DSH Technologies, a provider of debinding and sintering services for metal injection molding (MIM) and additive manufacturing (AM) applications, has relocated its operations to the headquarters of its sister company, Elnik Systems, a manufacturer of debinding and sintering furnace systems, in Pineville, North Carolina. The transition brings together DSH’s debinding and sintering service operations with Elnik’s furnace manufacturing activities, creating a centralized location for clients seeking thermal processing equipment, metallurgical support, and production services.
Bryan Sherman Chief Metallurgist DSH Technologies
The move is intended to improve collaboration between engineering, manufacturing, and service teams while providing clients with expanded access to technical resources. “This relocation brings the expertise of both companies together in a single facility and advances our shared goal of innovating faster and delivering new solutions to the market,” says Bryan Sherman, chief metallurgist at DSH Technologies.
The move reflects a shared vision between the two companies to streamline manufacturing operations and better support clients and partners across the metal parts manufacturing markets.
Press release is available in its original form here.
Heat Treat 2025, the 33rd Heat Treating Society Conference and Exhibition, will take place October 21–23, 2025, in Detroit, Michigan, bringing together professionals, researchers, and suppliers from across the industry. In this guest column, Benjamin T. Bernard, president of Heat Treat Society and VP of International Sales at Surface Combustion, discusses what attendees can expect — from an expansive exhibit floor and technical program to new introductory coursework and student competitions.
This insightful piece was first released inHeat Treat Today’s September 2025 Annual People of Heat Treatprint edition.
Preparations are in full swing for the 33rd Heat Treating Society Conference and Exhibition, taking place October 21–23, 2025, in Detroit, Michigan. Organized by the ASM Heat Treating Society, the event remains a key gathering for professionals working in thermal processing and heat treating technologies.
This year, Heat Treat 2025 will once again be co-located with three major events: the International Materials, Applications, and Technologies (IMAT) Conference & Expo and ASM’s Annual Meeting; the 12th International Conference on Residual Stresses (ICRS-12); and the AGMA Motion + Power Technology Expo (MPTE). Together, these events deliver unmatched value, offering attendees access to expanded technical content, broader networking opportunities, and a combined exhibit floor of more than 600 companies.
Two keynote speakers have already been confirmed, representing both industrial and academic leadership. Dr. Sridhar Seetharaman, CEO of EPIXC, Professor at Arizona State University, and Joint Affiliate at the National Renewable Energy Laboratory (NREL), and Justin Persinger, Senior Manufacturing Engineer of Manufacturing Process Analysis at General Motors, will share insights from their respective sectors.
The technical program will cover a wide array of important topics, including atmosphere technology, microstructural development, green/low-carbon processes, residual stress, quenching, surface engineering, vacuum processing, and simulation and modeling. The conference continues to emphasize the integration of cutting-edge research with real-world industrial applications.
New in 2025, the Heat Treating Society is launching Heat Treat 101: An Introductory Course on the Fundamentals of Heat Treating. This foundational course is designed for those new to the field or those seeking a refresher on the basics. Topics include principles of steel heat treating, heat treating of aluminum alloys, heat treatment furnace design and operation, and an introduction to the metallography of heat-treated components. Attendees will gain essential insight into materials behavior and processing techniques used across the industry. The course is open to all registered attendees of IMAT 2025, ICRS 2025, and Heat Treat 2025.
Student engagement continues to be a focus. The Fluxtrol Student Research Competition provides an opportunity for students to present research to panels of industry professionals, while the HTS Strong Bar Competition challenges them to optimize heat treatment for strength and ductility. These initiatives help foster the next generation of heat-treating experts.
The event also features several opportunities for community building, such as the Women in Manufacturing and Engineering Breakfast, co-hosted by HTS, ASM International, and AGMA. Open to all attendees, this popular event highlights and celebrates the contributions of women in the field. Other networking highlights include the ASM Leadership Luncheon, the Awards Dinner, and the Evening Networking Event at the Waterview Loft.
The exhibit hall will showcase more than 600 companies through the co-located conferences. Activities on the show floor include a VIP industry tour, Solutions Center presentations, a Welcome Reception, and dedicated programming for students and early-career professionals. With its rich technical content, strong industry partnerships, and inclusive community events, Heat Treat 2025 promises to be a must-attend event. To register and learn more, visit heattreatevent.org.
About The Author:
Benjamin T. Bernard Heat Treat Society President and VP of International Sales Surface Combustion
Carbon fiber-reinforced carbon (CFC) fixtures significantly enhance sustainability in heat treatment by reducing material usage, lowering energy consumption, and enabling higher part loading with improved process efficiency. In this Technical Tuesday installment, Dr. Jorg Demmel, founder, owner, and president of High Temperature Concept, highlights how CFC delivers high dimensional stability, reduced distortion, and longer fixture life, resulting in better product quality, lower costs, and more ergonomic operations.
This informative piece was first released inHeat Treat Today’sMay 2026 Sustainable Heat Treat Technologies print edition.
Introduction
Sustainability in industrial manufacturing is commonly defined as the ability to meet and present environmental, social, and economic needs without compromising those of future generations. Leveraging over 30 years of industry experience, the following article examines the role of carbon fiber-reinforced carbon (CFC) fixtures in heat treatment applications, including their impact on sustainability through increased efficiency, resource utilization, and performance.
This article expands on a previous two-part discussion of CFC fixtures (Heat Treat TodayNovember 2022, March 2023) to focus on the main advantages of CFCs through a sustainability lens.
CFC Compared to Other High-Temperature Materials
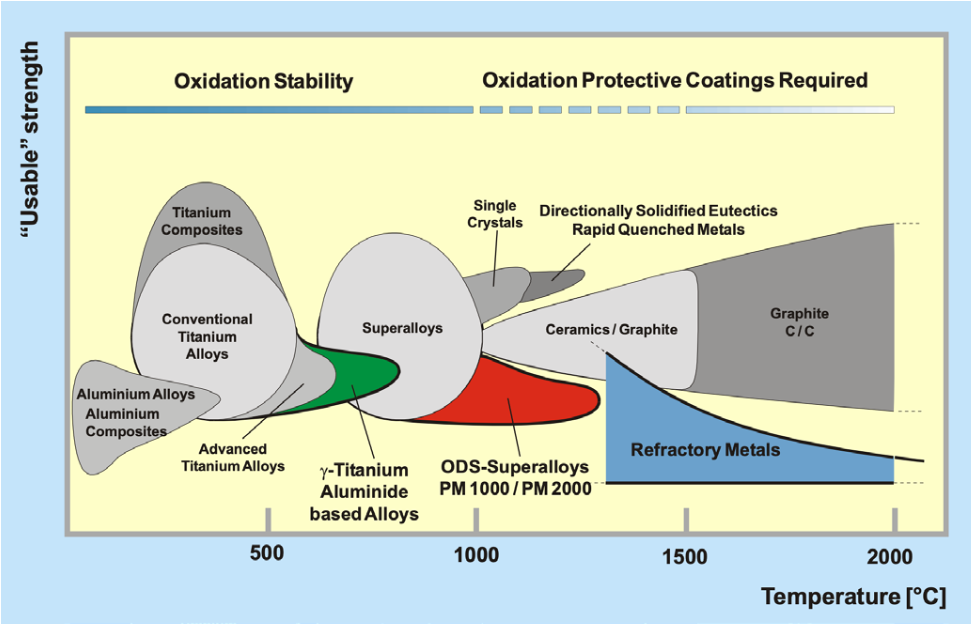
Figure 1. Phasic diagram depicting “usable” strength over temperature change for many materials (Schröder 2022) | Image Credit: High Temperature Concept
Figure 1 shows useable strength of high-temperature materials over temperature. From aluminum and aluminum alloys at the bottom left up to C/C (CFC), graphite and CFCs reach the highest “usable” strength of all materials at temperatures up to around 2000°C and higher.
Are CFC Fixtures Sustainable and Efficient?
Sustainability in the economical sense means using fewer resources per unit of output. This definition is directly related to efforts to increase efficiency across heat treatment processes.
To begin, it’s necessary to define heat treatment furnace fixtures and their main functions. Fixtures can be defined as follows (Demmel 2002):
Fixtures are manufacturing aids that are attached to workpieces and directly related to the work process. They serve to position and hold the workpieces.
They serve to bring workpieces into a working-ready position: to position them quickly, accurately, and as automatically as possible, and to hold and/or guide them in this position.
The main functions of CFC fixtures include:
Force absorption and transmission: the weight of the workpieces as well as the handling and transportation forces.
Defining interfaces: position/fastening of the fixture structure, connecting base grid, moving base and entire structure, position and locating the workpieces, support and limitation to the furnace, and ergonomics/weight for staff.
Influence on heat treatment result: Good flowability through the fixture, good heating/cooling, no influence on atmosphere/media, no other interaction with workpieces as intended.
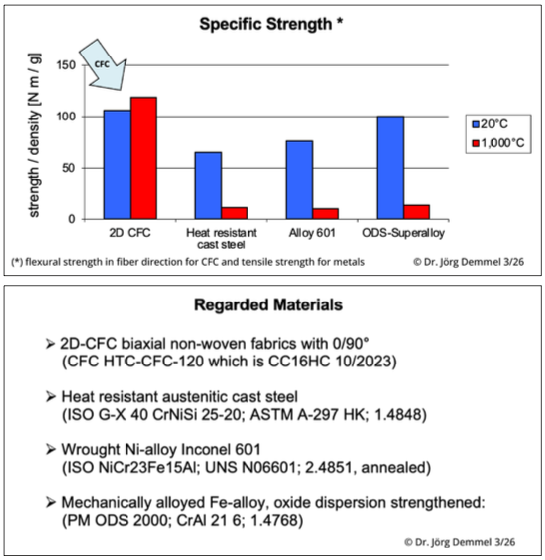
Figure 2. Specific strength of heat treatment fixture materials | Image Credit: High Temperature Concept
Figure 2 shows the “specific strength” defined as strength per density of four heat treatment fixture materials.
It can be observed that, especially at high temperatures greater than 1000°C (1832°F), the strength of CFC is 9 to 12 times greater than metal counterparts. This indicates that CFC fixtures need much less material to hold the same workpieces. In practice, fixture volume could be reduced up to 95% with certain high-end CFC, a drastic improvement in material savings.
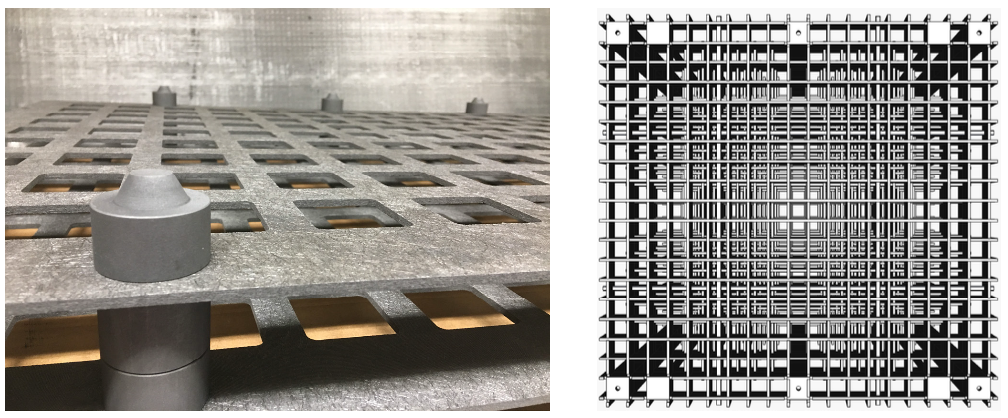
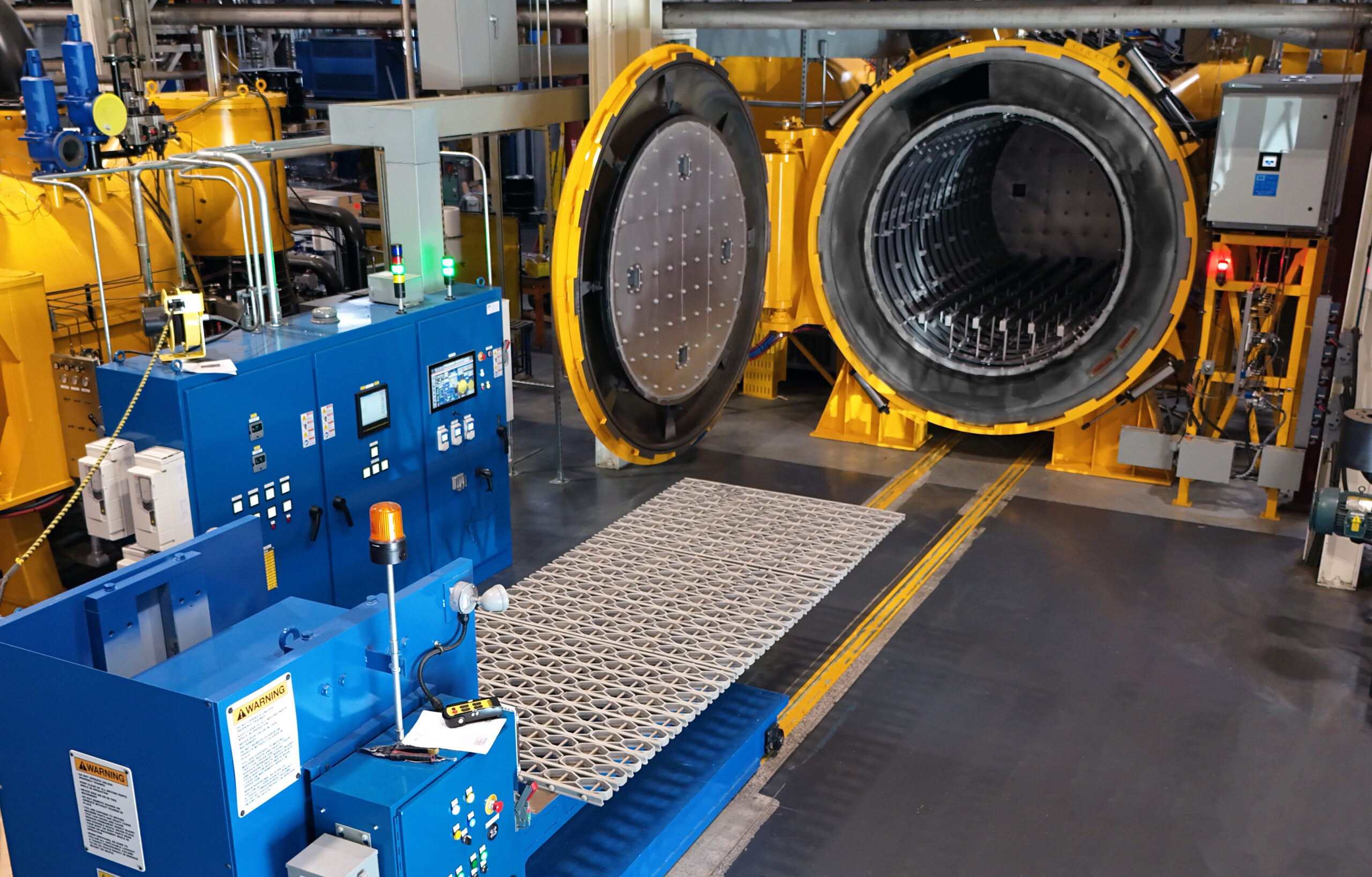
Figure 3a-b. CFC trays in a monolithic design (left) and in a modular design (right)
This effect for heat treatment fixtures is illustrated in Figure 3. It shows on the left a monolithic CFC tray for nitrocarburizing gear parts. The CFC plates are only around 5 mm (.5 in) thick, a width unachievable with steel or other metal alloys. Figure 3b is a top view “through” a four-level CFC rack with dimensions in length and width of 1,200 x 1,200 mm (47.2 x 47.2 in) for a net load of 1,340 kg (2,954 lb.) at maximum sintering vacuum process temperatures 1400°C (2552°F). Such an open design for best gas and heat transfer through the rack is impossible with racks made of steel or metal. The grid height used for that requirement is 60 mm (2.36 in).
Less fixture material usage means less energy consumption for the fixture and therefore a reduced pollution of the environment. Testing has shown that energy savings are around 60 to 80% for the fixture itself.
Figure 4. Before and after of fixture capacity improvement at Modine Europ (left); steel graphite racking (right) | Image Credit: High Temperature Concept
One of the most significant economic benefits of CFC fixtures compared to steel fixtures is the increase of part loading for each fixture of up to 100%. Figure 4 shows this comparison in racking heat exchangers for vacuum brazing at around 1120°C (2048°F). By using CFC fixtures with dimensions of 2,000 x 1,000 x 1,000 mm (78.74 x 39.37 x 39.37 in) for a total weight of up to 3,000 kg (6,614 lb.), furnace capacity roughly doubled. Additional results included:
Reduced fixture weight by 50%
Improved handling
Enhanced product quality
Reduced part costs by 15%
Reduced process time by 20%
Profitable in less than 1 year
Figure 5. Annealing of Allen keys at Wiha, Germany, with original fixturing (top) versus with updated CFC trays (bottom) | Image Credit: High Temperature Concept
Another relevant application is in the case of oil quenching Allen keys at 870°C (1598°F) (Figure 5). In this process use case, casted steel baskets had been used. When CFC tray replaced these fixtures, an average 70% net load increase was realized. Additional results included:
Enhanced product quality — 90% less part distortion
Improved loading/unloading parts handling
Reduced part costs
Profitable within 1.5 years
CFC fixtures offer high dimensional stability and retain their shape cycle after cycle. Parts loaded on CFC fixturing tend to have less distortion after processing. Therefore, very low dimensional change or distortion is the target for the heat treatment of parts like turbine blades, engine castings, engine stator rings, gear and transmission parts, and ceramic brake discs in the aerospace industry. Eliminating risks (e.g., decarburization, oxidation, and alpha case) is also critical.
Figure 6. CFC rack for titanium aerospace engine blades | Image Credit: High Temperature Concept
A third successful application is for hot isostatic pressing (HIPing) aerospace components. The first CFC custom fixture for HIPing titanium blades was built to reduce part distortion, hard machining, and rework (Figure 6). The fixture design is modular with high rigidity and high vertical openness to create a uniform heat transfer and argon gas flow and pressure. One special feature was the near net shape form of the grids, which conformed to the exact form of workpieces.
Conclusion
All three applications — brazing heat exchangers, annealing hand tools, and HIPing turbine blades — show that the higher the product quality and accuracy through a higher form and dimensional stability of the fixture and the workpieces, the more uniform the heat treatment process, allowing for less distortion and less rework of the parts. Avoiding the number one pitfall for heat treaters — inconsistent mechanical properties (Van Dyke 2025) — means realizing consistent mechanical part properties like hardness or toughness.
The use cases in this article show that the handling of the fixture and components in it (e.g., grids, trays, or posts) could be improved. Due to the light weight of CFC and a better design of the fixture itself, a more ergonomic fixture design helps reduce workload for employees. This is a social aspect, in that it improves the overall health of the employees.
Another important aspect to consider when investing in CFC is that these fixtures have very low and even zero CTE value (coefficient of thermal expansion) compared to all metal alternatives.
Because CFC is chemically inert in vacuum or protective atmospheres, has an excellent thermal shock resistance, and does not grow, creep, or age like metals, CFC fixtures run with more accuracy and stability in form and dimensions over many years, resulting in longer fixture life cycles (up to > 5 times). These characteristics make automatic workpiece and fixture handling possible (see use case in Tivnan 2026), resulting in better performance, higher savings, and more ergonomic workplaces for employees.
References
Deutsches Institut für Normung (DIN). 2017. Heat Treatment of Ferrous Materials—Terms and Definitions of Atmospheres. DIN 6300. Berlin: DIN.
Demmel, J. 2002. Material Scientific Aspects of the Development of New Fixtures for High Temperature Processes Made of Fiber-Composite Ceramics C/C and Other High Temperature Materials. Dissertation, Technical University Mining Academy Freiberg, Germany.
Verein Deutscher Ingenieure (VDI). 2019. Heat Treatment of Metallic Materials—Terms and Definitions of Atmospheres. VDI 6032. Düsseldorf: VDI.
Schröder, Johannes H. 2002. “New Application Possibilities for Dispersion-Strengthened Materials.” Paper presented at seminar Trends in High Temperature Processes, organized by J. Demmel, Fraunhofer Technology Development Group, Stuttgart, March 15.
Tivnan, Chris. “Optimized Heat Treat Results Start with Optimized Cleaning.” Heat Treat Today, April 2026.
Van Dyke, Ryan. 2025. “5 Heat Treating Pitfalls — And How to Avoid Them.” Heat Treat Today, July 2025.
About The Author:
Dr. Jorg Demmel Founder, Owner, and President High Temperature Concept
Dr. Jorg Demmel is the founder, owner, and president of High Temperature Concept. He received his Ph.D. in Engineering with a concentration in CFC fixtures, worked as a research associate at the Fraunhofer Society, and held various senior positions at Volkswagen before moving to the U.S. in 2018.
Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 20 news items, including Solar Atmospheres’ addition of new vacuum heat treating and titanium processing capacity, Airtech Advanced Materials Group’s partnership with Evergreen Additive Manufacturing, Aalberts surface technologies’ Nadcap accreditation for coatings and thermal spray processes, and more!
Equipment
1. ITP Co. Ltd. has installed a new hot isostatic pressing (HIP) system supplied by Quintus Technologies to strengthen production capabilities for precious metal equipment used in glass manufacturing, supporting improved densification, product consistency, and manufacturing efficiency for precious metals.
2. New strip casting systems for rare-earth magnet manufacturing, supplied by Retech, are expected to support thermal processing operations tied to neodymium-iron-boron (NdFeB) magnet production in the U.S., serving industries including energy, electronics, automotive, and defense. The systems are designed for vacuum metallurgy applications involving high-temperature melting and casting processes used in advanced materials manufacturing.
3. Created by Metacarpal, the GEM prosthetic hand uses a fully mechanical design to deliver durability and functionality without batteries, sensors, or electronics. The device showcases how precision machining, Aluminum 7075, and surface engineering contribute to lightweight, wear-resistant systems, highlighting the rolse of materials and thermal processing technologies in advancing prosthetic performance while improving reliability for users in demanding environments.
4. IperionX has commissioned a 300-ton, six-axis SACMI powder metallurgy press to expand U.S. titanium component manufacturing capacity, supporting the production of near-net-shape parts for defense, aerospace, and industrial applications. The technology forms titanium preforms that can be sintered and forged into finished components, increasing production flexibility and supporting high-volume manufacturing pathways.
5. Solar Atmospheres has expanded its vacuum heat treating and titanium processing capabilities with the commissioning of a new vacuum furnace designed for hydriding and dehydriding (HDH) of titanium as well as a range of thermal processing applications. The addition is expected to increase capacity for titanium processing and vacuum heat treating operations, including annealing, stress relieving, solution treating, and aging.
6. Rio Tinto has begun commissioning a major expansion of its AP60 aluminum smelter technology in Quebec, increasing primary aluminum production capacity and supporting North American supply for transportation, construction, electrical, and consumer goods markets. The project centers on aluminum smelting, a high-temperature thermal processing operation that converts alumina into primary aluminum through electrolytic reduction.
7. Wall Colmonoy has expanded its vacuum brazing capacity with the addition of two new TITAN H6 vacuum furnace supplied by Ipsen to support the production of aerospace and defense components. The investment is expected to increase capacity for vacuum brazing and vacuum heat treating operations involving stainless steel and nickel-alloy heat exchanger cores and other high-temperature assemblies.
8. Isostatic Toll Services (ITS) has opened a new hot isostatic pressing (HIP) facility in Ohio, expanding certified thermal processing capacity for aerospace, defense, additive manufacturing, and advanced industrial applications. The new operation adds HIP systems, manufactured by American Isostatic Presses, Inc. (AIP), to the company’s global network, supporting clients with additional capacity, scheduling flexibility, and supply-chain resilience.
9. Steel Dynamics Inc. (SDI) has commissioned SMS group to modernize automation systems at its Butler, Indiana, hot strip mill through a controls upgrade that supports rolling operations and associated thermal processing functions within the facility. By updating the automation architecture that supports rolling and temperature-controlled manufacturing operations throughout the mill, the project is expected to help maintain stable production and support future operational requirements.
10. METEX Heat Treating Ltd. has expanded its ISO/IEC 17025:2017-accredited metallurgical laboratory capabilities by adding Tensile Testing (ASTM E8/E8M).
11. SSAB has awarded SMS group a contract to build a gas atomization plant at its Oxelösund, Sweden, site, enabling industrial-scale production of high-strength steel powders for additive manufacturing applications. The facility will use advanced melting, atomization, and powder-handling technologies to produce high-purity, spherical metal powders for 3D printing, helping meet growing demand across defense, industrial, and mobility sectors.
12. TZCO Chain Manufacturing has granted final acceptance to SMS group for a fully automatic MP 3150 closed-die forging press at its new facility in Jinzhong, China. It is designed to produce excavator track links at high volumes while reducing material waste, machining requirements, and production costs through advanced forging and automation technologies.
The QIH 286 URC® press for ITPStrip casting system supplied by Retech, a division of SECO/WARWICK GroupA fully mechanical GEM prosthetic hand from Metacarpal
SACMI powder press at IperionX’s titanium manufacturing campus in VirginiaSolar Atmospheres’ 12-foot furnaceRio Tinto’s AP60 smelter in Saguenay — Lac-Saint-Jean, Quebec CanadaTITAN vacuum furnace at Wall ColmonoyThe shop floor at the ITS-Ohio facility in Mount Vernon, OhioThe first coil production with the modernized process automation scheduled for late 2026Tensile testing at METEXThe forthcoming gas atomization plant at SSAB’s Sweden siteThe new fully automatic MP 3150 eccentric closed-die forging press at TZCO’s new forging shop in Jinzhong, China
Company & Personnel
13. Airtech Advanced Materials Group and Evergreen Additive Manufacturing have entered into an exclusive partnership to expand large-format additive manufacturing solutions for maritime applications. By combining Airtech’s advanced materials portfolio with Evergreen’s manufacturing expertise, the collaboration aims to accelerate the adoption of large-scale 3D-printed tooling and components, supporting more efficient and flexible production across the maritime industry.
14. Solar Atmospheres of Western PA marked a major milestone with a 25th anniversary event that brought together employees, clients, partners, and community members for a day of reflection, connection, and looking ahead.
15. Ipsen announced the launch of its newest regional service hub, strategically located to support clients throughout Alabama and Georgia. Officially launched in June 2026, the new hub provides regional clients with a single point of contact for routine maintenance, preventative service, and technical support.
16. SECO/WARWICK marked its 35th anniversary, highlighting the company’s evolution from a Polish-American partnership founded in 1991 into a global supplier of heat treatment and vacuum metallurgy technologies.
17. Hubbard-Hall has appointed Stephen Boyd as Chief Financial Officer (CFO), bringing extensive financial and manufacturing experience to the company’s executive team.
Airtech and Evergreen maritime AM partnershipSolar Atmospheres’s 25th anniversary celebrationLocal support for clients throughout Alabama and Georgia
SECO/WARWICK’s 35th anniversaryStephen Boyd, the newly appointed CFO at Hubbard-Hall
Kudos
18. Aalberts surface technologies has achieved Nadcap accreditation for coatings and thermal spray processes at its Kalisz, Poland, facility. The milestone strengthens the company’s position in aerospace surface engineering and supports manufacturers that rely on high-performance thermal spray coatings and heat treatment technologies for critical components.
19. Norsk Titanium’s Plattsburgh, New York facility has earned Nadcap accreditation for additive manufacturing.
20. Aalberts surface technologies’ Wadsworth team continued their 24-month merit on the Nadcap certificate, achieving zero findings on both the heat treating and quality management system audit.
Nadcap accredited Kalisz facilityWadsworth team continuing their 24-month Nadcap merit
Steel Dynamics Inc. (SDI) is modernizing automation systems at its Butler, Indiana, hot strip mill through a controls upgrade that supports rolling operations and associated thermal processing functions within the facility. By updating the automation architecture that supports rolling and temperature-controlled manufacturing operations throughout the mill, the project is expected to help maintain stable production and support future operational requirements.
SDI has commissioned SMS group, a provider of technology and plant solutions for the metals industry. SMS groups will replace legacy process automation systems with a new generation platform across the mill’s hot strip production line, which includes equipment and processes that rely on coordinated temperature control throughout steel manufacturing.
The upgrade will replace the existing X-Pact® ProBAS automation system with the latest X-Pact® Embedded platform. The project scope includes migration of process automation functions, hardware replacement, and software updates designed to minimize disruption to production while extending the life of the facility’s automation infrastructure.
The Butler facility produces hot-rolled steel products for a range of end markets. The project is designed to improve operational reliability, maintainability, and long-term performance for steel production serving automotive, construction, and industrial markets.
Press release is available in its original form here. Main image caption: First coil production with the modernized process automation is scheduled for late 2026. Image Credit: SMS group
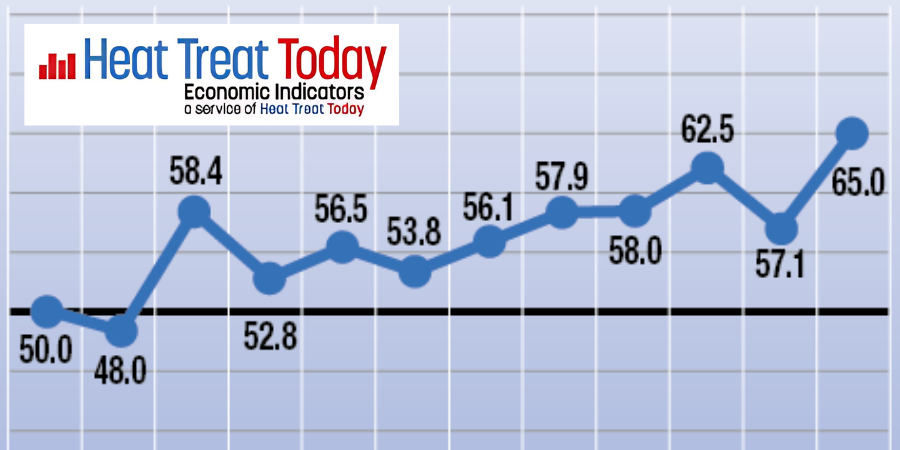
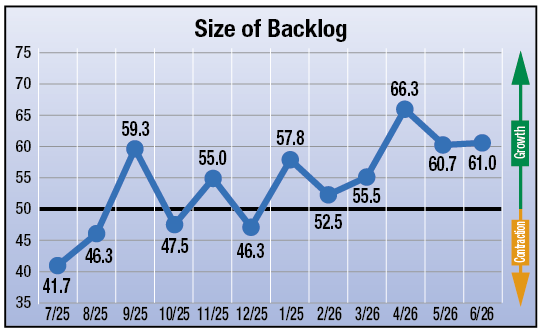
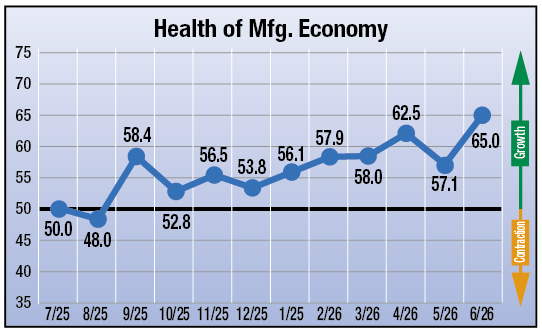
Heat Treat Today has gathered the four heat treat industry-specific economic indicators for June 2026. The results suggest continued growth across the heat treat industry, though at a more measured pace than the elevated levels seen during the spring months.
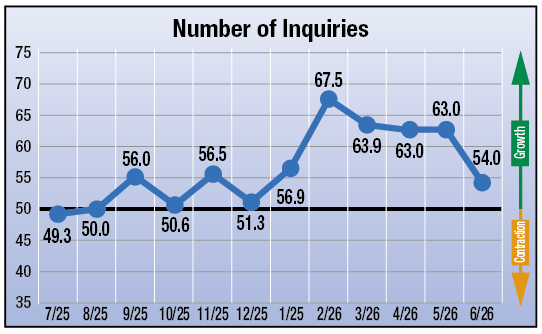
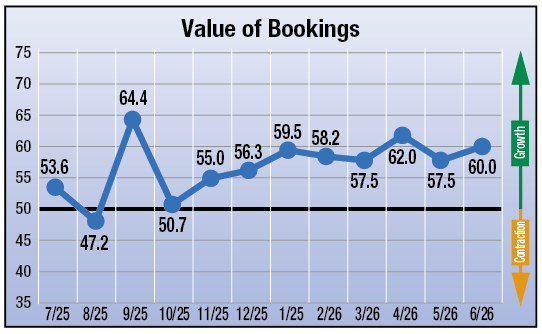
May’s data points to anticipated expansion in all four indicators, with each remaining above the growth threshold. Inquiries are projected at 54.0 (from 63.0 in May). Bookings are expected to hold steady in growth territory at 60.0 (up from 57.5 in May). The Backlog index is giving strong signals at 61.0 (up from 60.7 in May). Meanwhile, the Health of the Manufacturing Economy index forecasts an optimistic rise to 65.0 (up from 57.1 in May), its strongest reading recorded during the past 12 months.
June’s indicators suggest suppliers continue to anticipate favorable business conditions in the month ahead. While inquiry activity is expected to moderate from the elevated levels reported earlier this year, strong bookings and sustained backlog growth point to ongoing demand and a healthy pipeline of work. The sharp improvement in manufacturers’ outlook for the broader economy further reinforces expectations that heat treaters will continue to benefit from steady activity across key markets as the industry moves into the second half of 2026.
The results from this month’s survey (June) are as follows: numbers above 50 indicate growth, numbers below 50 indicate contraction, and the number 50 indicates no change:
Anticipated change in Number of Inquiries from May to June: 54.0
Anticipated change in Value of Bookings from May to June: 60.0
Anticipated change in Size of Backlog from May to June: 61.0
Anticipated change in Health of the Manufacturing Economy from May to June: 65.0
Data for June 2026
The four index numbers are reported monthly by Heat Treat Today and made available on the website.
Heat TreatToday’sEconomic Indicatorsmeasure and report on four heat treat industry indices. Each month, approximately 800 individuals who classify themselves as suppliers to the North American heat treat industry receive the survey. Above are the results. Data collection began in June 2023. If you would like to participate in the monthly survey, please click here to subscribe.
Furnaces North America (FNA) 2026 isn’t just where heat treat professionals gather — it’s where the industry’s leading suppliers, innovators, and technology experts come together to share what’s next.
With registration now open, hear what two key event sponsors have to say about why FNA remains the premier event for the heat treating community.
“The time commitment is really not that much, and what you gain out of that is meeting new suppliers or vendors, strengthening existing relationships, or even discovering a solution for a problem you’re currently dealing with. You never know what other company, like us, out there could potentially save you and buy back all that time that you invest in going to the show. It could save you, your team, a ton of time, moving down the road, on something that you might not be aware of.” — Ryan McLaughlin, General Manager, McLaughlin Furnace Group
“I think the industry still operates face to face. You can’t understand a problem via email as well as in person. So at FNA, you’ve got buyers, suppliers, and most importantly, the end users, all in one room. You can’t replace that.” — Steve Bennet, President, US Element
Why do industry leaders keep coming back to FNA?
35+ technical sessions covering the latest trends, technology, and best practices
150+ suppliers showcasing cutting-edge equipment and services in one dynamic trade show floor
High-energy networking opportunities with peers and industry leaders from around the world
Insightful discussions on new equipment, emerging tech, and industry challenges
Who should attend?
Heat treating professionals at every level — from company leaders and department managers to engineers, operators, technical directors, and quality personnel.
When and where?
October 12–14, 2026 at the Indiana Convention Center, 100 South Capital Ave, Indianapolis, IN
Whether you’re looking for new technology, strategic partnerships, or practical solutions to today’s challenges, FNA 2026 brings the people and ideas shaping the future of heat treating together under one roof.
Smart controls, connected systems, and hybrid energy strategies are reshaping what American manufacturers expect from their process heat equipment. In this Technical Tuesday installment, Markus Kirk, international business development manager for Digitalization and Process Heat at Phoenix Contact, outlines how U.S. process heat OEMs can move beyond basic temperature control toward fully optimized, data-driven thermal system — covering the role of IIoT connectivity, machine learning, virtualization, and cybersecurity standards in building equipment that is audit-ready, energy-efficient, and built for long-term lifecycle value.
This Sustainability Insights article was first published inHeat Treat Today’sMay 2026 Sustainable Heat Treat Technologiesprint edition.
Across the United States, process heat OEMs are shifting from purely mechanical design to software-driven, performance-centered solutions. American manufacturers in aerospace, automotive, medical, defense, and heavy industry expect systems that adapt quickly, deliver consistent results, and support long-term energy and sustainability goals.
Hybrid heating — combining natural gas or hydrogen with electric boosting — is gaining strong momentum in the U.S. because it improves temperature uniformity, shortens recovery times, and reduces emissions. These advantages align with rising energy costs, state-level decarbonization initiatives, and corporate ESG (environmental, social, and governance) commitments. Smart electrode placement and advanced proportional–integral–derivative (PID) strategies help stabilize throughput during production changes, part transitions, and batch-continuous operations, reducing risk and improving repeatability.
Built for U.S. Compliance: Security, Connectivity, Safety & Virtualization
Real-time monitoring, IIoT connectivity, and machine learning (ML) have become essential in American heat treating environments. High-resolution temperature and energy data help operators detect anomalies early, while ML-driven control loops automatically correct deviations. This supports better part quality, higher overall equipment effectiveness (OEE), and fewer unplanned stoppages.
Security expectations in the U.S. are well-defined. NIST CSF and ISA/IEC 62443 guide cyber security hardening; NFPA 86 and ISO 13577 define burner safety and system architecture requirements. OEMs that build equipment around these standards and provide audit-ready documentation stand out in a market where internal audits, client-specific requirements, and on-site assessments are routine.
Virtualization is another driver in the U.S. market, especially within large installed bases. Virtual PLCs and software-defined architecture allow new functionality like load management or predictive energy control, and updated regulation strategies to be added without hardware lock-in. Code written in IEC 61131-3, C++, Python, or Simulink can execute securely at the edge while feeding cloud dashboards and web-based HMIs. This makes modernization and retrofits faster, cleaner, and easier to deploy across geographically distributed facilities.
Engineering Speed and Lifecycle Value for American OEMs
U.S. OEMs must deliver consistent quality across product lines while reducing lead time. Modular function blocks for signal conditioning, ratio/Lambda control, burner management, autotuning PID, ramping, interlocks, and diagnostics support standardized engineering practices from small batch furnaces to large continuous systems. Adding ML-based anomaly detection helps convert operator experience into data-driven best practices, enhancing uptime and enabling scalable remote-service programs — an increasingly important revenue source in the U.S. market.
Accurate temperature measurement remains the foundation of reliable heat treatment. Certified, cybersecure I/O modules ensure precise signal integrity, support regulatory compliance, and reduce panel complexity. This reinforces both product quality and plant safety — critical in industries governed by AMS, CQI-9, Nadcap, and OEM-specific client standards.
Whether American OEMs manufacture high-volume standard equipment or engineer custom thermal systems, the competitive formula is consistent:
Open ecosystems for rapid integration and IP protection
Security-by-design for audit-ready operation
Hybrid-energy readiness for decarbonization without compromising performance
Virtualization for scalable features
Lifecycle digital services that support recurring value
Open PLC and edge-centric platforms make this evolution practical. They enable U.S. OEMs to reuse proven code modules, expand capabilities quickly, and differentiate in a market driven by uptime, serviceability, and total cost of ownership. As the U.S. heat treat industry continues modernizing, the winners will be the OEMs combining intelligent control, secure connectivity, hybrid energy strategies, and software-defined flexibility — turning process heat equipment into resilient, future-ready performance systems.
About The Author:
Markus Kirk Intl. Business Development Manager, Digitalization & Process Heat Phoenix Contact
Markus Kick brings 25+ years of hands-on industrial expertise across process automation, thermal heat treatment systems, instrumentation, control engineering, and data-driven decision making. He is known for turning industrial digitalization trends into scalable, high-impact solutions that accelerate OEM innovation and deliver measurable value across global manufacturing environments.
Isostatic Toll Services (ITS) has opened a new hot isostatic pressing (HIP) facility in Ohio, expanding certified thermal processing capacity for aerospace, defense, additive manufacturing, and advanced industrial applications. The new operation adds HIP processing capability to the company’s global network, supporting clients with additional capacity, scheduling flexibility, and supply-chain resilience.
Located in Mount Vernon, Ohio, the new ITS-Ohio facility joins the company’s existing operations in Bilbao, Spain, and Mississippi. All ITS facilities operate under Nadcap accreditation and AS9100D certification, providing HIP processing services for aerospace and other high-performance components.
The Ohio facility adds large-format and high-pressure HIP capability, including systems capable of processing components up to 44″ in diameter by 100″ in height at pressures up to 25,000 PSI. The facility is equipped with HIP systems manufactured by American Isostatic Presses, Inc. (AIP), based in Columbus, Ohio.
“Our investment in Ohio reflects our commitment to supporting [clients] with certified capacity, responsive service, and direct technical engagement,” said Tyler Persaud, general manager of ITS-Ohio. “The addition of ITS-Ohio strengthens our global network and positions us to meet growing demand across aerospace, additive manufacturing, and advanced industrial markets.”
ITS-Ohio has achieved Nadcap accreditation, AS9100D certification, and client approvals, including approval from Rolls-Royce, enabling the facility to support qualification programs and production requirements.
Press release is available in its original form here. The main image shows the shop floor at the ITS-Ohio facility in Mount Vernon, Ohio. Image Credit: ITS-Ohio