with uncertainty, rather than rushing to diagnose it, may be the most intentional form of leadership we can practice right now.
Recently, we have observed the shift in industry brain trust. In fact, if you follow the Heat TreatDaily, there have been a lot of significant acquisitions, announcements of growth, and refocusing of efforts. Yet no singular statement emerges to define what this moment is for the heat treat industry. This constant movement and reorienting is exciting, but what does it mean?
To recap some highlights, a brazing icon retired — Dan Kay, our tribute to him later in this publication (p. 49). Innovator and furnace expert Mark Hemsath joined forces with WINGENS CONSULTANTS as an executive expert. Major industry suppliers continued to consolidate under more international leadership, and we wait to see how priorities at these organizations will be recalibrated.
While all of these changes are decisive moves, there is hardly a definitive direction to describe where the heat treat industry is going. With the world at our fingertips, digital projections and instantaneous AI analysis feed the desire to know what to expect, what to avoid, what to get excited about. Data is the bread and butter of informed decisions, though tempered with discernment. A lack of satisfying answers, however, exposes how easily we can overuse data to create a safety net from uncertainty or seek a quick diagnosis for a discomfort whose true nature may be far more complex.
And so, we find ourselves without clear answers about what these industry shifts ultimately mean. Perhaps some are already making projections, but for me, I’m sitting in a restless state about what we should expect for the rest of the year. Still, restlessness isn’t something to “seek and destroy,” as my immediate inclination often is. Sitting with it can make space for true stewardship.
Stewardship
Stewardship takes the present form. The emphasis is simple: What is in my control now to change, cultivate, care for? Lots of garden terms with this word! This idea of stewardship shows up for me in small ways. The closest I am to gardening is the peace lily who stares at me while my one-year-old takes another swat at her leaves, brown and crinkled from the drafty air. Here’s the thing — stewardship, at least in this season, is not the one-plant garden. It’s knowing to cultivate joy in the one-year-old… and waiting to see if the peace lily survives.
Another key aspect of stewardship is listening. Stewardship happens after the pause that listens to the unsettled state. This attitude allows uncertainty, complexity, and even contradictory messaging. As leaders of wherever life finds us, listening to the noise and waiting through the discomfort of not having an answer is what precedes intentional action.
Waiting for the Meaning
If you have been observing the changes in industry with bated breath, continue the waiting. No need to diagnose. Dedicate yourself this year not to the novel goals of January, but the essential approach of not balking at the restlessness that you may find yourself in. It is enough to tend to what is immediately entrusted to you.
Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 14 news items, including Haynes International Inc.‘s new hydraulic radial forging line to boost production of high-performance nickel- and cobalt-based alloys, the acquisition of JSA/Metalline by Hubbard-Hall Inc. to expand metal finishing service capabilities across the Midwest, Bodycote‘s achievement of independent validation from Bureau Veritas for its carbon footprint calculator tools, and more!
Equipment
1. A major U.S. bearing manufacturer has ordered two advanced SECO/WARWICK USA vacuum heat treat furnaces, reinforcing its commitment to precision manufacturing and capacity growth. The investment supports rising demand across the bearing industry, where consistent metallurgical performance is critical for industrial and aerospace applications.
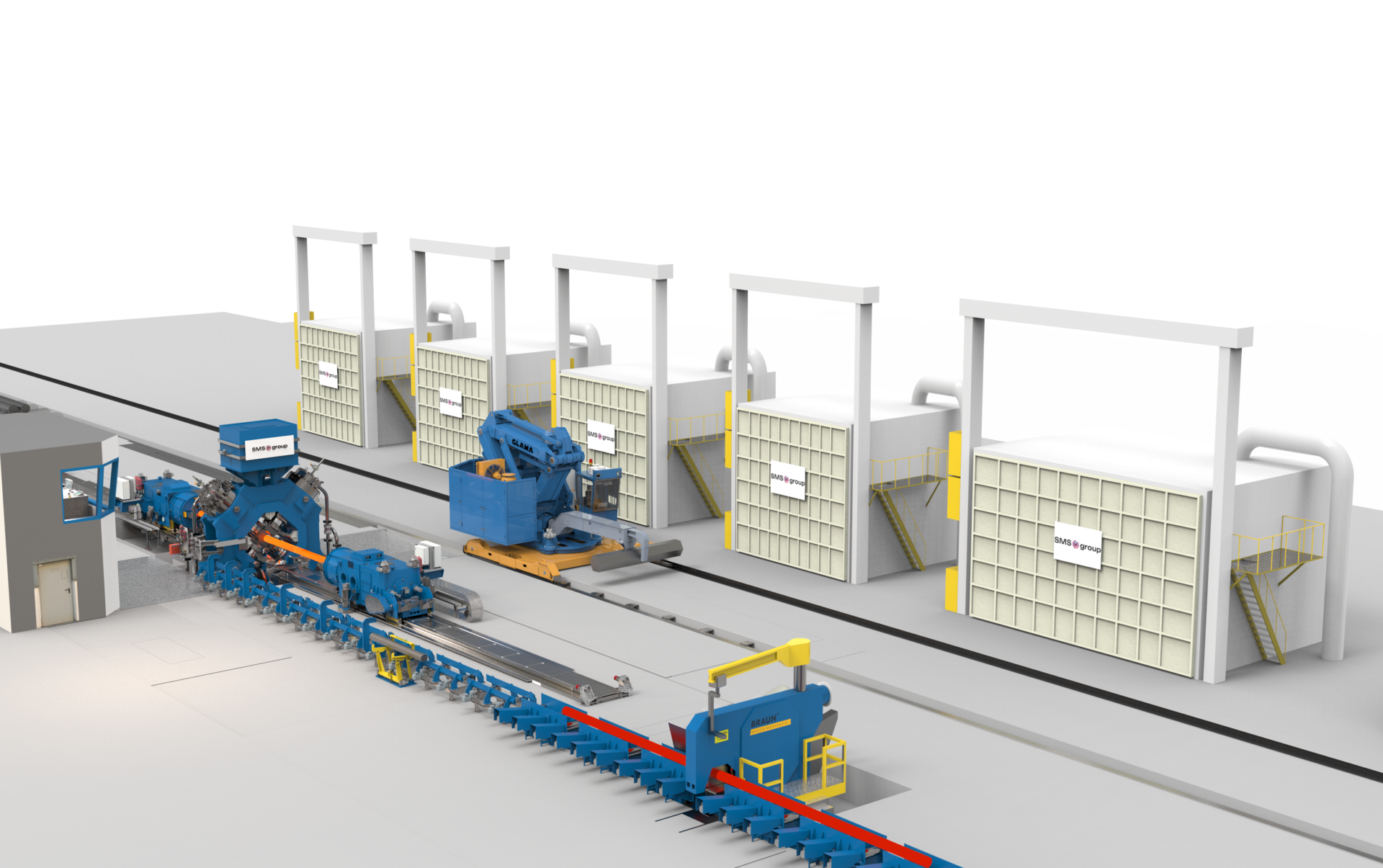
2. Haynes International Inc. has commissioned SMS Group to supply a new hydraulic radial forging line to increase its production of nickel- and cobalt-based alloys, serving markets such as aerospace and chemical processing in the United States. The integrated plant investment, which includes a forging machine, reheating and annealing systems, and automated material handling, is expected to improve production efficiency, metallurgical quality, and responsiveness to global demand while supporting growth in high-performance alloy manufacturing.
3. Hertwich Engineering GmbH has delivered a customized rolling ingot foundry — including an Ecomelt PS120 preheat-shaft melting furnace, holding furnace, and vertical casting machine — to Remi Claeys Aluminium N.V. The new facility, set to begin operations in spring 2026, will enhance process stability and efficiency for processing contaminated aluminium scrap, strengthening competitiveness and sustainability in the aluminium manufacturing sector.
4. Marle Group has purchased and will install an additional vacuum heat treating furnace at its Marle Nowak facility in Pancé, France, expanding in-house capacity for heat treating cobalt-alloy orthopedic implants and surgical instruments. Supplied by SECO/WARWICK, the new furnace responds to the Marle Group’s need for rapid cooling of large loads while supporting efforts to improve production control and delivery times for medical device manufacturing.
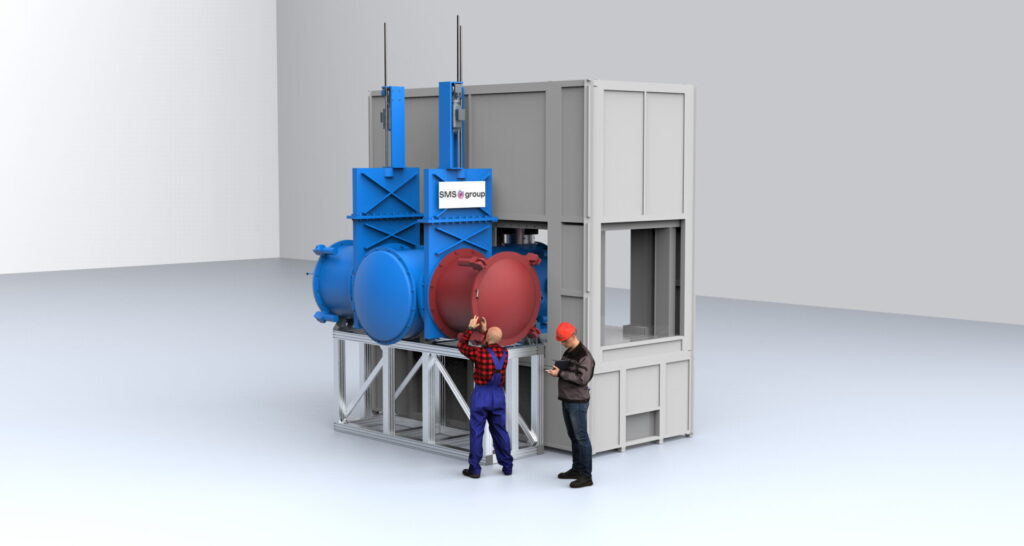
5. SMS group is supplying an isothermal forging module to the Institute of Forming Technology and Machines (IFUM) at Leibniz University Hannover to be integrated into their existing press as part of the EU and Lower Saxony-funded “High-performance materials of the future – oWZu” research project. This advanced vacuum forging system will expand research and development of high performance materials for aerospace, medical technology, and industrial applications, accelerating technology transfer and setting new standards in forming reactive superalloys.
6. Researchers at the Korea Institute of Energy Research (KIER) have developed an electrified heat treatment technology for the annealing stage in galvanized steel strip production that cuts greenhouse gas emissions by over 98% compared with traditional combustion furnaces. The breakthrough replaces fossil fuel burners with electric heating elements while maintaining product quality and productivity, and could significantly reduce equipment costs and support decarbonization in the automotive and appliance steel supply chain. This innovation advances industrial heat treating processes toward carbon-free operation, helping manufacturers meet tightening environmental standards and global decarbonization goals.
7. SECO/WARWICK has been selected by Brazil’s Isoflama to supply a customized horizontal retort furnace for high-temperature tempering and ZeroFlow nitriding at its heat treatment plant. This new furnace will integrate with Isoflama’s production control system and support processing of large, heavy components, enhancing efficiency and precision to continue serving the automotive, aerospace, and machinery industries in South America.
8. Brugola has implemented CODIAC monitoring technology to ensure reliable tracking and analysis of furnace processes on AICHELIN cast link belt furnaces at its facility. This upgrade enhances real-time oversight of thermal processing parameters, supporting consistent quality and operational efficiency.
Vacuum furnaces for precision heat treating of bearing components Visualization of a radial forging line from SMS group, similar to the one at Haynes International’s Kokomo site in IndianaMulti-chamber melting furnace of the Ecomelt PS120 type Vacuum furnace delivering cooling solution
3D visualization of the isothermal forging module integrated in the pressKorea Institute of Energy Research teamIsoflama’s horizontal retort furnace provided by SECO/WARWICK
Company & Personnel
9. Hubbard-Hall Inc. has acquired the assets of JSA/Metalline, bringing JSA’s customer-facing team into Hubbard-Hall’s organization to expand sales coverage, technical support, and response times for manufacturers serving the plating and general metal finishing industries across the Upper Midwest/Midwest. The move strengthens regional service capabilities, giving manufacturers more direct access to supplier expertise, streamlined single-source ordering, and stronger technical support for critical surface finishing processes.
10. AECO Corp. has promoted Maryann Remner to president, effective immediately, where she will lead the company and its three operating subsidiaries — Alloy Engineering, Mach3 Machining, and Thermcraft — which serve high-temperature fabrication, precision machining, and thermal processing equipment markets.
11. Castings Technology, a UK manufacturer of titanium and steel castings, has announced the creation of twenty new jobs as it expands capacity to meet growing aerospace demand, reinforcing its role in supplying cast components for the sector.
12. WINGENS CONSULTANTS has appointed Mark Hemsath as Executive Consultant – Heat Treat & Advanced Furnace Specialist. Hemsath brings over 30 years of aerospace heat treating experience, with deep knowledge in vacuum systems, nitriding processes, and advanced furnace technologies.
Hubbard-Hall warehouse President of AECO Corp., Maryann RemnerCastings Technology operations in Rotherham recruiting from factory floor to leadershipNewly appointed Executive Consultant – Heat Treat & Advanced Furnace Specialist at WINGENS CONSULTANTS, Mark Hemsath
Kudos
13. Bodycote has achieved independent validation from Bureau Veritas for its proprietary carbon footprint calculator tools covering nine core heat treatment processes, enabling customers to request ISO-assured carbon data for thermal processing methods such as vacuum and low-pressure carburizing. This validation enhances transparency and helps manufacturers measure and compare emissions, supporting the selection of lower-carbon heat treatment options.
14. Ipsen recognized six service technicians — Todd Jones, Casey Guinn, Craig Monaghan, Eric Gould, Alfredo Mendoza, and Dom Wirthlin — for completing its 14-week Field Service Engineer Academy, an intensive hands-on training program for vacuum furnace specialists combining classroom instruction with mentored field experience.
Bodycote’s validated PCF calculators covering nine key heat treatment processesRecent graduates of Ipsen’s 14-week Field Service Engineer Academy
Two intensive furnace projects are poised to bring heat treating to the automotive brake rotor and marine propulsion systems industries. An FNC furnace has been completed which will process approximately 600,000 brake rotors per year for the automotive industry. An additional pit nitriding furnace has a capacity of 80,000 lb. and will be utilized for the production of large marine gears.
Brake Rotor Furnace
Mark Hemsath President Nitrex/UPC-Marathon Source: Linkedin
“In August our Team received Final Acceptance on two of the most difficult projects in Nitrex history…Our most sophisticated brake rotor semi-continuous FNC furnace is installed at a subsidiary of a major auto maker in Europe. Again, our team worked tirelessly to meet customer demands. I am so proud of our team and what they accomplished,” remarked Mark Hemsath, president of Nitrex/UPC Marathon.
The scale of the brake rotor furnace highlights its uniqueness. The furnace processes approximately 600,000 rotors per year, or about 1.6 metric tons per hour. If run continuously, output could approach nearly a million rotors annually.
The brake rotor furnace integrates a post-oxidation (ONC®) process, allowing control over both the color and oxide layer. This feature sets it apart from furnaces currently in use for brake rotors.
The standard load size of the brake rotor furnace is: 1200 mm x 1200 mm x 1800 mm, with a gross load capacity of up to 4 metric tons. Nitrex was able to offer an extended charge size to 2400 mm deep, which could raise throughput to about 2 metric tons per hour.
Brake rotor furnace Source: Nitrex
Pit Furnace
Nitrex’s largest pit nitriding furnace Source: Nitrex
The pit furnace represented another leap forward with a capacity of 80,000 lbs. Engineering efforts centered on maximizing productivity while maintaining the precision nitrided layers expected from smaller systems.
This furnace presented significant logistical challenges due to its sheer size and complexity in transport and installation.
Mark Hemsath remarked: “I am so proud of the effort our entire team exerted to meet schedules, quality demands and design improvements. Our largest ever precision Nitrider (4.5 meter diameter!) for deep-case nitriding of large gears was built on-site with no prior testing.”
The pit furnace is built to handle extremely large gears, typically for marine propulsion systems in very large ships where double-helix gears are standard. These gears, which can weigh 20,000 lb., require 12 days to nitride, not including heating or cooling — a stark contrast to the two-hour cycle time of the afore mentioned semi-continuous rotor furnace, which is for high volumes in automotive settings.
The furnace stands at 4.5 meters (177 inches / 14.75 feet) in diameter and 3.5 meters deep (11.48 feet), marking one of the largest precision nitriding capacities ever built with a retort lining.
Project Highlights
These projects were collaborative, drawing expertise from across the organization.
In Canada, Janusz Szymborski came out of retirement to contribute design enhancements. Lead Designer Kamil Szczudlo and Chief Engineer Marcin Doroszko from Nitrex’s Poland facility drove the design, automation, and gas flow systems, while plant manager Robert Sokolinski coordinated production and logistics. Karl Michael Winter, vice president of Engineering in Germany, worked on advanced brake rotor layer formation.
Heat TreatToday original press release, last updated on 01/21/2026 at 12:22pm.
A major North American aerospace manufacturer has placed an order for a seventh vacuum furnace to expand capacity. This furnace is specifically designed for the heat treatment of high-performance engine components and is built to support rigorous production schedules.
Mark Hemsath President Nitrex Turnkey Systems
The vertical, large-precision vacuum furnace, built by G-M Enterprises, a Nitrex Vacuum company, is engineered to meet the aerospace company’s growing production needs and its demand for critical engine components. Six VVF series vacuum furnaces have previously been installed for the manufacturer to produce aircraft engine parts across a range of aerospace applications. The latest furnace order includes a 60” x 60” (1,524 mm x 1,524 mm) chamber with bottom loading, capable of handling loads up to 3,000 lbs (1,360 kg).
“The customer’s decision to expand with Nitrex reflects G-M Enterprises’ proven track record in furnace reliability,” said Mark Hemsath, president of Nitrex Turnkey Systems. “Our commitment to quality has anchored this partnership for over three decades.”
Jay Jefsen Regional Sales Manager Nitrex Vacuum
“Our long-standing relationship with this aerospace customer underscores Nitrex’s commitment to providing durable equipment backed by robust technical support,” said Jay Jefsen, regional sales manager for Nitrex Vacuum. “We are proud to contribute to their ongoing success and look forward to supporting their production goals with this latest addition.”
The furnace is scheduled for commissioning in April 2025.
The press release is available in its original form here.
The days are getting a little longer, you've saved up some vacation hours, it's time for a break this spring!
Make use of some down time to listen in on a couple of Heat TreatRadio series. Putting in some driving miles, relaxing in the sand, or enjoying a staycation all mean some time to peacefully enjoy some heat treat topics. We've put together an original content piece that lets you listen in on a 3-part series on thermocouples, and a back-to-basics series on heat treat hardening. It's nice to know that there is plenty to listen to; you can just click to play each episode!
Thermocouples 101with Ed Valykeo and John Niggle
This series gives the opportunity to learn from an expert all about thermocouples. The first episode digs into thermocouple history, types, vocabulary, and other basics. Hear from Ed Valykeo, as he gives some of his own history and then dives into all things thermocouple.
The second episode covers thermocouple accuracy and classification. Ed Valykeo continues to review and explain necessary information on how thermocouples are calibrated and used.
The final episode in this series gets into discussion with John Niggle about thermocouple insulation types. His review towards the beginning of the episode is helpful, and his discussion of insulation reminds readers that job specifications and requirements are crucial.
Mark Hemsath sits down with Heat TreatRadio to provide an overview of metal hardening basics. In the first part of the series he provides explanation of what it is, what materials can be hardened, why it has to be done, and more.
For the second episode, Mark Hemsath explains five hardening processes: carburizing, nitriding, carbonitriding, ferritic nitrocarburizing, and low pressure carburizing.
In this final episode for the metal hardening series, a discussion is presented on newer advances in metal hardening. A call is even put out for new ideas and engineers willing to experiment with some of these advance.
As you can see above, this resource provides two series -- each with three parts -- that give a comprehensive look at two fundamental components in the heat treat industry. Both the discussion of thermocouples and the investigation of metal hardening provide educational listening with something for everyone in the form of review as well as maybe some basics that have been neglected or forgotten.
All the buzz in our industry seems to indicate that additive manufacturing (AM) and 3D printing are the next hot topics in heat treat, particularly in vacuum heat treat. Heat Treat Today decided to find out how these new technologies are shaping the industry. Read what five heat treat industry leaders had to say about how their companies are preparing for the next generation of AM and 3D printing.
This Technical Tuesday article bringing together the responses from these five companies was first published in Heat Treat Today‘s November 2022 Vacuum print edition.
What changes have you made to accommodate the AM/3D printing marketplace?
Dennis Beauchesne General Manager ECM USA, Inc.
The most important changes relate to the build plate size and how it connects to our standard size systems. Build plates are ever-changing, it seems, as customers have new applications and mostly larger build plates are being requested. In addition, the process parameters – such as temperature and time at temperature and quantity of material – are important. These two items have the most to do with reconfiguring equipment for the AM market. We have also been able to implement our wide range of automation and robotics skills into this equipment as the market scales up for high production.
How will your products and/or services change to accommodate this marketplace?
We are/will be introducing equipment that is in line with standard-build plate dimensions along with reducing operating costs.
Share how 3D printing or AM products/services help heat treaters.
Contact us with your Reader Feedback!
Recent debind and sinter applications have involved, as previously mentioned, complete robotics to handle parts after printing, to debind, to sinter, and then to process specialized by ECM, such as low-pressure carburizing. ECM has also provided equipment to provide all three processes in the same furnace without moving the load or requiring the furnace to cool and reheat. This reduces work processing time along with less handling and less utility cost.
What changes have you made to accommodate the AM/3D printing marketplace?
Mark Hemsath Vice President of Sales, Americas Nitrex Heat Treating Services
Nitrex Vacuum Furnaces, through its GM Enterprises acquisition, has moved heavily into additive manufacturing via large production MIM furnaces, which are able to both remove large amounts of powder binders and sinter the parts in the same process. We are in the process of installing and/or starting up five furnaces for these markets, and we have recently employed even more advanced concepts on high volume wax removal. A further trend is on higher value materials, like nickel and cobalt alloys and titanium, necessitating diffusion vacuum levels for processing. Nitrex Vacuum has had this experience already for many years, so moving to smaller scale 3D designs comes with years of experience.
How might your products and/or services change to accommodate this marketplace?
Smaller units are a trend to keep an eye on. We have over a decade of learning from the large units we offer, and this will allow us to compete in these lower volume markets (i.e., 3D) via our proven expertise. Several facts/ideas that we are keeping top of mind are:
Large potential in the future (whole new market starting to evolve)
Redesign the product to meet the new needs
Good for rapid prototyping and quick low volume parts
Furnaces need to be available with fast delivery 3D printing is finding a tremendous niche in fast part production, sourced internally or sourced quickly. These parts may cost more per piece, but having them fast is often more important, and 3D offers this ability to cut weeks or months off of supply chain sourcing.
Share how 3D printing or AM products/services help heat treaters.
The AM sector is still in growth mode. How we help is to give a full-service solution to those customers who want to really increase their volume yet use vacuum in the process. Vacuum helps to transport the binder vapors away from the parts and into the traps for removal. Full binder removal adds to the quality of the parts, as does vacuum sintering of the final parts. We have supplied a few systems over the years with higher, diffusion vacuum levels. As powder materials evolve to higher value materials, there is more interest in diffusion vacuum, and we recently supplied such a system.
What do readers need to know about AM/3D to make decisions today?
Vacuum is the proper way to debind and sinter. Additionally, 3D printing started slow and there were many technologies evolving. Now, it has started to really grow, and the need for smaller furnaces that can offer the same quality as MIM parts produced in high volumes will be a need for 3D part makers, in medium to low volume parts. This may involve furnaces for sinter only, debind and sinter, or even sinter and heat treat. We can see the need to both sinter 3D parts in a small furnace and also heat treat them with special added processes and surface treatments.
What changes have you made to accommodate the AM/3D printing marketplace?
Phil Harris Marketing Manager Paulo
Adding a hot isostatic press has been the most notable change Paulo has made to serve the growing AM market. It goes a step further than that though; heat treatment of AM parts has rapidly evolved, and the desire for custom cycles and more data has caused us to make instrumentation changes and do more R&D type work. Understanding the full production path of the parts and doing our part to reduce the time parts are spending in post-processing steps, including offering stress relief, HIP, EDM, and vacuum heat treatment in a one-stop-shop.
How might your products and/or services change to accommodate this marketplace?
As trials continue and boundaries are pushed for both additive and the accompanying thermal processing, we’re constantly keeping an eye on what’s next. Investing in equipment that’s capable while maintaining and instrumenting it to provide the data and reliability the market needs is the name of the game. Of course, open communication with additive manufacturers and printer designers makes this far easier. We value communication with printer manufacturers as it helps us understand demand for our services in terms of build plate size, since, as we all know, furnaces and HIP vessels aren’t one size fits all!
Share how 3D printing or AM products/services help heat treaters.
Additive parts have become commonplace and we’re now regularly providing HIP, stress relief, and solution treating for them. A more interesting example is for parts printed in Inconel 718; we’ve developed a combined HIP and heat treat (or High Pressure Heat Treat) cycle which was able meet material properties specifications when the traditional processing techniques were not. This is where we feel the real cutting edge is when it comes to heat treatment of additive parts; the slow cooling HIP cycles developed for casting decades ago aren’t always optimal for today’s additive parts.
What changes have you made to accommodate the AM/3D printing marketplace?
Trevor Jones President Solar Manufacturing, Inc. Source: Solar Manufacturing, Inc.
There are several methods for 3D printing and we as heat treaters and vacuum furnace manufacturers generally classify those methods into two basic groups: those that use liquid binding polymers and those that do not.
For the group who does not use liquid binding polymers, there are no changes thus far to the design of the vacuum furnace that must be made. One significant caution is insuring there is no loose powder on the surface or cavities of the parts. Residual powder on or in the parts could have adverse effects on the parts themselves and to the vacuum furnace. The loose powder can liberate from the part during the heat treat or quench steps during the process and contaminate the vacuum furnace. The powder in the furnace is then considered FOD (foreign object debris) for subsequent heat treatments processed in that furnace. The powder could also accumulate over time and cause an electrical ground the heating elements or the quench motor, clog the heat exchanger, contaminate vacuum gauges and hot zone insulation, among other issues.
For the group that does contain liquid binding polymers, in addition to the comments about avoiding loose powder on or in the parts, care must also be taken to accommodate for the vaporization of the binder that occurs during heating of the parts. The binder, in its vapor form, will condense at cooler areas in the vacuum furnace. The condensed areas are potential contamination points and could have all the same issues and concerns of loose powder as described above. The binder collection locations, whether at intentional or non-intentional places, will also have to be routinely cleaned to maintain ideal binder collection, optimum vacuum pumping, and overall furnace performance.
How might your products and/or services change to accommodate this marketplace?
With the growth of 3D printing using liquid binder polymers, Solar Manufacturing has taken what was learned from the furnace modified at Solar Atmospheres of Western PA for MIM and AM processing and applied it to a new furnace product line specific for the debind and sinter applications. Solar Manufacturing collaborated with our affiliate company, Solar Atmospheres of Western PA, in modifying an existing vacuum furnace to accommodate the debind and sintering processes. A modified hot zone was installed, and a dedicated binder pumping port was added that helps minimize and target the condensation of detrimental binders evaporating out of parts containing binders. The modified Solar Atmospheres furnace is extremely valuable in gaining knowledge about various aspects of the process and learning what works, and what does not work, in furnace and recipe design. Combining the knowledge and experience of process development of Solar Atmospheres with the advanced Engineering Design Team at Solar Manufacturing, we believe we have a furnace design that modernizes and simplifies the debinding process while minimizing traditional maintenance issues.
Share how 3D printing or AM products/services help heat treaters.
We developed a process of debinding and sintering stainless steel parts with our affiliate company Solar Atmospheres in Souderton PA. The project started out with our Research and Development group to develop the process for the client’s parts. As the trials scaled up, test coupons became test parts, eventually full-size loads. There are always challenges to scaling up from test parts to production loads and we were able to provide the support the customer needed through that transition. The R&D eff orts were successful, and the client ended up purchasing multiple furnaces, which was the end goal for both parties.
Additionally, Solar Atmospheres is currently vacuum stress relieving a 3D component for a major U.S.-based aerospace company that is in use in aircraft today. Also, numerous large-scale components destined for deep space.
What do readers need to know about AM/3D to make decisions today?
Bob Hill, president of Solar Atmospheres of Western PA, reminded us to “realize and acknowledge that AM is still in its infancy stage. Therefore, many metallurgical uncertainties still exist for the multiple printing processes that exist. Understanding this new kind of metallurgy for each printing process, while developing standards and specifications unique to additive manufacturing, is still a huge obstacle. Until this is accomplished, AM will not be the ‘disruptive’ technology that all the experts predict it will be.” If your business is printing parts with liquid polymer binders, you should seriously consider how you plan on debinding and sintering the parts ahead of time. Printed parts in the “Green” or even “Brown” state are fragile and if you are going to ship the parts somewhere else for the debind and sinter steps, extreme care must be taken to prevent the parts from fracturing during transit. Although the shipping can be safely and successfully accomplished, ideally a furnace is available at the print shop to immediately perform the debind and sinter process to avoid those potential shipping difficulties. The other forms of 3D printing that do not contain liquid polymers generally do have this issue.
What changes have you made to accommodate the AM/3D printing marketplace?
Ben Gasbarre Executive Vice President Sales & Marketing Gasbarre Thermal Processing Systems
From our inception, Gasbarre has had expertise in the powder metallurgy industry, which requires debind and sinter applications similar to that in the AM and 3D printing markets. Our ability to supply equipment for both powder and parts producers has set us up for quick adoption into this market. While considerations need to be made specific to AM, our focus has been on technical support and helping the market grow to higher volume applications.
How might your products and/or services change to accommodate this marketplace?
As adoption of these technologies grow, the volume at which parts need to be produced will grow. Our line of continuous processing equipment in both vacuum and atmosphere applications are well suited. Whether it be debind and sinter, annealing, or stress relieving, we have equipment and expertise that can grow from early production to high volumes.
Share how 3D printing or AM products/services help heat treaters.
Overall, Gasbarre is here to be a resource and support the growth of the additive market. Whether that be through new equipment, servicing existing equipment, or involvement in the industry organizations, we have the expertise to drive success today and into the future!
What do readers need to know about AM/3D to make decisions today?
Additive manufacturing is such a dynamic technology, it is difficult to state one specific item. There is the potential for significant growth opportunities for new applications, but also the potential replacement of traditional manufacturing methods. We also know there is substantial backing for the technology by both private industry and government entities. Like other emerging technologies in the automotive and energies sectors, additive manufacturing isn’t a matter of if, but when it’ll achieve wide scale adoption and high-volume applications.
It is amazing how the list of materials being utilized with this technology is growing. While metals and alloys have not been the majority of the market, it is rapidly growing. With that growth, there is a wide variety of applications and thermal processing requirements for those materials. As well, the different additive and 3D printing processing methods (i.e., binder jetting, powder bed fusion, etc.) leads to a similar diversity in thermal processing requirements.
Mark Hemsath Vice President of Sales, Americas Nitrex Heat Treating Services
An aircraft provider of small and large commercial and military jet engines will receive a new vertical vacuum furnace, measuring 84" x 84" with a 6,000 lb. load capacity and operating temperatures up to 2500°F, which will be used for heavy and large-cross section parts and processing high-stacked loads, such as tall engine components.
Nitrex Vacuum Furnaces will deliver the vertical vacuum furnace to this major engine maintenance, repair, and overhaul company in South America. The manufacturer will use the furnace to heat treat many aerospace components with processes including annealing and stress relief. “Shipment of this furnace system, after a number of COVID-related delays, was a milestone for Nitrex,” Mark Hemsath, vice president of Sales and acting general manager at Nitrex Heat Treating Services, Americas said.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
We're flipping through Heat Treat Today's technical articles today to highlight four heat treat-related processes: hardening, ferritic nitrocarburizing, titanium processing, and stress relieving. Read our top picks of technical articles from these categories that include a back pocket resource, a podcast episode, and a review of past and future innovations.
Sometimes, the best technical advice comes out in a conversation. Mark Hemsath and Doug Glenn took three Heat TreatRadio episodes to talk about the basics of metal hardening. Listen to or read the transcript of the first episode in this series to get a leg up on metal hardness.
"I think the most important thing is that with metals, you’re trying to get certain features that allow it not to wear over time. At the same time, you want the part to last. You don’t want it to break, you don’t want it to chip, you don’t want it to seize up, so there are a lot of different things you can do with the parts to give them certain wear characteristics and hardness."
How is nitriding different from ferritic nitrocarburizing? Temperature? Materials processed? Costs? Industries? This article is a resource: a table that compares these two processes against the other.
"Skim this straight forward data that has been assembled from information provided by four heat treat experts: Jason Orosz and Mark Hemsath at Nitrex, Thomas Wingens at WINGENS LLC – International Industry Consultancy, and Dan Herring, The Heat Treat Doctor at The HERRING GROUP, Inc."
Titanium is its own animal, so its sometimes helpful to take a moment to identify what it is and how processing this metal might change in the future. Check out this article to learn more.
"The recycling of titanium is of a different magnitude than other metals due to its value. It took a shortage of titanium in the 1980s–and some innovative metallurgy–to transform valuable titanium scrap back into a qualified ingot. To do this, metallurgists used the reactivity of the metal to their advantage."
It's not as flashy as a huge furnace, but understanding stress relieving is key to heat treat parts correctly. Plastometrex is a new technology to advance what we know and how we test stress on projects. Read all about.
"The oxidized layer was then removed and the Hardox steel samples were indented in the locations that are shown in Figure 5a. The indentation data were analyzed and converted into stress-strain curves using the SEMPID software. Two are shown in Figure 5b, where it is apparent that the high temperature brazing process has affected the strength characteristics of the material in that location."
Over the past year, we’ve seen numerous new technologies in the way of research, new partnerships, and conversations throughout the industry. So in honor of today being #NationalTechnologyDay, we’re sharing an original content article about just several of these new technologies that are changing the work of heat treaters across North America.
Research
Using HIP to Advance Oregon Manufacturing Innovation Center Programming– “‘Today’s globally competitive manufacturing industry demands rapid innovations in advanced manufacturing technologies to produce complex, high-performance products at low cost,’ observes Dr. Mostafa Saber, associate professor of Manufacturing & Mechanical Engineering Technology at Oregon Tech.”
College Students Implement a NEW Heat Treat Solution with Induction? – “‘We were in shock,’ Dennis admitted, ‘because we didn’t expect it to [work].’ The expectation, Dennis continued, was that something would go wrong, like the lid would not be able to clamp down, or the container would leak.”
The Age of Robotics with Penna Flame Industries – “The computerized robotic surface hardening systems have revolutionized the surface hardening industry. These advanced robots, coupled with programmable index tables, provide an automation system that helps decrease production time while maintaining the highest quality in precision surface hardening.”
Heat Treat Radio: Five experts (plus Doug Glenn) discuss hydrogen combustion in this episode. An easily digestible excerpt of the transcript circulated by Furnaces Internationalhere and is available to watch/listen/read in full for free here.
Heat Treat Radio: Get on-the-ground projections of what technologies Piotr Zawistowski believes will be bringing in the future. Watch/listen/read in full here
Heat Treat Radio: HIP. The Revolution of Manufacturing, that is, according to Cliff Orcutt. Watch/listen/read in full here
Heat Treat Radio: Will indentation plastometry find its way into North America? If you’ve been listening to James Dean, it seems like it already has. Watch/listen/read in full here
Heat Treat Radio: Fluxless inert atmosphere induction brazing. That’s a mouthful! But what is it? Watch/listen/read in full here
What's the future of ferritic nitrocarburizing and how does it compare to other hardening processes? When it comes to metal hardening, there are many variations on central processes, including recent innovations in how to apply hardening processes.
This Technical Tuesday brings you a quick overview of how hardness technologies differ, specifically nitriding and FNC, and how certain heat treaters have developed these specific hardness technologies.
Understanding the Various Hardening Processes
If you want to know the future, the best you can do is understand the past and present. Let’s begin with looking at the most common hardening processing methods. Here are a few excerpts from “Elevate Your Knowledge: 5 Need-to-Know Case Hardening Processes” by Mike Harrison, engineering manager of Industrial Furnace Systems Division at Gasbarre Thermal Processing Systems:
Read more about these 5 processes in Mike Harrison's article. Click to read.
Carburizing: “Gas carburizing is a process where carbon is added to the material’s surface. The process is typically performed between 1550-1750°F, with carburizing times commonly between 2-8 hours [this spec is disputed, and times may run up to 24 hours]; of course, these values can vary depending on the material, process, and equipment. The most common atmosphere used for atmosphere gas carburizing is endothermic gas with additions of either natural gas or propane to increase the carbon potential of the furnace atmosphere.”
Nitriding: “Gas nitriding is a process where nitrogen is added to the material surface. The process is typically performed between 925-1050°F; cycle times can be quite long as the diffusion of the nitrogen is slow at these temperatures, with nitriding times typically ranging from 16 – 96 hours or more depending on the material and case depth required. Nitriding can be performed in either a single or two-stage process and has the potential to produce two types of case, the first being a nitrogen-rich compound layer (or “white layer”) at the surface that is extremely hard and wear-resistant but also very brittle.”
Carbonitriding: “Despite its name, carbonitriding is more closely related to carburizing than it is to nitriding. Carbonitriding is a process where both carbon and nitrogen are added to the material surface. This process is typically performed in a range of 1450-1600°F [this spec is disputed, and temperatures may go up to 1650°F] and generally produces a shallower case depth than carburizing.”
Ferritic Nitrocarburizing (FNC): “In the author’s opinion, just like with carbonitriding, ferritic nitrocarburizing (FNC) is named incorrectly as it is more closely related to nitriding than it is with carburizing. FNC is a process that is still mostly nitrogen-based but with a slight carbon addition as well. The added carbon helps promote compound layer formation, particularly in plain carbon and low alloy steels that do not contain significant nitride-forming alloys. This process is typically performed in a range of 1025-1125°F with cycle times much shorter than nitriding, typically 1-4 hours.”
Low Pressure Carburizing (LPC): “Low-pressure carburizing (LPC), or vacuum carburizing, is a variation of carburizing performed in a vacuum furnace. Instead of the atmospheres mentioned previously, a partial pressure of hydrocarbon gas (such as acetylene or propane) is used that directly dissociates at the part surface to provide carbon for diffusion. After LPC, the workload is transferred to a quench system that could use oil or high-pressure gas, typically nitrogen.”
Nitriding
Learn more about the basics of hardening at Heat Treat Radio. Click to listen,
Gas nitriding, a process over 100 years old, is a hardening process that involves diffusing nitrogen into the surface of steel to create a hard, wear-resistant case. Among many benefits, the part will have enhanced fatigue properties, anti-galling properties under load, and a resistance to softening at elevated temperature. This makes it an excellent choice for the aerospace industry.
There is some recent history regarding problems related to the “white layer”. In a typical microstructure, the “white layer” is a nitrogen-rich surface layer and the diffusion layer exists beneath it.1 It is essential that the surface layer be controlled to avoid an overly brittle part. Mark Hemsath the vice president of Sales – Americas for Nitrex Heat Treating Services, elaborated on this in a Heat TreatRadioepisode:
"Doug Glenn: I assume, with all the modern day technology and whatnot, we're able to control that white layer and/or depth of nitriding layer through your process controls and things of that sort."
"Mark Hemsath: Yes. Nitriding has been around a long time, but one of the problems that they had was controlling the white layer. Because they basically would just subject it to ammonia and you kind of got what you got. Then they learned that if you diluted it, you could control it. That's with gas nitriding. Then plasma nitriding came around and plasma nitriding is a low nitriding potential process. What that means is it does not tend to want to create white layer as much. It's much easier to control when the process itself is not prone to creating a lot of white layer, unlike gas. Now, in the last 10 – 15 years, people have gotten really good at controlling ammonia concentrations. They've really learned to understand that."
"ZeroFlow nitriding is ammonia-based gas nitriding," commented Dr.Maciej Korecki, PhD Eng., vice president of the Vacuum Furnace Segment at SECO/WARWICK Group. "It is distinguished by the fact that the nitrogen potential is controlled by introducing the right portion of ammonia at the right time and only ammonia, instead of a continuous flow of a mixture of ammonia and diluent gas."
"Consequently, the ZeroFlow method uses the minimum amount of ammonia needed to achieve the required nitrogen potential and replenish the nitrogen in the atmosphere, taking into account the situation where no ammonia is supplied to the furnace at all, no flow, hence the suggestive name of the solution," he continued. "Using ammonia alone in the nitriding process, we are dealing with a stoichiometric reaction (as opposed to some traditional methods), that is, one that is uniquely defined and predictable based on the monitoring of a single component of the atmosphere. Therefore, the ZeroFlow process controls very precisely through the analyzer only one gas, obtaining an improvement in the quality and repeatability of the results compared to various traditional methods."
According to Dr. Korecki, the process is about going back to the basics of nitriding: "The inventor of the method is Prof. Leszek Maldzinski of the Poznan University of Technology, who developed the theoretical basis and confirmed it with research. Then, more than 10 years ago, a partnership between SECO/WARWICK and the Poznan University of Technology initiated a project to develop and build the first industrial furnace designed to perform the ZeroFlow nitriding processes. The furnace was launched at SECO/WARWICK's research and development department (SECO/LAB®), where the method has been implemented and validated on dozens of industrial-scale processes."
Ferritic Nitrocarburizing
This nitrogen-based process can produce a deeper compound layer than nitriding, which is great for industrial machinery applications where this deep layer is needed for increased wear resistance and the critical strengthening of a deep case depth is not essential.
FNC has gone through a technical evolution with different heat treaters in the industry developing their own unique applications with method in mind. We'll look at two recent examples: AHT's Super Ultra Ox and Bodycote's Corr-I-Dur.
Edward Rolinski Senior Scientist Advanced Heat Treat, Corp. (Source: https://www.ahtcorp.com/)
According to experts at Advanced Heat Treat Corp. (AHT), Edward Rolinski (Dr. "Glow"), Jeff Machcinski, Vasko Popovski and Mikel Woods, "Thermochemical surface engineering of ferrous alloys has become a very important part of manufacturing. Specifically, nitriding and nitrocarburizing (FNC) processes are used since their low temperature allows for treatment of finished components. They are applied to enhance the tribological and corrosion properties of component surfaces.2 In many situations, nitriding replaces carburizing even if the nitrided layer is not as thick.3 A post-oxidizing step, applied at the end of FNC, leads to significant enhancement of corrosion properties by formation of a magnetite layer (Fe3O4).
"AHT’s newly developed process, UltraOx® Hyper, results in superior wear and corrosion resistance and allows for good control of the parts’ blackness. The latter is very important when the treatment is used for firearms. While the parts’ corrosion resistance improves with nitriding alone, the additional steps in UltraOx® Hyper significantly extend corrosion resistance. AHT is committed to achieving its customers’ desired metallurgical and cosmetic results through R&D and investing in state-of-the-art equipment. These innovations allow for flexibility in these areas."
In recent news, wave energy pioneer CorPower Ocean will be using Bodycote's thermochemical treatment, Corr-I-Dur®, for CorPower’s high-efficiency WECs. Image Source: www.waterpowermagazine.com
From Bodycote, they say that their proprietary Bodycote thermochemical treatment “Corr-I-Dur® is a combination of various low temperature thermochemical process steps, mainly gaseous nitrocarburising and oxidising.”
They explain, "In the process, a boundary layer consisting of three zones is produced. The diffusion layer forms the transition to the substrate and consists of interstitially dissolved nitrogen and nitride precipitations which increase the hardness and the fatigue strength of the component. Towards the surface it is followed by the compound layer, a carbonitride mainly of the hexagonal epsilon phase. The Fe3O4 iron oxide (magnetite) in the outer zone takes the effect of a passive layer comparable to the chromium-oxides on corrosion resistant steels.
"Due to the less metallic character of oxide and compound layer and the high hardness abrasion, adhesion and seizing wear can be distinctly reduced. Corr-I-Dur® has very little effect on distortion and dimensional changes of components compared to higher temperature case hardening processes."
How to Implement?
We’ve seen a lot of development in way of nitriding and ferritic nitrocarburizing (FNC), but for many heat treaters, you inherit specific processes and traditions of accomplishing heat treatment and do not have the chance to understand how to implement each process. Read the full 21 point comparative resource at FNC vs. Nitriding
Conclusion
The more informed you are, the better decisions you can make. For example, knowing these recent developments in metal treating and hardening is sure to help you decide whether to shift directions in how you company process parts for electric vehicles, or if you are ready to expand your offerings for your aerospace clients. It is clear that each of these processes have a future all-their-own. It’s up to you to decide whether that future should be yours, too.
For more information on the basics of hardness, listen to the what, why, and how of hardening with Mark Hemsath, an expert on metal hardness and vice president of Sales – Americas for Nitrex Heat Treating Services, on this Heat TreatRadio episode with Doug Glenn, publisher of Heat TreatToday. You can also review the resources below that were referenced in today’s article.
2 “Thermochemical Surface Engineering of Steels”, Woodhead Publishing Series in Metals and Surface Engineering: Number 62, Ed. Eric J. Mittemeijer and Marcel A. J. Somers, Elsevier, 2015, pp.1-769.
3 J. Senatorski, et. al, Tribology of Nitrided and Nitrocarburized Steels”, ASM Handbook Vol 18, Friction, Lubrication and Wear Technology, ed. G. Totten ASM International, 2017, pp. 638-652.
Senatorski, J. Tacikowski, E. Rolinski and S. Lampman, “Tribology of Nitrided and Nitrocarburized Steels”, ASM Handbook Vol 18, Friction, Lubrication and Wear Technology, ed. G. Totten ASM International, 2017.
“Thermochemical Surface Engineering of Steels”, Woodhead Publishing Series in Metals and Surface Engineering: Number 62, Ed. Eric J. Mittemeijer and Marcel A. J. Somers, Elsevier, 2015, pp.1-769.