In this Technical Tuesday installment, Nick Hicks, metallurgical services manager at Rolled Alloys, emphasizes the importance of mastering the basics of sigma phase metallography in stainless steels. Understanding these fundamentals helps you know when to consult a metallurgist and guarantee top performance of heat treated parts.
This informative piece was first released inHeat Treat Today’sNovember 2025 Annual Vacuum Heat Treating print edition.
Heat treaters are always seeking new methods of heat treat and new alloys to improve performance at a lower cost. In the world of stainless steel, there are well-known choices like 310 and newer options like RA 253 MA®. These alloys have exceptional qualities, especially RA 253 MA, which has creep strength up to 2000°F and oxidation resistance up to 2000°F. However, heat treaters should be aware of a potential issue when using such alloys: the formation of sigma phase over time.
In some cases, premature wear in nickel alloys was attributed to sigma phase embrittlement, but it’s important to note that sigma phase does not actually precipitate in nickel alloys. Instead, the actual microstructure may exhibit grain boundary oxidation or carbides. This article seeks to provide a clearer understanding of sigma phase metallography and its impact on stainless steels.
Definition of Sigma Phase
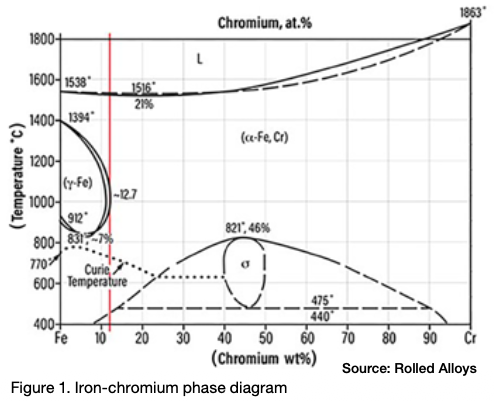
Sigma phase is an intermetallic compound made up of chromium and iron. It is hard, brittle, and non-magnetic. At room temperature, the presence of sigma phase can make the material so brittle that a sudden, hard impact can shatter a piece of metal that contains it, similar to a piece of glass. Pure sigma phase forms when the chromium content is between 42% and 50%, and it is one of the equilibrium phases in the iron-chromium phase diagram as seen in Figure 1.
The peak temperature for sigma phase formation in a 46% Cr alloy is 1510°F. A literature review reveals that different sources cite varying temperature ranges for sigma phase formation. This variation is due to each alloy having its own unique sigma formation range. According to one expert (Kelly 2005), sigma phase can form in the temperature range of 1100°F–1600°F (590°C–870°C).
Metallurgy of Sigma Phase
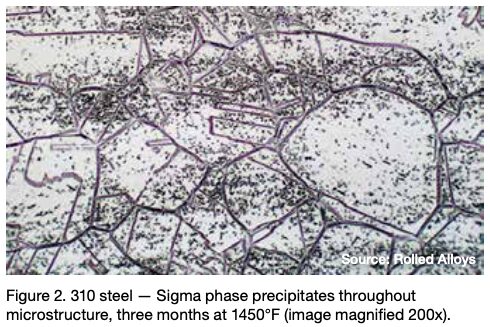
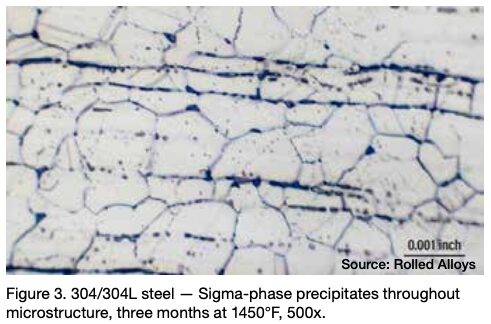
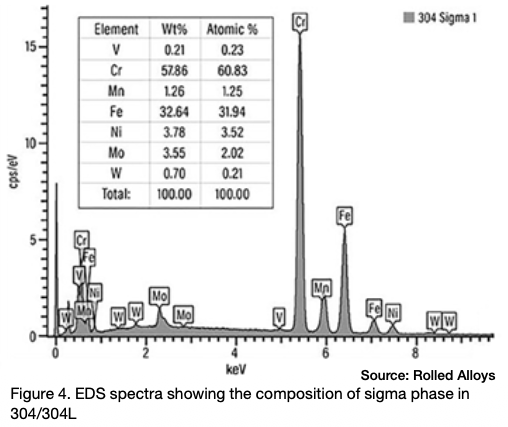
Many engineers require assistance in distinguishing between sigma phase and the formation of grain boundary oxides and carbides. Otherwise, they might reach incorrect conclusions. Sigma phase is a precipitation product that can manifest in both individual grains and along grain boundaries. Examples of sigma phase formation can be observed in Figures 2–4.
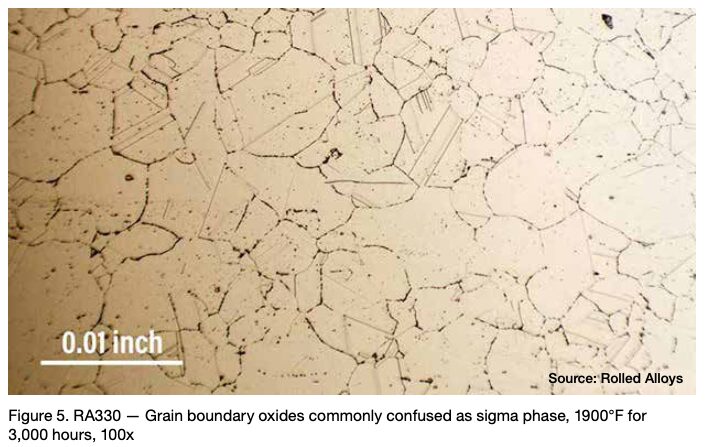
When observing nickel and certain nickel alloys like RA330®, confusion can arise due to the presence of grain boundary oxidation or carbide formation. These occurrences are often mistaken for sigma phase formation by engineers, but it’s important to note that a nominal nickel content of at least 35% is sufficient to prevent sigma phase formation.
Figure 5 depicts RA330 after a 3,000-hour duration at 1900°F. Despite 1900°F being significantly higher than the sigma formation range, some engineers determined that the grain boundary oxides were sigma phase. When there is any uncertainty, it is advisable to consult with a metallurgist who is knowledgeable about the metallography of these alloys.
Physical Properties of Material with and without Sigma Phase
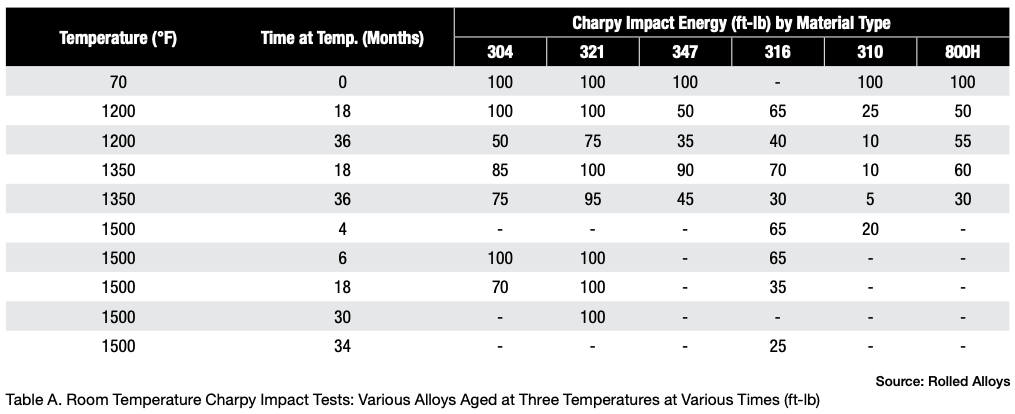
Table A displays the results of impact testing for six different alloys aged at three different temperatures for varying durations. All the alloys experienced some degree of deterioration over time, with certain alloys showing significant losses and reduced ductility. Further analysis revealed that each alloy has its own specific temperature at which sigma phase formation occurs most rapidly. In fact, the formation of sigma phase is dependent on the time at temperature, which makes a C-type curve.
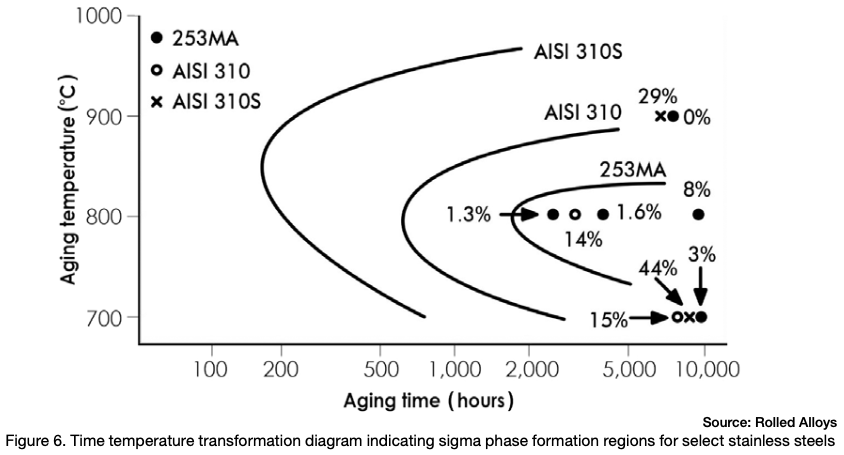
Figure 6 depicts the time temperature transformation curves for sigma phase formation for a few different stainless steels. Any point past a specific alloy’s curve results in the formation of sigma phase.
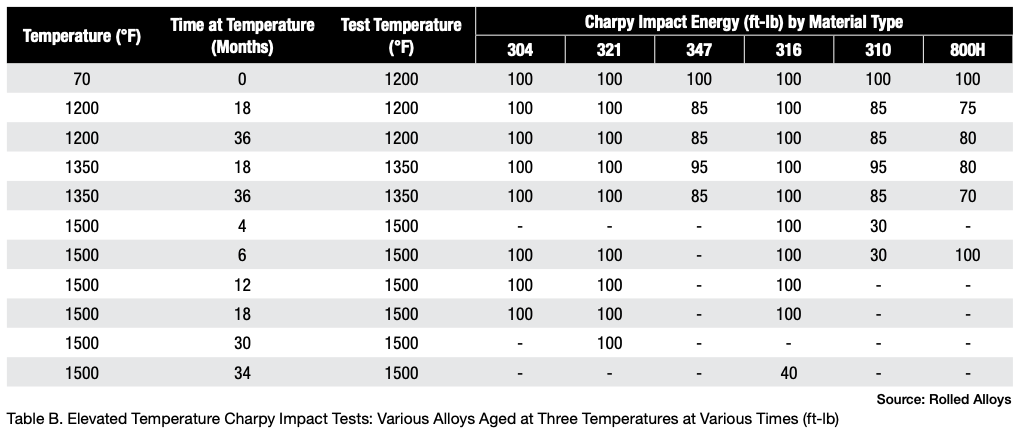
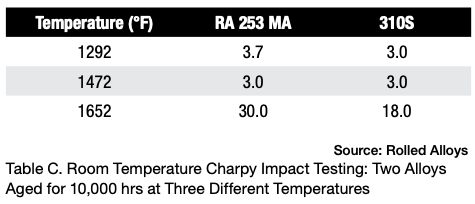
The results of elevated temperature impact testing for six alloys are presented in Table B. Many of the values in the table indicate that these alloys generally show either no loss of ductility or significantly less loss of ductility when the testing is carried out at elevated temperatures. In most cases, the materials still exhibit sufficient ductility to be safely used at these temperatures.
When these alloys have formed sigma phase and then cooled to room temperature, it’s important to prevent any kind of impact. At operating or heat treating temperatures, these alloys generally maintain enough ductility to be safely used.
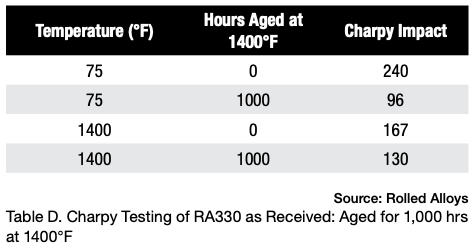
Table D displays the results of Charpy testing conducted on RA330 after aging. Although there is a slight decrease in ductility, the material still exhibits sufficient energy absorption to be considered quite ductile and safe for use at room temperature.
Conclusion
Sigma phase precipitation is a phenomenon that occurs in stainless steels and alloys containing less than 35% nominal nickel content. This does not occur in nickel alloys with 35% nickel or more. Sigma phase can make materials very brittle at room temperature. However, at elevated temperatures within typical heat treating ranges, most materials retain sufficient toughness to be used without any concern. It’s important to note that even at high temperatures, toughness is lost. More caution should be exercised in choosing alloys for vibrating systems, as constant vibration can cause premature failure if sigma phase has formed.
Engineers may mistakenly identify grain boundary oxidation or carbides as sigma phase formation in alloys that do not actually form sigma phase. To ensure accurate conclusions, it is important to have interpretations verified by experienced metallurgists who are familiar with the metallography of stainless steels and nickel alloys.
An understanding of the basics of sigma phase metallurgy in stainless steels will help the heat treater, manufacturer, and end user avoid failures associated with sigma phase embrittlement.
References
Andersson, Thomas, and Thomas Odelstam. 1984. Sandvik 253MA (UNS S30815) – The Problem Solver for High Temperature Applications. Sandviken, Sweden: R&D Centre AB Sandvik Steel Bulletin, October.
Lien, George E. 1968. Behavior of Superheater Alloys in High Temperature, High Pressure Steam. New York, NY: The American Society of Mechanical Engineers.
Nick Hicks Metallurgical Services Manager Rolled Alloys
Nick Hicks is the metallurgical services manager at Rolled Alloys. He holds a bachelor’s degree in mechanical engineering from the University of Toledo and a master’s degree in materials science from Worcester Polytechnic Institute. Nick represents Rolled Alloys at organizations such as the Materials Technology Institute (MTI) and the American Society for Testing and Materials (ASTM). He is also a former Emerging Professional on the ASM Heat Treat Board. Nick specializes in stainless steel and nickel alloy metallurgy for high-temperature and corrosion-resistant applications.
There are many avenues for achieving new feats in sustainability. One foundational method of pursuing sustainability is efficient furnace design. In this Control’s Corner installment of Technical Tuesday, Stanley Rutkowski III, senior applications engineer, RoMan Manufacturing, Inc., explores ways to design furnace electrical power systems for efficiency.
This informative piece was first released inHeat Treat Today’sJune 2025 Buyers Guide print edition.
In the world of industrial heat treating, sustainability isn’t just a buzzword; it’s a measurable outcome of engineering decisions. While discussions around energy usage often focus on renewable sources or carbon offsets, the path to sustainability begins much earlier — with the design of the furnace’s electrical power system.
From transformers and load configurations to modern control technologies, every part of the furnace power pathway affects how efficiently energy is used — and how much of it is wasted. A well-designed system doesn’t just heat effectively; it does so with less resistance, fewer losses, and minimal disruption to the power grid.
The Power Triangle: Real, Reactive, and Apparent
Understanding sustainability starts with understanding how energy is consumed. Utility companies bill based on more than just energy (kWh). They measure and potentially build via:
Real power (kW): the usable energy
Reactive power (kVAR): the energy lost due to inductance and system inefficiencies
Apparent power (kVA): the total power delivered, including losses
Power factor: the ratio of real power to apparent power, indicating system efficiency
Peak demand: the highest level of power drawn during a billing period
Furnace systems with poor power factor or high reactive power incur more cost, even if their real energy usage is low. That’s why electrical design is so critical.
Control Systems: The Shift to Digital
Legacy systems, such as tubes or saturable reactor-based VRTs, have largely given way to more efficient SCR- (silicon controlled rectifier) and IGBT- (insulated-gate bipolar transistor) based controls. IGBT technology, in particular, offers high-frequency switching, reduced losses, and excellent power factor performance. These systems also provide communication protocols — giving real-time insight into power draw, voltage stability, control temperatures, and even predictive maintenance alerts.
Digital communication allows users to evaluate trends over time. For example, changes in DC bus voltage or output current may signal a degrading heating element, enabling early intervention. Smart controls also help avoid peak demand charges by shifting high-load operations to off-peak hours or adjusting recipes to consume less total power.
Load Configurations and Layout
Load configuration is equally as important: single-phase, Scott-T two-phase, or balanced three-phase arrangements. Poorly balanced systems place stress on utility infrastructure and reduce power factor. Balanced loads, especially when combined with IGBT control, lower disturbances to the grid and increase efficiency.
Physical layout also plays a key role. Long conductor runs increase resistance and inductive reactance, which raises energy consumption and heat loss. “Close coupling” the transformer and conductors near the furnace feedthrough reduces losses and improves power delivery, which is important for sustainability and cost savings.
AC vs. Rectified DC Power
Finally, consider how power is delivered. While AC remains common and easy to install, rectified DC systems eliminate voltage zero-crossings, resulting in more stable heating and reduced thermal stress on elements. For high-precision applications like carburizing or annealing, DC systems can extend equipment life and improve thermal uniformity.
Conclusion
Energy sustainability in heat treating isn’t just about switching to greener sources — it starts with how power is delivered, controlled, and consumed. Getting a power conversion expert involved early in the planning and system design process ensures that every component is optimized for efficiency, reliability, and long-term performance. This early collaboration helps manufacturers reduce energy costs, extend equipment life, and achieve more sustainable operations without compromising results.
About The Author:
Stanley F. Rutkowski III Senior Applications Engineer RoMan Manufacturing, Inc.
Stanley F. Rutkowski III is the senior applications engineer at RoMan Manufacturing, Inc., working on electrical energy savings in resistance heating applications. Stanley has experience in welding, glass and furnace industries from R&D, design, and application standpoints. For more than 15 years, his focus has been on energy savings applications in industrial heating applications.
In heat treating, the choice of power supply is a critical decision. Whether you’re using an AC transformer or a rectified DC system (AC transformer rectifier), this decision plays a significant role in process efficiency, equipment longevity, and operational costs. While AC transformers have been the industry standard for decades, rectified DC power is becoming more relevant due to its distinct electrical and thermal characteristics. Understanding the differences between these two power sources helps in-house heat treaters optimize furnace performance based on their specific application needs.
This informative piece was first released inHeat Treat Today’sMay 2025 Sustainable Heat Treat Technologies print edition.
Electrical Differences: AC vs. Rectified DC Power
AC Transformer Systems
In a traditional setup, an AC transformer steps down high-voltage grid power to the appropriate level for the heating elements. These elements operate on an alternating current waveform, where voltage and current fluctuate between positive and negative cycles at a standard frequency (typically 50 or 60 Hz).
Rectified DC Systems
In a rectified DC system setup, an AC transformer is combined with a rectifier to convert the stepped-down AC voltage into a pulsating or smoothed DC supply. This provides a continuous electrical current rather than an alternating waveform, changing how heat is delivered to the furnace.
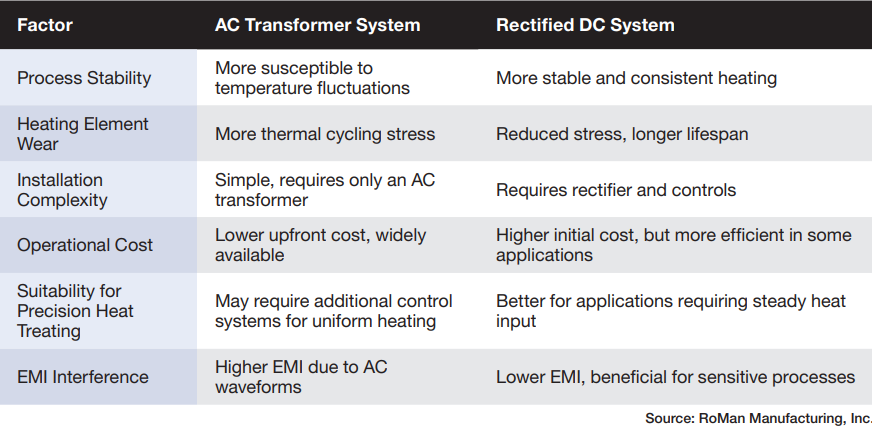
Table 1. Benefits of AC vs. rectified DC power
Heat Distribution and Process Stability
One of the key differences between AC and rectified DC power in furnace heating is how each affects heat distribution within heating elements.
AC Heating
The alternating nature of AC power means the voltage crosses zero multiple times per second, leading to cyclic fluctuations in power delivery. In heat treating, this can create small but notable variations in temperature stability, especially in high-precision applications where uniform heating is critical.
Rectified DC Heating
Because DC power provides a continuous voltage and current, it eliminates these fluctuations. This results in more stable and consistent heating, which can be beneficial in processes that require tight thermal tolerances, such as carburizing, nitriding, and annealing.
Heating Element Performance and Longevity
The type of power supply can also impact the lifespan and efficiency of heating elements.
AC-Powered Heating Elements
Alternating current can cause thermal cycling effects within the heating elements, leading to mechanical stress over time. This may contribute to faster wear, increased oxidation, and potential premature failure of heating elements in some applications. However, for many general heat treating processes, AC remains a cost-effective and widely accepted solution.
Rectified DC-Powered Heating Elements
The stable power flow of rectified DC reduces thermal cycling stress on heating elements, allowing for longer operating life and more efficient heat transfer. This is particularly relevant for graphite and silicon carbide heating elements, which perform better with steady-state power input.
Power System Efficiency and Infrastructure Considerations
When integrating AC vs. rectified DC systems into a heat treating operation, several infrastructure and efficiency factors come into play.
AC Transformer Systems:
Standard in industrial settings and require minimal modification to existing electrical infrastructure
Simpler and often lower cost installation compared to rectified DC systems
More efficient for long-distance power transmission, which can be a factor in large industrial operations with multiple furnaces
Rectified DC Systems:
Require a rectifier in addition to the transformer, adding to equipment costs and complexity
Potentially higher efficiency in localized heating applications by reducing resistive losses in certain furnace designs
Reduced electromagnetic interference (EMI) compared to AC, which can be beneficial in sensitive heat treating processes
Process Suitability: When to Use AC vs. Rectified DC Power
Temperature stability, heating uniformity, and process sensitivity are important factors to consider when choosing between AC and rectified DC power for different heat treatment processes.
Conclusion
Both AC and rectified DC power play important roles in heat treating, and the choice depends on process requirements, equipment lifespan, and infrastructure considerations. AC transformer-powered systems remain the standard due to their low cost, compatibility with existing grids, and simpler installation. They are ideal for general heat treating applications that do not require extreme precision in thermal control. However, rectified DC systems offer more stable heating, reducing wear on heating elements and improving temperature uniformity. While they require additional equipment, they can be beneficial in high-precision applications or when maximizing furnace efficiency is a priority.
Understanding the strengths and limitations of both AC and rectified DC power sources enables heat treaters to select the optimal system for their specific production needs, balancing cost, efficiency, and process performance.
About The Author:
Brian Turner Sales Applications Engineer RoMan Manufacturing, Inc.
For more information: Contact Brian Turner at bturner@romanmfg.com.
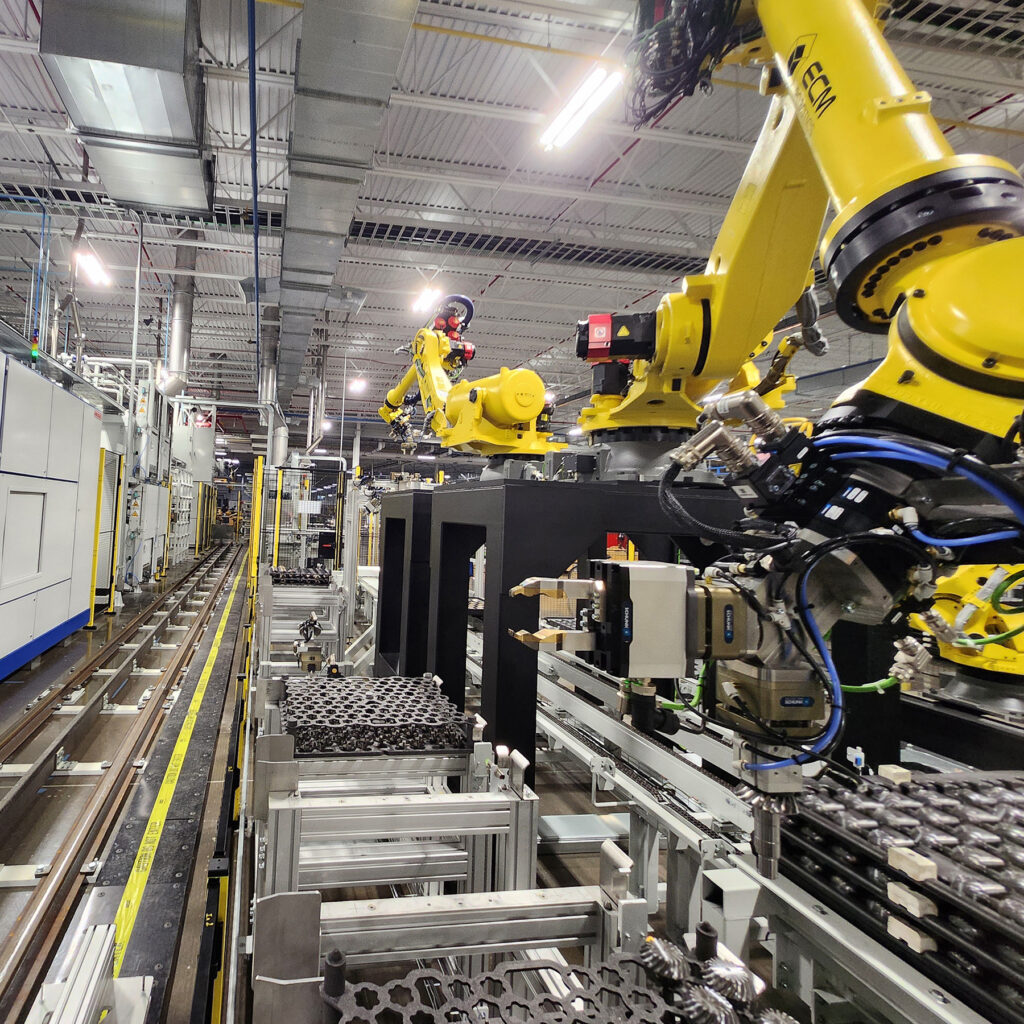
A modular NANO vacuum furnace system was commissioned for increasing in-house heat treat demands in drive technology. The furnace has reached its final acceptance.
SEW-EURODRIVE completed their fully automated in-house vacuum furnace system integrated with their patented MOVI-TRANS® inductive energy power transfer system (pictured parallel with ECM’s transfer system rails). SEW EURODRIVE partnered with ECM USA to commission the furnace which is completely integrated with advanced automation for their Lyman, South Carolina facility.
Source: ECMSource: ECMSource: ECMSource: ECM
This 6 chamber, 20 bar quench NANO vacuum furnace system provides flexibility and integration utilizing the addition of 16 tempering positions, advanced solvent based washer (both oil and water based contaminants), and robotic workload assembly/disassembly. . . Specifically designed to run multiple materials (including carburized grades and tool steels) this system has modular flexibility to adapt to increased production demands for various load scenarios and processes.
Press release is available in its original form here.
This instructive piece was first released inHeat TreatToday’sApril 2025 Induction Heating & Melting print edition.
In heat treating, clean parts are essential for repeatable, high-quality results. Yet cleaning is often seen as a necessary evil rather than a strategic process. That mindset must change.
For decades, gas carburizing with oil quenching has dominated the industry despite challenges, such as contamination, environmental concerns, and part distortion. These issues have driven growth in alternative processes, such as vacuum carburizing with gas quenching and nitriding, which eliminate post-quench oil contamination. However, not all metallurgical requirements can be met with these newer processes, and gas carburizing with oil quenching remains necessary for many part sizes, geometries, and material types. Furthermore, some alternative processes require more advanced pre-cleaning technology, adding complexity.
I briefly left heat treating in 1998 — I call it my sabbatical from heat treating — to work in advanced industrial cleaning and automation. When I returned about five years later, I was struck by how far behind the industry was in cleaning technology. While other manufacturing sectors had embraced modern solvent and hybrid cleaning systems, heat treating continued to rely on outdated aqueous washers that struggle to clean oil-contaminated parts effectively. It goes back to the old axiom: oil and water don’t mix. Spraying harder only emulsifies the oil further, making separation and disposal even more difficult, increasing costs, and creating sustainability concerns.
Paths Forward
Process shift — Where practical, companies have transitioned from oil quenching to vacuum carburizing with gas quenching, nitriding, and other alternative processes that reduce contamination issues. Of course, such changes are not driven solely by cleanliness — metallurgical requirements and process economics are complex topics. Gas carburizing with salt quenching is an often overlooked alternative, which offers superior heat transfer over gas quenching, reduces distortion, and is environmentally sustainable. Unlike oil quenching, cleaning aft er salt quenching is far simpler, as hot-water washers reclaim over 99% of the salt in a closed-loop system. The old negative mindset about salt, which questions the safety and toxicity of high temperature salt, has restrained process growth in this area. New equipment designs could create interesting, alternative paths with multiple benefits.
Mindset shift — If oil quenching remains necessary, cleaning processes must improve. Conventional aqueous washers are inefficient, and while modern cleaning systems are effective, they are costly. However, when considering part quality, sustainability, efficiency, and long-term cost savings, these systems provide a strong ROI and should not be dismissed.
Technology shift — Sustainability in cleaning cannot be ignored. Water-based systems with distillation attempt to recycle but have high energy costs, making solvent-based systems with integrated distillation more practical for higher efficiency and lower hazardous waste output.
Rugged environments (left) require cleaning systems that modern washers are not often built for. Many new washers are more suited to clean controlled environments like vacuum heat treating (right). (Images from “All About IQ Furnace Systems,” 16)
Challenges with Modern Washer Designs — Thoughts for Manufacturers
One major barrier to adopting advanced cleaning systems is cost, driven by their design. Many new washers are built for clean, controlled environments like vacuum heat treating but are poorly suited for traditional heat treat shops using oil quenching. Th ese shops have different requirements — floor space constraints, varied load configurations, and harsher conditions — meaning rugged, adaptable, and cost-effective solutions are needed. Function must take priority over aesthetics.
Washer manufacturers should rethink their designs to better fit conventional operations by focusing on durability, modularity, and cost-conscious engineering. Doing so could lower costs while improving adoption rates and accelerating industry-wide improvements in part cleanliness, quality, and sustainability.
Conclusion
Heat treating is changing, and cleaning technology must evolve with it. Whether by adopting better process alternatives, improving cleaning methods, or rethinking equipment design, companies that embrace innovation will reduce waste, improve efficiency, and ensure long-term success with a stronger commitment to sustainability and environmental responsibility.
The industry is evolving. It’s time to evolve with it.
References
“All About IQ Furnace Systems.” Heat Treat Today, 4, no. 1 (February 2021): 16-28. https://www.heattreattoday.com/ february-2021/
About The Author:
William (Bill) Disler President WDD Consulting LLC
William (Bill) Disler entered the heat treat industry as a young engineer, quickly establishing himself as a hands-on expert and eventually leading an international heat treat supplier company as CEO/president. He now serves the industry as a strategic advisor and partner to the C-Suite, as an engaged board member, through his consultancy, WDD Consulting, and in roles where he can make a positive impact.
For more information: Contact Bill Disler at wdisler@wddconsulting.com
The Heat Treat Doctor® ha vuelto para ofrecer sabios consejos a los lectores de Heat Treat Today y para responder a suspreguntas sobre el tratamiento térmico, brazing, sinterizado y otros tipos de procesamiento térmico, así como preguntassobre metalurgia, equipos y problemas relacionados con los procesos.
The Heat Treat Doctor® has returned to offer sage advice to Heat Treat Today readers and to answer your questions about heat treating, brazing, sintering, and other types of thermal treatments as well as questions on metallurgy, equipment, and process-related issues.
This article was originally published inHeat Treat Today‘sSeptember 2024 People of Heat Treat print edition.
El temple es un paso fundamental en el proceso de tratamiento térmico. Y si bien el especialista en tratamiento térmico suele tener varias opciones disponibles, existe un delicado equilibrio entre lo que está disponible para nosotros y cómo podemos optimizar sus características de rendimiento para cumplir con los requisitos/especificaciones de nuestros clientes. Se deben tener en cuenta cuidadosamente el material, el diseño de la pieza (geometría), los requisitos previos y posteriores de manufactura, la carga, el cambio dimensional permitido (es decir, la distorsión) y el proceso como tal. Conozcamos más.
Medios de temple: una breve Descripción
Los medios de temple actuales ofrecen una amplia gama de capacidades que, en algunos casos, se traslapan. Sin embargo, en un nivel fundamental, la función de un medio de temple es extraer calor de la superficie de la pieza para cumplir con una velocidad crítica de enfriamiento especificada y con ello lograr la microestructura necesaria para lograr las propiedades mecánicas y físicas requeridas. En el temple de aceros, por ejemplo, se debe evitar pasar por la “nariz” de la curva de transformación-tiempo-temperatura (TTT) si el resultado final deseado es una microestructura martensítica (o bainítica). Por el contrario, la velocidad de enfriamiento para un proceso de normalización requiere enfriamiento “al aire”, un término que a menudo se malinterpreta y que abordaremos en una discusión futura.
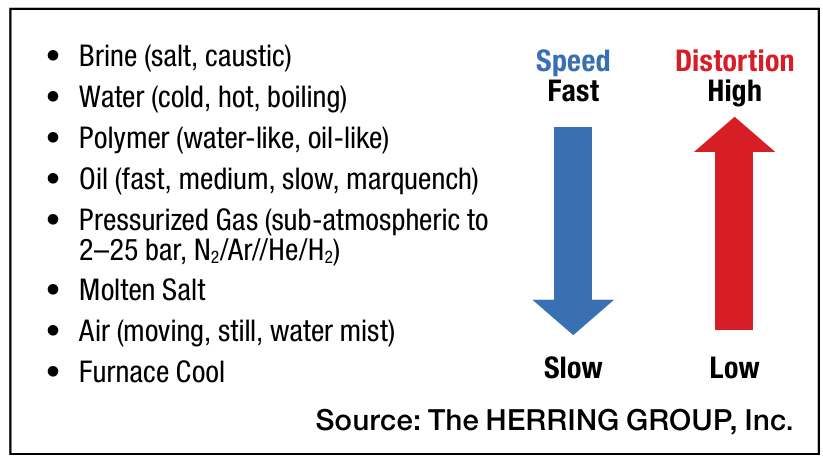
Figura 1. Medios de Temple comunes y su efecto en la distorsión (1)
Sin embargo, un medio de temple (Figura 1) es más que solo su velocidad de enfriamiento. Los medios de temple deben ser estables durante su vida útil, especialmente con respecto a la degradación (por ejemplo, oxidación), ser seguros, ser fáciles de arreglar y mantener, tener un alto punto de vaporización, idealmente no interactuar con la superficie de la pieza, usarse dentro de su rango de rendimiento óptimo, tener una larga vida útil, eliminarse fácilmente mediante limpieza después del temple y ser rentables.
A manera de una caracterización muy amplia, los medios de temple se pueden dividir en las siguientes categorías generales:
Medios de temple líquidos (p. ej., a base de agua, aceites, polímeros, sales fundidas y metales fundidos)
Medios de temple gaseosos (p. ej., aire, nitrógeno, argón, hidrógeno, vapor, dióxido de carbono, dióxido de azufre, gases reductores, atmósferas protectoras sintéticas o generadas, gases a alta presión)
Medios de temple sólidos (p. ej., dados de prensa enfriados, placas y polvos)
Medios de medios mixtos (p. ej., temple por aspersión, lechos fluidizados)
Figura 2. Diagrama de Ishikawa (también conocido como de pescado) de las variables de temples (1)
Selección del medio de temple óptimo
Contact us with your Reader Feedback!
Se deben tener en cuenta varios factores al seleccionar el mejor medio de temple. A continuación, se enumeran algunos de los aspectos importantes a tener en cuenta al seleccionar el medio adecuado (Figura 2):
Material: composición química, templabilidad, forma (p. ej., barra, placa, forja, fundición), tipo (p. ej., forjado, sinterizado) y limpieza, por nombrar algunos
Geometría/diseño de la pieza: forma, tamaño, peso, complejidad
Estado de laminación o tratamiento térmico previo: recocido, normalizado, preendurecido, relevado de esfuerzos
Estado de tensión: el efecto acumulativo de las operaciones de laminación y las operaciones de fabricación del cliente antes del tratamiento térmico
Carga: canastillas (aleación, compuesto C/C, placas de grafito, etc.)
Parámetros del proceso: temperatura, tiempo, precalentamiento
Selección del equipo: ¿es óptimo o simplemente adecuado para el trabajo?
Medio(s) de temple disponibles: sus limitaciones y ventajas
Es importante hablar brevemente aquí sobre dos aspectos del proceso de selección del medio de temple. Primero, observar la diferencia entre dureza y templabilidad (que analizaremos con más detalle en el futuro). Los tratadores térmicos tienden a centrarse en la dureza (ya que podemos medirla fácilmente en nuestro taller), pero la templabilidad es una consideración crítica en la selección del medio de temple. La templabilidad es una propiedad del material independiente de la velocidad de enfriamiento y dependiente de la composición química y el tamaño del grano. Cuando se evalúa mediante pruebas de dureza, la templabilidad se define como la capacidad del material bajo un conjunto dado de condiciones de tratamiento térmico para endurecerse “en profundidad”. En otras palabras, la templabilidad se relaciona con la “profundidad de endurecimiento”, o el perfil de dureza obtenido, no con la capacidad de alcanzar un valor de dureza particular. Cuando se evalúa mediante técnicas microestructurales, la templabilidad se define (para aceros) como la capacidad del acero para transformarse parcial o completamente de austenita a un porcentaje definido de martensita.
Tabla 1. Valores medios e instantáneos del coeficiente de transferencia de calor (3)
En segundo lugar, se debe tener en cuenta tanto el valor medio como el instantáneo del coeficiente de transferencia de calor alfa (α) del medio de temple. Aunque la “potencia” máxima de temple se puede describir mediante el coeficiente de transferencia de calor instantáneo, el coeficiente de transferencia de calor promedio (Tabla 1) proporciona una mejor comparación relativa de los diversos medios de temple, ya que representa el valor del coeficiente de transferencia de calor en todo el rango de enfriamiento (desde el inicio hasta el final del temple). Es importante recordar que la capacidad de gestionar (no controlar) la distorsión es un delicado acto de equilibrio entre la extracción uniforme del calor y la transformación adecuada.
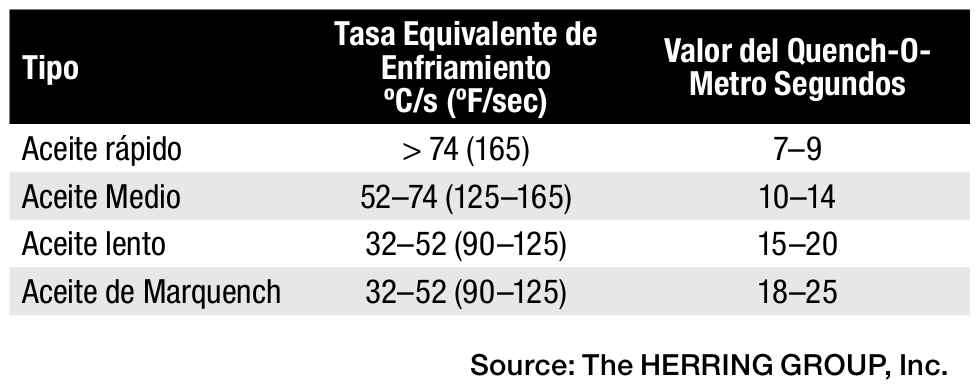
Tabla 2. Clasificación de los aceites de temple (1)
Un ejemplo común: selección de aceite de temple
Los factores importantes a tener en cuenta al seleccionar un aceite de temple, que son válidos en una forma ligeramente modificada para la mayoría de los medios líquidos, son: el tipo de medio (es decir, características del temple, datos de la curva de enfriamiento, nuevo y a lo largo del tiempo); velocidad de temple (consulte a Tabla 2); temperatura de uso; volumen efectivo del tanque de enfriamiento [es decir, la regla de un galón por libra de acero (8,4 L/kg)]; y los requisitos del cliente.
Los factores de diseño del tanque de temple también juegan un papel importante e involucran lo siguiente:
Volumen de aceite en el tanque de temple
Número de recirculadores o bombas
Ubicación de los recirculadores
Tipo de recirculadores (velocidad fija ovariable)
Disposición de los deflectores internos del tanque (tubos de aspiración, álabes de flujo direccional, etc.)
Diseño del elevador de temple (es decir, restricciones de flujo)
Dirección del flujo del temple (hacia arriba o hacia abajo a través de la carga)
Tamaño de la propela (diámetro, espacio libre en el tubo de aspiración)
Máximo incremento dela temperatura (diseño) delaceite después del temple
Altura del aceite sobre la carga
Intercambiador de calor: tipo, tamaño, tasa de extracción de calor (BTU instantáneos/minuto)
Tiempo de recuperación del aceite hasta el set point
Por último, se deben tener en cuenta factores como: la masa de la pieza; la geometría de la pieza (por ejemplo, secciones delgadas y gruesas, esquinas y barrenos afilados, perfil de los dientes del engrane, perfil de la rosca, etc.); espaciamiento de la pieza en la carga; velocidad de flujo efectiva a través del área de temple (vacía y con carga); estado de tensión de operaciones anteriores (de manufactura); operaciones de tratamiento térmico posteriores a realizar (si las hay); carga, incluidas las charolas, las canastillas y el herramental (material y diseño); y el material (composición química y templabilidad).
Reflexiones finales
El temple, considerado por muchos como un tema complejo y multifacético, es un asunto que los especialistas en tratamiento térmico deben supervisar y controlar constantemente. En futuras entregas, analizaremos muchos de los aspectos individuales del temple. Lo importante aquí es reconocer que, si se realiza correctamente, el temple (en cualquier forma) optimizará un tratamiento térmico determinado y ayudará a producir las piezas de la más alta calidad que exigen las industrias a las que prestamos nuestros servicios.
Referencias
Daniel Herring, Atmosphere Heat Treatment, Volume II: Atmospheres | Quenching | Testing (BNP Media Group, 2015).
Bozidar Liscic et al., Quenching Theory and Technology, Second Edition (CRC Press, Taylor Francis Group, 2010).
Daniel Herring, “A Review of Gas Quenching from the Perspective of the Heat Transfer Coefficient,” Industrial Heating, February 2006.
Sobre el autor
Dan Herring “The Heat Treat Doctor” The HERRING GROUP, Inc.
Dan Herring ha trabajado en la industria durante más de 50 años y ha adquirido una vasta experiencia en campos que incluyen ciencia de materiales, ingeniería, metalurgia, investigación de nuevos productos y muchas otras áreas. Dan es autor de seis libros y más de 700 artículos técnicos.
Para más información: Comuníquese con Dan en dherring@heat-treat-doctor.com.
For more information about Dan’s books: see his page at the Heat Treat Store.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
A Missouri-based furnace manufacturer for the foundry, die casting and metal forming industries recently announced plans to expand its footprint in the St. Louis area with a new facility. The $4M investment in O’Fallon, Missouri, will create 25 new jobs and result in the consolidation of operations located in two Missouri counties with room to grow.
“We’ve seen explosive growth over the past few years, which initiated an extensive search for a new location,” said Joe Slattery, president and COO of SINC Thermal. “Our new, consolidated facility in O’Fallon will allow us to successfully address the current needs of our customers and position us for future growth.”
Mike Parson Governor of Missouri Source: flickr
“It’s exciting to see yet another Missouri-made business like SINC Thermal thriving in the St. Louis region. We look forward to the company’s continued success in O’Fallon as it expands and strengthens the area’s vibrant manufacturing sector,” said Missouri Governor Mike Parson.
Bill Hennessey Mayor O’Fallon, Missouri Source: www.ofallon.mo.us
For this expansion, SINC Thermal will benefit from the Missouri Works program, a tool that helps companies expand and retain workers by providing access to capital through withholdings or tax credits for job creation.
“We are thrilled that SINC Thermal has joined O’Fallon’s vast number of advanced manufacturers, and proud of the Select O’Fallon team’s work in making it happen,” said O’Fallon Mayor Bill Hennessy. “I also wish to thank our county, regional, and state partners for their support of SINC Thermal and help in reaffirming O’Fallon as a place where businesses can succeed.”
SINC Thermal president and COO Joe Slatterly is a member ofHeat TreatToday‘s 40 Under 40 Class of 2020. Click here to learn more.
The press release is available in its original form here.
If curiosity were a person, Brynna Keelin Kelly-McGrath would be her name. Having risen at Moog, Inc. to the position of materials and process engineer, Brynna shares her early STEM interests and how she stays up-to-date on industry trends and ideas. In this highly engaging NextGen profile on Heat TreatRadio — with host and Heat TreatToday’s publisher, Doug Glenn — get to know this talented metallurgist.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Meet Brynna Keelin Kelly-McGrath (01:00)
Doug Glenn: Let’s jump into today’s Heat Treat Radio episode with Brynna Keelin Kelly-McGrath from Moog, Inc. It’s a great pleasure to be here today with Brynna, who is one of our 40 Under 40 Class of 2023 award recipients. First off, congratulations on that award, and welcome to Heat Treat Radio.
Brynna Keelin Kelly-McGrath: Thank you so much. That was an honor.
Doug Glenn: Brynna lives just south of Buffalo, New York. As you know, this interview is to get to know you a little bit more — how you got into metallurgy, heat treating, and all that good stuff. Let’s start way back. Give us a little bit about yourself as a younger person, maybe high school age and moving on up through, and then how you got involved with heat treating and metallurgy.
Check out Brynna’s 40 Under 40 profile. Click the logo.
Brynna Keelin Kelly-McGrath: Sure. I grew up in a little town called West Falls, south of Buffalo, New York, and about 20 minutes from Moog. While I was in high school, I took AP chemistry and physics and fell in love with those topics. I knew from a younger age that I was going to wind up being an engineer eventually; I just didn’t know what kind. But I was pretty sure I wanted to be a chemical engineer, so I toured a couple of colleges.
At one of them, I met with a materials science professor to talk about the differences between chemical and materials science engineering. I was sold. I was all set and ready to go be a polymers engineer. I picked Purdue University, started going there, and was absolutely loving it.
The summer after my freshman year, I got an internship with Moog, which was right around the corner from my hometown. The internship was primarily metallurgical, due to the nature of Moog’s products, and I absolutely loved it. I was not expecting to like it, and it was just so great. So, I transitioned all of my coursework over to metallurgy, and I kept coming back to Moog for internships, and that was fantastic.
Learning from Industry Experts (03:32)
When I started off at Moog, it was right around the time when two of our subject matter experts in heat treatment were transitioning to retirement. I started learning as much as I could as fast as I could about heat treatment. There was obviously a lot to learn there, but it was a great time.
After working at Moog for a couple of years, I decided I wanted to go back and pursue my other passion, which was manufacturing engineering. So, right now I’m working on a master’s degree after work to combine metallurgy and manufacturing.
“When I started off at Moog, it was right around the time when two of our subject matter experts in heat treatment were transitioning to retirement. I started learning as much as I could as fast as I could about heat treatment.”
Brynna Keelin Kelly-McGrath, Moog
Doug Glenn: Wow. You’re a classic overachiever. That’s pretty good. And you said Purdue, correct?
Brynna Keelin Kelly-McGrath: Yeah.
Doug Glenn: Okay. And you did your undergrad there. Did you actually end up graduating with a materials engineering degree or a metallurgy degree?
Brynna Keelin Kelly-McGrath: Materials science and engineering.
Brynna shares how she got started in the industry. Source: Heat Treat Today
Doug Glenn: All right. Good. You spent the summers back at Moog and enjoyed that. You know, we see a lot of the older generation retiring, so you’re filling the brain drain, as we say, which is great. Are there are many other young people at Moog?
Brynna Keelin Kelly-McGrath: Yeah, their internship co-op program has been fantastic in bringing in a lot of students right out of college and getting them hooked on our product line and the sort of manufacturing we do. And we’re definitely getting more recent college graduates. But, you know, with people retiring, those are some awfully big shoes to fill.
Doug Glenn: For sure. What exactly does Moog make at your facility? They’re a large corporation; I know they usually make a lot of automotive, maybe aerospace, components but are you able to say specifically what Moog does there?
Brynna Keelin Kelly-McGrath: We specialize in high precision motion actuation systems. From a metallurgical side, we’re working with a ton of really cool materials. So it’s not just steels or aluminum, it is a lot of aerospace applications, defense. The materials and process engineering group is physically orchestrated on our headquarters campus as well as the space and defense building, so we do get to see quite a bit of that. From the metallurgical perspective, there is a lot to see and work on.
Doug Glenn: You mentioned you were thinking about being a chemical engineer, but then you saw the materials. Do you remember what it was about that and metallurgy that attracted you? Anything specific?
Brynna Keelin Kelly-McGrath: I remember sitting through that talk with a materials professor at Purdue, and he was talking about what the day to day of a chemical engineer versus materials engineer looks like. I will not pretend that he wasn’t biased, because he was a materials professor. But the work he described for materials engineering was so diverse, and there were options for different settings and what you could end up working on — from being in a steel mill to working in a lab like I do. There are a lot of options, a lot of cool things. The slogan at Purdue was something along the lines of: you can’t make it without materials.
Brynna’s Family Background (07:30)
Doug Glenn: That’s really neat. So, I haven’t asked you about your family at all. What did they think when you told them, hey, I’m thinking about being a materials engineer or a metallurgist?
Brynna Keelin Kelly-McGrath: My father is an industrial engineer, and my mother is a pharmacometrician, so they’re both in the stem field already. I think it was no surprise that I was going to pursue engineering and then, metallurgical engineering specifically. I think they were happy to encourage me to pursue any of my passions. And my father knew a couple of materials engineers and thought that it would work out for me. They were excited.
Undergraduate Research (08:16)
Doug Glenn: They were very supportive. That’s great. When you did your undergrad at Purdue, did you have to work on a final paper or any specific projects that were of interest to you?
Brynna Keelin Kelly-McGrath: I did some undergraduate research in the metallurgy realm. But my senior project for graduation was along the lines of characterizing shot for shot peening and the degradation of shot and the residual stress that it imparts. It was like a cool mix of FEA modeling with actually characterizing the material. It was a neat project.
Doug Glenn: Have you had to do any of that at Moog?
Brynna Keelin Kelly-McGrath: There’s a fair deal of materials characterization. We have shot peening, but I’m not super involved with it.
Current Work at Moog (09:35)
Doug Glenn: Gotcha. That’s interesting. Can you describe what your typical day at Moog looks like now and what you’re working on?
Brynna Keelin Kelly-McGrath: Sure. My typical day is a good deal of talking with all types of engineers, explaining metallurgical concepts. Because we work on a lot of different materials, there’s a lot to understand there. A good portion of my role is talking with other engineers about how a heat treatment procedure works or what’s metallurgically happening, how to modify a manufacturing sequence, how to design so that the product’s going to work.
But then I also specifically work in a failure analysis lab. This could be anything from something’s coming off the manufacturing line a little bit wrong or something failed in the field. We’ve got a beautiful characterization lab full of all the toys that you could think of, including two SEMs and a chemical lab. There’s a good deal of analysis there, too.
Doug Glenn: You seem like a person who enjoys your work. Is there any specific story or instance of something happening, either in school or at work, that really made you happy that you were in metallurgy and heat treat?
Brynna Keelin Kelly-McGrath: Oh, goodness. That’s a good question.
I would have to say I’ve had a couple projects at work, without getting into too many specifics, where we discovered something new metallurgically that we didn’t know was happening before. And then working through that, how did we not know it before? What do we know about it now? And what are we going to do to utilize this new thing that we discovered and take advantage of it? From a heat treat perspective, sometimes that means modifying our procedures, modifying our fixturing, creating something new.
It’s neat to see the modifications happen and come up with the new parts on the other end. It’s been very exciting to work on interdisciplinary teams like that.
“My typical day is a good deal of talking with all types of engineers, explaining metallurgical concepts. Because we work on a lot of different materials, there’s a lot to understand there. A good portion of my role is talking with other engineers about how a heat treatment procedure works or what’s metallurgically happening, how to modify a manufacturing sequence, how to design so that the product’s going to work.” Source: Heat Treat Today
Doug Glenn: Yeah. I’m curious about this. You’ve been out in the work world for how many years?
Brynna Keelin Kelly-McGrath: Three and a half.
Doug Glenn: Okay. So, you’ve been out of school and working four years, and the amount you know about metallurgy and heat treating now is four years’ worth. Does it kind of amaze you the amount of stuff we don’t know?
Brynna Keelin Kelly-McGrath: Absolutely. Metallurgy is an old science, but you know we’re still [developing] the tools and technology and it’s great to find out new things.
Doug Glenn: Right. A lot of people get involved and say, “Well, I don’t want to go into metallurgy and heat treat because it’s a mature industry,” but I was curious if you felt the same way.
It’s really quite fascinating because there is a lot that happens. Like you were saying at Moog when you discovered things, a lot of stuff that’s happening and we really don’t know why. The more we can discover about it, the better.
Brynna Keelin Kelly-McGrath: Absolutely.
Top Industry Resources (12:58)
Doug Glenn: Let me ask you this. You obviously come from a smart family; you’ve got parents who are well educated, and you are as well. What are some of the metallurgical/heat treat resources that you use to stay current?
Brynna Keelin Kelly-McGrath: I think the best resource that’s out there is people. The network that I’ve been growing comes from a variety of different sources. I’m part of a few industrial committees, and it’s just a great way to meet people from all ends of the spectrum of metallurgy — from those producing the material to those making something out of it to the people who are going to use it all the way down the line.
Finding other metallurgists in those realms, and also through venues like ASM and our local Buffalo chapter — meeting people who have more experience than I do and have seen it before. If I’m seeing something for the first time, there’s definitely someone who spent their whole career on that. It’s really great to tap into those resources. That’s my number one.
And then my second choice would be the ASM handbooks. I’ve always got at least two open on my desk.
“I think the best resource that’s out there is people.”
Brynna Keelin Kelly-McGrath, Moog
Doug Glenn: Those are great resources. ASM over the years has pumped out some very, very good stuff. Is there anything else about your work or your schooling that is of interest or excited you that you’d like to share?
Brynna Keelin Kelly-McGrath: I really liked working at Moog because it’s a cool application where I can use my metallurgical knowledge along with this new manufacturing knowledge that I’m building up. That was my favorite intersection with my undergrad degree. And now I get to actually try that out in a working sense. That’s been great.
Doug Glenn: And you’re doing a master’s in industrial engineering?
Brynna Keelin Kelly-McGrath: The University of Michigan.
Doug Glenn: Remotely, I’m assuming?
Brynna Keelin Kelly-McGrath: Yes.
Doug Glenn: Very nice. And how far along are you, and how much longer do you have to go there?
Brynna Keelin Kelly-McGrath: I’m hoping to graduate in December, so I’m coming closer to the finish line.
Doug Glenn: Congratulations. That’s really good.
Rapid-Fire Round (15:44)
Doug Glenn: I want to move off of metallurgy and heat treat just to learn a little bit more about Brynna. All right, so these quick questions are what I call the rapid-fire round. Brace yourself. Are you a Mac or a PC person?
Brynna Keelin Kelly-McGrath: I am a Mac person through and through. I love my Mac.
Doug Glenn: Do you use a Mac at work?
Brynna Keelin Kelly-McGrath: I wish, but no.
Doug Glenn: We have an ongoing debate here. We had a couple people that came into the organization with Macs, and I’ve always been a PC guy. So, anytime there’s a computer problem, we tease each other, “Well, that’s because you’re working on a Mac/you’re working on a PC.” Well, that’s good to know. And for your phone: Are you an Apple phone person?
Brynna Keelin Kelly-McGrath: Yeah, I’ve got an iPad. And I just got a new MacBook Air the other day.
Doug Glenn: You’re hardcore. Very good.
So, we’re a publishing company here at Heat Treat Today. And I like to ask this question: When you consume media, do you prefer hard copy or digital?
Brynna Keelin Kelly-McGrath: I prefer digital. I like to have all of my work life very organized by topic, and it’s way easier for me to organize everything if I have a digital copy of it. So even if it’s a print copy, I’ve been known to scan and file it the way that I file everything else.
Doug Glenn: Okay. Now what do you value more in work — a flexible work schedule or high pay?
Brynna Keelin Kelly-McGrath: I’m going to go with flexible work schedule. I’ve had some people close to me who have the high pay but no flexibility. And they’re the ones more jealous, so I’m going to go with that. I’ll take the flexibility.
Doug Glenn: That’s a great answer. Here’s one: Would you rather work remotely or in an office?
Brynna Keelin Kelly-McGrath: In an office 100%, I am definitely of the variety that likes to be around people. I would rather have people to talk to face to face than doing it over Teams.
Doug Glenn: I kind of assumed you were like that. How did you handle all the isolation that came with the recent pandemic?
Brynna Keelin Kelly-McGrath: I was still in college at that time for most of Covid. Purdue was only remote for half of one semester. It was a reasonably short time. And then the rest of the time we had limited capacity in classrooms and things. But when I was coming back for my internships, our department was classified as essential. We were coming into the office every day, and that was good, I enjoyed that.
Doug Glenn: So, you didn’t necessarily really have a lot of the isolation or as much as you might have had.
Brynna Keelin Kelly-McGrath: Yep.
Doug Glenn: That’s good. Okay, I won’t keep going down that road. I think that whole time period has been very impactful on our society. And I’m curious how people feel it has affected them.
I know you love working at Moog, but if you had a dream job, what would it be?
Brynna Keelin Kelly-McGrath: I don’t know. I think someday down the line, it would be cool to have my own manufacturing business. I don’t have a product in mind at the moment, but in my thoughts it has to do with metallic components and heat treatment, because that’s my passion. That would be great.
Doug Glenn: Very interesting, owning your own company and manufacturing something metal. You know what? That’s where it starts. You’re three and a half years out, and you’ve got time to develop more specificity over time. But that’s good to even know that you’re moving in that direction.
I assume you don’t work all the time. What do you do? What do you do in your free time? What do you like? What are your passions outside of work?
Brynna Keelin Kelly-McGrath: The number one time consumer at the moment is that master’s degree. But then, you know, on a pure fun basis, my husband and I are avid golfers. And all of the very short Buffalo summer we’re trying to be out there on the golf course.
“But then, you know, on a pure fun basis, my husband and I are avid golfers. And all of the very short Buffalo summer we’re trying to be out there on the golf course.” Source: Richard-7 / Getty Images Signature
Brynna Keelin Kelly-McGrath: I’m also a bluegrass fiddler. I play in a couple bands. And that’s pretty fun, too. It’s almost Saint Patrick’s Day.
Doug Glenn: You’re a musician? You know, I’ve heard that there are some engineering schools who don’t ask you if you play an instrument, they ask you what instrument you play because there is a correlation somehow or other between music and engineering. Maybe it’s the methodical-ness, the orderliness, and all that stuff.
Brynna Keelin Kelly-McGrath: Neat, I didn’t know that.
Doug Glenn: If you’re playing bluegrass fiddle, I assume you play some by ear. I mean, I assume you’ve got some sort of natural talent there. Is that safe to say?
Brynna Keelin Kelly-McGrath: Yeah, I started that at a decently young age. And now my husband and I are learning piano as well, so it’s been fun.
Doug Glenn: What does your husband do by chance?
Brynna Keelin Kelly-McGrath: He’s a software engineer.
Doug Glenn: Two engineers in one house. That’s got to be interesting dinner time talk. That’s wonderful.
Okay. Last question for you. I give people an option here. You can answer any one of these three. What would be your favorite app, movie, or magazine?
Brynna Keelin Kelly-McGrath: The first thing that came to my mind when you asked that question was Audible. At the moment, I’m hooked on reading, or listening, to a lot of books. I consider it reading in the little bits of downtime here and there grocery shopping and driving in the car and things like that. It’s nice to spend that time a little bit more productively.
Doug Glenn: I’m with you. I think that’s great. I assume maybe you can even do some of your school reading on Audible?
Brynna Keelin Kelly-McGrath: I haven’t tried that yet. Honestly.
Doug Glenn: Sometimes people learn better by actually reading. But other people learn better by listening, so that’s fine.
If you were to encourage young people to really look into metallurgy materials, what would you tell them? What would be your encouragement to them?
Brynna Keelin Kelly-McGrath: I think the most impactful thing for me at that age was actually getting to see what they do. At Moog, I act as a tour guide for a lot of high school students. I try to show them as closely as possible what we do and what a day looks like. Because it’s great to think about the theory, but at the end of the day when you graduate with that degree, you’ve got to go work. I encourage high school students to get out there and see as many jobs as possible. Shadow people — I guess that would be my advice.
Doug Glenn: That’s good. Well, Brynna, thanks so much. Congratulations again on being awarded 40 Under 40 this last year. And thanks for taking some time to chat with us.
Brynna Keelin Kelly-McGrath: Thank you so much.
About The Guest
Brynna Keelin Kelly-McGrath Materials and Process Engineer Moog, Inc. Source: Brynna Keelin Kelly-McGrath
Brynna Keelin Kelly-McGrath received her bachelor’s degree in Materials Science and Engineering from the Purdue University Honors College. She is currently working on a master’s degree in Manufacturing Engineering from the University of Michigan Ann Arbor. Brynna conducts metallurgical support for day-to-day heat tree issues and non-conformances across several divisions within Moog, Inc. She was recognized in Heat Treat Today’s 40 Under 40 Class of 2023.
Contact Brynna by visiting Moog, Inc.’s website: www.moog.com.
Ever wish you had a map to follow when navigating your power source? In the following Technical Tuesday article, Brian Turner, sales applications engineer at RoMan Manufacturing, Inc., charts the route that power takes from the source to the load and back again in a vacuum furnace.
This informative piece was first released in Heat Treat Today’s June 2024 Buyers’ Guide print edition.
In a vacuum furnace, the journey from the load (the material being heat treated) to the incoming power involves a complex arrangement of components that deliver, control, and monitor electrical energy. Here’s a breakdown of the path from the source to the load and back to the source of incoming power of a vacuum furnace:
Load
The material — either an item or batch of items — that is undergoing heat treatment; can be metals, ceramics, or composites.
Heating Elements
Common materials for heating elements include graphite, molybdenum, or tungsten, depending on the temperature range and application.
Electrical Feedthrough
These are used to transmit electrical power or signals through the vacuum chamber wall. They often contain insulated conductors and connectors to ensure safe transmission without leaking air into the vacuum environment.
Conductors
The most common methods to connect power from a vacuum power source to the furnace’s feedthrough include air-cooled cables, water-cooled cables, and copper bus bar. Power efficiency can be improved when selecting the length, size, and area between conductors. This can be achieved by close coupling the power system to the electrical feedthroughs, reducing resistance and inductive reactance, and improving the power factor.
Machined Copper Bar Source: RoMan Manufacturing, Inc.
Controlled Power Distribution Systems
The furnace market today generally relies on three primary types of control power distribution systems: VRT, SCR, and IGBT. Each of these technologies employs different methods to regulate the power input to the furnace, which in turn generates the required heat.
VRT (Variable Reactance Transformer)
The VRT controls AC voltage to the load, this is accomplished by a DC power controller that injects DC current into the reactor within the transformer.
The SCR controls the AC output voltage and can be paired with a transformer to step the voltage up or down and close couple to the furnace feedthroughs.
IGBT (Insulated-Gate Bipolar Transistor)
Balanced three-phase voltage is rectified through a bridge circuit to charge a capacitor in the DC bus. The IGBT network switches the DC bus at 1000Hz to control the AC output voltage to a Medium Frequency Direct Current (MFDC) power supply.
MFDC power supply transforms the AC voltage to a practical level and rectifies the secondary voltage (DC) to the heating circuit.
A line reactor on the incoming three-phase line mitigates harmonic content.
Control Systems
These systems manage the furnace’s operation, including driving the setpoint of the power system, temperature control, vacuum levels, and timing. They often consist of programmable logic controllers (PLCs), human-machine interfaces (HMIs), sensors, and other automation components.
Incoming Power
This is the origin of the furnace’s electrical energy, typically from a utility grid. It provides alternating current (AC), which is distributed and transformed within the furnace system to power all necessary components. In industrial settings, power companies usually charge for electricity based on several factors that reflect both the amount of electricity used and how it’s used. Some common charges/penalties are energy consumption (kWh), demand charges (kW), power factor penalties, and time-of-use (TOU) reactive power.
Conclusion
The careful arrangement of heating elements, electrical feedthroughs, conductors, and controlled power distribution systems allows for precise temperature control, ultimately impacting the quality of the processed material. Understanding the role of various control systems, such as VRT, SCR, IGBTs, and transformers is crucial for optimizing furnace performance and managing energy costs
About the Author:
Brian Turner Sales Applications Engineer RoMan Manufacturing, Inc. Source: RoMan Manufacturing, Inc.
Brian K. Turner has been with RoMan Manufacturing, Inc., for more than 12 years. Most of that time has been spent managing the R&D Lab. In recent years, he has taken on the role as applications engineer, working with customers and their applications.
Here is what readers are saying about recent posts on Heat Treat Today. Submit your comments to editor@heattreattoday.com.
Jason Schulze has written numerous articles for HTT about AMS2750E. Check them out by searching “Jason Schulze” at www.heattreattoday.com
Jason Schulze, Conrad Kacsik
READER QUESTION: As per AMS2750E, what is the number of reuses for nonexpendable base metal thermocouples (N type MIMS TCS) above 980°C? Our application is TUS and SAT from 700°C to 1250°C. We would like to use N type MIMS thermocouples for both TUS and SAT. Recalibration period is specified as 3 months for N type thermocouples in AMS2750E. But no details are provided for the number of reuses above 650°C.
Jason Schulze (Conrad Kasik) for HTT: The number of permitted uses depends on the intended use of the thermocouple. For example, if the Type N thermocouples are used at 980°C (1796°F) as load thermocouple, the maximum permitted use would be 3 months or 180 uses, whichever comes first. If the thermocouple is used as a resident SAT thermocouple, it would need to be replaced every three months. In this case, the usage limit would be limited to 3 months. This will not be changing when the new version of AMS2750F is released.
We welcome your inquiries to and feedback on Heat Treat Today articles. Submit your questions/comments to editor@heattreattoday.com.