Heat TreatTodayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel Chatter
Earl Leach, safety champion and production manager at Paulo St. Louis, has been recognized by the Missouri Association of Manufacturers with this year’s Safety Excellence “Horizon” Award.
The Plibrico Company, a global leader in monolithic refractory technology, announced Eric Downing as branch manager of the company’s Florida and Georgia locations following the announcement that current branch manager, Dale Johnson, would be retiring. Scott Forster has joined Plibrico as project manager, responsible for estimating, engineering, and managing projects in the company’s Buffalo, New York location.
Dustin Lawhon and Alex Janeway have both accepted expanded responsibilities as national sales managers at Paulo.
Earl Leach, safety champion and production manager at Paulo, receives Safety Excellence “Horizon” Award, 2020.
Dustin Lawhon National Sales Manager Paulo
Alex Janeway National Sales Manager Paulo
Company Chatter
AFC-Holcroft has announced the expansion of sales territory by their sales representative, Vectorr Industries LLC, to now include the Province of Ontario, Canada.
Bodycote announced the opening of its new facility in Elgins, Illinois.
HI-POWER, a Holtec International and Eos Energy Storage joint venture, formed a five-year partnering agreement with Solar Atmospheres of Western PA to provide an energy-efficient, non-lithium, long-duration energy storage solution using battery technology.
Rockford Systems LLC dba Rockford Combustion Solutions launched a new website providing combustion safety and training solutions for organizations that work with fuel-fired equipment.
The ECM USA Synergy Center located in Pleasant Prairie, Wisconsin, showcases ECM equipment and provides pre-production testing. This fully functional test lab houses capabilities to perform many thermal processes across many markets.
Tenova has signed a contract with the HBIS Group for the implementation of the Paradigm Project, a high tech hydrogen energy development and utilization plant. This will be the world’s first DRI production plant powered by hydrogen-enriched gas.
Tenova introduced its TSX SmartBurner for reheating furnaces to be installed in industrial plants with potentially zero carbon dioxide emissions. It is the first flameless burner of the megawatt variety that has been tested successfully with 100% of hydrogen.
Salzgitter Flachstahl GmbH, the largest steel subsidiary in the Salzgitter Group, has commissioned Tenova for the construction of μDRAL, a demonstration plant. The plant will produce Direct Reduced Iron (DRI), using up to 100% hydrogen as reducing agent
Adler Moldenhauer President Vectorr Industries LLC
HI-POWER partners with Solar Atmospheres of Western PA
ECM USA Simulation Software
Tenova at the signing ceremony for the implementation of a hydrogen-enriched gas powered DRI production plant.
Tenova introduces TSX SmartBurner.
Tenova provides demonstration plant for the production of Direct Reduced Iron for Salzgitter Flachstahl GmbH
Kudos Chatter
Northrop Grumman Defense Systems recognized Solar Atmospheres of Western PA as a top-performing supplier in 2020 with the Outstanding Customer Service Award.
Lincotek has been named among the winners of the Eccellenze d’Impresa 2020 award in the category Innovation and Technology. The prize, now in its seventh year, recognizes Italian companies that excel in extraordinary performance and is organized by Eccellenze d’Impresa.
Solar Atmospheres of Western PA achieved Nadcap AC7101/4 accreditation for their captive metallography laboratory and became an approved Boeing Process Source (D1-4426).
Constellium’s facility in Bowling Green, Kentucky lowered carbon emissions and so received an award from the Tennessee Valley Authority for being an “exemplary environmental steward.”
HT-MX has successfully increased its Nadcap scope to become Latin America’s first heat treat plant certified for HIPing steel and nickel alloys, and the heat treatment of stainless steel, aluminum, and carbon steel heat treatment.
Northrop Grumman Defense Systems awards Solar Atmospheres of Western PA
Lincotek recognized as a winner of the Eccellenze d’Impresa 2020 award
Nadcap accreditation for Solar Atmospheres of Western PA
Constellium Bowling Green Facility in Kentucky
HT-MX increases Nadcap scope
Heat TreatToday is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to editor@heattreattoday.com.
Given the nature of this year's Furnaces North America (FNA) show, we are bringing updates from the event to you. What happened? What did they cover in the technical sessions? Who showed up? What is it like navigating a virtual platform? Learn about how the second day of the event went in the article below.
If you have any videos, images, or thoughts from this year's event, email them to editor@heattreattoday.com!
Who's Who: Live Session
The live session on the second day was an enlightening look to the future as Tom Morrison of the Metal Treating Institute, Cory Padfield of American Axle & Manufacturing, and Chad Spore of John Deere discussed, "What's Next in Heat Treating For Aerospace, Automotive & Agriculture."
From left to right: Chad Spore, Cory, and Tom Morrison sit down to talk about the "next thing" in industry. (Source: screen shot at FNA 2020 Virtual)
The audience heard Tom talk about how millions of dollars can be taken out of the heat treat supply chain with the advent of 3D printing, followed by Chad's assessment of current developments in the world of agriculture.
Cory shared that changes in the heat treat design within the automotive industry may look like "a shift [in the heat treat processes] from cast iron parts which have been used in automotive to steel that may need heat treatment, or heat treated cast iron, like austempered iron." He also noted that there will "definitely" be more salt quenching in the future for precision components. Furthermore, as heat treat moves away from traditional steel usage, aluminum will continue to be the material of choice. Looking to the future, Cory says to focus on part-to-part variation within the automotive industry.
Chad honed into the matured state of affairs with Industry 4.0, particularly with service components with lower volume output and needs a quicker turn around. Additionally, he talked about "measuring the green-part prior to heat treating" while using data tracking systems in order to minimize material waste to create a more specialized process. "Technology is key part...the connectivity between your equipment and the manufacturing processes is going to be a key aspect to utilize within the heat treating industry."
These sessions are available 24/7 at the Furnaces North America Show. Be sure to stop by the speaker's chat room to follow-up on their talk! Note: You must register to attend Furnaces North America the Virtual Show in order to view these sessions. Click HERE.
Matt Clinite Ipsen USA
Matt Clinite from Ipsen shares 5 basic principles for vacuum furnace peak performance in his session "Vacuum Furnace Best Practices for Greater Reliability and Efficiency." He recommends that we "kick the tires to make sure it is running well!" But truly, Clinite offers great advice to check the status of a seemingly perfectly fine, operational vacuum furnace. Within his 5 steps, he notes 3 signs to look for in the hot zone including checking for degrading insulation and bare steel showing through. Listen to more of his great illustrations ("furnaces are a bit like children") and follow up with him today in the FNA chat. Technical Session HERE.
Jenna Alder AFC-Holcroft
Jenna Alder over at AFC-Holcroft. "Getting it Done Right: Manage Equipment Maintenance and Alarms with Integrated Software Solutions." Computerized Maintenance Management System alleviates the pressure of remembering and tracking every detail of maintenance processes. Alder emphasizes that should any operation go into lapse or run into error, the computerized system can track where a task was incomplete and when a task needs to be performed. More technical abilities of this type of system are elaborated in Alder's technical session. Watch it, and catch up with her today! Technical Session HERE.
Dan Herring Herring Company
"How Predictive Maintenance will Increase Your Profit Margins": Dan Herring -- you were waiting for us to mention him! -- talks about predictive (or preventative) maintenance that come in all shapes in sizes. Two distinct styles of maintenance practices? "Planned Preventative Maintenance Programs" (plan-execute-evaluate-revise) or "Repair As Needed Strategies" A key take-away: "Neither [maintenance style] has been proven to show a distinct cost advantage over the other," but the style of planned programs optimizes production demands of manufacturing. Technical Session HERE.
AFC-Holcroft’s exhibit features a brief “How Heat Treat Are You” quiz. Those who answer all the questions correctly are eligible for some really nice prizes! (Yes, another prize option!) Go to their booth HERE.
Screen capture from the FNA 2020 Virtual booth highlighting the bio section
(Again, stealth mode...) Check out the company bios to get the most out of your visit. These are great ways to learn if this is a company that you can do business with after the event.
Videos etc.
Personal booth videos featuring drone footage (AFC-Holcroft) and golfing (Super Systems)
Live Sessions can be accessed in the FNA after the are broadcasted, but attend live so that you can chat with other viewers and speakers.
Technical walk-through of personal product are frequently shared on the front of an FNA booth. (Azbil North America, Inc.)
Looking for live updates of the event? Check out our social media pages @HeatTreatToday on Twitterand LinkedIn to see the current happenings. Search #HeatTreatToday and #FNA2020 to watch our content!
Heat Treat Today offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel & Company Chatter
Bill Gornicki was recently appointed Director of Sales at ECM-USA, Inc. in Pleasant Prairie, WI.
AFC-Holcroft, in Wixom, MI, recently moved its European satellite office from Delémont, Switzerland, to Swiebodzin, Poland, as necessitated by the retirement of their Director of European Operations. The new director, Marek Kedzierzynski, will be based out of Poland.
Wire ExpertsGroup, the parent company to Pelican Wire and Rubadue Wire, recently announced the newest members of their leadership team and their respective roles: Brinson White will now lead the Engineering & Maintenance teams at both Pelican and Rubadue as WEG Director of Engineering; Mike Skorupa has been named Director of Continuous Improvement across all business units; and Kevin Clements has been named Global Supply Chain Manager.
RETECH Systems, LLC, a SECO/WARWICK Group company, has finalized plans to relocate its headquarters from Ukiah, CA, to Buffalo, NY.
Charlie Li, of DANTE Solutions, began teaching a new master-level Mechanical Engineering class entitled “Advanced Manufacturing Processes: Heat Treatment of Steels” at Cleveland State University.
Bill Gornicki, Director of Sales, ECM-USA
Brinson White, Director of Engineering, Wire Experts Group.
Mike Skorupa, Director of Continuous Improvement, Wire Experts Group
Kevin Clements, Global Supply Chain Manager, Wire Experts Group
Charlie Li, DANTE Solutions
Marek Kedzierzynski, Director of European Operations, AFC-Holcroft
Equipment Chatter
Solar Atmospheres has purchased two microscopes, one a ZEISS AxioVert A1 Inverted Materials Microscope and the other a a Hitachi smart Scanning Electron Microscope, to enable them to better serve the needs of their customers.
Magnetic Specialties, Inc. recently shipped two 510KVA, three phase step down 6-pulse rectifier transformers and DC inductors for use in industrial rectifier applications.
The Grieve Corporation recently installed their new electrically-heated 2000°F inert atmosphere heavy-duty box furnace to be used for heat treating titanium at a customer’s facility.
Gasbarre Thermal Processing Systems recently commissioned a model CVPQ Continuous Vacuum Furnace with 5 BAR pressure quench capabilities, and a precision gas nitriding and ferritic nitrocarburizing furnace, in the Midwestern United States.
Ipsen USA offers free evaluations of any brand of vacuum heat-treating system in the United States. An Ipsen Customer Service team member will check all major components of the furnace and provide a written health report with a suggested 18-month maintenance plan.
Tenova recently received the official notice to proceed with the new Hot Dip Galvanizing (HDG) line for NLMK Group in Lipetsk, Russia.
Pries Enterprises finished a 50,000 sq ft expansion and installation of a state-of-the-art anodizing line, making them the only vertically integrated extruder-anodizer fabricator in their immediate area.
ZEISS AxioVert A1 Inverted Materials Microscope
A Hitachi smart Scanning Electron Microscope
510KVA, three phase step down 6-pulse rectifier transformer and DC inductor
Inert atmosphere heavy-duty box furnace
Continuous Vacuum Furnace (model CVPQ) with 5 BAR pressure quench capabilities
Precision Gas Nitriding and Ferritic Nitrocarburizing Furnace
Ipsen offers free furnace evaluations
Kudos Chatter
Grupo Mess was recently named an exclusive Buehler distributor of metallographic and hardness equipment in Mexico.
Aerospace Testing & Pyrometry recently announced the opening of their newest regional office in Greenville, SC. The territory will include North Carolina, South Carolina, Virginia, Georgia, Tennessee and Alabama.
Constellium SE was recently recognized with the “Best Performer Award” by Airbus.
Advanced Heat Treat Corp. recently announced that it has added gas nitriding to its Nadcap® accreditation.
Grupo Mess
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to editor@heattreattoday.com
Automotive part designs and heat treating processes have undergone many changes over the years, especially the powertrain. By looking back at the progress of these changes, we can learn more about emerging trends in automotive heat treating today.
In this Heat Treat Today Technical Tuesday feature,Bill Disler, president and CEO of AFC-Holcroft, brings his familiarity with big atmosphere carburizing systems and LPC automotive cell carburizing systems and looks at how the evolution of equipment and process requests says a lot about the trends we see today in automotive heat treating.
Although many components undergo heat treatment processes, the powertrain—specifically, gears— typically requires more carburizing time than other automotive parts. Not surprisingly, the powertrain has also seen many changes in heat treatment trends.
Not only have powertrain designs gone through tremendous transformations but so has the equipment being used to process those evolved components. Having spent years on the supplier side of atmosphere furnaces, vacuum carburizing, and gas quench as well as induction systems, I find it interesting to look back at some of the drivers that have helped morph this industry’s heat treat needs.
Traditional Continuous Atmosphere Furnace
Large atmosphere pusher furnaces produced nearly all of the powertrain gears 20+ years ago. Today, cellular low-pressure carburizing (LPC) and gas quench systems carry the load, although the results have not been cost saving. Moving from high volume gas heated carburizing equipment to small batch carburizing in electrically heated furnaces did not reduce utility costs per part; instead, other areas adjusted to compensate. Eliminating the expense of hard grinding transmission gears was an acceptable rationale for this increase in both capital expense and operating costs. Eventually, streamlining the overall gear manufacturing process, combined with locating heat treat within machining lines, produced positive measurable results. Plant traffic decreased, minimizing safety risks. Cooler and cleaner furnace systems were designed. And installations were made easier. Many agreed the changes were justified.
Integrated Vacuum Heat Treat Cells
As we look back, many of these drivers for change proved valid. Others, not so much. In most cases, consumer preference for quiet powertrains necessitates hard grinding of gears. Green is in and talk of the absolute need for zero intergranular oxidation (IGO) in carburized gears has slowed. LPC/Gas post quenched parts are perceived as cleaner and leaner; however, it is often difficult to differentiate green parts from processed parts, so it has become a best practice to add part marking after carburizing and hardening to avoid even the remote risk of sending soft parts down the line to the next stage of manufacturing. Shot peening is still common for strength reasons. The ability to nest large cellular LPC systems within machining has been a success, but rarely are the installations as quick and easy as promised.
Hybrid Furnace Concepts
Conventional atmosphere furnace technology has advanced as well, although at a slower pace, in step with a renewed interest in energy efficiency, particularly in the U.S. where gas is cheap and electric is not. Combustion systems operate cleaner and at much higher efficiency than in the past. Having said that, it is curious how little interest end users have in trading cost-saving gas-heated systems for the easier to install, neater looking electric heating options. In addition, it is no longer common to use water for cooling conventional atmosphere furnace systems as end users do not want to deal with the cost and complications that accompany this option. The market is polarized over this. LPC systems rely on large water volumes for cooling, and they are small batch, electrically heated systems. At the same time, gas quench systems consume huge quantities of water and require giant 300 HP plus motors that are tough to manage in plant power systems.
Flexible and Re-deployable Heat Treat Systems
It is my observation that the automotive market is anticipating the next iteration of heat treat equipment. One type of process or equipment style will not fit all needs, yet all hope for the perfect single part flow solution—an elusive dream due to physics. The cost/time equation still does not balance, and carburizing offers the benefits many manufacturers are looking for, despite the desire to design the process out of practice. Many automotive transmission parts that were originally processed in LPC and gas quenched now use gas nitriding instead, even though gas nitriding is another long process, and nitriding introduces ammonia back into the process—something most automotive plants are not enthusiastic to have in their plants. Two steps forward and one step back.
Repackaging Continuous Furnace Systems
With the widening range of processes and solutions under exploration, as well as ever changing powertrain systems designed to accommodate supplemental electric motors, lighter weights, smaller cars, and larger SUVs, all we can be certain of is ongoing change. I believe that we have witnessed major adjustments in automotive heat treat processing as the pendulum has swung from big, multi-row atmosphere pushers with salt or oil quench to electric-heated cellular LPC and gas quench units. One surprising result has been the resurgence of salt quenching, which controls distortion of high-pressure gas at a much lower cost with less complexity. Salt, like gas, is a single-phase quench media: It does not boil in these processes like oil does, and it can be used at temperatures that support martensitic quench with far less thermal shock and much higher heat transfer than the options. Older processes carry the baggage of tarnished past reputations, but I no longer count them out. Today’s automation, process control technology, and innovation can provide the foundation for brand new concepts, repackaging of older ideas, and hybrids of multiple technologies. Together, these create building blocks that heat treat equipment suppliers will use to meet changing trends in automotive carburizing and heat treatment. It will be interesting to be involved in the journey as these changes take place.
About the Author: Bill Disler is president and CEO of AFC-Holcroft, part of the Aichelin Group located in Vienna, Austria. He is a member of the Board of Trustees -Metal Treating Institute (MTI), and a member of the Board of Advisors at Lawrence Technical University, College of Engineering in Southfield, Michigan. This article originally appeared in Heat Treat Today’sJune 2019 Automotive print edition.
Today’s tips come to us from AFC-Holcroft, covering Thermocouples, Atmospheres, and Flow Power.
Heat Treat Tip #4
Pack Your Thermocouples
When a thermocouple is used with an open-ended protection tube, pack rope or fiber between the thermocouple and the protection tube to prevent cold air infiltration from influencing the reading.
Photo Credit: Super Systems, Inc. (SSi)
Heat Treat Tip #7
A Good Fit
If a thermocouple fits loosely in a protection tube, avoid errors by ensuring that the tip maintains good contact with the tube.
Photo Credit: Super Systems, Inc. (SSi)
Heat Treat Tip #25
Oxygen Analysis as a Cost Saver
Investing in and using an oxygen analyzer on a regular basis can provide significant fuel cost savings and, at the same time, optimize uniformity and maximize capacity.
Photo Credit: Super Systems, Inc. (SSi)
Heat Treat Tip #26
Flow Power
Pressure varies as the square of the flow. This means that to double the flow, with all else being constant, pressure must increase by a factor of 4. Also, power increases as the cube of the flow. Doubling the flow produced by a fan or blower requires an 8-fold increase in horsepower.
Heat Treat Tip #77
Puzzling Polarity?
If unsure of the polarity of a type K thermocouple, remember that the negative (red) leg is magnetic; the positive (yellow) is not.
Heat Treat Tip #94
Copper as a Leak Check
If maintaining dew point is a problem, and it’s suspected that either an air or water leak is causing the problem, run a piece of copper through the furnace. Air will discolor the copper; water will not.
Heat Treat Tip #97
Optimum Dew Point
It is much easier to produce low dew point gas in a generator (within reason) than it is to lower the dew point after the atmosphere is in the furnace using enriching gas.
Heat Treat 2019 is coming, and one of the great benefits of gathering with a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat Treat Today’s101 Heat TreatTips is another opportunity to learn the tips, tricks, and hacks shared by some of the industry’s foremost experts.
Today’s Technical Tuesday features 10 Tips from a variety of categories, including SCR Power Controls (56), Cooling Systems (64), Combustion (66, 101), Induction Heat Treating (71), Thermocouples (79), AMS2750 (86), Vacuum Furnaces (92), and Miscellaneous (41, 87). These tips come from the 2018 list of 101 Heat TreatTips published in the FNA 2018 Special Print Edition. This special edition is available in a digital format here.
If you have a heat treat-related tip that would benefit your industry colleagues, you can submit your tip(s) to doug@heattreattoday.com or editor@heattreattoday.com—or stop by to see us at Booth #2123 in Detroit!
Heat TreatTip #41
Discolored Part—Who’s to Blame?
If your parts are coming out of the quench oil with discoloration and you are unsure if it is from the prewash, furnace, or oil quench, you can rule out the quench if the discoloration cannot be rubbed off. Check this before the part is post-washed and tempered.
Other possible causes:
Can be burnt oils as parts go through the quench door flame screen
Poor prewash
Furnace atmosphere inlet (particularly if it is drip methanol)
When we buy a pint of beer we don’t expect the head (or foam) to be ½ the glass. We can get this situation when we pay for our plant’s electricity; we pay for both the working power that drives the process (analogy: beer) and reactive power that doesn’t directly drive the process (analogy: foam/head). The lower the Power Factor the worse this situation. The latest SCR devices can help combat this while maintaining precise control and reducing overall peak load demands (using flexible firing methods).
Plan for future growth. It is more cost-effective to provide additional capacity while equipment is being installed. Simple planning for the addition of future pumps (e.g. providing extra valved ports on tanks) and space for heat transfer equipment (e.g. pouring a larger pad or adding extra piers) can save considerable money down the road with little upfront expenditure. Consider installing one size larger piping for the main distribution supply and return. If this is not possible make sure you can add an additional piping run on the hangers you will install now.
Above all, be sure to include all necessary drains, vents, isolation valves, and plenty of instrumentation. These items are critical aids in maintenance and troubleshooting and future system expansion.
Don’t neglect burner tuning—a 1% reduction in excess O2 in the flue products can save you $1,000.00/year on your IQ batch or $2,000.00/year on a 2000-pound/hour continuous furnace—not to mention consistent temp uniformity, better heat-up rates. Pretty good payback for a couple of hours’ work.
Tube & Pipe Heat Treatment Is Different Than Solid Cylinder Heat Treating
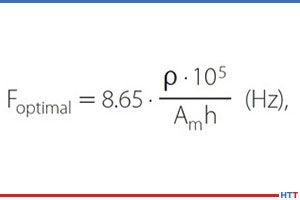
Induction heating of tubes and pipes is somewhat different from the heating of solid cylinders. There is a difference in the frequency selection that would maximize energy efficiency for heating tubular products as compared to solid cylinders. In tube and pipe heating, the frequency, which corresponds to maximum coil efficiency, is typically shifted toward lower frequencies providing larger current penetration depth than the tube wall thickness (except for heating of tubes with electromagnetically small diameters). This condition can produce an improvement in electrical efficiency of 10–16 % and even higher. One simplified formula that is used in industry for rough estimate of the electrically efficient frequency is shown in the image, where:
ρ – electrical resistivity of heated metal (Ω*m)
Am = average diameter; Am = (Tube O.D. – h) (m)
h = wall thickness (m)
In cases when induction heaters cannot be considered to be electromagnetically long coils, the values of the optimum frequency will be higher than the values suggested according to formula, and computer modeling can help determining its exact value.
Place a yearly blanket order for your SAT probes and ask that they are made from the same coil. This will give you the same correction factors and temperature tolerances.
This standard is gold and unfortunately has a bad rap today because companies feel it’s just added cost into the process. Today’s technology means you can afford AMS2750E compliant controllers and digital recorders for only a few hundred dollars above a standard offer. This investment will be paid back many times over due to the longer lifetime expected with a quality instrument as well as the quality benefits from better drift performance between calibration intervals, redundant recording (in case of record loss), and overall accurate temperature control, leading to less rejects and reduced rework.
When trying to determine a materials response to heat treatment, it is important to understand its form (e.g., bar, plate, wire, forging, etc.), prior treatments (e.g. mill anneal, mill normalize), chemical composition, grain size, hardenability, and perhaps even the mechanical properties of the heat of steel from which production parts will be manufactured. The material certification sheet supplies this basic information, and it is important to know what these documents are and how to interpret them.
Certain alloying elements have a strong influence on both the response to heat treatment and the ability of the product to perform its intended function. For example, boron in a composition range of 0.0005% to 0.003% is a common addition to fastener steels. It is extremely effective as a hardening agent and impacts hardenability. It does not adversely affect the formability or machinability. Boron permits the use of lower carbon content steels with improved formability and machinability.
During the steelmaking process, failure to tie up the free nitrogen results in the formation of boron nitrides that will prevent the boron from being available for hardening. Titanium and/or aluminum are added for this purpose. It is important, therefore, that the mill carefully controls the titanium/nitrogen ratio. Both titanium and aluminum tend to reduce machinability of the steel, however, the formability typically improves. Boron content in excess of 0.003% has a detrimental effect on impact strength due to grain boundary precipitation.
Since the material certification sheets are based on the entire heat of steel, it is always useful to have an outside laboratory do a full material chemistry (including trace elements) on your incoming raw material. For example, certain trace elements (e.g. titanium, niobium, and aluminum) may retard carburization. In addition, mount and look at the microstructure of the incoming raw material as an indicator of potential heat treat problems.
When loading parts, carefully place the workload on the center of the hearth (front-to-back and side-to-side). Make sure it is stable and no part of the load is close to or touching the heating elements. This can create arcing and damage your parts. Tip: Once the load is in place, mark the hearth posts with a hacksaw to quickly find the front and back measurements each time.
Perfect combustion is based upon the concept of neither excess oxygen or a deficiency of oxygen in the combustion process. This is known as stoichiometric or theoretical combustion. Why is this considered as theoretical and not possible under normal field conditions? Consider the factors that can affect your combustion process: temperature of air or gas, pressure fluctuations, gas composition or supply changes, operating conditions, etc. Therefore theoretical combustion is just that: perfect combustion is only possible in a lab setting. Burner adjustment and calibration normally maintains a minimum of 10% excess air to compensate for these variables and avoid operating gas-rich with high levels of CO in the combustion process.
A commercial heat treat company which is approved to heat treat certain flight critical and flight safety configurations for prime aerospace and helicopter companies recently invested in a new Universal Batch Quench (UBQ) furnace and a Universal Batch Temper (UBTN) annealing furnace to be operated at its plant in Fraser, Michigan.
Tracy Dougherty, VP Sales, AFC-Holcroft
“We’re excited to be a part of the continued growth and expansion of Specialty Steel Treating,” said Tracy Dougherty, Vice President of Sales at AFC-Holcroft. “The customization of these furnaces combined with state of the art controls and IoT features (Remote Diagnostics™), enable both AFC-Holcroft and Specialty Steel Treating the ability to offer superior quality, performance and continuous improvement to customers.”
Delivery of the UBTN is expected in the 2nd quarter of 2019 to the Specialty Steel Treating site on Malyn Road in Fraser, with the UBQ to follow in the 3rd quarter to the Commerce Road plant, also located in Fraser.
Several universal batch quench (UBQ) furnaces were purchased and installed over the course of 2018 to support the growth in business of a commercial heat treating operation located in Richland Hills, Texas.
Modern Heat Treat, which provides services such as alloy quench and temper flame hardening and carburizing to the metalworking industry, added the UBQ furnaces along with companion equipment to its installed base, increasing capacity of the equipment already in operation at the facility. AFC-Holcroft , a member of the Aichelin Group, fulfilled the orders for Modern Heat Treat, which has benefitted from the modular, flexible UBQ design with the ability to add new equipment to their facility incrementally.
Tracy Dougherty, VP Sales, AFC-Holcroft
“These large capacity UBQ furnaces provide Modern Heat Treat with a distinct advantage in the market since the equipment is scalable to meet their need for flexibility,” said Tracy Dougherty, Vice President of Sales at AFC-Holcroft. “AFC-Holcroft is proud to be a part of the continued expansion and growth of Modern Heat Treat.”
Modern Heat Treat operates a 25,000 sq ft facility with 57 employees and over 40 pieces of furnace equipment.
Heat TreatTodayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel and Company Chatter
Tracy Dougherty has been named Vice President of Sales at AFC-Holcroft. Dougherty has been with AFC-Holcroft since 2008 and served in several sales-related roles, most recently as the company’s Sales Manager. As Vice President of Sales, Dougherty will now have a number of added responsibilities, including overseeing the company’s activities in Europe.
Retech Systems, which has been manufacturing vacuum melting systems in Northern California, will transition much of the manufacturing and assembly to facilities in Świebodzin, Poland. All of the future work done at the SECO/Warwick facilities in Poland will be per the established Retech standards with the focus on maintaining all expectations associated with the Retech brand. The Ukiah office will be downsized and will retain engineers, technical directors, technologists, and service staff. Retech’s unique R&D Center will continue to be built up, maintaining a west coast office along with the recently opened east coast office in Buffalo, NY.
Philip Wrisley, Project Manager at Plibrico‘s Salem, Ohio, office, is the recipient of an API STD 936 Refractory Personnel Certification from the American Petroleum Institute (API). This internationally recognized certification verifies Wrisley’s knowledge of API Refractory Installation Quality Control Guidelines for field-testing of monolithic refractory materials, as well as best practices in the installation and repair of refractory linings.
A new 57,500 square foot building dedicated to vacuum furnace manufacturing is under construction at Solar Manufacturing‘s campus in Sellersville, Pennsylvania. As can be seen in the photo below, the four bridge cranes are in place, the full plant and office roof is complete, and much of the concrete floor poured.
A thermal technology company recently announced the opening of its new sales and operations office in Norway. Chromalox, based in Pittsburgh, Pennsylvania, manufactures process heating and heat tracing products.
A global leader in aluminum rolling and recycling recently announced an expansion at the company’s Pindamonhangaba, Brazil, plant. This $175 million investment of its flagship facility in South America will bolster Novelis‘s capacity with 100 kilotonnes of additional rolling production and 60 kilotonnes of increased recycling and bring total capacity of the Pindamonhangaba facility to approximately 680 kilotonnes per year of aluminum sheet and 450 kilotonnes annually of recycled metal.
Nucor Corporation has announced that it is acquiring Corporacion POK, S.A. de C.V. (POK), a fully integrated precision castings company with a facility in Guadalajara, Mexico. POK produces complex castings and precision machined products used by the oil and gas, mining and sugar processing industries.
A new automotive structures facility opened in Zilina, Slovakia, dedicated to the production of aluminum crash management systems and body structure components. Constellium‘s 5,200 square meter facility in Zilina features advanced technologies for forming, machining, welding, and heat-treating aluminum automotive components, along with a state-of-the-art quality lab to ensure products meet customer specifications. Constellium plans to expand its facility to 15,000 square meters by mid-2019.
Construction underway for Solar Manufacturing\’s new building. at Sellersville, PA.
Equipment Chatter
A Japanese manufacturer of precision tool steels components recently commissioned a precision vacuum furnace system from SECO/WARWICK. This specialized system reduces energy consumption through power optimization and cycle time reduction, customized to work within the tight physical space limitations.
In addition, an American manufacturer which produces transportation components recently ordered a new precision gas nitriding furnace with ZeroFlow® from SECO/VACUUM (SVT), a SECO/WARWICK Group company.
L&L Special Furnace Co., Inc., has supplied a custom designed and manufactured oil quench tank to a metal stamping manufacturer in the Midwest. The quench tank is specifically used to quench metal stamping dies that are heated to 1,550°F.
Advanced Heat Treat Corp recently posted to Facebook a video of the installation of one of three new nitriding vessels delivered to the company’s MidPort Blvd location as part of an ongoing building expansion.
An international heat treating equipment manufacturer with a location in California, JGEF Furnace, recently sold 6 furnaces to a Japanese heat treating company. Four nitriding horizontal furnaces are front-loading and designed specifically for precision gas nitriding in a retort style with vacuum purge, and two tempering horizontal furnaces are designed to temper workloads after hardening.
SECO VACUUM sells gas nitriding furnace with ZeroFlow®.
L&L Special Furnace Co., Inc., delivers oil quench tank.
AHT installs new intriding equipment
JGEF Furnace ships 6 furnaces to Japanese manufacturer.
Kudos Chatter
Hydro Extruded Solutions Hoogezand B.V. (Netherlands), which produces aluminum profiles as well as anodized and painted components, has become the first aluminum extrusion company to be certified with ASI’s Performance Standard for environmental, social and governance performance.
SECO/WARWICK was recently awarded the Honorary Badge for Meritorious Performance in the area of innovation in a badge award ceremony held at the Royal Castle as part of the celebrations of the 100-year anniversary of the Patent Office and industrial property protection system in Poland. The badge, given to entities and organizations having outstanding achievements in their pro-development activities, was received by Bartosz Klinowski, Managing Director (Europe), Member of the Management Board of SECO/WARWICK.
Hydro Extruded Solutions Hoogezand B.V. certified by ASI.
SECO/WARWICK awarded the Honorary Badge for Meritorious Performance.
Heat TreatTodayis pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to the editor at editor@heattreattoday.com.
15 Quick Heat Treat News Items to Keep You Current
Heat TreatTodayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel and Company Chatter
AFC-Holcroft has announced the addition of Daniel Hill as the newest member of their sales team. Hill will be based out of the company’s headquarters in Wixom, Michigan, focusing on key account management as well as new lead generation. Hill will report to Tracy Dougherty, Sales Manager at AFC-Holcroft.
Solar Atmospheres’ CEO, Roger A. Jones, was awarded the distinguished honor of ASM Fellow (FASM) at the ASM Awards Dinner on Tuesday, October 16, 2018. According to ASM, “The honor of Fellow represents recognition of distinguished contributions in the field of materials science and engineering, and develops a broadly based forum for technical and professional leaders to serve as advisors to the Society.” Roger’s citation reads: “For advancing production vacuum thermal processes and procedures for large and heavy assemblies utilizing state of the art vacuum furnaces, for the enhancement of the overall heat treating industry.”
A company that specializes in automated manufacturing solutions for automotive manufacturers among other industries, Innovative Automation, has acquired Tridan International, which supplies machinery for the production of heat exchangers, evaporators and condensers commonly used in manufacturing. This acquisition includes all ongoing operations of the company from their 88,000 square foot facility in Danville, IL.
StandardAero, the world’s largest independent Pratt & Whitney Canada PT6A Designated Overhaul Facility (DOF) with Distribution rights, has recently inducted the first five PT6A-68 engines at its Summerside facility on Prince Edward Island, Canada. StandardAero has provided full-service support for the PT6A-68 since 2013 but is now in the process of transferring its support of the engine model to its Summerside facility, as part of the company’s Center of Excellence (COE) activity, announced in May 2018.
Caterpillar, Inc, has announced that a closed South Carolina casting facility will house its new $13.5 million, 103,000-square-foot building in Hodges where it will produce specialty castings for various engines and transmissions in Caterpillar’s line of products.
Schenck Process, which engages in the design, manufacture, and supply of applied measuring and process technology, announced the acquisition of Process Components Ltd, a UK based designer and manufacturer of powder processing and handling equipment, components and spare parts, and its subsidiaries.
Braidy Industries and its subsidiary Veloxint recently announced five new executive appointments. Julio Ramirez will take on the position of Chief Financial Officer at Braidy. At Veloxint, Major General Kevin McNeely (Ret.) joins as Chief Operations Officer; Dr. Phoebe Kwan will take on the role of Chief Commercial Officer; Dr. Judson “Jud” Marte will be Vice President of Product Development; and John Gaspervich joins Veloxint as Executive Vice President of Manufacturing.
AFC-Holcroft adds Daniel Hill to their sales team.
Roger Jones awarded with ASM fellowship.
StandardAero inducts PT6A-68 engines/
Caterpillar expands with 103,000-square-foot building in Hodges, SC.
Equipment Chatter
A forced air recirculating oven was supplied by Lucifer Furnaces to a manufacturer of medical & aerospace parts and will be used to heat treat 17-4 stainless steel.
A tool and die manufacturer recently expanded its in-house heat treat capabilities with a Vector® furnace, one of the SECO/VACUUM (a SECO/WARWICK Group company) flagship vacuum furnaces. The purchase process included validation tests of tooling dies in a similar nearby furnace with positive results. The furnace being delivered is a horizontal, front-loading Vector furnace with a capacity of 2,650 lbs.
A leading provider of metal additive manufacturing (AM) solutions recently announced that a prominent Southeast Asian aerospace parts manufacturer has purchased a dual-purpose Electron Beam Additive Manufacturing (EBAM®) and EB Welding System. Sciaky, Inc., a subsidiary of Phillips Service Industries, Inc. (PSI), provided the one-of-a-kind hybrid machine to be customized with special controls to switch from 3D printing to welding in a quick and easy process. The manufacturer will utilize the system to 3D print metal structures, as well as weld dissimilar materials and refractory alloys for these structures and other aerospace parts.
Four Gruenberg explosion resistant Class “A” truck-in-ovens were shipped to the pharmaceutical industry by Thermal Product Solutions. The pharmaceutical ovens are rated for Class A operation to handle processing solvents per the NFPA 86 specifications.
A continuous mesh belt conveyor furnace was shipped by Lindberg/MPH to the computer market. This conveyor furnace is configured for soldering process applications, provides a heating and cooling process environment under a nitrogen/hydrogen blended atmosphere, and will be heated to the customer’s specified temperature (maximum of 1000°C).
A leading supplier of the automobile industry received shipment of a natural gas-fired two zone conveyor oven from Wisconsin Oven Corporation. The conveyor oven will be used for stress relieving automotive springs and has the design capacity to heat approximately 11,000 pounds of springs per hour. The overall work chamber dimensions of this stress relieving oven are 11’3” wide x 24’3” long x 14’0” high. The maximum operating temperature is 650°C (1202° F) with guaranteed temperature uniformity of ±5°C at set points of 520°C (968° F) and 570° C (1058° F) to ensure the conveyor oven meets the CQI-9, 3rd edition process Table E for stress relieving/annealing.
Lucifer Furnaces supplies forced air recirculating oven
SECO/VACUUM installs a Vector® furnace.
Sciaky Inc delivers dual-purpose EBAM® and EB Welding System.
Thermal Product Solutions ships four Gruenberg Explosion Resistant Class “A” truck-in-ovens
Lindberg/MPH ships continuous mesh belt conveyor furnace
Wisconsin Oven Corporation delivers natural gas-fired two zone conveyor oven from
Kudos Chatter
In 2019, AGMA will expand upon the legacy and success of Gear Expo, launching the Motion + Power Technology Expo (MPT Expo). The new show will continue its focus on gears and mechanical power transmission while adding fluid power and electric drive exhibitors to provide all power transmission options to our attendees
eldec LLC recently unveiled a new website for manufacturing professionals who use induction heating, brazing, shrink fitting, pre-heating for laser welding, or annealing in their manufacturing processes. The new site provides updates on company and product information, trade shows, and manufacturing and equipment maintenance tips. It can be accessed at www.inductionheatingexperts.com.
Heat Treat Todayis pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to the editor at editor@heattreattoday.com.





 Heat Treat Today offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Heat Treat Today offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.







































 Discolored Part—Who’s to Blame?
Discolored Part—Who’s to Blame?
 AMS2750 Is Golden
AMS2750 Is Golden