How well do you know hardness processing? Can you draw the line where nitriding and ferritic nitrocarburizing (FNC) differ? In this Technical Tuesday feature, skim this straight forward data that has been assembled from information provided by four heat treat experts: Jason Orosz and Mark Hemsath at Nitrex, Thomas Wingens at WINGENS LLC – International Industry Consultancy, and Dan Herring, The Heat Treat Doctor at The HERRING GROUP, Inc.
Let us know what you think! What is the next comparison you'd like to see? What facts were you surprised by? Email Heat TreatDaily editor Bethany Leone at bethany@heattreattoday.com.
Nitriding
Descriptor
Ferritic Nitrocarburizing
480º-590C (896º-1094ºF) typical
Temperature Range
565º-590ºC (1049ºF-1094ºF) typical
Wrought and powder metallurgy materials including alloy steels (e.g., 4140), stainless steel (e.g., 304L, 420), tool steels (e.g., H11, H13) and special nitriding steels (e.g,, Nitralloy 135M, Nitralloy EZ) are typical examples. Many other steel grades are possible.
Materials Commonly Processed
Plain and medium carbon steels (e.g., 1015, 1018, 1045), alloy steels (e.g., 4140, 4340) and tool steels (e.g., H11, H13) are typical examples. Many other steels grades are possible.
Wear (as in abrasion resistance), bending, torsional and rolling contact, fatigue resistance, lubricity, and adhesive strength improvements.
Materials Commonly Processed: Why to Process Them with These Methods
Wear resistance, lubricity, fatigue, and corrosion resistance are primary benefits with improved fatigue strength and adhesive strength possible.
3-48 hours at temperature. May be up to 72 hours.
Relative Cycle Times
2-6 hours at temperature.
Pit retort furnaces and front load retort furnaces for gas nitriding, although bell retort furnaces have also been used.
Equipment Types Used for the Process
Pit retort furnaces and front load retort furnaces for gaseous ferritic nitrocarburizing. Bell retort furnaces have also been used.
Ammonia and nitrogen or ammonia and dissociated ammonia.
Atmospheres Used/Required
Ammonia and nitrogen and carbon-bearing gas such as CO2, CO, or endothermic gas.
Dies, gears, pump bodies, springs, gun barrels, shafts and pinions, pins, brake rotors and may other types of component parts produced from bar, plate, rod, forgings and castings formed by stampings, machining, rolling, forging, casting, etc.
Typical Parts Processed
Wear plates, washers, clutch plates, gas pistons, brake pistons, brake rotors, barrels, slides, differential cases and other types of component parts produced from bar, plate, rod, etc., and formed by stampings, rolling, machining, casting, etc.
Cost is often higher for gas nitriding as opposed to other case hardening processes (including FNC) based on the type of component parts run. In many cases, cost is a function of the longer cycle time and/or more labor involved.
Relative Cost Per Unit
Cost is often lower than many other case hardening processes (including gas nitriding) based on the type(s) of component parts run. In many cases, cost is a function of a shorter cycle time and/or less labor involved.
Basic specifications are easily achieved with good equipment and/or controls; difficulty increases when attempting to produce specialized layer compositions/phases.
Ease of Use/Control
Basic specifications are easily achieved with good equipment and/or controls; difficulty increases when attempting to produce specialized layer compositions/phases. Hardware/control requirements are more complicated than for nitriding when controlling for carbon potential.
It can range from very simple to medium-high depending on application.
Relative Expertise Necessary to Perform
Medium-high depending on the application. The user will want to look for clean parts, a good loading system, and PLC controlled cycle.
Aqueous (clean chemistry) including rinse/dry, vapor degreasing (clean chemistry).
Cleaning Requirements
Aqueous (clean chemistry) including rinse/dry, vapor degreasing (clean chemistry).
Time, temperature, gas flow, nitriding potential (Kn) and/or percent dissociation, hydrogen sensors.
Controls
Time, temperature, gas flow, nitriding potential (Kn), carbon potential (Kc) and oxygen potential (Ko). Hydrogen sensor and oxygen (carburizing) sensor may be used.
electric and gas-fired equipment
Fuel Source
electric and gas-fired equipment
Hardness (surface, core), case depth determination (via microhardness – typically core hardness + 50 HV), microstructure (compound and diffusion zone depths), composition, core structure, presence of absence of nitride networking (aka nitride needles), and the presence or absence of cracking or spalling of the case.
Testing Required
Hardness (surface, core), case depth determination (via microhardness – typically core hardness + 50 HV), microstructure (compound and diffusion zone depths), composition, core structure, porosity (type and depth), and the presence or absence of cracking or spalling of the case.
Warm wall plasma nitriding, as well as advances in controls, sensors, temperature uniformity, and reduced gas volumes.
Latest Advances
Black oxide, hydrogen sensors, and fast cooling techniques as well as advances in controls, sensors, and temperature uniformity.
(1) simple equipment, (2) can offer beneficial tribological changes part/metal, (3) performed after part machining, (4) little-to-no distortion.
Pros (Strengths)
(1) fast, cheap, repeatable results, (2) excellent corrosion resistance, especially with (black) oxide, (3) performed after part machining, (4) minimal distortion/almost distortion free
(1) long cycle time, sometimes a multi-day process if deep case is required, (2) effective pre-cleaning required, (3) weldability becomes reduced, (4) ammonia is used, (5) embrittlement with too much white layer.
Cons (Weaknesses)
(1) Focused on part surface, mainly with inexpensive materials, (2) effective pre-cleaning required, (3) weldability becomes reduced, (4) ammonia is sometimes a concern.
Michael Johnson Sales Manager Solar Atmospheres of Western PA
Solar Atmospheres of Western PA successfully vacuum heat treated what is reported to be the largest and longest load of nickel alloy tubing ever in a commercial vacuum furnace. The mission was to preserve the crucial elements of brightness and cleanliness of the 45-foot-long seamless tubing while meeting extremely stringent mechanical properties.
“We spent countless hours reviewing critical systems such as triplicate pumping systems and redundant hot zone controls for any unforeseeable event that might arise during the 100+ hour run,” stated Michael Johnson, sales director at Solar Atmospheres of Western PA. “We are also fortunate that we can rely on our furnace manufacturing division, Solar Manufacturing, for guidance should any issue arise. This successful run will ignite a production campaign for the next 5 years, once again boosting confidence that this 48 foot vacuum furnace will surpass our customers’ expectations.”
Editor’s Note:
We suspected that this is a significant heat treating accomplishment, so we asked industry consultant and expert Dan Herring for perspective. Here are the questions and his responses. The following is provided by Heat Treat Today and not Solar Atmospheres of Western PA.
HTT: In what industries might these tubes be used?
DH: Typical examples would include steam generator tubing in nuclear power plants, high temperature aircraft systems, the oil and gas extraction industry, and anywhere applications call for corrosion/pressure/temperature resistant tubes/pipe.
HTT: Is there anything special about processing nickel alloy tubing?
DH: Yes. In order to maximize corrosion resistance, one must keep the surfaces of the tubes as oxide-free as possible. Hence, the use of vacuum. Also, the long lengths of the pipe means fewer welded joints (fewer joints means a stronger pipe, and likely more resistant to corrosion).
HTT: Is this release noteworthy?
DH: It is absolutely noteworthy. This demonstrates size capability available in only a handful (if that many) heat treat shops IN THE WORLD.
Doug Glenn, publisher of Heat TreatToday, moderates a panel of 5 experts who address questions about the next 5-10 years in the heat treat industry. What are the trends and what should you prepare for. Experts include Peter Sherwin, Eurotherm by Schneider Electric; Janusz Kowaleski, Ipsen Group; Andrew Bassett, Aerospace Testing & Pyrometry; and Dan Herring, the Heat Treat Doctor from The HERRING GROUP, Inc.
You can view this special video edition of Heat Treat Radio by clicking the button below.
State of Industry 4.0 in the North American Heat Treat Market: What’s Being Done and Who’s Using It?
What is “Industry 4.0” and how is this new technology being used in the heat treat industry? Industry experts spoke with Heat Treat Todayabout their involvement with this cutting-edge application of technology. To learn how you can implement Industry 4.0 at your plant, read what experts have to say about the problems, solutions, and the future of Industry 4.0.
In this Heat Treat Today Original Content article, Peter Sherwin at Eurotherm, AymericGoldsteinas at Ipsen, Robert Szadkowski at SECO/WARWICK Group, and Dan Herring at The HERRING GROUP, Inc. bring varied perspectives as they tackle this topic.
“I think IoT should be better applied – period!”
– Peter Sherwin, Global Business Development Heat Treatment Executive, Eurotherm
Industry 4.0 and “the internet of things” (IoT) were hot topics in the crammed online chatrooms of this year’s heat treat events. But exactly what are these technologies in the world of heat treat? What are the current applications that three leaders in Industry 4.0 have applied? What are some problems and solutions that this new tech brings? And lastly, what is the future of Industry 4.0?
This article will begin by explaining and defining a few prominent technologies before answering each of these questions. Then, read a few thoughts from The Heat Treat Doctor® as you think about application to your heat treat process.
What Is It and Why Does It Matter?
Basically, the term “Industry 4.0” refers to the Fourth Industrial Revolution. See the chart for a breakdown of major topics of the first three industrial revolutions.
Infographic of the four industrial revolutions. Source: Heat Treat Today (images ref. 11)
The idea of new communication is sometimes referred to as cyber-physical connections. This is occurring right now! For example, a sensor (cyber) can monitor a furnace (physical) and send information about the furnace’s conditions to a central data sorting location (connection) for a human to synthesize and respond. The Fourth Industrial Revolution – Industry 4.0 – refers to how the communication between the physical world and the digital world are seamlessly connected.
Click the image to learn more
A key feature of Industry 4.0 is the internet of things (IoT), but other technologies like artificial intelligence (AI), augmented reality (AR), virtual reality (VR), and machine learning also play a part. Let’s define a few of these Industry 4.0 terms that you will see later in the article:
IoT: refers to the physical networking of objects via internet-supported software. Similarly, the “industrial internet of things” (IIoT) refers to these systems supporting industrial purposes, like synthesizing information from furnace sensors on a central app.
artificial intelligence (AI): machines which can process and perform complex directions in a way that mimics natural intelligence.
augmentedreality (AR): digital enhancement of a real-world environment. Think of phone apps which can portray a digital overlay on a video feed, like Snapchat lenses.
virtual reality (VR): digital experience that may be interactive with the real-world environment, or completely simulated.
machine learning: an extension of AI, machine learning describes the result of computer algorithms which modify their performance based on repeated input.
While engineers have been pursuing these new applications for several years, COVID-19 has been a driving factor for businesses to pursue technical options in their daily operations due to limits on travel and physical contact.
[blockquote author=”Robert Szadkowski, VP of Aftermarket Sales, SECO/WARWICK Group” style=”1″]Remote acceptance testing is a highly requested service today. I could say that the financial rationale for such action has always existed, while the epidemiological threat has been the catalyst for change. It is a win-win action.[/blockquote]
According to Aymeric Goldsteinas, project development manager at Ipsen, customers are becoming more willing to implement Ipsen’s Industry 4.0 endeavors, even cloud-based solutions, a willingness that was not present just one decade ago. So how is the heat treat market responding?
Current Applications
We asked suppliers how they implemented Industry 4.0. What follows is how they responded.
Ipsen | PdMetrics
PdMetrics Dashboard Source: Ipsen USA
Ipsen launched a software system in 2016. The company continues to develop and improve its predictive maintenance capabilities to service many of their current customers.
Part of the system’s customer appeal, said Aymeric Goldsteinas, product development manager at Ipsen, is that it can “minimize high-cost events and maximize furnace up-time.”
This is done by using sensor technology and gathering data in their PdMetrics database, which then anticipates future furnace problems. This reduces unplanned downtime and could help heat treaters avoid scrapping loads of high-value parts.
From a consumer perspective, this IoT technology solution leads to improved part quality and part performance.
How it works: PdMetrics assigns a variety of sensors to each system in the heat treat process. For example, a quench system sensor checks vibrations, cooling motor temperature, and water temperature.
Source: Ipsen Harold Click the image to read 5 case studies on PdMetrics.
On Ipsen’s client digital dashboard via PdMetrics, Goldsteinas showed the heat treating systems depicted with a green-yellow-red gauge to portray the working condition of that system. Green indicates that the system is well-maintained, yellow indicates a system needs to be maintained soon, and red means that maintenance is needed immediately. This easy-to-use display is also an example of how Industry 4.0 technologies create user-friendly experiences and cut out excess human input.
This product was used by an aerospace manufacturer to update their systems, integrating this software with their heat treatment process. The results were noticeably increased efficiency of parts and less unplanned downtime. The company was able to schedule maintenance at off-peak hours and plan for future needs by using the platform’s ability to identify maintenance trends, deteriorating conditions, and more.
Check out the post to the side to see how a heat treater was able to save thousands to tens of thousands of dollars with PdMetrics system.
While this company has set the pace with their early adoption of IoT in the heat treat industry, it is worth noting that other companies also offer similar products.
In 2013, Eurotherm began their transition to IoT technologies.
“One of our first true cloud-based solutions focused on improving the efficiency of the calibration process,” said Peter Sherwin, global business development heat treatment executive of Eurotherm. He continued, “This system connects third-party calibration providers with their end-customers and provides an enterprise-wide web view of the calibration status (via dashboards) and access to reports. The smart-tablet app provides an easy-to-follow workflow for conducting a compliant calibration and produces an instant report along with the associated QR-code label.”
Referring to their web-based systems and use of cloud platforms, Sherwin said, “along with our parent, Schneider-Electric, we have developed a range of edge-computing solutions to allow simple transfer of data from the plant-floor to cloud-based advisors and visualization software.”
Sherwin says that their systems are being used globally. “Our enterprise calibration platform,” he shared, “is being utilized by several partner companies as well as in Schneider Electric GSC (Global Supply Chain) Manufacturing plants worldwide.”
Sherwin also noted a variety of IoT applications that Eurotherm provides:
A cloud-hosted digital services platform, EcoStruxure™ Manufacturing Compliance Advisor uses asset compliance to “reduce testing costs, increase productivity and be audit-ready with a robust scheduling and testing process.”
A system called EcoStruxure™ Machine Advisor “allows OEMs to track, monitor and fix equipment remotely.” Additionally, operators can predict and execute maintenance schedules, which improves machine availability.
On a mobile device, EcoStruxure™ Augmented Advisor combines “contextual and local information… creating a fusion of the physical, real-life environment with virtual objects.”
Case in point: “An OEM machine manufacturer in the ceramics industry helps customers reduce their energy consumption by 30% by leveraging our IoT software,” Sherwin shared.
SECO/WARWICK | Remote Factory Acceptance and Activation Tools
Remote Control Source: SECO/WARWICK
Recently SECO/WARWICK publicized the fact that they successfully conducted several international and remote factory acceptance tests. Two customers from China, one from South Korea, and one from Mexico all participated. Each customer was able to remotely approve the furnace construction and performance work of their new furnaces while the furnaces were still on the shop floor in SECO/WARWICK’s European manufacturing facility. No customer engineers were involved on-site at the factory.
Recordings from individual cameras, sensors and viewfinders were downloaded to secure servers and made available to customers. The tests were successful, and the adopted procedures guarantee the reliability and completeness of the data, according the company report.
The company has been using these technologies for “internal device supervision for at least ten years,” according to Robert Szadkowski, VP of Aftermarket Sales at SECO/WARWICK. “In our work,” he continued, “we use remote supervision tools and applications, we report overall equipment efficiency (OEE) indicators, and we conduct optimization processes in terms of batch queuing or energy factor consumption.”
Szadkowski at SECO/WARWICK remarked that for most systems, distance furnace commission is very likely. He explained, “It starts at the stage of making arrangements regarding the expected technical and technological parameters, continues throughout the production and commissioning period, and then during the warranty and post-warranty period. The participation of the customer, the end user of the furnace, in the acceptance tests is required, as is training of the operating personnel […]. There are exceptions to this when dealing with high-risk systems, but for many systems this would be perfectly acceptable.”
Still, Szadkowski noted that “this will be primarily a challenge to our ideas and internal acceptance, rather than to technical limitations.”
C3 Data | End-User System Compliance
Finally, the C3 Data application for furnace compliance is an example of an interrelated, stream-lined, digital solution that provides customers with clear, “real-time” data.
Digitizing data ahead of time integrates testing processes. The system scheduler allows compliance tests to be planned ahead of time. Digitizing the calibration data allows for technicians to scan QR codes attached to test instruments and test sensors to access that data as they test for compliance.
When compliance is tested, the results are immediate for the technician and the quality assurance manager (QAM). The technician uses a portable device to complete these tests, scanning the test instrument and the test sensor, and then inputting the stabilized temperatures from the test instrument and the furnace instrument. In twelve seconds, a technician can complete a system accuracy test (SAT); watch the video above to see the SAT Additionally, the system automatically populates paperless reports to be signed and sent to the QAM. This allows the quality assurance manager to check the reports in real time.
Similar to earlier products, a digital dashboard depicts furnace compliance data. The graphic visualizations allow users to quickly evaluate which furnaces are in compliance, and, if not, why.
Problems // Solutions
Businesses have experienced a few problems with integrating the technology. But there are solutions.
Aymeric Goldensteinas Product Development Manager Ipsen Source: padtronics.com
The first problem is data storage. Like all storage, data storage is finite, and therefore costly. The use of interrelated systems that require high volumes of data to flow between sensors and central systems necessitates investment on the front end for storing data. Additionally, having limited bandwidth to keep digital communication lines open can cause blackouts and connectivity issues. But after acquiring storage, there are practices to use that storage as efficiently as possible.
A solution that Ipsen implements to alleviate this active/working storage stress is “the frequency rule.” This rule establishes a rate of data movement to allow data to move across system memory.
A second issue is privacy/security. It is necessary that the heat treater’s product or process data is properly secured, and while the supplier has certain responsibilities to mitigate this issue, heat treaters should be aware of ways to safeguard their intellectual property. One option, which Ipsen suggests, would be to purchase a unique VPN to ensure better data security. Some companies, including Ipsen, use a stand-alone system that works independent of the PLC, which ensures proprietary data is kept private while following secure industry software standards.
A third issue is user acceptance or, simply put, how comfortable you are with 4.0 technologies. If a heat treater is not comfortable with the technology itself, then Industry 4.0-related tech can be more difficult to implement. On the flip side, suppliers — regarding all processes — must be ready and able to meet the customer’s demands for new products, as Dan Herring, The Heat Treat Doctor®, has indicated. (Ref. 5) An example of digital demands is the AMS2750F requirement that paper chart recorders be replaced with digital data acquisition systems by June 29, 2022.
User acceptance relates to the final problem: relationship with the supplier. While not a bad thing in and of itself, if your relationship with your supplier is not good, then it will be a challenge to develop an effective Industry 4.0 solution process. Be sure you develop an open, communicative relationship with your supplier so that they can offer you unique solutions for your plant’s operation.
The Future of Heat Treat
Here are some interesting applications that people in the industry are looking to with the progression of Industry 4.0:
1. Increased Servitization
Robert Szadkowski Director, Vice President of the Aftermarket Sales Segment SECO/WARWICK Source: Robert Szadkowski
Szadkowski at SECO/WARWICK emphasized that these rapid changes to heat treat systems makes it likely that the servitization — the selling of services rather than products — of the heat treat industry is likely to develop in the near future.
“I am strongly convinced,” Szadkowski wrote, “that sooner or later the servitization will cover the heat treatment industry. When looking at the potential benefits, it’s basically inevitable. The customer, user of the furnace, will be able to focus on their core business instead of worrying about the operation of the furnaces. The manufacturer of the device will be keenly interested in ensuring that its furnace works flawlessly (so that the availability is as high as possible) and brings business benefits to the user. What’s more, with a correctly prepared PaaS (Product as a Service) contract, the OEM will also be interested in improving the operating parameters of such a device after delivery.”
He continues that “Such solutions have existed in the industry for years, e.g. the Rolls-Royce model of selling aircraft engines known as Power-by-the-Hour. The benefits are on both sides; both parties can focus on what they are best at and what is their core business, reducing costs and increasing efficiency. Both parties are interested in long-term cooperation, not a one-off transaction. In light of global problems with access to service engineers, including maintenance staff, the shift of responsibility for the operation of devices from the user to the manufacturer is a natural direction of change.”
There are a few hypotheses revolving around the use of AR service glasses. SECO/LENS augmented reality is currently being explored. This would help in providing remote field service support to the heat treater.
Ipsen’s Goldsteinas has also noted several benefits. He explains the application working by connecting a customer or field service engineer who is at the site with an expert from Ipsen or another service provider. This remote assistance wherein an informant is able to see a problem and give first-hand direction is a common example used to describe the benefits of AR. This application could, for example, decrease the down-time if a furnace were to unexpectedly fail.
Additionally, Goldsteinas envisions training sessions that are conducted in mixed reality. Using virtual reality with an oculus — a type of goggle that digitally enhance or recreate a digitally interactive, environment — companies could reduce training time by recreating experiences, like meetings or practical training sessions, that could be collaborative or solitary. Mixed reality devices like the HoloLens may also be integrated for similar purposes. (Watch video to the right to see examples of Microsoft’s HoloLens and other enhanced reality examples.)
The future could also involve virtual collaboration in the form of an augmented reality meeting room to allow employees from across different Ipsen facilities to discuss and interact with the same content in real-time
3. Efficient Cloud Capabilities
Peter Sherwin personally foresees that attention to the Cloud’s abilities and security will be leveraged in new ways: “An example of this is looking at some of the cost-effective modern-day instrument SCADA [supervisory control and data acquisition] offerings that can provide an on-premise hub for certain applications while managing security policies for linking to cloud based IoT offers.”
4. Increased Systemwide Application
Specifically looking at IoT technologies, Sherwin shared, “I think an expanded view of IoT that encompasses automation across the enterprise (termed as Intelligent Automation or Hyperautomation) is more useful if you really want to achieve significant returns on investment [of IoT technologies]. IoT solutions can improve speed and reduce costs across sales, operations, maintenance, quality, service and administration.”
Advice: To Use or Not To Use
Dan Herring The Heat Treat Doctor®
Dan Herring, The Heat Treat Doctor®, has written about Industry 4.0 and how thinking about seven considerations in any continuation of or change to one’s heat treating process is essential. Ask yourself:
Do I understand what I want to accomplish metallurgically?
Can I predict the outcome of the heat treatment operation?
Can I build repeatability into the process?
Am I using state of the art heat treating equipment?
Am I aware of changes to manufacturing operations?
Am I compromising on quality?
Do I know the costs?
At the end of the day, noted The Heat Treat Doctor®, heat treaters need to know that what they are doing is being done the right way, the first time with the best procedures and processes for their particular operation.
Reflections on The Heat Treat Doctor®
Peter Sherwin of Eurotherm commented on the seven-part advice of The Heat Treat Doctor®, noting, “I think it is very appropriate to look at the value of IoT through the seven considerations that [he] outlines. Building these solutions requires heat treat know-how and an understanding of the data to be captured in order to provide valuable solutions. Value is unlocked in the following categories:
“Right first-time quality improvements. A good heat treater will have quality costs <1% of turnover. The MTI suggests that the cost of quality (all activities) can hit $750k for a decent-size heat treat operation. The knock-on [effects] of poor quality impacts customer satisfaction through delayed deliveries and costs in rework/rejects.”
“Maintenance. These costs can fluctuate – but lets assume a well run plant with fairly modern equipment has costs around 5% of turnover. Significant purchase/cost savings can be made via remote support as well as an understanding of remaining useful life of key components (and avoiding panic purchases).”
“Energy. Again this can fluctuate, but let’s say 10% of turnover. Modern efficient solutions (gas or electric) can significantly reduce the cost of energy and this can be further optimized via IoT solutions.”
“Labor Costs. Say an average of 20% of turnover. Some of the modern XR offers (Extended reality – covers AR, MR, VR etc.) can definitely speed up training, help retention of knowledge, and reduce the time and costs in troubleshooting as well as aiding remote support.”
“It won’t be too long before IoT offers enhanced decision support to heat treaters to aid making profitable decisions,” Sherwin concludes.
Concluding Thoughts
Peter Sherwin Global Business Development Heat Treatment Executive Eurotherm
Whether we like it or not, Industry 4.0 related digital integration is becoming essential rather than simply a better option. Again, the recently published AMS2750F revision highlights this shift for heat treaters.
[blockquote author=”Peter Sherwin, global business development heat treatment of Eurotherm” style=”1″]I think it is important that we use IoT where it can truly bring value and don’t view it as a silver-bullet for everything.[/blockquote]
That does not mean you need to scramble to jump on the bandwagon, but strategically assess your position, your operations, and your options to identify what option is best. Look to other examples in the industry and heat treating tech insiders to inform these new, powerful realities.
Read/Watch More:
Pascal Bornet, Ian Barkin, Jochen Wirtz, Intelligent Automation. Suggested by Peter Sherwin at Eurotherm.
Lindsay Glider, “Rockwell Automation’s 4-Step Guide to Starting Your Digital Transformation Journey,” com (13 October 2020). https://tinyurl.com/yynfoufs.
This week’s Technical Tuesday installment is a Heat Treat Today original that was first published in the Heat Treat Today Automotive magazine in June 2019.
This industry is richly endowed with a heritage of experienced metallurgists and skilled professionals. This era is one of innovation and trends – especially in automotive manufacturing. How does the heritage of the industry and the vision of the future come together? We’ve compiled input from a selection of Heat Treat Today’sown industry experts on a question about new stuff going on in both the labs and the shops. (To see what other fields and specialties our Heat Treat Consultants work in, go to: www.heattreattoday.com/consultants)
Question: “Thinking about the automotive heat treating industry, what is one of the more interesting, innovative or helpful technologies, processes, materials, or products that you’ve seen recently?”
The Heat TreatBrain Trust Responds:
Sandra Midea
Sandra Midea is a consulting metallurgist and founder of Midea Group Inc.
I’ve had the opportunity to work first hand with an induction company in North Royalton, Ohio, (Induction Tooling Inc.) to create an in-house facility that develops and validates induction heat treating processes. The objective was to create a space with the right equipment and personnel where induction processes and tooling could be tested—to innovate, to provide proof of concept, to troubleshoot, and/or to validate processing parameters, in the most streamlined process available. For the automotive industry,
the lab has been used to reduce the time required to get products/processes ready for the PPAP. Bill Stuehr, the company’s president and CEO, had the vision that induction process development could occur rapidly by condensing the design, manufacturing, development, testing, and characterization and metallurgical validation processes all into one facility. With seven power supplies from different manufacturers and three material handling systems available for induction process development, an automotive supplier’s production induction heat treating department can be mimicked for power, frequency, quench & quench method, and material handling methodology. This allows incremental process and tooling development to occur in a laboratory environment without the cost of breaking into production.
This development facility is backed up with an ISO 17025 commercial metallurgical testing laboratory. Sample parts are checked for appropriate microstructure, grain size and hardness requirements and reported to the customers. Initial lots of evaluation parts can also be produced. This allows the inductor and process to be developed and validated before the tooling ships to the heat treating customer. While some process tweaks may need to occur at the final facility, the time required for a company to be ready to begin the PPAP process can be significantly reduced.
Max Hoetzl
Max Hoetzl previously served as president of IHEA and vice president of technology with Surface Combustion, Inc.
One of the most interesting things I’ve seen in the automotive heat treat industry is the use of robots to load and unload furnaces. The use of robots has significantly improved the operation in many ways.
Following are some of the examples:
Remove humans from hazardous environment,
Increase throughput,
Provide part loading for uniform thermal treatment.
Joe Benedyk
Joseph Benedyk is a research professor at Illinois Institute of Technology and a mining & metals consultant. (Image source: Light Metal Age)
Reducing Heat Treatment Time in the Precipitation Hardening of Aluminum Alloys
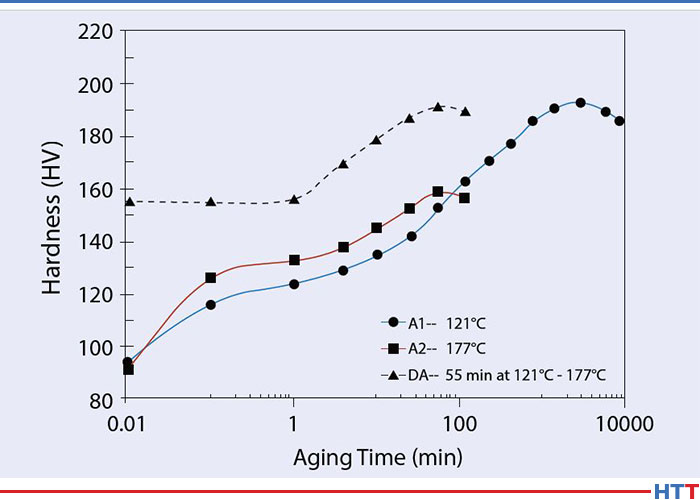
Strengthening aluminum alloys through the precipitation hardening process by solution heat treatment and aging is considered a fundamental step in the manufacturing of high strength-to-weight products that meet performance requirements in both the aerospace and automotive industries. The automotive industry is focusing on 7xxx alloys because of their high strength. Among the high strength 7xxx (Al-Mg-Zn) alloys is the mainstay alloy 7075, which can achieve a tensile strength of as high as 80 ksi when age hardened to a -T6 temper. However, to achieve these high strength levels in 7075 alloy at conventional aging temperatures requires aging for 24-48 hours, a stumbling block to its application in automotive products.
Figure 1. Comparison of age hardening curves for 7075 alloy solutionized at 914°F (490°C) and water quenched: A1 and A2 aged in a single step
Research at the Illinois Institute of Technology Thermal Processing Technology Center has shown that by selectively double aging 7075 alloy, the aging time to achieve maximum hardness and strength can be reduced to as low as two hours under laboratory conditions (see Figure 1) or demonstrably much shorter aging times in an extrusion plant trial. The obvious advantages of significantly shorter aging time for 7075 and other heat treatable aluminum alloys are not only energy savings but also increased plant productivity through much reduced processing time. The begged question of applying the double aging process to other heat treatable wrought aluminum alloy systems is under review.
Jim Senne
Jim Senne is the owner and president of MetalPro Resources, LLC.
PSA generated nitrogen has become increasingly popular for use in heat treating applications, and at a fraction of the cost, due to advances in PSA technology. Typical cost per standard unit volume are 15% to 25% of the cost of bulk liquid nitrogen. Purity can range from 95% to 99.999%, however many processes demand less than full purity. PSA technology can dial into the specific requirement, making it even more economical. The equipment has excellent reliability and requires only general maintenance on the associated air compressor and periodic filter changes. As well, the CMS (Carbon Molecular Sieve) material can last 20+ years. Processes that require a nitrogen cover gas are particularly well suited, such as induction hardening, tempering, and stress relieving. Other suitable applications include nitrogen/methanol atmosphere, FNC, N2+scavenger gas mixes, and purging.
Matt Orfe
Matt Orfe, an expert in lean manufacturing, is the head of sales and VAB product management for AeroSPC, Inc.
One of the most impressive pieces of equipment that I’ve seen in use in VAB (vacuum aluminum braze) furnaces in the automotive industry would be the in-furnace data loggers for monitoring the temperature of the parts being brazed. The instrument is loaded into the VAB furnace with the parts to be brazed and wirelessly transmits the temperature data through the furnace chamber wall to the receiver/monitor.
This eliminates the need to plug in thermocouples with the furnace door opened, as the load sensors can be attached to the unit prior to insertion into the chamber.
Multiple thermocouples can be used with the system and multiple data logger units can be used for high volume applications. Very accurate, very easy-to-use, and very impressive!
Debbie Aliya
Debbie Aliya is founder and president of Aliya Analytical, Inc.
My instant response is always that the most innovative, interesting, and helpful technologies are educational in nature— the knowledge that allows people to make the best use of the common materials that still form the foundation of our industry. How many products would be more reliable if people properly selected, specified, and inspected the heat-treated materials that they use? How many products would be more reliable if the purchasing and specifying functions had a realistic idea of how much variation they should expect in a given part, lot, from lot to lot, and over an extended period of time? For example, how many people in engineering and purchasing know what a furnace uniformity survey is?
Purchasing often does not want to use an alloy steel, but if they need uniformity of strength, and there are different section thicknesses, they may save money and headaches if they pay the extra up-front to get the hardenability into a range that will provide consistency.
How many companies have minimum hardness or case depth specifications, without an upper limit? If the parts are to be electroplated, they increase the risk of hydrogen embrittlement, an issue that seems to come around in the industry every 10 years or so.
It wasn’t an automotive company, but I have had at least one client specify a quench and temper heat treatment for an HSLA (high strength low alloy) steel, which completely defeats the purpose of the HSLA grade system.
There are still a lot of people doing design work who think that calling out a composition requirement gives a certain strength level. For many of the European and Asian steel specifications, this is true, but the American specifications are often for composition only.
How many companies still do not require lot traceability? In the automotive world, if it’s a critical part, traceability is generally required, but there are still a lot of parts that fall through the cracks.
Doug Shuler
Doug Shuler is the owner of Pyro Consulting LLC.
The most interesting thing I have seen in the automotive heat treating industry is a new pyrometry technology software system known as C3 Data.
This solution enables those in the heat treatment industry to comply with specific industry quality requirements of pyrometry, saving enormous amounts of time in the process.
While C3 Data is currently better known in the Nadcap world for their solution for AMS2750, their new CQI-9 version should be something that heat treaters in the automotive world consider.
This fits with my motto of working smarter—not harder!
Irwin Brown
Irwin Brown is Managing Principal & Co-founder of Cosmos Consulting Group.
Nowadays, the heat treating industry, especially automotive, enjoys an abundance of riches. We are witnessing increased business volume coupled at the same time with efficient new equipment and technologies, such as additive manufacturing, AI, supply chain improvements, and amazing software. So, why are so many thermal processors unable to raise EBITDA? We are also witnessing critical worker shortages as well as many current employees voluntarily resigning in record numbers. What is the secret to improved quality and increased profits? In our work with industry clients, we found a way to lead employees to better serve customers, thus unlocking vast potential. This strategy, based upon a little deployed thirty-year old method, provides a rapid turnaround that makes productivity soar.
This “secret sauce” is Servant Leadership, which remains the best and most useful technique for transforming difficult relationships among modern multi-cultural employees. Old style command-and-control employers hesitate to recognize and acknowledge how decades-old management behavior is unsustainable with today’s workforce. More enlightened owners, in their own self-interest, value a more dedicated workforce. Employees do not leave companies; employees leave their managers.
Servant Leadership permits owners to run their business rather than having the business run them. Building strong, working relationships creates positive results and is not soft leadership. As Ken Blanchard likes to say, “the power of love beats the hell out of the love of power.” Servant Leadership costs nothing and has proven it can spearhead a rapid turnaround.
Dan Herring
Dan Herring is The Heat Treat Doctor® at The HERRING GROUP, Inc.
Intriguing question. In my mind, it is the emergence of the electric car and the innovations it will spawn. The motivation is there: a new generation that demands to be green, countries such as China passing laws on vehicle energy reduction (a so-called energy vehicle score), and technological improvements. Battery performance is rising (distance per charge), battery costs are falling (potentially lowering vehicle cost), battery life is up, and weight reduction is a reality. Another reason is the simplicity it brings to the vehicle (the absence of a multi-speed transmission, for example) and a reportedly lower cost for common repairs (this might be a bit misleading as one has only internal combustion engine vehicles to compare with).
While the transition has begun, I feel there are two major hurdles to overcome. First is infrastructure. A massive investment is required to make recharging as available to the public as stopping now to get gas. Every gas station in any country in the world must be mandated to have multiple charging stations. The hidden issue here, both domestically and around the world, is that it will require changes in the law – and the fossil fuel lobbyists are powerful, well established, and entrenched in the government sector. Also, the cost of electricity (in some regions of the world) is not price competitive. Second is public perception. Yes, everyone wants one, but who wants to be first? The phrase I like to use is that John Q. Public doesn’t mind being on the cutting edge, he just doesn’t want to be on the bleeding edge.
Heat Treat 2019 is coming, and one of the great benefits of gathering with a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat Treat Today’s101 Heat TreatTips is another opportunity to learn the tips, tricks, and hacks shared by some of the industry’s foremost experts.
Today’s Technical Tuesday features 10 Tips from a variety of categories, including SCR Power Controls (56), Cooling Systems (64), Combustion (66, 101), Induction Heat Treating (71), Thermocouples (79), AMS2750 (86), Vacuum Furnaces (92), and Miscellaneous (41, 87). These tips come from the 2018 list of 101 Heat TreatTips published in the FNA 2018 Special Print Edition. This special edition is available in a digital format here.
If you have a heat treat-related tip that would benefit your industry colleagues, you can submit your tip(s) to doug@heattreattoday.com or editor@heattreattoday.com—or stop by to see us at Booth #2123 in Detroit!
Heat TreatTip #41
Discolored Part—Who’s to Blame?
If your parts are coming out of the quench oil with discoloration and you are unsure if it is from the prewash, furnace, or oil quench, you can rule out the quench if the discoloration cannot be rubbed off. Check this before the part is post-washed and tempered.
Other possible causes:
Can be burnt oils as parts go through the quench door flame screen
Poor prewash
Furnace atmosphere inlet (particularly if it is drip methanol)
When we buy a pint of beer we don’t expect the head (or foam) to be ½ the glass. We can get this situation when we pay for our plant’s electricity; we pay for both the working power that drives the process (analogy: beer) and reactive power that doesn’t directly drive the process (analogy: foam/head). The lower the Power Factor the worse this situation. The latest SCR devices can help combat this while maintaining precise control and reducing overall peak load demands (using flexible firing methods).
Plan for future growth. It is more cost-effective to provide additional capacity while equipment is being installed. Simple planning for the addition of future pumps (e.g. providing extra valved ports on tanks) and space for heat transfer equipment (e.g. pouring a larger pad or adding extra piers) can save considerable money down the road with little upfront expenditure. Consider installing one size larger piping for the main distribution supply and return. If this is not possible make sure you can add an additional piping run on the hangers you will install now.
Above all, be sure to include all necessary drains, vents, isolation valves, and plenty of instrumentation. These items are critical aids in maintenance and troubleshooting and future system expansion.
Don’t neglect burner tuning—a 1% reduction in excess O2 in the flue products can save you $1,000.00/year on your IQ batch or $2,000.00/year on a 2000-pound/hour continuous furnace—not to mention consistent temp uniformity, better heat-up rates. Pretty good payback for a couple of hours’ work.
Tube & Pipe Heat Treatment Is Different Than Solid Cylinder Heat Treating
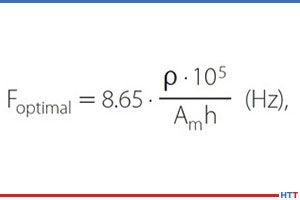
Induction heating of tubes and pipes is somewhat different from the heating of solid cylinders. There is a difference in the frequency selection that would maximize energy efficiency for heating tubular products as compared to solid cylinders. In tube and pipe heating, the frequency, which corresponds to maximum coil efficiency, is typically shifted toward lower frequencies providing larger current penetration depth than the tube wall thickness (except for heating of tubes with electromagnetically small diameters). This condition can produce an improvement in electrical efficiency of 10–16 % and even higher. One simplified formula that is used in industry for rough estimate of the electrically efficient frequency is shown in the image, where:
ρ – electrical resistivity of heated metal (Ω*m)
Am = average diameter; Am = (Tube O.D. – h) (m)
h = wall thickness (m)
In cases when induction heaters cannot be considered to be electromagnetically long coils, the values of the optimum frequency will be higher than the values suggested according to formula, and computer modeling can help determining its exact value.
Place a yearly blanket order for your SAT probes and ask that they are made from the same coil. This will give you the same correction factors and temperature tolerances.
This standard is gold and unfortunately has a bad rap today because companies feel it’s just added cost into the process. Today’s technology means you can afford AMS2750E compliant controllers and digital recorders for only a few hundred dollars above a standard offer. This investment will be paid back many times over due to the longer lifetime expected with a quality instrument as well as the quality benefits from better drift performance between calibration intervals, redundant recording (in case of record loss), and overall accurate temperature control, leading to less rejects and reduced rework.
When trying to determine a materials response to heat treatment, it is important to understand its form (e.g., bar, plate, wire, forging, etc.), prior treatments (e.g. mill anneal, mill normalize), chemical composition, grain size, hardenability, and perhaps even the mechanical properties of the heat of steel from which production parts will be manufactured. The material certification sheet supplies this basic information, and it is important to know what these documents are and how to interpret them.
Certain alloying elements have a strong influence on both the response to heat treatment and the ability of the product to perform its intended function. For example, boron in a composition range of 0.0005% to 0.003% is a common addition to fastener steels. It is extremely effective as a hardening agent and impacts hardenability. It does not adversely affect the formability or machinability. Boron permits the use of lower carbon content steels with improved formability and machinability.
During the steelmaking process, failure to tie up the free nitrogen results in the formation of boron nitrides that will prevent the boron from being available for hardening. Titanium and/or aluminum are added for this purpose. It is important, therefore, that the mill carefully controls the titanium/nitrogen ratio. Both titanium and aluminum tend to reduce machinability of the steel, however, the formability typically improves. Boron content in excess of 0.003% has a detrimental effect on impact strength due to grain boundary precipitation.
Since the material certification sheets are based on the entire heat of steel, it is always useful to have an outside laboratory do a full material chemistry (including trace elements) on your incoming raw material. For example, certain trace elements (e.g. titanium, niobium, and aluminum) may retard carburization. In addition, mount and look at the microstructure of the incoming raw material as an indicator of potential heat treat problems.
When loading parts, carefully place the workload on the center of the hearth (front-to-back and side-to-side). Make sure it is stable and no part of the load is close to or touching the heating elements. This can create arcing and damage your parts. Tip: Once the load is in place, mark the hearth posts with a hacksaw to quickly find the front and back measurements each time.
Perfect combustion is based upon the concept of neither excess oxygen or a deficiency of oxygen in the combustion process. This is known as stoichiometric or theoretical combustion. Why is this considered as theoretical and not possible under normal field conditions? Consider the factors that can affect your combustion process: temperature of air or gas, pressure fluctuations, gas composition or supply changes, operating conditions, etc. Therefore theoretical combustion is just that: perfect combustion is only possible in a lab setting. Burner adjustment and calibration normally maintains a minimum of 10% excess air to compensate for these variables and avoid operating gas-rich with high levels of CO in the combustion process.
A major manufacturer of nitrogen generators which provides technology for heat treating applications, as well as for many other markets, recently announced plans to expand in Wilmington, North Carolina, into a higher capacity manufacturing facility.
South-Tek Systems (STS), the nation’s highest volume manufacturer of N2GEN®), will be transitioning operations into a custom-designed 66,000-square-foot building — 10 times their current space — in order to accommodate growth in production and improve workflow.
The expansion (from 6,600 sq. ft to 66.000 sq. ft!!) will accomplish a few key developments:
Increased space for 4 more new engineers in manufacturing/production, which will flesh out R&D;
Inventory improvement, which will decrease lead times from order to shipping;
Laboratory environment on site, which will enhance N2% purity and flow rate certification;
More efficient delivery due to better highway/port access.
Scott Bodemann, president of South-Tek Systems
“In almost reaching the maximum capacity of South-Tek’s current facility, we have perfectly timed the move to our new building We are excited to transition into the larger space as it will increase our efficiencies as well as allow us to better plan for our customer’s future nitrogen generator needs,” said Scott Bodemann, president of South-Tek Systems.
Dan Herring, The Heat Treat Doctor®
“As a technical consultant for the South-Tek organization, I congratulate the company on their continued commitment to and investment in the heat treatment industry by manufacturing nitrogen generators for both atmosphere and vacuum furnace systems,” said Dan Herring, The Heat Treat Doctor®. “Their units are designed with output volumes from a few cubic feet per minute to systems that are able to produce well over 30,000 cubic feet per hour. The worldwide demand for South-Tek nitrogen units has resulted in the company growth and now the expansion of their manufacturing capabilities. Their long-life systems are capable of producing nitrogen purities of up to 99.999% (10 PPM and lower) to meet any heat treatment application need.”
During the day-to-day operation of heat treat departments, many habits are formed and procedures followed that sometimes are done simply because that’s the way they’ve always been done. One of the great benefits of having a community of heat treaters is to challenge those habits and look at new ways of doing things. Heat TreatToday‘s 101 Heat TreatTips, tips and tricks that come from some of the industry’s foremost experts, were initially published in the FNA 2018 Special Print Edition, as a way to make the benefits of that community available to as many people as possible. This special edition is available in a digital format here.
In today’s Technical Tuesday, we continue an intermittent series of posts drawn from the 101 tips. The category for this post is Industrial Gases, and today’s tip #39 comes from Dan Herring, “The Heat Treat Doctor®”, of The Herring Group.
Heat TreatTip #39
How to Install an Ammonia System
Dan Herring, “The Heat Treat Doctor®”, of The Herring Group
One of the keys to any successful ammonia system installation in the heat treat shop is to find a supplier who is capable of providing premium grade (also known as metallurgical grade) anhydrous ammonia. This product has little or no water, which could contaminate your process. Look for a specification of 99.995% ammonia.
Once you have picked a supplier, there are several choices when it comes to ammonia storage. For the lowest product price, you should consider a tank of at least 10,000 gallons (43,000 pounds of ammonia.) This allows you to purchase full 38,000-pound tanker trucks of ammonia to reduce your supply costs. One pound of ammonia yields 22.5 cubic feet of vapor or 45 cubic feet of dissociated ammonia (75% H2, 25% N2).
In most states, you must comply with these standards if you have more than 10,000 pounds of anhydrous ammonia on site. So, you need to make sure you comply with OSHA’s Process Safety Management (PSM) and EPA’s Risk Management Plan (RMP).
The second option is to keep below the 10,000-pound threshold by installing a 1,000 gallon (4,400-pound capacity) or a 2,000 gallon (8,800-pound capacity) storage tank. Pricing for ammonia into these tanks runs about 50% higher in the smaller quantities. Even with the lower inventory, you will need to comply with OSHA 1910.111 and any applicable state, city, or county laws. It is critical to check with local agencies to make sure you are in full compliance with these regulations.
Another option for smaller usages are ammonia cylinders, but if stored inside the factory, special containment cabinets are required. Check with your ammonia supplier for the details.
With regard to the installation, in most cases, you need to pour a foundation for the tank, provide electricity to the tank for a sidearm vaporizer (used to maintain pressure in the tank since you will be withdrawing ammonia vapor to the process) and provide piping from the tank to your process. Most suppliers can lease the tank and valves/attachments for a nominal monthly fee depending on your ammonia consumption. You can also add a telemetry unit that allows your supplier to monitor your tank level via an Internet site. You will need to install a water shower near the tank and have gas masks close to the tank. It is a good idea to provide a fence around the tank if your company does not have security. Your supplier should provide hazardous awareness training for ammonia.
You can expect relatively trouble-free operation from a properly installed and well-maintained ammonia supply. Maintenance problems, other than an occasional paint job, are usually minimal but good inspection (including all valving) and frequent leak checks are mandatory. The tank should be visually inspected yearly, probably by your supplier, and the pressure relief valves should be changed every five years.
If you have any questions, feel free to contact the expert who submitted the Tip or contact Heat TreatToday directly. If you have a heat treat tip that you’d like to share, please send to the editor, and we’ll put it in the queue for our next Heat TreatTipsissue.
During the day-to-day operation of heat treat departments, many habits are formed and procedures followed that sometimes are done simply because that’s the way they’ve always been done. One of the great benefits of having a community of heat treaters is to challenge those habits and look at new ways of doing things. Heat TreatToday‘s 101 Heat TreatTips, tips and tricks that come from some of the industry’s foremost experts, were initially published in the FNA 2018 Special Print Edition, as a way to make the benefits of that community available to as many people as possible. This special edition is available in a digital format here.
In today’s Technical Tuesday, we continue an intermittent series of posts drawn from the 101 tips. The category for this post is Quenching, and today’s tips–#8, #38, and #81–are from three different sources: Dan Herring, “The Heat Treat Doctor®”, of The Herring Group; Combustion Innovations; and Super Systems, Inc.
Heat TreatTip #8
14 Quench Oil Selection Tips
Dan Herring, “The Heat Treat Doctor®”, of The Herring Group
Here are a few of the important factors to consider when selecting a quench oil.
Part Material – chemistry & hardenability
Part loading – fixturing, girds, baskets, part spacing, etc.
Part geometry and mass – thin parts, thick parts, large changes in section size
Distortion characteristics of the part (as a function of loading)
Stress state from prior (manufacturing) operations
Oil type – characteristics, cooling curve data
Oil speed – fast, medium, slow, or marquench
Oil temperature and maximum rate of rise
Agitation – agitators (fixed or variable speed) or pumps
Effective quench tank volume
Quench tank design factors, including number of agitators or pumps, location of agitators, size of agitators, propellor size (diameter, clearance in draft tube), internal tank baffling (draft tubes, directional flow vanes, etc.), flow direction, quench elevator design (flow restrictions), volume of oil, type of agitator (fixed v. 2 speed v. variable speed), maximum (design) temperature rise, and heat exchanger type, size, heat removal rate in BTU/hr & instantaneous BTU/minute.
Keep water out of your oil quench. A few pounds of water at the bottom of an IQ quench tank can cause a major fire. Be hyper-vigilant that no one attempts to recycle fluids that collect on the charge car.
According to Super Systems, Inc., there are one of three problems to consider if your quench is just not cutting it. Although SSI focuses more on atmosphere control systems, when parts come out soft, the problem isn’t always the atmosphere – sometimes it’s the quench. Here are three things to consider regarding your quench:
First, check the composition of the quench media. Is it up to spec? Does it need to be refreshed?
Is the quench receiving adequate agitation to thoroughly quench the load?
Is the quench at the right temperature? If the bath is too warm when the load enters, quenching won’t go well!
Photo credit: Heat Treat Today FNA 2018; Super Systems, Inc.
If you have any questions, feel free to contact the expert who submitted the Tip or contact Heat TreatTodaydirectly. If you have a heat treat tip that you’d like to share, please send to the editor, and we’ll put it in the queue for our next Heat TreatTipsissue.
Heat TreatToday recently unveiled its Heat TreatConsultants page in the October 2018 print edition (available in digital format here) and at FNA in Indianapolis, Indiana. We offer this comprehensive listing of heat treat industry consultants as part of our efforts to help minimize the effects of heat treat “brain drain.” With so many heat treat brains growing older, the expertise that once used to reside inside of manufacturing operations is dwindling. Where, then, do manufacturers with in-house heat treat departments go when they need heat treat answers?
Turn toHeat TreatToday and our comprehensive list of heat treat industry consultants, which we will introduce to you one by one in this occasional feature, “Meet the Consultants”. There is no more comprehensive list of heat treat consultants. Learn more about Dan Herring, “The Heat Treat Doctor®” and then click through to the page to read more details about each consultant. We are adding more regularly. Contact them directly, or call us and we’ll introduce you to them. Whether it’s a technical process question, a safety concern, a compliance issue, or a business related question, one of our heat treat consultants will be able to help. If you are a consultant and would like to be listed, please contact Doug Glenn.
Name: Dan Herring “The Heat Treat Doctor®” Company Name: The HERRING GROUP, Inc. Location: Elmhurst, Illinois Years in Industry: 45+ Consulting Specialties:
Problem Solving & Technical Advice in Heat Treatment, Sintering, Brazing, Metallurgy, Engineering & Material
Metallurgical & Failure Analysis
Technical Education & Training (SAE-ARP-1962, Nadcap)
Dan Herring, who is most well known as The Heat Treat Doctor®, has been in the industry for over 45 years. He spent the first 25 years in heat treating prior to launching The HERRING GROUP in 1995. His vast experience in the field includes materials science, engineering, metallurgy, equipment design, process and application specialist, and new product research. Dan holds a patent (as a co-inventor), and a broad range of industries are made better for his consulting services in heat treating and sintering, metallurgy, operations, business management, sales and marketing, and technology. In particular, The Heat Treat Doctor strongly believes open sharing of knowledge and discoveries in the field will improve the industry: he holds a position as an associate research professor with the Thermal Processing Technology Center (Illinois Institute of Technology), has written four books and nearly 500 technical articles, and lectures frequently at conferences and workshops worldwide.
Co-inventor of patented “method of carburizing steel comprising carburizing steel under vacuum utilizing as the carburizing gas an aliphatic alcohol having 1 to 4 carbon atoms, preferably methanol and natural gas additions.” (Patent No. US4386973A)
A frequent lecturer at local, national and international conferences
Contributing Writer: Vac Aero, Fastener World, Fastener Technology International, Heat Treating Progress, Wire Forming Technology International, Gear Solutions, and more (see list linked under #4)
Member: ASM International, American Gas Association “Hall of Fame”
One of the “25 Most Influential People in the North American Heat Treating Industry” (The Monty, 2007, 2009)
Links to Heat Treat Today or Other Online Resources from This Consultant (a select list)






 Solar Atmospheres of Western PA successfully vacuum heat treated what is reported to be the largest and longest load of nickel alloy tubing ever in a commercial vacuum furnace. The mission was to preserve the crucial elements of brightness and cleanliness of the 45-foot-long seamless tubing while meeting extremely stringent mechanical properties.
Solar Atmospheres of Western PA successfully vacuum heat treated what is reported to be the largest and longest load of nickel alloy tubing ever in a commercial vacuum furnace. The mission was to preserve the crucial elements of brightness and cleanliness of the 45-foot-long seamless tubing while meeting extremely stringent mechanical properties.























 Discolored Part—Who’s to Blame?
Discolored Part—Who’s to Blame?
 AMS2750 Is Golden
AMS2750 Is Golden





{kind=link}