Fundamentals of furnace maintenance sometimes fall between that tricky area of realizing their importance and getting pushed to the end of the to-do list. This original content piece shares tips to bring the fundamentals back to where they belong: at the top of the to-do list.
Ben Gasbarre President, Industrial Furnace Systems Gasbarre Thermal Processing Systems
Safety First | Whether the furnace is in operation, or it is having down time, proper safety measures must be in place. Personal protective equipment, proper shut down of power sources, and even the buddy system are topics taken in to consideration.
Asset Management System | Have up-to-date maintenance records available to any and all employees. "Ensuring important information, such as alloy replacements, burner tuning, or control calibration information, can help operations and maintenance personnel as they plan and assess future equipment needs," comments Ben Gasbarre, president industrial furnace systems at Gasbarre Thermal Processing Systems.
Cleaning | Reminders include: change filters on combustion blowers, clean things like burners and flame curtains, clean out endothermic gas lines, burn off manual probes at least once a week, etc.
Daniel Hill, PE Sales Engineer AFC-Holcroft Source: AFC-Holcroft
Rules and Regulations | The military and energy industries are sectors that have strict standards to follow. Different heat treating shops are using a software module to maintain furnace data, looking at data reports to make sure the furnace systems are running properly.
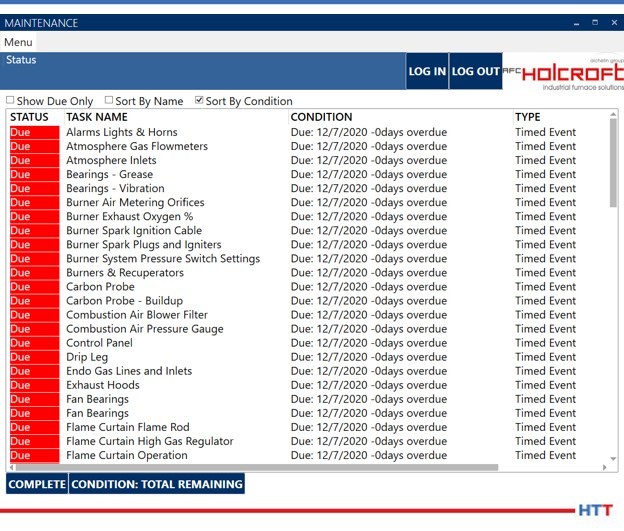
Timely Maintenance | Making a maintenance plan and then following it means that no tasks are overlooked or forgotten.
After Repairs and Adjustment | Make sure that after trouble shooting and performing repairs, the software generated reports are examined and that furnaces continue to be maintained. Daniel Hill, PE, sales engineer at AFC-Holcroft says, "This saves valuable time and resources, improves availability, and likely increases profitability."
Greg Steiger Senior Key Account Manager Idemitsu Lubricants America
Proper Levels of Sludge and Water Quench | Failing to keep the quench oil clean results in problems on surface finish. Maintain the quench from the start by filtering, cleaning, and replenishing to keep end product surfaces more acceptable.
Frequency of Sampling | "[The] more often a quench oil is analyzed, the easier it is to use the quench oil analysis as a tool in the proper care of a quench oil," explains Greg Steiger, senior key account manager at Idemitsu Lubricants America.
Regular Addition of Fresh Oil | Proper maintenance of quench oil will result in some loss through filtration. Be sure to replenish.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Twice a month, Heat TreatToday publishes an episode of Heat TreatRadio, an industry-specific podcast that covers topics in the aerospace, automotive, medical, energy, and general manufacturing realms. Each episode provides industry knowledge straight from the experts.
Stay abreast of quenching tips, techniques, and training --- especially in the auto industry --- with this original content piece that draws from three video/audio episodes.
Heat Treat Radio: The Greenness and Goodness of Salt Quenching with Bill Disler
Bill Disler President, CEO AFC-Holcroft Source: AFC-Holcroft
Sure, salt quenching has been around for quite some time, but this method is coming more to the forefront when we consider some of the concerns and costs of oil quenching. In this Heat TreatRadioepisode, listen in to Bill Disler of AFC-Holcroft discuss the pros and cons of salt quenching. His brief overview and then salt versus other quench options will leave you ready to embrace quenching at your heat treat shop.
Contact us with your Reader Feedback!
"I’d say, in general, the most common thoughts with salt are to use it for bainitic quenching. If you’re quenching into a bainitic structure, salt has always been the only way to do this," comments Bill. "But what we’re seeing the growth into, and much more activity, is martensitic quench." As you listen, key into the point of salt quenching offering a "green-minded" solution due to recyclability.
Heat Treat Radio: Water in Your Quench with Greg Steiger, Idemitsu
Greg Steiger Senior Key Account Manager Idemitsu Lubricants America
Water in the quench tank? How much is too much? What do you do to get rid of it? Is it possible to prevent water from getting into the tank? Greg Steiger of Idemitsu answers these questions and more in this essential episode.
"Our research has shown that basically about 200-250 ppm water, you start to get uneven cooling," Greg Steiger cautions. "When you start getting up to large amounts of water, somewhere around 750 ppm to over 1000 ppm, it becomes a safety issue."
The entire episode gives answers to how to identify, prevent, and remove water in the quench.
Heat Treat Radio: All Things Auto Industry Quenching with Scott MacKenzie
D. Scott MacKenzie, Ph.D Senior Research -- Metallurgy Quaker Houghton, Inc.
This interview gets to some nitty gritty details regarding quenching and the shift to electric vehicles. What does the future of heat treating look like for electric vehicles (EVs)? Where is aluminum heat treat fitting in? Listen in to get industry insight on these answers. Scott MacKenzie of Quaker Houghton also explores simulation and modeling, the need for trained metallurgists in our industry, and more broad heat treat considerations.
"The next thing you have to understand is the quenchant itself," Scott MacKenzie advises. "You have to understand the physical properties."
Mike Coburn Technical Sales AFC-Holcroft Source: LinkedIn
A major North American supplier of agricultural and lawn equipment purchased a complete batch austemper line from a U.S.-based supplier of heat treating equipment. The line, consisting of two universal batch quench-austemper (UBQA) units, is equipped with a pre-treatment spray dunk wash, a post-treatment multi-stage washer, pre-heat temper furnaces, a salt reclaiming system, and a salt holding tank.
The AFC-Holcroft batch austemper line also includes an AFC-Holcroft EZ™ 4500 endothermic gas generator that will provide gas to the furnace units. A BatchMaster™ supervisory control system is included in the line, along with calibration mode software.
“This was a great customer to work with for this project,” said Mike Coburn, Technical Sales for AFC-Holcroft. “They fully understood right from the start the environmental and economic benefits of the system.”
Technology is ever evolving. Will you be able to keep up with all the new developments? Discover the tech trends these heat treat industry leaders are excited about and how they will impact you and your company.
This article first appeared inHeat Treat Today’sFebruary 2022 Air & Atmosphere Furnace Systems print edition.
AFC-Holcroft LLC
Daniel Hill Sales Engineer AFC-Holcroft
Heat treaters are taking part in sustainability initiatives aimed at reducing greenhouse gases and achieving carbon neutrality. Whether larger or smaller-scale, commercial or captive, customers are seeking ongoing collaboration and ultimately equipment solutions aimed at sustainability. While much of these initiatives remain targets rather than requirements, there is steady momentum commercially, politically, and socially for them. Understanding the targets with respect to your business’ goals — and the technologies available to meet them — will help determine appropriate strategic plans. Specific trends in this context include:
Trend 1:
Latest high efficiency burner technologies such as our Aichelin Group’s Noxmat products are continually growing in popularity. Moreover, secondary energy recovery systems are used for preheating products or external processes. These solutions all improve thermal efficiency, thereby reducing overall carbon footprint.
Trend 2:
Although natural gas heating still has a sizeable operating cost advantage, additional users are instead opting for electric heating systems on new equipment and conversions of existing equipment. As electric utility providers add renewable energy options for business customers, the carbon footprint for heating can be reduced or even net zero.
Trend 3:
AFC-Holcroft has long been an advocate of molten salt quenchants for superior distortion control and for the improved properties of austempered materials they can also produce. Much to do with those same thermal stability properties, these molten salt baths can be used for years without deteriorating whereby only salt drag out needs to be made up in the quench tanks. Yet with modern salt reclamation systems, the salt drag out on parts and tooling is quickly recaptured in a post washer where it can be separated and recycled back into the very same quench tank over and over.
Air Products
Heat Treat Gas Smart Monitoring: Maximizes Productivity and Safety with Advanced Monitoring Systems
Now, more than ever, technology needs to come into play to maximize efficiency in the workplace and monitor key indicators on production lines. This includes remote monitoring, using sensors and wireless communications technology to track process efficiency, production rates, machine settings, and parameters. It allows manufacturers to see whether processes are running as smoothly as they could be, or if there is a way to boost efficiency. Using real time and historical data allows optimization of production processes, saving time and money by providing the information needed to minimize gas and utility usage while ensuring product quality remains high. In addition, a visual overview of how the equipment is performing helps to guard against unsafe practices and allows for preventative maintenance processes to be carried out before operational failures occur.
The Air Products Process Intelligence™ offering includes a cloud-based process optimization system developed for the metals processing industry. This Industry 4.0 tool enables recording and analysis of the production parameters and is linked to operational results, facilitating process optimization, and product quality improvement. Integrated with thermodynamic calculations, field experience, and documentation features, the tool provides process engineers with extended capabilities to manage production and support process troubleshooting. This will also help manufacturers comply with requirements such as CQI-9 and Nadcap.
Learn more about Air Products Process Intelligence™ at www.airproducts.com/APSmart.
Gasbarre Thermal Processing Systems
The team at Gasbarre is always looking to improve the designs and technology of our equipment.
Ben Gasbarre President, Industrial Furnace Systems Gasbarre Thermal Processing Systems
Advancements in heating systems, insulation packages, and controls are key to improving efficiency and process control. With the updates to these systems, it is common for new equipment to be justified on utility savings alone. Control systems are upgraded for predictive and preventative maintenance activities, precise process control, and conformance to the latest CQI-9 and AMS-2750 standards.
Like it or not, companies are being forced to look for ways to reduce their carbon footprint and become more energy efficient in their manufacturing processes. Gasbarre has identified ways to consider improving your operation of your continuous furnace system. We can integrate sensors and controls into almost all aspects of an existing or new furnace to give you the ability to monitor and manage your inputs. This includes production speed, cooling water, natural gas, electricity, and atmosphere. Converting a furnace to run hydrogen and nitrogen atmosphere versus generating atmospheres (i.e., endothermic or exothermic generators) will greatly reduce your carbon footprint, while helping to reduce on-site utility and maintenance costs.
Gasbarre’s continuous vacuum furnace system takes energy efficiency and furnace performance to a new level. Vacuum furnace systems off er many advantages over conventional atmosphere furnace systems. We discuss this in terms of the 4-Es:
1. Effects on material properties due to the pure environment of the furnace
2. Energy efficiency due to its ability to be turned on and off when not in use, limited furnace conditioning, and focused heating system
3. Environmentally friendly as there are little to no emissions, either zero or more efficient atmosphere consumption, and no atmosphere burn-off requirements
4. Elevated temperatures can be achieved supporting more process flexibility and improved cycle times
Gasbarre Thermal Processing Systems has been designing and manufacturing continuous furnace systems for nearly 50 years. As a leading manufacturer of both atmosphere and vacuum continuous furnace systems, Gasbarre has the knowledge and expertise to help drive your success now and into the future.
Noble Industrial Furnace
The Latest in Continuous Furnace Systems from Noble Industrial Furnace
In recent years Noble Industrial Furnace manufactured extensive continuous furnace lines for customers in New England, along the East Coast, and in the Midwest.
Our gas-fired or electric tube furnace projects included burnout (800–1450°F), hardening (1600–2100°F), and tempering (300–1200°F) process lines with material continuously running through multiple furnaces. Silicon carbide or alloy tubes strategically positioned within the proportionally dimensioned multi-zoned furnaces allowed for extremely tight temperature control and uniformity. Additional components in the line included chillers, cooling dies, and temperature-controlled nitrogen.
Noble delivered numerous gas-fired indexing belt burnout furnaces (800–1450°F) heated with high velocity burners. Design allows for parts to automatically index through the load station, burnout chamber, and cooling and unload station with necessary temperature sensing and data logging on individual parts and/or batches.
Traditionally designed continuous belt furnaces (600–1900°F) both electric and gas-fired, included options such as internal stainless steel shrouding, flame curtain or doors, forced air cooling or drop chute quench.
Control systems for the equipment met industry specific and customer required standards and integrations with PLC’s, HMI’s, controllers, and related components from leading manufacturers, including Allen Bradley, Honeywell, Yokogawa, and Eurotherm.
Noble has positioned itself for continuous growth in our industry for decades to come.
Yokogawa
Digital Transformation Enhances High Temperature Fan Bearing Monitoring
Maintaining reliable performance of furnace fans is critical to the heat-treating process; however, these fans are vulnerable to failures which can be difficult to predict. Increasing vibration in motor bearings is most commonly the first sign of a problem. Running the fans at the fringes of their specified operating ranges is a typical root cause. Temperature and vibration levels can be monitored either by handheld measurement devices or via sensors. Key challenges for heat-treat operators include the ability to efficiently maintain records of temperature and vibration data, determine trends in the data, and accurately predict problems before they arise.
Digital transformation and IIoT technologies can be quite beneficial to the monitoring and maintenance strategies for these furnace fans and other assets, especially those that are manually monitored or unmonitored. The first step is adding wireless sensors to regularly gather data about the equipment status. For process heating fans, vibration and surface temperature sensors are most beneficial and can be installed very easily with magnetic mounts. For other equipment and processes, temperature and pressure are among the additional measurements that are available. Data from these devices can be sent to on-premise systems, cloud-based systems, or both for visualization and analysis. This is where the real value comes into play, as these systems can provide early anomaly detection that enables operators to address equipment issues before they interrupt the process, impact the batch quality, or result in expensive repairs. Taking it a step further, artificial intelligence (AI) and machine learning (ML) algorithms can “learn” the normal equipment operating conditions, detect signs of problems very early in their development, and predict failures. These enable a more efficient condition-based maintenance process, which can considerably reduce facility downtime and operating costs.
Yokogawa’s Sushi Sensor solution exemplifies this technology. Learn more about the Sushi Sensor solution by visiting https://www.yokogawa.com/us/solutions/products-platforms/field-instruments/sushi-sensor-e/#Details .
Quaker Houghton
Aqua-Quench™ 260 solves distortion and residual stress issues in aluminum quenching.
Fig. 1 Water Quench, Fig. 2 Polymer Quench
Aqua-Quench™ 260 is a readily available AMS 3025 Type I certified quenchant, ideal to quench difficult aluminum parts. This product is used throughout the world in aerospace, automotive, and transportation to control distortion and residual stress in forgings, extrusions, castings, and plates.
Engine components are heat treated for wear and durability. Aircraft components are heat treated for strength and fracture toughness. Even bicycle frames are heat treated for strength, lightness, and durability. In each case, control of distortion and residual stresses are critical to efficient manufacture and long life of the product. By far the largest source of problems for heat treaters is distortion of parts after heat treatment.
Aqua-Quench™ 260 and Aqua-Quench™ 251 polymer quenchants are used in the industry to control and minimize the distortion occurring during the quenching of aluminum. Typically, these quenchants are governed by AMS 3025, and are either Type I (Aqua-Quench™ 260) or Type II (Aqua-Quench™ 251). Type I quenchants are single polyalkylene glycol polymers, while Type II quenchants are multiple molecular weight polyalkylene glycol polymers (PAG). Each offers different benefits. Because of the higher molecular weight of the Type II PAG quenchants, lower concentrations can be used.
For additional information, contact your local Quaker Houghton representative, or visit www.QuakerHoughton.com.
Idemitsu Lubricants America
Greg Steiger Senior Key Account Manager Idemitsu Lubricants America
Many commercial and captive heat treaters have a common problem with part cleanliness. Whether the post quench wash is a spray dunk cabinet or a spray washer, the use of the proper alkaline cleaner is critical to obtaining clean parts that meet or exceed expectations.
There are two basic types of cleaners: cleaners that emulsify the quench oil and those that split the quench oil. In the typical spray dunk washer, the load enters the washer and is then immersed and agitated. This agitation forms a mechanical emulsion as the cleaner removes the quench oil from the parts.
The next step is for the cleaner to enter a quiescent stage to allow the oil to break away from the mechanical emulsion and float to the top of the cleaner tank. At this point the floating oil is moved via a spray or air knife to a skimming chamber and the oil is brought up through the now oil-free surface into the spray chamber. A cleaner forming a chemical emulsion will combine the quench oil and cleaner into a single emulsion that is then sprayed onto the load. This redeposits the oil back onto the load. When the load exits the washer, the deposition of the oil onto the load is not obvious. However, when the load exits temper and the water portion of the emulsion and the oil have evaporated, the deposition of the oil is obvious. This redepositing of oil can be seen in the image below.
The same phenomena can occur in multistage belt and spray washers as well. In these continuous washers, the constant agitation from the spray creates a mechanical emulsion that does not allow the oil to separate out of the cleaner. In short, to optimize any post quench washer system the alkaline cleaner should not emulsify the quench oil. Instead, the oil should be allowed to float to the surface in a quiescent tank to be removed via a skimmer. The alkaline builders should also be liquid instead of a powder to eliminate clogged spray nozzles and housekeeping issues.
Honeywell
Enabled Combustion for the Heat Treat Market
In most heat treat processes, performance data gets trapped at the equipment level. To catch alerts or be aware of problems, a plant worker usually needs to physically stand next to the equipment. That’s impractical when organizations are under pressure to be more productive. Owners and operators know that to maximize productivity, they need to minimize unplanned downtime that can result in tens of thousands of dollars of lost revenue per hour. To this end, they need production and process systems that operate in a smart, efficient, and sustainable manner.
With diminishing numbers of combustion specialists, rising energy costs, reduced profit margins, and increased demand for better product quality, manufacturers with thermal processing assets are striving to increase productivity and reduce operating expenses.
Today, heat processing operations can harness the power of connectivity and information sharing to transform their operations. They can use connectable control devices and next generation control systems to capture critical, real-time process information and provide insight into the state of their thermal processes.
One such connected solution is Honeywell’s Thermal IQ. Part of Honeywell’s cyber-secure portfolio, Thermal IQ turns data into actionable insight so that users can optimize operations, predict equipment or process failures, and prevent unplanned downtime.
Remote monitoring enables organizations to closely monitor the operation of thermal processes, see real-time and trending data, and receive alerts when critical parameters stray outside normal limits. Meanwhile, users can maximize their thermal intelligence quotient by connecting everyone from management to maintenance group with insights that drive smarter decisions.
The result is that companies must no longer wait for faults or failures that can lead to shutdowns — instead, they can enable themselves to get ahead of trouble and take proactive steps to maximize uptime, productivity, and profitability.
Kanthal
Electric heating helps steel industry fight climate change.
Jon Hartmayer Sales Area Manager Kanthal
To achieve its goal of fossil-free steel, the industry must stop using fossil fuels for its own heating processes. Electric heating is an existing alternative that has become increasingly attractive considering the growing focus on climate change. Electric heating is highly efficient, provides precise temperature control, and can remove carbon dioxide emissions completely when used with renewable electricity.
Steel is an essential material for the modern world, but it is also a major source of greenhouse gases. Today’s iron and steel industry accounts for six percent of global carbon dioxide emissions and eight percent of energy-related emissions, according to researchers at Columbia University’s Center on Global Energy Policy. The American iron and steel industry alone accounts for 62.1 million metric tons of direct carbon dioxide equivalent emissions annually, according to the U.S. Environmental Protection Agency.
An electric car bottom furnace at Kanthal’s own steel plant in Sweden that is used for heating of ingots to 2372°F before rolling.
“Electric heating can help the steel industry reduce its emissions while achieving high efficiency,” said Jon Hartmayer, sales area manager, NAFTA, at Kanthal. “If you use renewable electricity, you can get down to zero carbon dioxide emissions. Electric heating also removes emissions of nitrogen oxide and sulfur dioxide completely.”
A common misconception is that electric heat cannot create high enough temperatures, but that is not true. “Electrification gives a very high efficiency of up to 95 percent, with temperatures up to 3362°F (1850°C),” Hartmayer says. “Advanced control systems also allow you to get a precise temperature control, plus or minus one degree Celsius (+/- 1.8°F), while electricity provides a safer, cleaner and quieter production environment.”
One steel company that has experienced the benefits of electric heating is Ovako, which has collaborated with Kanthal to electrify 14 of its heat-treatment furnaces in its plants in Sweden. The results have been excellent.
“The estimated carbon dioxide savings are about 1,400 to 2,000 tons per year per furnace,” Hartmayer says. “The electrification has also created a more stable production that has significantly reduced daily maintenance.”
CODINA
The CODINA Technical Team is involved in analyzing and studying ways to improve the lifetime of our belts to keep each industrial application functioning properly.
Companies using mesh belt furnaces are forced to change the mesh belts time after time due to the degradation from the service done. Finding ways to extend the lifetime of a mesh belt will be directly linked to a cost reduction of the operation and maintenance of the furnaces.
The CODINA Technical Team defines mesh belts as “the mirror of the furnace,” since it is the only part going in and out. Understanding what the belt is showing and reporting that observation — during the operation — can be helpful to elongate the lifetime and function of the mesh belt.
For that purpose, the CODINA Technical Team, with experience of more than 50 years, suggests the following tips to extend, as much as possible, the lifetime and service of a mesh belt:
1. Check all the conveyor guides and cylinders (driving, return, tensioning, supports, etc.). All the cylinders must be at 90° in respect to the middle line of the conveyor and perfectly parallel to them.
2. Review the supports or sliding guides of the furnace. Ensure there are no sharp edges or elements that could rub and damage the belt.
3. Keep the furnace clean and free of parts that could stack the product and affect the mesh belt.
4. Ensure the temperature inside the furnace is always homogenous.
5. Maintain a homogeneous product loading (in terms of weight and dimension) during all belt lifetime and operation. Non-homogeneous loading on width and length will end with a non-desired deformation and a lifetime reduction.
6. Pay attention to the deformation and the elongation of the mesh belt during all mesh belt service. Unusual deformations and elongations give information about possible improper set ups or higher pressures on the traction systems.
7. Check the belt alignment continuously and if necessary, rectify alignment where appropriate.
Super Systems, Inc.
The Latest Developments & Technical Trends in Controls & Instrumentation
Jim Oakes President Super Systems, Inc.
The thermal processing industry continues to push forward with technology in the areas of controls and instrumentation to ensure the proper thermal process is performed to achieve the right metallurgy. The pillars in technology remain quality and efficiency with a growing emphasis on connectivity and carbon footprint visibility. The industry is benefitting from new technology that gives more input to the control process using more sensors, allowing for machine decision making. This trend is even more important today with a shrinking workforce and knowledgeable, aging employees retiring or switching jobs. With a smarter machine, there are fewer opportunities for error, shorter training periods for employees, and greater efficiencies.
There tends to be a more targeted use of software as it relates to decision-making and how to fully utilize this asset. More people are looking for quick access to information; not only on their laptop or desktop but using mobile devices as well. Many manufacturers and heat treaters are using critical notifications, pushed to them to address disruptions to the way a machine is operating. These notifications can ensure that machines have potential maintenance and safety issues addressed in a timely manner. It is well known by industry adopters of technology that there is almost too much data to sort through in a traditional way. With push notifications and user interface screens set up, users are finding the most efficient ways to sort through and take full advantage of the information presented to them.
Whether new capital equipment or technology updates to existing machines, the industry will continue to benefit from technology becoming more cost effective and easily implemented in the thermal processing industry.
Williams Industrial Service, Inc.
The Latest in Continuous Furnace Systems from Williams Industrial Service, Inc.
Over the past 50 years, Williams Industrial Service, Inc. has been designing and building high-performance industrial furnaces for the heat treating market. Some of our continuous products consist of Large Capacity Pusher Furnaces, Cast-Link Belt Furnaces, and our highly popular Mesh Belt Hardening Furnaces. They range in all sizes up to 6,000 lbs./hour and are designed for maximum performance while offering the latest features in the industry.
Below are some of the highlighted features for the Mesh Belt Hardening Furnaces by Williams:
No Part Loss or Mixing
One of the biggest challenges with a mesh belt furnace is part loss and/or part mixing. Due to the geometry of certain parts, they can roll off the side of the belt or get hung up in the quench chute area causing parts to get lost inside the furnace or mixed with other parts.
Williams has a proven design that prevents part loss or mixing. Our proprietary design allows both sides of the belt to ride on angled SIC shelves that run the entire length of the furnace continuing into the quench chute. This feature set has proven to be one of the most reliable solutions in the industry.
High Efficiency Heating Systems
Williams primarily uses single ended SIC radiant tubes in many sizes that can be electrically heated or gas fired. When properly maintained, tube life expectancy exceeds 15 years. With this configuration, if one eventually does fail the temperature uniformity is not affected. This keeps the furnace in CQI-9 compliance and maximizes uptime performance.
Mesh Belt Life
With our unique conveyance design, the life of the mesh belt in our furnaces typically lasts twice as long as the competitors. Our design includes driven return rolls and automatic clutching for precise ratio control to reduce friction on the belt for improved life.
SCADA Control System
Williams offers a fully automated, state of the art control system. This provides our customers with complete traceability of the parts including enhanced data collection and reporting capabilities.
C3 Data
website: C3data.com
Nathan Wright CEO C3 Data
C3 Data’s furnace compliance software continues its expansion, providing more capability and choices to help our customers meet the challenging/everchanging compliance needs of the heat treat world (Nadcap, CQI-9, etc.).
We begin 2022 by announcing that C3 Data now integrates with the heat treat industry’s leading MES/QMS software: Bluestreak. Now the furnace compliance status of any given furnace can directly inform Bluestreak and optionally prevent furnace operators from loading parts into non-compliant furnaces. Contact your C3 and/or Bluestreak representative for more information.
At C3, we understand that every heat treat job has its own unique requirements and preferred list of vendors. That’s why we’ve not only built the software specifically for the heat treat industry, but we’ve always made it work in every possible scenario. Whether you do all your pyrometry in-house, outsource it all, or a hybrid, C3 remains the flexible and configurable software for whatever your needs may be.
This past year we’ve made concerted efforts to provide even more choices for our customers. A growing list of over a dozen of the world’s best pyrometry labs now use C3 to perform on-site pyrometry services and to provide C3-integrated Field Test Instrument calibration services. This means Field Test Instrument data provided by these accredited labs is always 100% digital and free of human-error when you’re performing pyrometry tests using C3.
We’ve also very recently expanded the list of thermocouple manufacturers that C3 can digitally integrate with through a technology just released, using a “Good, Better, Best” approach. C3 customers will soon be hearing and seeing more about this and will be able to make a more informed decision about which thermocouple suppliers might be best for their specific situation.
We have lots more in the works for 2022! Check us out at: C3data.com and give the software a test drive by filling out this form: https://www.c3data.com/get-more-info/.
Nel Hydrogen
On-site Gas Generation Is a Tool for Success
Hydrogen generators are available in a variety of sizes and hydrogen gas output volumes to match the needs of any thermal processing operation.
Several trends are converging to renew the interest of metal thermal processors in on-site gases generation:
Supply interruptions of delivered gases have impacted customers across all types of gases and usage segments. Unbelievably, a NASA/U.S. Space Force satellite launch was delayed by a week in September 2021 because there were not enough liquid nitrogen trailers and drivers to deliver the product to the California launch site. Delays of this sort have also become almost routine in liquid hydrogen, affecting customers nationwide.
Reduction in carbon footprint has become a key measurable for major corporations and their supply chains. As ESG (Environmental, Sustainability, and Governance) criteria have become widespread through major corporations, the requirements are forced down through the supplier network. Whether you are getting loads of gases delivered by diesel tractor trailer or making your own atmospheres by endo or exo, be prepared to face challenges to measure and reduce your carbon footprint.
Increasing community awareness of hazardous materials. As the scarcity of volunteer firefighters and other emergency responders has reached crisis proportions, regulators are increasingly unhappy with storage of hazardous raw materials at sites where a release can create a community emergency. Processors storing liquid ammonia for DA or liquified cryogenic hydrogen or nitrogen can expect increased scrutiny from local authorities having jurisdiction.
Saving money and ensuring reliable production. The math is straightforward — on-site gas generation saves money versus delivered gases. It becomes compelling when delivered gases are increasing in price and becoming less reliable.
On-site generation gas technologies are advancing, becoming less expensive to own and operate, and are clearly environmentally superior. Especially for companies who are buying a green blend of electricity, on-site hydrogen and nitrogen generation is a way to simultaneously save money, reduce your carbon footprint, and win customer, worker, and environmental safety acclaim for your efforts.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Quenching is typically associated with oil, water, or high pressure gas quenching. But Bill Disler from AFC-Holcroft suggests that we not forget about salt quenching. It is good and it is green. Listen as he and Heat TreatRadio host, Doug Glenn, walk through the benefits and drawbacks of an oft-forgotten form of quenching.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): First time, welcome to Heat TreatRadio.
Bill Disler (BD): Thank you very much, Doug.
DG: It’s good to have you and it’s about time we had you here. I’m pretty sure, this is your first time on Heat TreatRadio, but you’ve written several articles for us, all of which have been very well received, so we appreciate that.
If you don’t mind, give our listeners a brief introduction to yourself and your history in the heat treat industry.
Doug Glenn, host of Heat Treat Radio, and Bill Disler, president and CEO of AFC-Holcroft, talk about the goodness and greenness of salt quenching.
BD: Sure. I started out in heat treat back in 1987 I’ve been in the industry for quite a while. I came out of college with an electrical engineering and math computer science degree and ended up working at Holcroft back then. After a short period of time as an electrical engineer, I ended up over in China helping debug some control systems and my 6-week stint turned into 2 years. It gave me a jump start with some appreciation hands-on with furnaces, building furnaces, pushers, continuous and batch and rotaries.
Over the years, I’ve done quite a few different things from managing an advanced controls group, estimating sales and had a little stint outside of heat treat with a German company called Dürr (when Holcroft was going through some ownership transitions) and that gave me a little bit of a nice perspective, I think, outside of heat treat, so when I came back to AFC-Holcroft (after they acquired Holcroft), it opened my eyes to some things. I love the heat treat world, but we’re not always the fastest moving with technology, so that gave me a little bit of an insight with what the automation lines for building engine blocks and heads and things were all about.
Along the way, I was president of ALD-Holcroft, which was a joint venture between ALV (the German vacuum carburizing group) that gave me a lot of insight into a different form of process where mainly atmosphere and vacuum carburizing and gas quench. On the way through the journey, I ended up in the corner office at AFC-Holcroft. I’m still an engineer and a little bit of a sales guy at heart, I think.
DG: How long have you been president of AFC-Holcroft?
BD: That’s a good question. I think it’s been about 8-9 years now. From before we went through the transition with the acquisition into the AICHELIN Group, which happened in July of 2016, which is already almost 5 years, I guess, and several years before that.
DG: Good, and you’re out of Wixom, Michigan in the Detroit area.
BD: We have plenty of global entities and partners, but home base for the engineering team and me is Wixom, Michigan. It is not very far from where Holcroft started in downtown Detroit in 1960.
DG: Let’s jump into our topic today. We’re going to talk about quenching. Heat Treat Today has down a lot of different articles on various types of quenching, most of them have been focusing in on either high pressure gas quenching, oil quenching, and maybe some polymer water type quenching. We’re going to talk, today, primarily about salt quenching, but, if you don’t mind, give us the 30,000-foot view on some of those more chic, popular, newer types of quenching, if you would.
BD: Quenching, obviously, is for our customers and our listening group and, I assume, one of the most critical things in a lot of our heat treat processes. Since I’ve been involved in heat treat, which has been a few years, there has always been focus on different types of medias to quenchant. Over the years, I’ve come to look at quenching as a basic thermal heat transfer process. As we talk about salt eventually, we can talk about some of the other processes and some of the fundamentals that people don’t always understand about, say, oil. Frankly, we, and the general population of people that carburize and quench, generally it’s oil that’s the common quenchant. It is still, far and away, the most popular from anything else out there. Oil is a very flexible quenchant. It’s tried and proved. It’s predictable. But it does have one challenge and, I think, this ties into the evolution into gas quenchant.
The challenge with oil is it boils. As you take a hot part and put it into oil, the reason we all focus of quench agitation, too much speed and too little, is to try to take the oil past the part before it boils. The reality is you just can’t do that. You can help it, but there is always going to be a vapor phase. The challenge with that is the non-even heating of heat transfer into a liquid versus heat transfer into a gas is significantly different. You’ve got two phases with oil that you’re quenching the parts into. What’s probably the most common concern with quenching is distortion.
Over time, I think, that’s the introduction of gas quench. The evolution of trying to control distortion is mainly from oil, I’ll call it a two-phase quench, where you have liquid, heat transfer and a gaseous heat transfer taking place to a single-phase quench. When you compress gas, it’s already a gaseous phase. If you get into an 18-bar quench, say, the higher the pressure, the better the heat transfer, but it’s a single-phase quench which means, generally, you don’t have that big differential and temperature when you’re quenching parts, so your distortion tends to improve.
The challenge with gas quenching is that even at higher pressures, 18-bar or reasonable pressures, in a cold chamber going from a hot chamber to a cold chamber quench (like on the larger systems that are used in some of the automotive gears) the heat transfer coefficient is still not very good so you’re just not able to take enough heat away fast.
That was really the big evolution in the introduction of gas quenching, which I tend to talk about separate from vacuum carburizing. But the gas quench element was all about distortion control. Transmission gears in automotive, they were hoping to go from oil quench, where they had to get the distortion and hard grind them (which is very expensive), to gas quench and then they wouldn’t have to grind. The reality is, generally, they still grind today, but the gas is a better heat transfer media when it comes to distortion in oil because it’s single-phase. It just can’t take a lot of heat out fast. That’s where we’re seeing salt come back into the picture, even for martensitic-type quenches.
If we look at that evolution, we went from oil to gas quench for distortion, but now, a lot of the challenges people are seeing are that the heat transfer rate limitations (you’ve got to go to very light trays and carbon fiber fixtures and things like this) it’s got its limitations. Also, for certain parts, it could just be too thick to take the heat away quick enough to be successful. The other big thing is, it’s not cheap. You’ve got very complex high-pressure chambers, 300-horse motors and so on.
DG: Right. You’re sucking down the electricity, we know that for sure, with the high horsepower motors, typically.
BD: Yes, and unfortunately, they must cycle. In a big plant, it’s one thing having a lot of power consumption, but it’s another thing where you have these high horsepower motors starting and stopping all the time. It’s not usually things that our customers like, but clearly, it’s an acceptable heat transfer quench system, and for the right set of parts, it can be a very good fit. I think that we’ve gone through an evolution where a lot of customers went from one type of quenching into this and we’re seeing a lot more activity with them saying, “Wow, you know, we really like the distortion control, but what else is there?” This is where salt starts coming back into the mix.
DG: Which is what we really want to talk about. I think that’s probably a good segue, Bill, to get over into it. Salt quenching. What is it? I don’t know that a lot of people use it, so please explain it for the uninformed.
BD: A lot of people I’ve known in the heat treat industry for a long time, when I bring up salt, they ask, “Why are you bringing up salt? That’s nasty stuff. We don’t want to use that.” First, I guess I should start out saying we’re talking about salt quenching. Historically, when people talk about salt, they talk about high temperature salts, as well, that had cyanide and things like this in it. Nasty animals.
DG: For salt bath heat treating, is how you’re heating it up, but we’re not talking about that.
BD: Correct, we’re not talking about that. We’re talking about using conventional atmospheric equipment and then quenching instead of oil or polymer or gas or something else and taking it into molten salt.
I’d say, in general, the most common thoughts with salt are to use it for bainitic quenching. If you’re quenching into a bainitic structure, salt has always been the only way to do this.
“If you’re quenching into a bainitic structure, salt has always been the only way to do this.” -Bill Disler Photo Credit: Metallurgy For Dummies
The reason is you can take it up into the temperatures where you form bainite, which I’ll say is often 600 or 700°Fahrenheit, where they’re using salt to quench into a bainitic structure versus martensite which is a lot of our conventional heat treat. I’ll call it a bit of a specialized process, but it’s very common. All your spring steels and a ton of parts are better bainitically quenched.
In general, you’ll see a lot of mesh belts doing stamped parts in a molten salt. Most of those are in the bainite — spring clips, retaining clips and things like that. But you also have batch systems that have the ability to quench into salt-type environments. Still, I’d say the majority are in the bainitic quench. But what we’re seeing the growth into, and much more activity, is martensitic quench. I’ll just say “transmission gears” for the sake of an example. What people might not realize, and it wouldn’t be appropriate to name the company, but one of the big three in the day, an American automotive company, prior to going to gas quenching, back in carburizing, all of their transmission gears were quenched into salt. Rows and rows of pusher furnaces into salt quench to get martensite. The benefit of that, that they saw -- and I’ll say that these lines were built in the ‘70s and the ‘60s -- so this isn’t new, they were using molten salt to get martensitic quenching in transmission gears because it was less distortion than oil. Then, their evolution was to go into with some of the German dual clutch transmissions came gas quenching.
Interestingly enough, some of those folks are now saying, “Wow, that was really expensive. I’ve got this equipment for 10+ years and maybe I should revisit some of the other stuff that used to give us the same distortion in martensitic.” This, I think, is the journey that salt has gone through. It is not a new process; it’s been around for a lot longer than I’ve been in the business. But it does have a stigma of "dirty" which is, I think, maybe unfair. And, if it’s confused with high-temperature salts, then it has an environmentally unfriendly feel to it.
DG: I want to talk about that. I want to talk about the “greenness” of it in just a second.
You’ve given us a sense that it’s been around for quite a while, salt, and salt quenching, but let’s talk about some of the advantages.
BD: To me, sometimes it’s easier for somebody to be able to visualize what’s happening in a quench and then these pieces fall into place. Let’s say you used the example of parts with significantly different thicknesses. They can be challenging for any kind of quench media. But the big thing that causes distortion and can cause different problems is the vapor phase of oil. So, we’re going to compare to oil. If you think about the things that happen when you get a vapor film or some bubbling on the surface of a part, it’s all about uneven heat transfer. I use the example of — if you want to take something out of your freezer and thaw it, you have to sit it on your kitchen counter in the air and how long will it take to thaw or put it in some water. It’s a radical difference in heat transfer between a gas and a liquid. This is what happens when you get a film boiling with oil. We do a lot of things to minimize that, that’s quench agitation. But if you have a big, thick piece of material here and a thin piece here, this is going to give up its heat quick really quick, this one may not. You’ve got to get into the core that you’re still taking heat out. There’s a heat transfer rate and I’d say that salt, at a quenching temperature of maybe 350 degrees, is going to have, roughly, about the same heat transfer rate as oil. It’s not about heat transfer as much as the fact that it is all uniformly cool.
Even if the heat treat transfer coefficients of oil versus salt were similar, the reality is, in a quench you’re not getting the liquid heat transfer rate in oil in all aspects of the part, and so those areas cool much slower, where salt won’t boil. That’s the key: salt doesn’t boil in the temperatures we’re dealing with so it’s always a liquid heat transfer rate.
DG: Right. In a sense, with oil, you think you’re dumping it into a liquid, but the fact of the matter is, for some fractions of a second or fractions of a minute, you actually have a gas quench going on there, if you will, because of the vapor, right? You’ve got an insulating layer there that is preventing the liquid from actually hitting the metal, so you’re getting ununiform quenching.
BD: Yes. Let’s say you’ve got a ring gear or something. Like everybody, you’ve got flow of oil coming into the bottom. You might be getting nice liquid heat transfer here, but what’s on the other side where you’ve got a little less flow and you’ve got a bigger vapor barrier on that side and, guess what? that’s what makes the gear bed. So, whether or not we’re talking about a gas quench or a salt quench, the characteristics of the quenchant are the same, they’re a single phase and that brings a huge amount of benefits in heat transfer. You could talk about something like a “blind hole,” it’s hard to quench a blind hole. As an example, it’s hard to carburize or quench a blind hole. That’s one thing. Let’s say, for instance, in a blind hole, a good argument for vacuum carburizing, if that’s a big issue and you need to carburize inside of it, because vacuum carburizing can probably get inside more than endo. But when it comes to quenching, they’re hard to get into either way, but imagine oil getting into a hole that’s very hot.
What’s going to happen? You’re going to get boiling in that hole. I’m not saying that salt’s going to cure all those problems, but you don’t have it boiling trying to get into the hole. You’ve still got to get the fluid into the hole, which is a problem, but you don’t have the vapor that’s pushing it back out. In those cases, it’s very much a case by case. I think that the physics of salt, and if people can visualize what’s happening when you’re quenching, it’s not magic, it’s just that it’s a single-phase quench and that brings a lot of benefits. It’s a single-phase quench with much better heat transfer rates than, say, 18-bar nitrogen. This is where you can use it in places where you can’t gas quench a part. If you’ve got a thicker part and you can’t get the heat out of it in the gas quench, you may very well be able to get the distortion benefits from salt, but still get the heat transfer rate that you need to quench out the part.
DG: One of the things you mentioned, Bill, with oil, was that the reason you engage in a lot of the stirring of the quench, the agitation, and things of that sort, is to help keep that to, hopefully, eliminate the vapor stage and keep the oil flowing over the part, so that helps with the distortion. Do you have to do the same thing agitation-wise with salt or do you do the same thing with salt? Do you agitate to quench, as well?
BD: We still want to be moving the salt past the parts just like any media. It’s not as much a worry about boiling, but we’re still transferring heat into the salt. You want to take that heat and move it away from the parts. Agitation is the vehicle to do that. You were talking about uniformity before, the tank uniformity of a salt quench versus an oil quench, it’s all about the same. We can hold uniformity throughout. The bigger thing is instantaneous temperature rise with the quench which is a different topic which is really a function of the volume of the tank. I’d say, we still want to move, in most cases -- and it’s not as sensitive if you’re in a mesh belt where you’re dropping parts down through a tank, you might not need that agitation -- but, in a batch or a fixtured, continuous load, we definitely would want to still agitate the salt.
DG: Primarily, to keep the cooler salt, if you will, coming by which therefore can increase your heat exchange and heat extraction.
BD: Right. Your heat transfer rate would stay constant because you’ve got the same temperature salt through it.
DG: I’ve got one other quick question: Oil quench runs typically at what temperature? What temperature do you keep the oil quench bath and what temperature do you keep the salt quench? Are they roughly the same?
BD: No, they can be significantly different. It depends on lots of things, but I’ll say that we typically see oil running from 120–150°Fahrenheit up to 350°Fahrenheit. In fact, we’ve had customers run over 400°Fahrenheit with special oil, but generally, you’re up into the flashpoint of the oil and it’s not really a great idea. Those are all martensitic quenches. Remember, oil can’t get you bainite; you can’t go high enough in temperature to get a bainitic quench. If you’re quenching it to bainite in salt, which is still very common, you’re above the martensite start point for materials which, of course, depends on the alloying of the material, call it 400°Fahrenheit, roughly.
Above those temperatures, salts are very comfortable, and they’ll run up to 800° with no practical limit, but there is no need to go much higher than that for bainite. If you wanted to get into martensitic quenches, you’re going to be down around the 300-degree temperatures. You can’t go to lower temperatures with salt. Your realistic lower point would be about 300° which I tell anybody looking at it, you’ve really got to look at your parts, your alloy and everything else to make sure it’s still a fit. But, in most cases, that can give people what they’re looking for. It’s not a “one size fits all.”
DG: Right. That was one of my questions: Just how low can you go?
BD: You could, arguably, go down to maybe 250, but the lower temperature salts don’t behave that well, so I’d say probably in the 300–350° range. That is also probably for a customer that is looking to optimize distortion control, as long as they can get the hardenability at those temperatures of their materials and so on. That’s probably the sweet point for trying to minimize distortion. But it is always a balancing act because you’re still at a temperature that is higher than some of the colder oils. There could be some parts that simply may not be a great fit, that’s why we have to look at them on a case by case.
"The other big thing that’s very important is that in the current systems, we reclaim close to 99% of the salt. If you look at an oil quench, you go into an oil quench, you come out, you wash the oil off, and it ends up in a washer kind of messy and homogenized and we have skimmers of various types and then you get this sludge that you must get rid of." - Bill Disler, AFC-Holcroft
DG: Another thought that jumps to mind is that you don’t have a flash point with salt, I assume.
BD: Not in the temperatures we’re working with.
DG: Is salt quenching green?
BD: Yes. As we said before, I think the first reaction of the average listener when I say, “yes” is: That guy doesn’t know what he’s talking about! We’re dealing sodium nitrite/sodium nitrate salts. I won’t go so far as to say it is exactly what your table salt is, but it is not that different. There is no cyanide in it, there are no "nasties" in it. Depending on where you are, small quantities can probably go down the drain, some places not. You’re not going to dump down a bunch, obviously, but it is not like oil.
The other big thing that’s very important is that in the current systems, we reclaim close to 99% of the salt. If you look at an oil quench, you go into an oil quench, you come out, you wash the oil off, and it ends up in a washer kind of messy and homogenized and we have skimmers of various types and then you get this sludge that you must get rid of. With salt, you’ll come out of the quench with some liquid salt on it, you’ll go into a washer but that salt then dissolves back into the water. Generally, there is a multiphase wash with a wash/rinse/rinse. Then, after we get a certain percentage of salt in the wash solution, we thermally evaporate the water off leaving the salt back where it can be reintroduced into the quench tank. When you look at it from that standpoint, salt is reclaimed.
Oil, unless you’re really getting into high-tech thermal recovery for oil, is not friendly to get rid of. The other thing is, you’re recycling your salt. You’ve got to load it up once, but you don’t have the life expectancy problems, typically, with salt. You can rejuvenate it, you can mix your balances over time. Oil, yes, you can recycle oil and do additives, but if someone is picky about their heat treat, after a year or two, you better be dumping the oil and starting all over again. Where does that oil go? It’s contaminated oil. From an environmentally friendly standpoint, as ironic as it sounds to some people, salt is a very, very green process. We recycle almost all of it.
DG: On-site, too. It sounds like when you’re recycling or reusing it, you’re able to do most of that on-site whereas a lot of people are sending oils out, right? They’ve got to send them out, get them tested and all that good stuff.
BD: Yes, this is all on-site, so you have a recovery system, whether it’s a batch or a continuous-type operation, you can recover the salt. From an environmental standpoint, it is much greener. We’re trying to let people know that because there is a lot of movement to environmentally friendly heat treat, whether we start seeing more electric furnaces or not, we’ll see, but the carbon footprint has to be looked at, but quenchant is one of them that has a bad rap.
DG: Yes. I was watching the other day about the first batch of completely green steel was delivered to a car company and manufactured--or maybe it was an off-road vehicle company like Caterpillar or somebody like that--and they had made their first fully "green" piece of equipment from green steel that came from somebody. But you’re right, the point being: green is here.
BD: Green is here. That’s a bit of the benefit, I would say, over oil to gas quench, as well. I think we’ll be seeing more. All of the people in the furnace manufacturing world will soon be delivering carbon footprint data on furnace information. A lot of our customers are already looking for that. It’s already in Europe, but it’s coming to the U.S. as well. What’s interesting is we start comparing our experience with LPC and gas quench. With electricity, now we’re tracking to where you’re making the electricity. If it’s from a coal plant or a natural gas plant, there is still a carbon footprint to it. I think as we unravel these complicated topics, it will be interesting to see how well conventional atmosphere, and something like salt, fairs in that comparison.
It’s interesting, but people forget, even with vacuum furnaces, which we’ve built quite a few of, they are water cooled. Water cooling and pumping water through stuff that you have to put additives in and everything else is not environmentally friendly. The irony is, over my career in atmosphere furnaces, there has been an ongoing push to get all the water off of the furnace. It used to be water cooled fans, water cooled doorframes; I don’t want any of that now. It’s all air cooled. Even endo-generators. Then, here you go in this new environmentally green system and you’re pumping tons of water around. As we started doing some comparisons with salt, oil, and all of the other systems that we offer, it is coming out interesting what is really green and what the perception has been out there.
DG: I think that’s generally true for most of the green movement is what’s perceived to be green and what might really be green is a different thing. If you read in our August issue, we had a column by Lourenco Goncalves who is the chairman/president/CEO of Cleveland-Cliffs and he had very interesting things to say about what people think is green and what really is green.
What’s perceived to be green and what might really be green is a different thing. Like Kermit the frog said, "It’s not easy being green!" Photo Credit: LoggaWiggler at Pixabay.com
BD: It’s an interesting topic and a sensitive one. We’ll be hearing more about it, I’m sure.
DG: On a completely serious note, here: When I graduated from high school in 1980, our class song was Kermit frog singing "It’s Not Easy Being Green." Now we know, it isn’t easy, actually! Most companies will tell you, it’s not so easy. So, Kermit had something there. He was a man (frog?) ahead of his time.
One other environmental question for you about the salt quenching: How about the work environment around salt? Is there off gassing? Is there anything hazardous to workers near it? If you work near a salt bath furnace, forget it, come in with a facemask on. But how about salt quenching?
BD: We’ve got an austemper heat treat (it’s just belt austempering) up here in the Detroit area. If you walk into that plant, it’s incredibly clean. You don’t have the oil fumes, vapors, and things like that, which in any plant, if it’s properly vented and so on, isn’t a big deal, but you don’t have that feel to it. There is nothing toxic about it.
But it’s like any other quenchant: If you’re operating oil or salt at 300° or above, you’ve got to take care. Whether it’s oil or salt, they don’t mix well with water because it’s above the boiling point of water, as an example. I’d say in those areas, those two have similar challenges, it’s just a matter of dealing with a hotter quenchant.
The one challenge with salt -- and these are "conventional"/a bit older equipment -- is the carryout. When you carry out salt as molten, when it cools down it solidifies on the surface. Instead of getting a little grease and/or oil on your transfers, you can get solidified salt. It’s not fun or desirable. So, with salt, if you’re in a batch line, for instance, it’s more pronounced and you do have to have some special maintenance procedures to rinse down your transfer car and things like this. As long as you do that, it’s very easy to maintain. The reality is, you’re coming out of a hot quench, and when you get it onto a transfer car to get to a washer, it can solidify. Once you get to the washer, then it’s easy street. In your continuous furnaces, it’s really not an issue because you’re going right from one area right into a washer and it’s much more contained. The reality is your batch systems can get a bit messier. If you’re then taking, say, a hot load that was quenched to a bainitic temperature and putting it into a washer, you could be putting a 600°Fahrenheit load into a washer and you get a lot of steam.
The challenge is, if you don’t contain the steam, the steam can contain salt in the vapor. Just like oil can be in vapor, too, but it’s just a different animal. You don’t want that any more than you want an oil vapor. It can stick on different things. I would say that would be the one reality about salt in batch. The newer systems and things that we focused on is overcoming that. For instance, by quenching in salt (if it’s not batch) moving directly into a multistage washer before that load even comes out onto a transfer so there is no carryout of salt. By the time the parts come out, they’re perfectly clean. The nice thing is, remember, washing salt off of a part with water versus washing oil off with water, another big topic maybe you’ve had some podcasts on is washing oil.
“There is nothing toxic about it.” -Bill Disler Photo Credit: BRRT at Pixabay.com
You know that story of oil and water don’t mix? Well, they don’t. However, salt and water do mix. Salt goes into solution in water, and we carry it away and you’re going to get nice, clean parts. That’s another nice byproduct of a system designed properly. In the older days of those old big pusher furnaces, one of the automotive companies was making transmission gears — those were open salt tanks. So, we’ve come out of a furnace into an open salt tank and then you’d bring it up and take it into the washer and the temper. Along the way, you had all kinds of salt buildup. You must remember, those were about 50 years old. So, the key is designing equipment to manage it differently containing those wash fumes and things like that.
That’s what we see the next evolution of salt quench systems being because we do see salt becoming more common, definitely asked for after the people have had their interests with compressed gas quenching and distortion control. Now that it’s coming back, we really need to think about repackaging it to keep it clean in the plant.
DG: With every system, whatever it is, there is maintenance involved. Are there any special maintenance requirements on a salt quenching system?
BD: Yes. I’d say it’s different than a conventional oil quench system. Any quench system that you’re looking at has its uniqueness to maintenance. Salt can be something that needs to be learned a bit if it’s new to somebody. We talked a little bit about the risk of salt solidifying and creating a mess, so you have to rinse it down. As I said, in a transfer car, in a batch situation, we normally would suggest a parking station where you can rinse that car down very easy. You do have to look for salt buildup on some of the systems. It is not difficult maintenance, but you have to be attentive to it.
The one thing I’ll say is a benefit with oil in some cases, when you have carryout, it gets all over your equipment, it’s a lubricant. It’s messy, it’s undesirable, but it’s a lubricant. . . until a bunch of other stuff gets tied into it and then it can be an abrasive lubricant. Salt doesn’t bring you that benefit. So, you have a little bit more housekeeping. There are a lot of recommendations on how to do that.
Also, generally, for a quench system, we would recommend a holding tank that you can pump out the tank with versus some plants would use a tanker and have a company come in and pump out tanks. The reason for that is, if you had maintenance or if you had a different issue, you want to try to keep that salt liquid. When you’re looking at things, if you were running a heat treat where you really wanted to shut it down for extended periods of time, bring it back up and so on, you had to look closely at salt because salt takes a while to re-liquefy once it solidifies. It’s not the kind of thing you turn on and off like one of the benefits of the gas quench- you can turn it on and off. Again, there is no one size fits all; it’s got a blend of benefits and some challenges, so it just depends on the operation itself.
DG: Is there danger in a salt quench system if power goes out and the salt solidifies? Are you going to ruin your equipment or is it just all froze up and now needs heated back up?
BD: We would recommend pumping it into another tank. But if, in fact, it was to solidify, you just have to take the time to re-melt it when you get power back.
DG: Okay. It’s not like ice, I assume; it doesn’t expand and crack you tank.
BD: No, it’s not going to blow up or anything.
DG: Let’s move into a practical question about applications. I have a two-part question. First, what are some typical applications for salt quenching, and then, secondly, are there products and/or processes that people are doing that they not ought to even think about salt quenching? So, first, what are the good ones, secondly, what are the ones we shouldn’t think about?
BD: Again, I take salt quench applications into two categories. The most common, that we talked about earlier, are bainitic quenches — austempering and things. We even see it now becoming more common- ductal iron austempering which is a slightly different process starting with a different material. The benefit of that, and we’ll see more and more of it, is it’s got a tremendous strength to weight ratio, even better than aluminum, as an example. It’s a great way to lightweight certain things. So, we have the whole world of bainitic quenching, which is pretty traditional with salt, but the less traditional would be the martensitic type quenching, or we’ll say more conventional to most of our people using oil.
One application we’re seeing a lot of activity with is in-gears. The reason for gears being something that people are looking close at because they’re so sensitive to distortion. Even when people went to gas quench, they found that to get quiet transmissions, they still did some light grinding. But, just to be clear, the less distortion you have, the less grinding you do. Grinding isn’t a nice process; you’re grinding away on some hard steel. That is something, especially when we look at electric vehicles coming out, some of those power trains are now spinning at much higher RPMs. Distortion is going to be even more sensitive to them and I suspect that salt could play a role for them, especially in some of the volumes if they don’t want to get into some of the complications and expenses of a gas quench type system.
"Recently, AFC-Holcroft got a patent on a quench severity probe which can measure that in salt. Whereas before there was no way to measure that, we can now, with a probe, see the change in quench severity with this technique within a quench tank so that it’s more repeatable." - Bill Disler, AFC-Holcroft
DG: How about people that shouldn’t even think about salt if you’re doing a certain type of product?
BD: Again, I think part of it is the application itself. Getting into salt, if you’re already in oil, is a commitment. There are a lot of benefits to it. There are going to be some parts where, maybe, you can’t get the heat transfer quenching down to 300°. If you need to be in a cold oil (a lower temperature quench) to get certain characteristics, salt is probably not going to be a great fit for you.
There are interesting things happening now with salt that may be worth mentioning and it’s been going on for a while, but, interestingly, we talk about vapor barriers and all this stuff, there are some people that add small amounts of water to salt. AFC-Holcroft has been doing a lot of research on this because the actual physics of how this works is kind of mystifying.
Even for austempering ductal iron, when you’ve got salt at 600-700°Fahrenheit, there is water often added to the salt to increase its quench severity. The question you obviously ask is, “Well, how the heck do you get water to stay in salt in anything over 212?” It does, in fact, happen. It stays in a liquid form (based on some testing we’ve done), whether it’s a combination of pressure and some other physics going on.
The interesting thing is, when we did testing with the heat transfer rate, it’s not just conventional water blend with salt to give you the heat transfer coefficient change with salt with a little bit of water in it, but it appears that as you do quench and there is water, it’s the latent energy that is needed to transfer the water into gas -- which is a little bit of something we’re trying to work against, right? -- that absorbs a lot more energy out of the material.
We know that water is a very severe quenchant so it can really change the quench severity of salt with small (we’re talking about 1-3%) water in salt. Recently, AFC-Holcroft got a patent on a quench severity probe which can measure that in salt. Whereas before there was no way to measure that, we can now, with a probe, see the change in quench severity with this technique within a quench tank so that it’s more repeatable.
It’s a complicated topic. If people want to follow-up and ask me some questions about it later on, I’m happy to talk about it.
DG: So, you patented this quench severity probe?
BD: Yes, we got a patent.
DG: I see another Heat TreatRadio in your future!
BD: We’ve got a few patents. I don’t talk a lot about them, but we’ve got some interesting things going on. That was one we started working on a couple of years ago because people, for a long time, added water to salt to change the quench severity, but it’s a very difficult thing to measure. Now, being able to look at means to measure in-situ is potentially an important ingredient in the next years for people that start transferring into this as a more viable quench option.
DG: One other question, really quick, and maybe a very brief answer: The parts that come out of a salt quench compared to the parts that come out of a high-pressure gas quench, how about the cosmetics of them?
BD: They’re not going to be as bright and shiny as coming out of a gas quench. I don’t think there’s anything out there right now that’s going to give you the same cosmetics as gas quench. If you have an application where that’s really important, gas quench is hard to beat. I will tell you there are pros and cons to that. First, a vast majority of parts that are gas quenched; gears, as an example, still go through a shot peening process. That’s not for cleanliness, it’s for surface strength.
The other thing is, as we’re working with ALD-Holcroft, a lot of these systems now have to etch the parts coming out of heat treat. The benefit of nice clean parts is they’re nice and clean. The downside when you’re managing a captive or commercial heat treat is you can’t tell a green part from an untreated part. Believe me, there have been some nightmares where that didn’t go well. And they all look the same. Ironically, for all the benefits that that has, it added in our lines in the gas quenching systems, etching the part so that you could tell, but it’s still not a perfect scenario. Again, if you need nice, clean parts, salt is not going to give you bright and shiny.
DG: Last question: If I am a captive heat treater currently using oil, currently using high pressure gas quench, what are the questions I ought to be asking myself about, potentially, transitioning back over to salt? How do I know my process is a good candidate?
BD: That’s a good question. There are ways that we can look at a particular material, type of part, and the big thing, first, is can we get the heat transfer rate to get the hardenability at the temperature that salt is able to quench at. If you vet a part through that process, you could then look at doing some testing with distortion and so on. If you could be a candidate for a hotter oil quench with your part, this is probably quite viable. If you need to get into cold oil with the heat transfer rates there, it’s worth doing some testing only because, again, sometimes you don’t know exactly what the true heat transfer rate you’re getting with oil is because it could be that vapor phase is playing a little bit of a game with you. Even though the textbook transfer rate of salt isn’t quite as good as it would be for an oil quench in that situation, it might bring benefits beyond just those static numbers, so we need to do some testing and things like that.
The big thing I will say is it’s not a plus to salt, but I’m here to be objective. We build all kinds of equipment not just salt quench. The one thing I’d say a captive work commercial needs to look at and it’s also a factor with the design of the equipment: We’ve been in a lot of heat treats, Doug, and I’m sure some of you go in there and you want to make sure you don’t have your leather-soled shoes on because everything has a film of grease on it from the oil.
The one thing that we tell customers is that if you’re going to put in salt, it’s better if you can have it in an area that is separate from your oil quenches. The reason is that, depending on the system, you can still get vapor if you don’t vent, say, a washer really well. You won’t get it off of the quench because it never boils. It’s, generally, the washer. In the older days you’d see steam coming out of a washer that looked like a leaky tea kettle boiling over. Those systems you’ve got to be careful because there is salt residue in that vapor.
Mixing salt residue with oil is not a good combination. The reason is oil will burn, it’s got the carbon in it; salt is an oxidizer. You really don’t want those two mixed because it can burn more aggressively and create more of a danger. One of the hurdles of people looking at salt is that it is not easy to just put in any old heat treat. If you’ve got an oil quench line, sticking a salt line right next to it, we wouldn’t advocate that.
The newer equipment we’re coming out with, we’ve got a new product that’s been developed to address that specifically (to contain any salt vapor), but the risk that people should look at is mixing salt and oil. If either one of them are allowed to go into vapor phase, you don’t want those two vapors condensating together because the salt can be your oxidizer to oil which wants to burn. For safety reasons sake, we would advocate trying to do this in a separate area. This can be a huge hurdle to a lot of people.
Welcome to Heat TreatToday’s This Week in Heat TreatSocial Media. As you know, there is so much content available on the web that it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat TreatToday is here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you’ve just got to see and read!
We’re looking at the holiday posts, origami metal, and dad jokes about aluminum this week. Check it out!
“This technique uses lasers to apply highly localized heat treatment to temper-rolled stainless steel. It focuses on softening areas where material will need to bend. Robots then form the temper-rolled sheets into complex 3D shapes. The final forming hardens the structure in order to regain the original flat sheet’s strength.” (Thomas.net)
Click the image to watch or read about the heat treatment
2. Fascinating Heat Treat Comments and Discussions
I didn’t know social media could foster such in-depth content and comments! Have you seen these posts/shares from across social media?
3Din30: The Scary Truth About Heat Treatment Innovation
.
Hyundai Heat Treat Case Study
.
Nitriding Layers, from Pro Microstructure Photographer
3. And What Did You Do for New Year’s?
We saw a lot of you hard-working heat treaters posting on LinkedIn and Twitter during the break. Tsk tsk. Take the break! But we get it: we’re excited for 2022 with you, too!
4. What to Read
Want to have a heavier read for the weekend? Well okay. . .
An Overview of Heat Treatment in the Refining, Power, and Petrochemical Industry – Part 2: The Importance of Heat Treatment to Mechanical Integrity.
.
Heat Treat Radio Special Videos
Did you watch the videos or just listen to these two podcasts? There is something different about when you watch something versus just listening. Sometimes, one is better than the other! Other times, you’re scratching your head waiting for the transcript to load. . .
Take a look at these two widely shared podcasts from 2021.
Heat Treat Tomorrow – Hydrogen Combustion: Our Future or Hot Air?: Click to –>Watch | Listen | Learn
The Future of Heat Treat, a Conversation with Piotr Zawistowski: Click to –>Watch | Listen | Learn
.
“Industry 4.0 Implementation for Small and Medium-Sized Shops”
Want a free tip? Check out this read of some of the top 101 Heat TreatTips that heat treating professionals submitted over the last three years. These handy technical words of wisdom will keep your furnaces in optimum operation and keep you in compliance. If you want more, search for “101 heat treat tips” on the website! This selection features 8 tips to make sure your operations are clean and pure.
Also, in this year’s show issue, Heat TreatToday will be sharing Heat TreatResources you can use when you’re at the plant or on the road. Look for the digital edition of the magazine on September 13, 2021 to check it out yourself!
Oil and Water Don’t Mix
Keep water out of your oil quench. A few pounds of water at the bottom of an IQ quench tank can cause a major fire. Be hyper-vigilant that no one attempts to recycle fluids that collect on the charge car.
(Combustion Innovations)
Dirt In, Dirt Out!
Parts going into the furnace should be as clean as possible. Avoid placing parts in the furnace that contain foreign object debris (FOD). FOD on work surfaces going into the furnace will contaminate the furnace and the parts themselves. Dirty work in, dirty work out. FOD comes in many forms. Most common: oil, grease, sand in castings or grit blasting operations, and metal chips that generally originate from the manufacturing process before the parts are heat treated. It could also be FOD from the shipping process such as wood or plastic containers used to ship the parts.
(Solar Manufacturing)
Remove Particulates
Adding a strong magnetic filter in line after the main filtration system is an effective way to remove fine, metallic particulates in an aqueous quench system.
(Contour Hardening, Inc.)
Seal Away Dirt or Dusty Environments
Use a sealed enclosure or alternative cooled power controllers for dirty and dusty environments. For heavy dirt or dusty environments, a sealed cabinet with air conditioning or filters is recommended. Alternatively, select a SCR manufacturer that offers external mount or liquid cooled heatsinks to allow you to maintain a sealed environment in order to obtain maximum product life.
(Control Concepts)
Copper as a Leak Check
If maintaining dew point is a problem, and it’s suspected that either an air or water leak is causing the problem, run a piece of copper through the furnace. Air will discolor the copper; water will not.
(Super Systems, Inc.)
Oxygen Contamination Sources
A common source of oxygen contamination to vacuum furnace systems is in the inert gas delivery system. After installation of the delivery lines, as a minimum, the lines should be pressurized and then soap-bubble tested for leaks. But even better for critical applications is to attach a vacuum pump and helium leak detector to these lines with all valves securely closed, pull a good vacuum, and helium leak check the delivery line system. Helium is a much smaller molecule than oxygen and a helium-tight line is an air-tight line. Also, NEVER use quick disconnect fittings on your inert gas delivery system to pull off inert gas for other applications unless you first install tight shut-off valves before the quick disconnect. When the quick disconnect is not in use, these valves should be kept closed at all times. (Though the line is under pressure, when you open a back-fill valve to a large chamber, the line can briefly go negative pressure and pull in air through a one-way sealing quick disconnect valve.)
(Grammer Vacuum Technologies)
Container Clarity Counts!
Assure that container label wording (specifically for identifying chemical contents) matches the corresponding safety data sheets (SDS). Obvious? I have seen situations where the label wording was legible and accurate and there was a matching safety data sheet for the contents, but there was still a problem. The SDS could not be readily located, as it was filed under a chemical synonym, or it was filed under a chemical name, whereas the container displayed a brand name. A few companies label each container with (for instance) a bold number that is set within a large, colored dot. The number refers to the exact corresponding SDS.
(Rick Kaletsky, Safety Consultant)
Discolored Part—Who’s to Blame?
If your parts are coming out of the quench oil with discoloration and you are unsure if it is from the prewash, furnace, or oil quench, you can rule out the quench if the discoloration cannot be rubbed off. Check this before the part is post-washed and tempered.
Other possible causes:
Can be burnt oils as parts go through the quench door flame screen
Poor prewash
Furnace atmosphere inlet (particularly if it is drip methanol)
(AFC-Holcroft)
Check out these magazines to see where these tips were first featured:
Want a free tip? Check out this read of some of the top 101 Heat TreatTips that heat treating professionals submitted over the last THREE YEARS. These handy technical words of wisdom will keep your furnaces in optimum operation and keep you in compliance. If you want more, search for "101 heat treat tips" on the website! This selection features 10 tips to meet heat treat industry standards.
Also, in this year's show issue, Heat TreatToday will be sharing Heat TreatResources you can use when you're at the plant or on the road. Look for the digital edition of the magazine on September 13, 2021 to check it out yourself!
Compliance Issues? Try On-Site Gas Generation
On-site gas generation may help resolve compliance issues. Growth and success in thermal processing may have resulted in you expanding your inventory of reducing atmosphere gases. If you are storing hydrogen or ammonia for Dissociated Ammonia (DA), both of which are classed by the EPA as Highly Hazardous Materials, expanding gas inventory can create compliance issues. It is now possible to create reducing gas atmospheres on a make-it-as-you-use-it basis, minimizing site inventory of hazardous materials and facilitating growth while ensuring HazMat compliance. Modern hydrogen generators can serve small and large flow rates, can load follow, and can make unlimited hydrogen volumes with virtually zero stored HazMat inventory. Hydrogen is the key reducing constituent in both blended hydrogen-nitrogen and DA atmospheres—hydrogen generation (and optionally, nitrogen generation) can be used to provide exactly the atmosphere required but with zero hazardous material storage and at a predictable, economical cost.
(Nel Hydrogen)
Inspection Mistakes That Cost
Rockwell hardness testing requires adherence to strict procedures for accurate results. Try this exercise to prove the importance of proper test procedures.
A certified Rc 54.3 +/- 1 test block was tested three times and the average of the readings was Rc 54 utilizing a flat anvil. Water was put on the anvil under the test block and the next three readings averaged Rc 52.1.
Why is it so important that samples are clean, dry, and properly prepared?
If your process test samples are actually one point above the high spec limit but you are reading two points lower, you will ship hard parts that your customer can reject.
If your process test samples are one point above the low spec limit but you are reading two points lower, you may reprocess parts that are actually within specification.
It is imperative that your personnel are trained in proper sample preparation and hardness testing procedures to maximize your quality results and minimize reprocessing.
(Young Metallurgical Consulting)
Where You Measure Matters
Eugene Gifford Grace (August 27, 1876 – July 7, 1960) was the president of Bethlehem Steel Corporation from 1916 to 1945. He also served as president of the American Iron and Steel Institute and sat on the board of trustees for Lehigh University, of which he was an alumnus. One of his famous quotes is as follows:
“Thousands of engineers can design bridges, calculate strains and stresses, and draw up specifications for machines, but the great engineer is the man who can tell whether the bridge or the machine should be built at all, where it should be built, and when.”
If you check out the additional accomplishments of Mr. Grace, you will see that he was a successful and smart person. Maybe all of us are not capable of reaching such breadth of vision as he articulated above, but as heat treaters, do we simply accept the specification given? Or do we stop to ask if the specification has been properly determined?
With modern computer added stress analysis (FEA), we have at our fingertips a way to move beyond both the “guess and test” and the “copy the historical spec” methods of determining the case depth. Within “guess and test,” of course there are scientific guesses and scientific wild guesses. If you are using a wild guess, chances are that the field is the test lab!
Figure 1. Metallurgical mount holding a cross-section of the steel gear.
Especially for carburized components, deeper case is more time in the furnace, and thus more expensive. I continue to wonder why, if even back in the 1950s, thousands of engineers were available who could calculate stresses and strains and thus set a quantitative foundation for a case depth, in 2019, so few people take advantage of modern technology to optimize the cost of their products.
If you are not ready to take this big step toward design optimization, maybe you would consider always using effective case depth, based on hardness and thus linked to tensile strength, instead of total case depth, which is not linked to any durability or strength criteria.
Figure 1 shows the metallographic cross-section that was used to measure the hardness. Each white pin point is a Knoop 500 gram hardness indentation. The cross-section of the gear was mounted in black epoxy resin. Figures 2 to 4 show the data collected to determine the effective case depths to the common Rockwell C 50 criteria.
Figure 2. Knoop 500 gram hardness data converted to Rockwell C at the tooth flank.
Figure 3. Same data but for Root position.
Figure 4. Same data as shown in Figure 3, near surface information easier to see.
The effective case depth is the depth where the hardness dips below HRC50. For Gear Tooth Flank A, that value was 0.85 mm. For another gear from the same lot, it was over 1.08 mm. But for the root areas, between the teeth—the high-stress area, the effective case depths were only 0.45 and 0.65 mm, respectively. Figure 3 shows the same data as Figure 2, but using a logarithmic scale, illustrating what’s going on near the surface layers more clearly.
In any case, there’s a big difference between the two test locations, and this shows the importance of making sure that all relevant features of the component are adequately characterized!
(Aliya Analytical, Inc.)
AMS2750 Is Golden
This standard is gold and unfortunately has a bad rap today because companies feel it’s just added cost into the process. Today’s technology means you can afford AMS2750E compliant controllers and digital recorders for only a few hundred dollars above a standard offer. This investment will be paid back many times over due to the longer lifetime expected with a quality instrument as well as the quality benefits from better drift performance between calibration intervals, redundant recording (in case of record loss), and overall accurate temperature control, leading to less rejects and reduced rework.
(Eurotherm)
Snagged T/C Wire – Avoid It
Try not to use insulated thermocouple wire if you snag the insulation off the outerjacket along the length of the wire. This may cause the inner insulation to fail andcause low temperature readings.
(WS Thermal)
Order SAT Probes All at Once
Place a yearly blanket order for your SAT probes and ask that they are made from the same coil. This will give you the same correction factors and temperature tolerances.
(GeoCorp)
Out of Control Carburizing? Try This 11-Step Test
When your carburizing atmosphere cannot be controlled, perform this test:
Empty the furnace of all work.
Heat to 1700°F (926°C).
Allow endo gas to continue.
Disable the CP setpoint control loop.
Set generator DP to +35°F (1.7°C).
Run a shim test.
The CP should settle out near 0.4% CP.
If CP settles out substantially lower and the CO2 and DP higher, there’s an oxidation leak, either air, water or CO2 from a leaking radiant tube.
If the leak is small the CP loop will compensate, resulting in more enriching gas usage than normal.
Sometimes but not always a leaking radiant tube can be found by isolating each tube.
To try and find a leaking radiant tube, not only the gas must be shut off but combustion air as well.
(AFC-Holcroft)
3 Tips to Meet Temperature Uniformity Surveys
Adjust the burners with some excess air to improve convection.
Make sure that the low fire adjustment is as small as possible. Since low fire will provide very little energy, it will make the furnace pulse more frequently and this will improve heat transfer by convection and radiation.
Increase internal pressure. This will “push” heat to dead zones allowing you to increase your coldest thermocouples (typically near the floor and in the corners of the furnace).
(Nutec Bickley)
CQI-9 Best Practices
Whether you need to meet rigid CQI-9 standards or not, what are the top 3, nay 4 best practices that nearly every in-house heat treat department ought to follow to make sure their pyrometer stuff is together?
Daily furnace atmosphere checks. Use an alternative method to verify your controls and sensors are operating properly and that there are no issue with your furnace or furnace gases.
Daily endothermic generator checks. Using an alternate method to verify your control parameter (dew point typically) or the gas composition is accurate will alleviate furnace control issues caused by bad endothermic gas.
Verify/validate your heat treat process every 2 hours OR make sure process deviations are automatically alarmed. this is a solid practice to ensure your controls and processes are running properly. This practice can help ensure that parts are being heat treated to the proper specification intended.
Conduct periodic system accuracy tests (SATs) per pre-defined timelines in CQI-9. Good pyrometry practices are an essential part of heat treatment. Because of the importance of temperature in heat treatment, ensure timeliness of all pyrometry practices addressing thermocouple usages, system accuracy tests, calibrations, and temperature uniformity surveys.
(Super Systems, Inc.)
Inspection Mistakes That Cost
Rockwell hardness testing requires adherence to strict procedures for accurate results. Try this exercise to prove the importance of proper test procedures.
A certified Rc 54.3 +/- 1 test block was tested three times and the average of the readings was Rc 54 utilizing a flat anvil. Water was put on the anvil under the test block and the next three readings averaged Rc 52.1.
Why is it so important that samples are clean, dry, and properly prepared?
If your process test samples are actually one point above the high spec limit but you are reading two points lower, you will ship hard parts that your customer can reject.
If your process test samples are one point above the low spec limit but you are reading two points lower, you may reprocess parts that are actually within specification.
It is imperative that your personnel are trained in proper sample preparation and hardness testing procedures to maximize your quality results and minimize reprocessing.
(Young Metallurgical Consulting)
Check out these magazines to see where these tips were first featured:
Heat Treat Today offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Equipment Chatter
Foundrax Engineering Products Ltd, global Brinell test specialist, has launched the “BRINscope Duo”, a patent-pending, dual-illumination, hand-held microscope for measuring indentation diameters.
TAV VACUUM FURNACES SPA received an order for a horizontal vacuum heat treatment furnace for a Brazilian company who specializes in different heat treatments (including quenching, cementation, nitriding) for the engineering industry.
Foundrax MD Alex Austin is seen in discussion with Duo designer Lewis Buckle, talking about “uncertainty of measurement” – or a different way of dealing with the issue of accuracy of measurement.
Product shot of the BRINscope Duo
Personnel/Company Chatter
Mark Hemsath, former vice president of SECO/VACUUM Technologies LLC, is joining Nitrex’s Heat Treating Services Sales division. He will be taking on the role of vice president of Sales Heat Treating Services, Americas.
Zachary Thomas will be assuming the role of outside sales manager at Solar Atmospheres of Western PA. He will be reporting directly to their sales director, Mike Johnson.
AFC-Holcroft launched “AFC-Holcroft University,” a training program for all employees. This training offers their entire staff, including those in non-technical roles, the opportunity to learn more about the company, products, and technology.
Ipsen is offering on-site Ipsen U courses to accommodate large groups at client facilities. Ipsen U is a course designed to teach heat treatment fundamentals, best practices and new methods.
Rockford Systems, LLC, dba Rockford Combustion Solutions, is broadening its portfolio of offerings to include field service throughout the United States, Canada and Mexico.
Throughput Consulting Inc., a leading Manufacturing Execution and Quality Management System software provider, hired Joe Coleman as its new cyber security officer to assist customers and their vendors in achieving compliance of NIST 800-171, CMMC and DFARS. He will be working with the Bluestreak™ team towards this end.
Mark Hemsath, Vice-President of Sales Heat Treating Services, Americas, Nitrex
Mike Johnson, Sales Director (left), with Zachary Thomas (right) in front of the 48 foot vacuum furnace.
Tracy Dougherty at the first session of AFC-Holcroft’s internal training program
Ipsen offers Ipsen U courses for clients
Joe Coleman, Cyber Security Officer, Throughput Consulting Inc.
Kudos Chatter
Nitrex launched their new website to reflect their company’s values and brand.
Solar Atmospheres Greenville, SC facility has been awarded Aerojet Rocketdyne approval, their second aerospace prime approval of 2021.
Berndorf AG, parent company to AFC-Holcroft, graduated its 2020/2021 class of its Berndorf Academy, an exclusive, yearlong management training offered to select employees chosen from the corporation’s global subsidiaries. AFC-Holcroft’s Jason Crook, electrical engineering manager, was one of the graduates.
Newage Testing Instruments announced the launch of its new webshop, www.store.ametekstc.com to shop for hardness testing accessories such as test blocks, indenters, and anvils that can be used with both Newage’s products as well as other Rockwell, Brinell, Vickers, and Knoop hardness testing and microhardness testing systems.
ECM Technologies was recognized as one of the companies who is leading the way towards a better, brighter, greener future. ECM’s ECO Furnace was presented the Green Business Award for accomplishing a cleaner, safer, and more efficient operation in the heat treat industry; more specifically the environment benefits from a low carbon footprint (energy consumption is minimal and CO2 emissions are near 80% less).
Nitrex introduces their new website
Solar Atmospheres Greencille, SC awarded Aerojet Rockdyne approval
AFC-Holcroft’s Jason Crook, electrical engineering manager, graduated from yearlong management program. (Photo: bottom left)
ECM’s ECO Furnace was presented the Green Business Award
Ametek announced Newage Testing Instruments new website
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to bethany@heattreattoday.com.
One of the most important advances in batch integral quench (BIQ) furnace systems has been the development of innovative control systems. Many BIQ manufacturers have developed their own highly sophisticated and cutting-edge control systems.
This Technical Tuesday, we explore one such system written by Daniel Hill, PE, sales engineer at AFC-Holcroft. This original content article was originally published in the February 2021Air and Atmospheres, the IQ Edition.
Daniel Hill, PE Sales Engineer AFC-Holcroft Source: AFC-Holcroft
With continuing advancements of smart devices, integrated controls systems, and the Industrial Internet of Things (IIoT), we have at our fingertips an abundance of data, both the traditional and newly developed. How to convert that data into useful information, and more importantly how to leverage that information into day-to-day operations to reap the benefits, becomes the difference maker in a competitive landscape.
Recognizing these trends, AFC-Holcroft has built upon a suite of software modules that includes Remote Diagnostics™ to also offer Maintenance Module™ and Calibration Mode™. All three modules are in commercial service having been integrated with BatchMaster™ controls system features on Universal Batch Integral Quench (UBQ) furnaces. End-user response and adoption have been positive with new synergies and feedback leading to ongoing enhancements. In this article, we will discuss how these advancements are affecting the future of furnace diagnostics and some examples of their benefits in many day-to-day situations.
Dynamic Furnace Calibration & Diagnostics
Perhaps the most interesting of the three modules is the Calibration Mode, a patent-pending diagnostics software designed to dynamically test furnace operation for verification of proper functionality over a wide range of subsystems and devices. Notably, furnace and quenchant heating/cooling thermal loads are strategically cycled for response monitoring of typical production needs. Likewise, furnace atmosphere is cycled for response and stability. Additional systems and metrics such as agitation attributes, tray motion and positioning, time to quench, and elevator operation are activated and evaluated.
Once the calibration cycle is complete, the data and responses are compared to original commissioning data and design thresholds to generate a time-stamped diagnostic report with straightforward pass/fail results. With this module, the operator can ensure proper operation at a moment’s notice without additional external testing devices and have the data available to back it up.
It was designed to integrate optional device packages to elevate its diagnostics capabilities exponentially by targeting efficiency and optimization of operation including:
Combustion efficiency monitoring
Vibration monitoring
Power consumption monitoring
Process Troubleshooting
As its base premise, this module was created as a means for operators to proactively verify that the furnace is both fully operational and responding as designed. But what happens if it is not? Calibration Mode can be initialized at any time for deeper analyses by first reporting the current status of subsystems and devices and then for further comparison against initial commissioning data or cumulatively against any previous calibration iterations, making it a powerful tool for rapid diagnostics.
With the auto-generated reports and comparison tools in hand, operators or maintenance team members can pivot directly into troubleshooting any deficiencies identified for quick resolution. Once more, a follow-up can be run to ensure the deficiency is corrected after making appropriate adjustments or repairs. This saves valuable time and resources, improves availability, and likely increases profitability.
Calibration Mode™ Screen Source: AFC-Holcroft
Compliance with Industry Specifications
Whether following automotive (CQI-9), aerospace (AMS2750), military, energy, or other specifications, universal themes requiring the user to implement regular assessments, surveys, and the monitoring of the process equipment are paramount. Today, the Calibration Mode is being used to supplement these efforts in a number of ways:
Creating reports with Calibration Mode for job audit in annual Heat Treat System Assessments (HTSAs)
Producing objective evidence for process equipment validation before and after a major rebuild or modification
Collecting and analyzing data over time and reacting to it
Running with TUS as another layer of equipment verification
Running with Quench System Monitoring as another layer of verification
PPAP, Control Plan, & PSW Inclusion
The production part approval process (PPAP) must be a collaboration between the customer and heat treater to ensure a clear understanding of all elements before, during, and after the processing. Calibration Mode can be utilized as a verification tool initially when processing parts for a PPAP to document the furnace capability and that it is meeting original OEM specifications. If repair or rebuilds are required while that PPAP is still valid, Calibration Mode can be run to demonstrate the equipment in operational condition on a Part Submission Warrant (PSW). Moreover, Calibration Mode can be incorporated into control plans both as a control method for ongoing production and also as part of a reaction plan to diagnose nonconformance.
Dedicated Equipment Vs. Changeover of Equipment Running Multiple Processes
A major benefit of batch processing equipment is the inherent flexibility it offers–especially to commercial heat treaters who are serving multiple customers with many different processes. Often customer specifications for heat treating include clauses preferring dedicated equipment with strict allowances on changeover of equipment. Typically, changeover of equipment for multiple processes requires customer personnel to review and approve the heat treater’s changeover procedures and must include verification prior to start of production (including atmosphere). This changeover process must be documented in the heat treater’s process control plan. Consider running Calibration Mode at changeovers as a means to consistently verify conditions and provide documentation to the benefit of all involved.
Intelligent Preventative Maintenance
Maintenance Module™ also takes advantage of the latest advancements. This module is designed and pre-programmed to include the OEM recommended preventative maintenance tasks based upon pre-defined intervals, sometimes utilizing conditional statements, or where appropriate, predictive algorithms based upon operating time, temperatures, and number of cycles. This database of tasks and report queries provides an intelligent roadmap for the preventative maintenance of the furnace. As such, maintenance task statuses are elevated and flagged for action complementary to accrued usage and actual conditions so that all-important resources can be prioritized and best served.
Maintenance Module™ Screen Source: AFC-Holcroft
Leveraging Diagnostics through the Cloud
Finally, Remote Diagnostics™ was conceived to increase furnace uptime and availability through the analysis of equipment performance data. Real, data-driven reliability and maintainability (R&M) information supports continuous improvement efforts. As a first step, the abundance of data delivered through the IIoT is aggregated to effectively parse, diagnose, and highlight operational inefficiencies.
Next, virtual conference sessions are led by AFC-Holcroft personnel to collaborate with users on best practices, identify training needs, aid in knowledge capture, and provide optimization plans moving forward in a classic continuous improvement cycle.
Interestingly enough, it has become a source of synergy for continuous improvement efforts by allowing us to better understand users’ needs and incorporating them into designs and equipment of the future.
Addressing important day-to-day situations, Calibration Mode, Maintenance Module, and Remote Diagnostics are helpful tools for the forward-thinking BIQ furnace operator.
About the Author: Daniel Hill, PE, is a sales engineer with AFC-Holcroft, based in Wixom, Michigan. AFC-Holcroft is a leading North American manufacturer of industrial furnace systems used in the heat treatment of ferrous and non-ferrous metals.








 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com







 A major North American supplier of agricultural and lawn equipment purchased a complete batch austemper line from a U.S.-based supplier of heat treating equipment. The line, consisting of two universal batch quench-austemper (UBQA) units, is equipped with a pre-treatment spray dunk wash, a post-treatment multi-stage washer, pre-heat temper furnaces, a salt reclaiming system, and a salt holding tank.
A major North American supplier of agricultural and lawn equipment purchased a complete batch austemper line from a U.S.-based supplier of heat treating equipment. The line, consisting of two universal batch quench-austemper (UBQA) units, is equipped with a pre-treatment spray dunk wash, a post-treatment multi-stage washer, pre-heat temper furnaces, a salt reclaiming system, and a salt holding tank.




 Now, more than ever, technology needs to come into play to maximize efficiency in the workplace and monitor key indicators on production lines. This includes remote monitoring, using sensors and wireless communications technology to track process efficiency, production rates, machine settings, and parameters. It allows manufacturers to see whether processes are running as smoothly as they could be, or if there is a way to boost efficiency. Using real time and historical data allows optimization of production processes, saving time and money by providing the information needed to minimize gas and utility usage while ensuring product quality remains high. In addition, a visual overview of how the equipment is performing helps to guard against unsafe practices and allows for preventative maintenance processes to be carried out before operational failures occur.
Now, more than ever, technology needs to come into play to maximize efficiency in the workplace and monitor key indicators on production lines. This includes remote monitoring, using sensors and wireless communications technology to track process efficiency, production rates, machine settings, and parameters. It allows manufacturers to see whether processes are running as smoothly as they could be, or if there is a way to boost efficiency. Using real time and historical data allows optimization of production processes, saving time and money by providing the information needed to minimize gas and utility usage while ensuring product quality remains high. In addition, a visual overview of how the equipment is performing helps to guard against unsafe practices and allows for preventative maintenance processes to be carried out before operational failures occur.












 For that purpose, the CODINA Technical Team, with experience of more than 50 years, suggests the following tips to extend, as much as possible, the lifetime and service of a mesh belt:
For that purpose, the CODINA Technical Team, with experience of more than 50 years, suggests the following tips to extend, as much as possible, the lifetime and service of a mesh belt:






















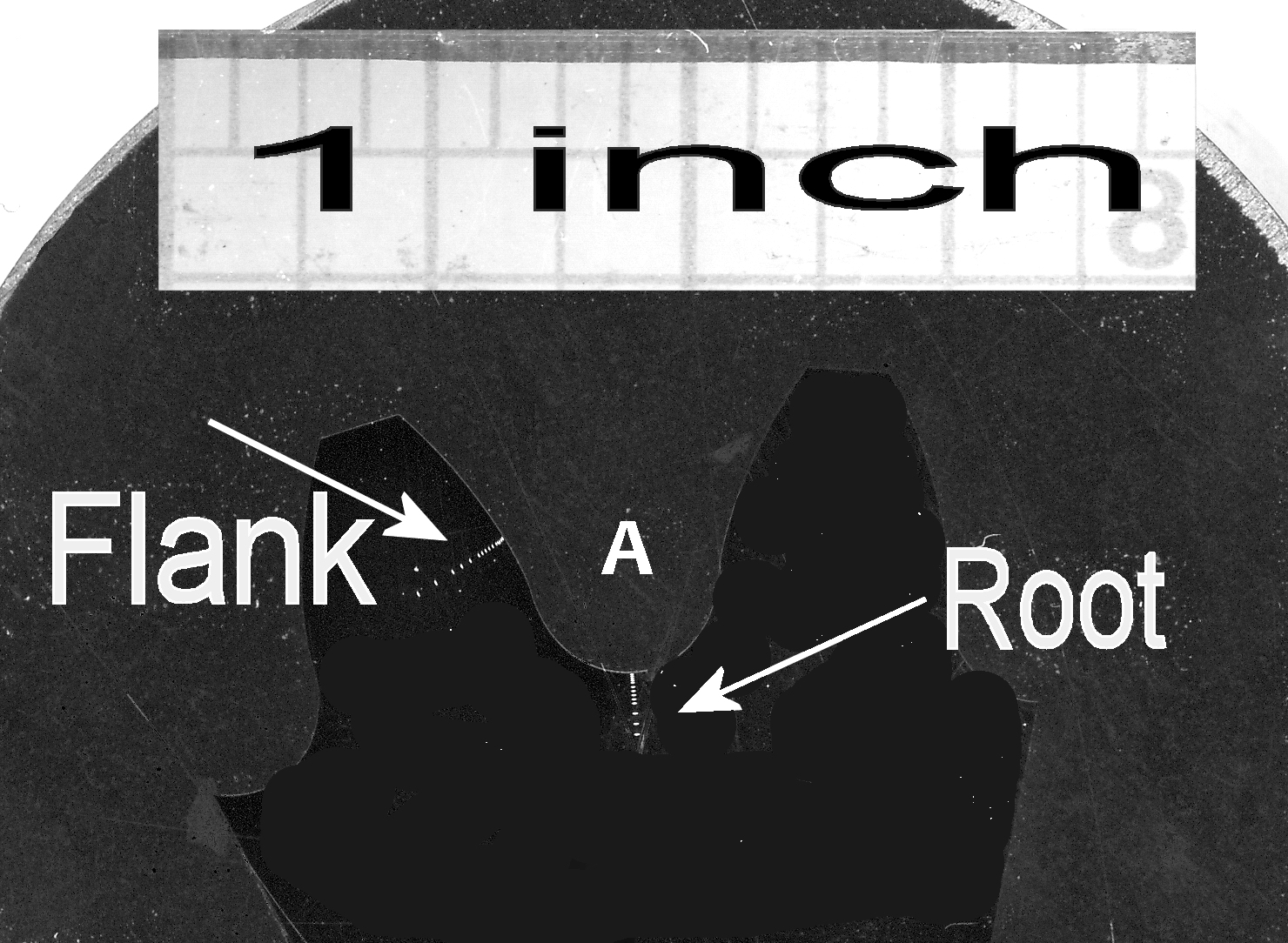
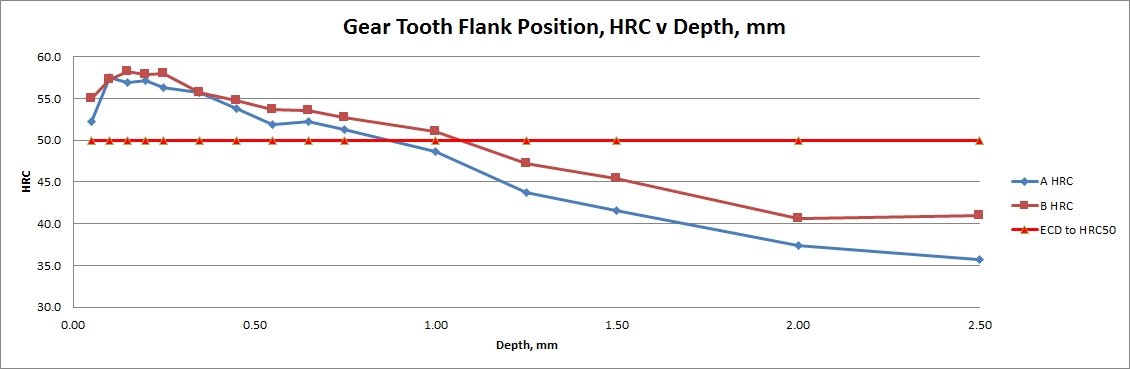
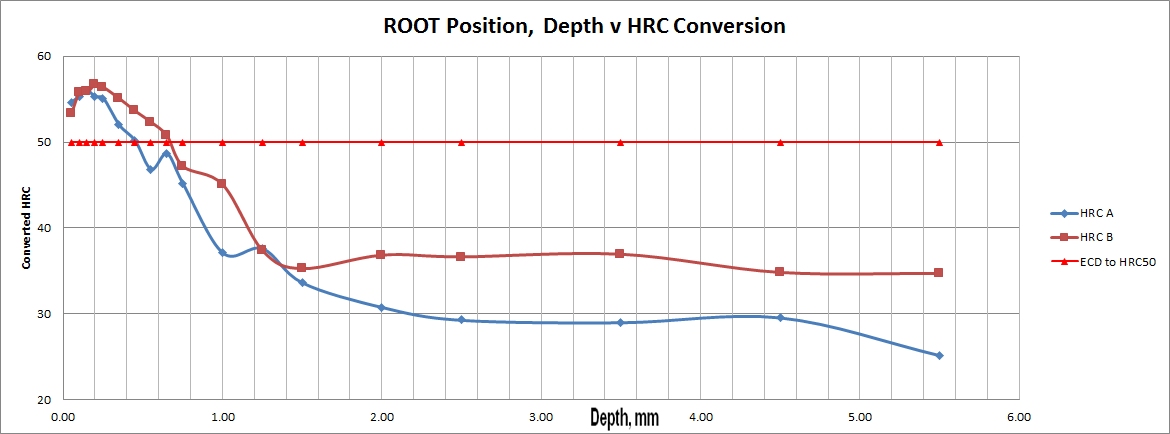
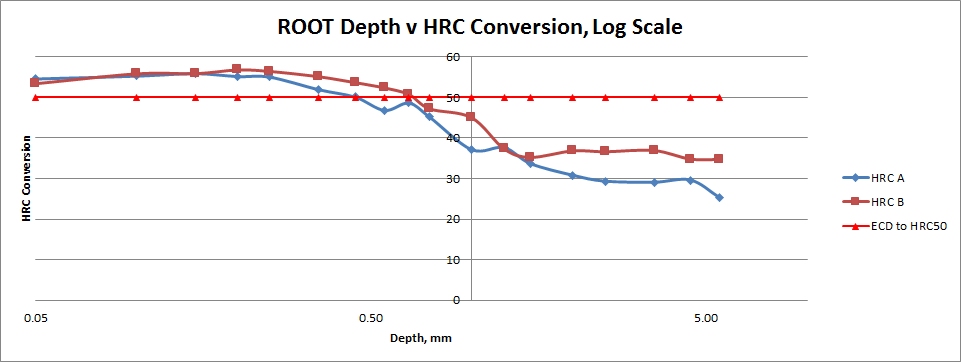
 Out of Control Carburizing? Try This 11-Step Test
Out of Control Carburizing? Try This 11-Step Test