



News from Abroad: Steel, Aluminum, and Production Expansion
In today’s News from Abroad installment, we highlight several major global developments — from a new integrated steel complex in Vietnam and specialty steel production growth in Sweden to aluminum smelter upgrades in Norway and the startup of a high-capacity steel production line in China — reflecting continued efforts to expand output, improve efficiency, and strengthen industrial supply chains through advanced thermal and metallurgical processing technologies.
Heat Treat Today partners with two international publications to deliver the latest news, tech tips, and cutting-edge articles that will serve our audience — manufacturers with in-house heat treat. Furnaces International, a Quartz Business Media publication, primarily serves the English-speaking globe, and heat processing, a Vulkan-Verlag GmbH publication, serves mostly the European and Asian heat treat markets.
Steelmaking Partnership Expands Production Capabilities

“VinMetal, the steel manufacturing arm of Vingroup, has partnered with Primetals Technologies to create a large integrated steel complex in Ha Tinh, Vietnam.”
“Primetals will serve as the technology integrator and execute a pre-engineering package for the full scope of equipment, enabling early preparations for civil work.”
Read more: “VinMetal partners with Primetals for steel complex” at furnaces-international.com.
Investment Expands Aluminum Smelter Capacity

“Alcoa Corporation will invest $65 million at its Mosjøen smelter, Norway. It plans to expand foundry production capabilities to include recycled content in the casting process at the facility.”
“The investment will expand and upgrade the Mosjøen casthouse, to increase production capacity by up to 75,000 metric tons.”
Read more: “Alcoa to invest $65 million in Mosjøen aluminium smelter” at furnaces-international.com.
New Quenching Line Supports Specialty Steel Growth
“SSAB has decided to invest in a new quenching and tempering (Q&T) plant in Oxelösund, which will be crucial for growth in advanced wear and protection steels such as Hardox 500Tuf and Armox.”
“‘This new quenching plant will initially increase capacity by approximately 100,000 tons, enabling us to meet the most demanding [client] requirements,’ says Per Elfgren, head of SSAB Special Steels.”
Read more: “SSAB is investing in expanding its production capacities for specialty steels” at heat-processing.com.
New Casting and Rolling Line Produces First Coil

“On May 13, after just five days from the first cast, the first coil was successfully produced at the new Arvedi ESP (endless strip production) plant from Primetals Technologies at Zhongshou Special Steel’s facilities in Luanzhou, Hebei Province, China.”
“With its 130-millimeter-thick caster, four roughing stands, and five finishing stands, it represents the most powerful and productive Arvedi ESP line installed to date in China. The plant is designed to cover a wide mix of grades ranging from low-carbon to high-strength low-alloy steels.”
Read more: “Successful Startup of Arvedi ESP Plant at Zhongshou Special Steel: The World’s Most Powerful” at heat-processing.com.

News from Abroad: Steel, Aluminum, and Production Expansion Read More »
New Furnaces Boost Vacuum Brazing Capacity
Wall Colmonoy has expanded its vacuum brazing capacity with the addition of new vacuum furnaces, supporting the production of aerospace and defense components. The investment is expected to increase capacity for vacuum brazing and vacuum heat treating operations involving stainless steel and nickel-alloy heat exchanger cores and other high-temperature assemblies.
The expansion includes two TITAN H6 vacuum furnaces supplied by Ipsen. One furnace has been installed at Wall Colmonoy’s Oklahoma City facility, while a second unit is scheduled for installation at the company’s Cincinnati location this summer.
The 2-bar vacuum furnace recently installed at the Oklahoma City features a 36″ x 48″ x 36″ graphite hot zone, a 3,000-pound load capacity, a maximum operating temperature of 2400°F (1315°C), and ±10°F temperature uniformity. Designed for high-vacuum brazing, the furnace supports consistent processing of critical components while increasing capacity to meet growing demands.

Vice President / General Manager, Aerospace and Defense Division
Wall Colmonoy
“Due to rapidly increasing stainless steel/nickel alloy heat exchanger core production, we needed to expand high-temperature vacuum brazing capacity,” said John Mars, vice president and general manager for Wall Colmonoy, Aerospace and Defense Division. The Oklahoma City expansion is part of a broader effort to strengthen heat treating and brazing capabilities across Wall Colmonoy’s operations.
Press release is available in its original form here.
New Furnaces Boost Vacuum Brazing Capacity Read More »

AP60 Upgrade Increases Aluminum Smelting Capacity
Rio Tinto has begun commissioning a major expansion of its AP60 aluminum smelter technology in Quebec, increasing primary aluminum production capacity and supporting North American supply for transportation, construction, electrical, and consumer goods markets. The project centers on aluminum smelting, a high-temperature thermal processing operation that converts alumina into primary aluminum through electrolytic reduction.
The USD$1.5 billion expansion at the Complexe Arvida facility adds 96 new AP60 smelting pots and is expected to be fully operational by the end of 2026. Once complete, the project will increase production capacity by approximately 160,00 metric tons annually, bringing total AP60 output to 220,000 metric tons of primary aluminum per year. The startup process began in March.
The AP60 technology was developed by the company’s research and development teams and, when combined with hydropower used at its Canadian operations, generates one-sixth of the greenhouse gas emissions per ton of aluminum compared with the industry average. The expansion also supports the transition to carbon-free aluminum electrolysis technology being developed through the ELYSIS partnership.

Chief Executive
Rio Tinto Aluminium & Lithium
“For 100 years, Quebec has been at the heart of the aluminum industry, and with AP60, Rio Tinto is now strongly positioned for decades to come,” said Jérôme Pécresse, chief executive of Rio Tinto Aluminium & Lithium. He added that the expanded smelter is expected to reduce carbon emissions by up to 90% in fine particulate matter compared with the older Arvida smelter.
Rio Tinto said the AP60 expansion, together with a planned aluminum recycling center at Arvida, will more than offset production losses associated with the closure of older potrooms at the site. The project supported more than 1,500 jobs during peak construction and is expected to directly support approximately 100 permanent positions.
Press release is available in its original form here.
Main image shows Rio Tinto’s AP60 smelter in Saguenay — Lac-Saint-Jean, Quebec Canada. Image Credit: Rio Tinto
AP60 Upgrade Increases Aluminum Smelting Capacity Read More »

12-Foot Vacuum Furnace Expands Titanium Processing Capacity
Solar Atmospheres, a North American commercial heat treating company, has expanded its vacuum heat treating and titanium processing capabilities with the commissioning of a new vacuum furnace designed for hydriding and dehydriding (HDH) of titanium as well as a range of thermal processing applications. The addition is expected to increase capacity for titanium processing and vacuum heat treating operations, including annealing, stress relieving, solution treating, and aging.
The company recently commissioned the a new 12-foot horizontal vacuum furnace at its Eastern Pennsylvania facility. The furnace was designed primarily for HDH processing of titanium but can also perform the vacuum heat treating processed commonly used throughout the company’s client base.
The furnace features a 54″ x 54″ in x 144″ in working zone and is equipped with a 15,000-pound conventional load car arrangement. Additional features include a 300 HP external forced cooling system with variable frequency drive (VFD) control, Solar Manufacturing‘s Polaris control system, and dual mechanical pumping systems.

Vice President of Sales
Solar Atmospheres
“This new furnace adds much-needed capacity to support growing HDH demands,” said Mike Moyer, vice president of sales at Solar Atmospheres. “With dual mechanical pumping systems, we are able to more efficiently process larger degas loads and improve our delivery metrics.”
Moyer added that the furnace is also equipped to support the company’s existing vacuum heat treating operations. “From annealing and stress relieving to solution treating and aging, the new furnace adds considerable capacity to meet [clients’] growing demands.”
Press release is available in its original form here.
12-Foot Vacuum Furnace Expands Titanium Processing Capacity Read More »

MTI Member Profile: Cook Induction Heating Co.
For 80 years, Cook Induction Heating Co. has been a trusted partner for the aerospace, automotive, defense, mining, and oil tool industries. The company was founded in 1945 to support the induction hardening of citrus cutters in Orange County, California and has evolved over time into the go-to experts for induction heating. With induction heating as their core focus, Cook Induction Heating Co. is well known for providing high-quality engineering solutions tailored for their clients.

As a family business with decades of legacy, they take pride in their deep industry roots and multigenerational relationships with clients and partners. They are “small enough to care and big enough to deliver” on innovation, problem solving, localized treatment, precision, efficiency — and a phone that’s always answered by a person.
The company services are focused on high-precision components for aerospace, oil and gas, tooling, and defense applications, including surface hardening, tempering, and annealing, all via advanced induction methods. From supporting ventilator development projects during COVID to treating critical components for military helicopters and missile defense, Cook Induction Heating Co. takes pride in their ability to perform under pressure.
Speaking of pressure, how about treating a part for a race? The company once processed a specialized shaft for the Red Bull Racing trophy truck after it had broken during a race in Baja, Mexico. A member of the team hand-carried the broken shaft through international flights to Cook Induction Heating Co. who then worked directly with Italian engineers to process the part immediately upon arrival and returned the part via helicopter to be reinstalled in the field — all within hours. This type of high-pressure, high-impact success story is an example of their dedication and drive.
Speaking of pressure, how about treating a part for a race? The company once processed a specialized shaft for the Red Bull Racing trophy truck after it had broken during a race in Baja, Mexico. A member of the team hand-carried the broken shaft through international flights to Cook Induction Heating Co. who then worked directly with Italian engineers to process the part immediately upon arrival and returned the part via helicopter to be reinstalled in the field — all within hours. This type of high-pressure, high-impact success story is an example of their dedication and drive.
For more information:
Cook Induction Heating Co.
4925 E. Slauson Ave.
Maywood, CA 90270
info@cookinduction.com
cookinduction.com
Main image: Veteran operator Juan Garcia, with 26 years at Cook Induction, monitors the induction hardening process of a drive shaft.
MTI Member Profile: Cook Induction Heating Co. Read More »

Emissions Tool Tuned for Heat Treat Furnaces
A carbon emissions estimation tool specifically for heat treat furnaces combined physics-based furnace modeling with life cycle assessment. By revealing where emissions originate — from combustion and atmosphere gases to upstream energy sources — in this Technical Tuesday installment, Lakshmi Srinivasan and Fu Zhao, Ph.D., of Purdue University show how heat treaters can make data-driven decisions on efficiency improvements, electrification, and other decarbonization strategies.
This informative piece was first released in Heat Treat Today’s May 2026 Sustainable Heat Treat Technologies print edition.
Carbon Accountability in Heat Treatment
Heat treatment is a well-established, performance-critical step in metal component manufacturing. Today, as decarbonization pressures move up the manufacturing supply chain, the heat treat sector’s energy-intensive process heating faces scrutiny in industrial sustainability conversations.
Product carbon footprints, environmental product declarations, and life cycle assessments (LCA) have become more than just niche concerns for sustainability teams. Clients across automotive, renewable energy, and aerospace sectors are increasingly demanding process-specific, component-level emissions data that can be traced, verified, and compared. For heat treaters, that demand carries downstream accountability as carbon performance is becoming visible and increasingly factored into supply chain decisions. The requirement to measure and the pressure to decarbonize are converging.
Energy efficiency improvements, electrification, low-carbon fuel switching, and alternative furnace technologies are the principal pathways to reducing heat treat sector’s environmental footprint. Policy frameworks, client requirements, and voluntary net-zero commitments are pushing operators and OEMs alike to evaluate which of these investments deliver meaningful and cost-effective emission reductions.
Every heat treated part carries a carbon cost. Quantifying these emissions reliably and at the process level is imperative for informed decarbonization decision making.

Purdue’s Carbon Estimation Tool
Conventional carbon emissions accounting for industrial facilities relies on plant-level energy data, such as gas meter readings and utility bills, combined with standard emission factors. For legacy heat treating equipment, most instrumentation focuses on process control rather than energy or emissions measurement. These approaches produce estimates that are too rough to support product-level environmental impact or technology comparisons. Supply chain contributions of fuels, electricity, heat treat atmosphere gas generation, and furnace build need to be captured to characterize total emissions.
Standard LCA databases contain generic datasets for natural gas combustion and electricity generation but lack the data resolution needed to reflect heat treatment operations. Many associated process inputs, such as Endothermic atmosphere gas generation, have no dedicated LCA datasets.
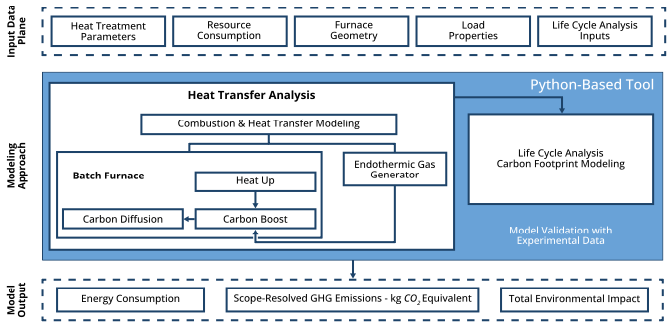
To address these gaps, a Python-based desktop GUI was developed that integrates physics-based furnace energy modeling with cradle-to-gate LCA (Srinivasan and Zhao 2025) (Figure 1). Cradle-to-gate assessment quantifies the environmental impact of a product or process across its entire supply chain, from raw material extraction through manufacturing, and follows the ISO 14040/14044 framework (International Organization for Standardization 2006a, 2006b).
The furnace energy model performs a detailed thermal analysis of a radiant-tube batch atmosphere furnace, computing heat transfer, combustion efficiency, and energy balance throughout the heat treat cycle. The energy model is solved as a function of furnace geometry, insulation, load size and properties, heat treat temperature, fuel type, and combustion properties. The model considers natural gas-fired radiant tubes with different tube shapes, orientations (vertical/horizontal), and burner configurations, as well as electric heating. Resolved energy sinks include load and fixture heating, insulation thermal storage, insulation conduction losses to surrounding environment, furnace atmospheric gas heating, and electric heating or recuperator-dependent flue-gas losses.
The LCA takes the energy and material flows produced by the furnace model and traces each through the corresponding upstream supply chain, using custom-developed life cycle inventory data.
Tool Capabilities and Applications
The tool is designed to answer these questions: Where do emissions come from in a heat treat cycle? What drives them? What actions will reduce them most effectively?
What the tool computes:
- Energy consumption per heat treat cycle, resolved by phase: heat-up, soak, diffusion
- Full scope-resolved carbon footprint: Scope 1, 2, and 3 emissions per cycle
- Life cycle environmental impact metrics: global warming potential, smog formation related to NOx from burners, ecotoxicity, and particulate matter formation
- Gas-fired vs. electric furnace emission performance under identical process conditions
- Emissions sensitivity to key process and design parameters: operating temperature, furnace size and insulation, load density, preheating, and burner configuration
Where it can be applied:
- Establishing a process-level emissions baseline for a specific furnace and recipe
- Generating inventory data for product carbon footprints and environmental product declarations
- Supporting Scope 1, 2, and 3 disclosures under GHG Protocol and EPA reporting frameworks
- Evaluating electrification decisions against regional grid carbon intensity
- Benchmarking emissions across competing furnace technologies for equivalent metallurgical outcomes
The sensitivity module enables operators and engineers to identify the dominant drivers of emissions and evaluate decarbonization options systematically. Burner configurations spanning non-recuperative, plug-in recuperative, and self-recuperative designs are evaluated through a combustion model that resolves chemical kinetics, tube temperatures, and emissions.
Heat distribution is computed on a per-surface basis using 3D Monte Carlo-based radiative view factors across the full furnace enclosure. Users can specify insulation material and thickness independently for each furnace wall, choosing from an extensive built-in material library.
Atmospheric gas contributions, such as Endothermic gas generation, nitrogen supply, and life-cycle amortized refractory materials, are included in the inventory.
Current model predictions are validated against instrumented industrial furnace data, with total cycle energy consumption within 5% of measured values from a well-maintained atmospheric furnace.
Emissions from a Carburizing Operation
Gas carburizing is selected to demonstrate tool results as a representative case for high-temperature, extended cycle time operations in preheated atmosphere-controlled industrial furnaces. The process requires a supply of externally generated Endothermic gas, which is an energy-intensive input with its own upstream footprint. What is true of carburizing in carbon accounting terms is broadly true of any thermochemical, atmosphere-controlled furnace process. The tool is built to accommodate the full range of heat treatment operations at various temperatures.
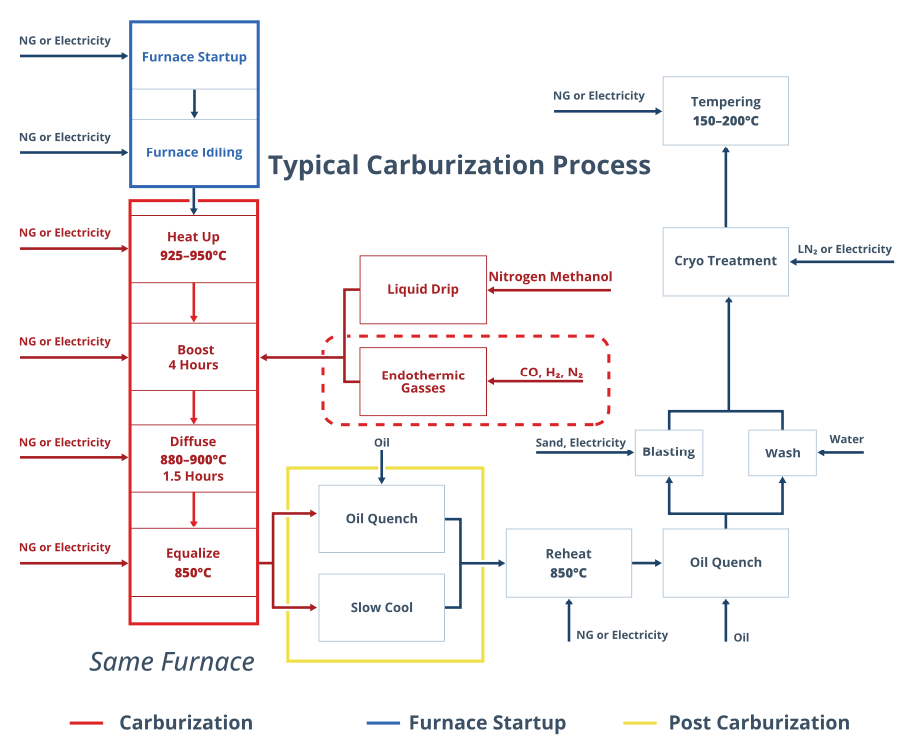
The carburizing system boundary encompasses the batch atmosphere furnace and all associated energy and material inputs from heat-up, carbon boost, diffuse and equalize phases (Figure 2). Endothermic atmosphere gas generation is included within the boundary, covering both the heat demand of the generator retort and the natural gas consumed as a chemical reactant.
Tracing emissions from a carburizing operation requires a structured accounting framework: the sources are multiple, and each contributes differently to the total footprint.
- Scope 1 covers direct emissions from on-site combustion: the natural gas burned in radiant tube burners and the Endothermic gas generator retort, plus spent atmosphere gas vented to the atmosphere at cycle end.
- Scope 2 covers indirect emissions from purchased electricity consumed by heating elements, circulation fans, quenching systems, and attached auxiliary equipment.
- Scope 3 captures everything upstream of the facility fence: the carbon embedded in the natural gas supply chain before it reaches the burner, the emissions associated with producing the Endothermic atmosphere gas, the embodied emissions in furnace construction and insulation materials, and the upstream footprint of nitrogen supply for purging and idling.
In a representative batch furnace carburizing cycle, direct natural gas combustion constitutes the dominant share of total greenhouse gas emissions (Figure 3).
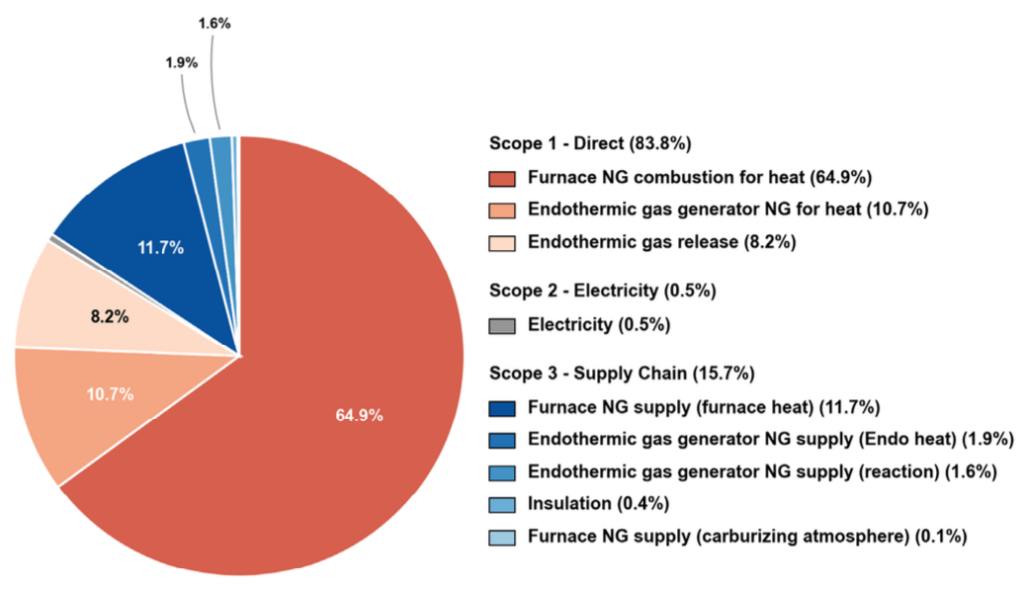
However, a significant share of total emissions originates from sources beyond the furnace burner and what the gas meter captures. These fall under two distinct categories.
Endothermic atmosphere gas generation and usage are carbon intensive. This includes the heat demand of the generator retort, the natural gas consumed as a chemical reactant, the upstream Scope 3 emissions from the natural gas supply chain, and the burn-off of spent atmosphere gas at cycle end. That burn-off is a direct Scope 1 release: the principal constituents of Endothermic gas are CO and H2, both combustible. They are oxidized through a flame screen or exhaust stack as the inner chamber and vestibule door open between cycles.
Upstream supply chain emissions for furnace fuels and infrastructure constitute the second category. This includes the carbon embedded in natural gas extraction, processing, and pipeline delivery before it reaches the facility fence, plus the embodied carbon in furnace insulation and refractory materials amortized over the furnace lifetime.
Electric vs. Gas-Fired Carburizing? Depends on Where You Plug In
An electric furnace is modeled as a direct retrofit replacing gas burners with an electric heating setup. Existing tubes are repurposed as resistive heating elements, controlled by an SCR/variable reactance transformer (VRT). Furnace size, insulation, tube geometry, and carburizing operation remain unchanged, enabling a direct, like-for-like comparison between electric and natural gas atmospheric furnaces. The modeled energy analysis shows a reduction of slightly over 25% in total energy consumed to meet the same process heat demand. This is attributable to the elimination of flue gas exhaust losses inherent to combustion-based heating.
Energy efficiency, however, does not translate directly to carbon efficiency. Under current U.S. average grid conditions, the electric furnace produces about 20% more emissions than a natural gas furnace. The electricity carbon intensity is derived from Ecoinvent 3.12 life cycle emissions, which account for upstream contributions across the full electricity supply chain. This includes fuel extraction, power plant construction, transmission infrastructure, and distribution losses, making these the appropriate basis for ISO-compliant LCA.
A direct grid carbon intensity factor, such as eGRID 2023, captures only emissions at the point of generation (Figure 4). On this basis alone, the electric furnace produces approximately 6.5% more emissions per cycle than the gas-fired baseline.
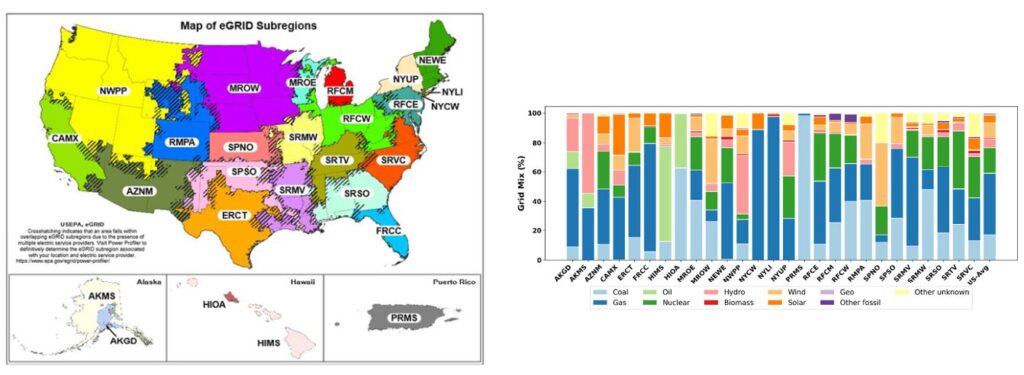
The carbon performance of an electric furnace is largely determined by the grid that powers it rather than by the heating equipment. In low-carbon grids such as CAMX (California), electrification delivers clear reductions. In coal- and gas-heavy regions such as MRO (Midwest Reliability Corporation) and RFC (Reliability First Corporation), electric furnaces produce emissions that exceed the gas-fired case by a considerable margin. National-average factors applied without regional context can produce directionally incorrect conclusions.
Expanding the Boundary: Furnace Idling and Quenching
Total greenhouse gas emissions increase by an average of 18% on expanding the system boundaries to account for integral quench operations and the nitrogen supply required for furnace purging and idling between cycles. Quenching is not thermally dominant, but the oil quench pump operates continuously, making it an electrically persistent load that accumulates over a production shift.
Nitrogen purging assumes five furnace volumes per cycle, and the associated emissions are highly source dependent. The carbon intensity of nitrogen supply varies significantly by delivery method. Cryogenic and compressed gas delivery systems have comparable and substantially higher upstream footprints than on-site alternatives. Liquefaction, compression, and transportation energy drive emissions from off-site nitrogen production. By contrast, on-site pressure swing adsorption produces nitrogen locally using only compression energy and carries roughly one-third of the emissions intensity of delivered alternatives.
For facilities operating continuous production schedules with frequent purge cycles, nitrogen source selection is a discrete decarbonization lever with a direct, quantifiable impact on total cycle emissions.
Conclusion
This tool provides a reliable, process-level method for the heat treat industry to engage with carbon emissions quantification. A complete LCA reveals that process heating accounts for two-thirds of total carburizing emissions in a natural gas-operated batch furnace. Endothermic gas and upstream supply chain emissions contribute to the rest. Matching furnace size to load is an immediately actionable and directly quantifiable decarbonization lever. The tool evaluates the emissions impact of electrification as a function of regional grid carbon intensity and accommodates a range of flexible batch furnace sizes and temperatures, quantifying each variable’s contribution to the total process carbon footprint.
About the Research: This research was conducted under the sponsorship of the Purdue Heat Treating Consortium. The computational tool and associated findings are available to current consortium members. For more details, please contact the authors.
References
International Organization for Standardization (ISO). 2006a. Environmental Management—Life Cycle Assessment—Principles and Framework. ISO 14040:2006. Geneva, Switzerland.
International Organization for Standardization (ISO). 2006b. Environmental Management—Life Cycle Assessment—Requirements and Guidelines. ISO 14044:2006. Geneva, Switzerland.
Srinivasan, L., and F. Zhao. 2025. “Quantifying Carbon Footprint in Industrial Heat Treatment Processes Through Life Cycle Assessment.” Proceedings of the ASME International Manufacturing Science and Engineering Conference (MSEC 2025) 89022. https://doi.org/10.1115/MSEC2025-155425.
U.S. Environmental Protection Agency (EPA). 2023. “Emissions & Generation Resource Integrated Database (eGRID).” https://www.epa.gov/egrid.
Wernet, G., C. Bauer, B. Steubing, J. Reinhard, E. Moreno-Ruiz, and B. Weidema. 2016. “The ecoinvent Database Version 3 (Part I): Overview and Methodology.” The International Journal of Life Cycle Assessment 21 (9): 1218–1230. http://link.springer.com/10.1007/s11367-016-1087-8.v
About the Authors:

Ph.D. Candidate in Mechanical Engineering
Purdue University
Lakshmi Srinivasan is a Ph.D. candidate in Mechanical Engineering at Purdue University, specializing in life cycle assessment, energy modeling, and decarbonization pathways for industrial and transportation applications.
Professor, School of Mechanical Engineering and the School of Sustainability Engineering and Environmental Engineering
Purdue University
Fu Zhao, Ph.D., is Professor in the School of Mechanical Engineering and the School of Sustainability Engineering and Environmental Engineering at Purdue University. His research integrates life cycle assessment, techno-economic analysis, recycling and circular economy strategies for critical materials and energy systems.
For more information: Contact Lakshmi Srinivasan at lsriniv@purdue.edu and Fu Zhao at fzhao@purdue.edu.
Emissions Tool Tuned for Heat Treat Furnaces Read More »

Powder Metallurgy Press Strengthens Titanium Component Production
IperionX has commissioned new powder metallurgy equipment to expand U.S. titanium component manufacturing capacity, supporting the production of near-net-shape parts for defense, aerospace, and industrial applications. The technology forms titanium preforms that can be sintered and forged into finished components, increasing production flexibility and supporting high-volume manufacturing pathways.
The company announced the commissioning of a 300-ton, six-axis SACMI powder metallurgy press at its Titanium Manufacturing Campus in South Boston, Virginia. The press triples IperionX’s existing powder metallurgy capacity and expands the range of titanium components that can be manufactured domestically using its powder metallurgy technologies.

The SACMI press provides higher compaction force, multi-axis movement, improved repeatability, and enhanced geometry control compared with conventional uniaxial pressing systems. These capabilities are intended to support programs requiring more complex component designs, tighter process control, and higher-volume production.
The press utilizes titanium powder produced through IperionX’s HAMRTM titanium process and forms neat-net-shape titanium preforms that can then be sintered and forged using the company’s HSPTTM process. Components targeted by the manufacturing platform include fasteners, gears, brackets, actuators, and other titanium parts used in defense, aerospace, industrial markets.

CEO
IperionX
Source: IperionX
The six-axis press is capable of up to 24 pressing cycles per minute, equivalent to approximately 11 milion single-cavity parts annually under operation assumptions. The system is also designed to integrate with additional HSPT furnace capacity expected to arrive in June to support customer qualification, low-rate initial production, and the continued scale-up of titanium component manufacturing.
“Titanium is a critical material, but its use has often been limited by cost and supply chain challenges. By combining our U.S.-sourced titanium powder, patented HAMRTM process, powder metallurgy pressing, and HSPTTM sintering and forging, IperionX is building a more scalable platform for domestic titanium manufacturing,” said Anastasios (Taso) Arima, CEO of IperionX.
Press release is available in its original form here. For additional context, watch a short video from IperionX discussing the newly commissioned powder metallurgy press and its planned role in scaling titanium component production embedded above.
Powder Metallurgy Press Strengthens Titanium Component Production Read More »

Fringe Friday: Mechanical Prosthetic Design Challenges Industry Norms
We’re celebrating getting to the “fringe” of the weekend with a Heat Treat Fringe Friday installment: a Q&A between Bethany Leone, managing editor at Heat Treat Today and Fergal Mackie, founder and CEO of Metacarpal, on the development of a fully mechanical prosthetic hand engineered for demanding real-world environments. This discussion highlights the role of precision machining, material selection, Aluminum 7075, and surface engineering in developing lightweight, durable systems designed to withstand harsh daily use.
While not exactly heat treat, “Fringe Friday” deals with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing.
A Solution to Address Real-World Challenges
Experiences from users working in demanding environments helped shape the development of the GEM, a fully mechanical bionic hand from Metacarpal designed to prioritize durability, maintainability, and adaptive gripping functionality. From construction sites to commercial kitchens, these real-world applications reinforced the need for a prosthetic system capable of withstanding harsh conditions without relying on electronics vulnerable to failure.
The Engineering Behind the Prosthetic

Founder & CEO
Metacarpal
In the following Q&A, Heat Treat Today managing editor Bethany Leone speaks with Fergal Mackie, founder and CEO of Metacarpal, about the materials, mechanical engineering, manufacturing methods, and surface treatments behind the development of the GEM prosthetic hand.
Bethany Leone: What shortcomings in existing prosthetics did the GEM aim to overcome?
Fergal Mackie: Currently, around half of prosthetic hands are rejected — this reality has plagued upper-limb prosthetics for a long time. The Metacarpal GEM addresses several critical shortcomings that drive prosthetic abandonment rates.
While myoelectric/robotic devices have shown promise, despite 30 years of intensive research, even the most expensive devices are still rejected at a high rate.
For many users, particularly heavy-duty users, electronic systems present problems including battery dependency, sensor failures from sweating, response delays, and high costs. These systems require complex calibration, intensive training periods, and frequent maintenance that disrupts patient care. Many users struggle with inconsistent muscle signals needed for electronic control. I encountered users who described using expensive electronic devices as paperweights or permanently attached to hairdryers because these were the only reliable uses they found. These are devices that often cost upwards of $100k.
Traditional mechanical hooks controlled by body-motion remain the most popular prosthetic hand in the world. This is a design that has not changed in around 150 years. Research shows 74% of military veterans prefer body-powered solutions for their reliability and feedback. They are inherently functional, robust and reliable, however, limited to a single grip and their appearance is often stigmatized, particularly for new amputees.

GEM is the first fully mechanical bionic hand. It bridges the gap between the practicalities of traditional hooks, and expensive electronic hands that offer features but lack reliability. It pairs the most desirable features of the robotic hands, however, for the first time, fully controlled and powered by body motion. This mechanical design brings unparalleled reliability and durability.
Electronic prosthetics typically fail in wet, dusty, or extreme temperature conditions where many users work. Construction workers, mechanics, and others in physically demanding occupations need devices that function reliably in challenging environments without electronic vulnerabilities. One construction worker I met had burned through a dozen robotic hands in fifteen years, eventually returning to using a hook because nothing else could survive a construction site.
The device addresses the estimated 50% of amputees who choose not to use current prosthetic options due to functional limitations, reliability concerns, comfort issues, weight problems, and poor fit that make existing solutions impractical for daily use. According to the Journal of Hand and Microsurgery, upper limb loss affects more than half a million individuals in the United States, with estimates that those numbers may double by the year 2050.
Bethany Leone: What design criteria shaped the development of the GEM?
Fergal Mackie: The Metacarpal GEM design centers on force reduction and mechanical reliability to address the primary reasons users abandon prosthetic hands. I engineered the device to operate below 38 Newtons of force, the research-established threshold that prevents fatigue in both men and women during extended use. This force reduction represents the most critical design constraint I solved.
Our patented Reactive Grasp Technology uses 13 pulleys to achieve five-finger adaptive grasping through purely mechanical means. Each finger moves independently, allowing the hand to conform to object shapes rather than closing simultaneously like conventional devices. This mechanical advantage system reduces operational force while providing immediate proprioceptive feedback through the harness system, functioning like a bike brake where users have direct connection to the grip and can feel the force they’re applying.
The device weighs less than one pound yet supports 110-pound carry loads and 198-pound vertical push forces. I achieved this strength-to-weight ratio through high-quality materials selected for durability, with minimal maintenance required. The waterproof design eliminates electronic vulnerabilities that cause failures in wet, dusty, or extreme temperature conditions.
Users access three distinct grip patterns by rotating the thumb position: lateral grips for flat items like phones or books, power grips for heavy lifting, and pinch grips for detailed tasks. This multi-grip functionality, without electronics, sets the GEM apart from traditional body-powered hands that offer only a single fixed grasp.



The most challenging performance constraint involved creating multi-articulation through mechanical systems alone. While electronic hands achieve multiple grip patterns through motors and sensors, I had to engineer purely mechanical solutions that provide sophisticated functionality without complexity. The pulley system that enables independent finger movement while maintaining force feedback required extensive engineering to balance functionality with reliability. Field serviceability became an unexpected advantage when an early trialist working in an Italian restaurant could disassemble, clean, and restore full functionality after flour contamination without having to ship the device back to the manufacturer.
Research shows that only 3% of major amputations involve the upper extremity, yet these users face unique challenges with device satisfaction and daily use compared to lower extremity amputees.
Bethany Leone: How does the GEM compare to a biological hand in terms of durability and environmental resistance?
Fergal Mackie: The Metacarpal GEM delivers measurable performance that exceeds many biological hand capabilities in specific areas. Each finger can support 22 pounds directly on the tip, and around 90 pounds at the finger base. It does this, without flexing the wrist or any of the natural body impulses that would lower the impact making it much stronger than any natural hand in many respects.
GEM maintains full functionality when exposed to water, dust, extreme temperatures, and chemical spills that would damage electronic systems. Construction workers and mechanics use the device in environments where electronic prosthetics fail completely.
Environmental resistance represents a key performance advantage. The GEM functions in wet conditions where electronic prosthetics typically fail, dusty environments that interfere with sensors, and temperature extremes that affect battery performance. This reliability enables users to maintain consistent performance across work and recreational activities.
The hand is designed with a metal solid skeleton that supports a soft exterior — inspired by the design of a natural hand. Then, using cables, the fingers and thumb are actuated, again, similar to the role of tendons of a hand.
However, when a natural hand is scratched or bruised, it has a unique advantage: it will heal over time. While this is something we have not yet achieved, the fingers and soft covers can be simply replaced in minutes, making good-as-new restoration possible.
Bethany Leone: What materials are used in the prosthetic?
Fergal Mackie: GEM is made primarily from machined Aluminum 7075, or “aircraft aluminum,” from the central chassis to the fingers. This builds a rigid skeleton that is strong yet extremely lightweight. We then use stainless steel parts with bronze bushings for hardwearing, low-friction surfaces. We selected a mixture of aluminum bronze and phosphor bronze throughout the hand, depending on the specific strength requirement of the part.
It then pairs this with a flexible TPU cover. The flexible material allows this part to be made as a single part that physically wraps around the hand. Then, for gripping surfaces, we opt for nitrile rubber that is equally durable and high friction.
Bethany Leone: What manufacturing methods were critical to the device?
Fergal Mackie: The hand is made from custom-machined parts, primarily milling operations, for all major components. Tolerances go as low as 8 microns! This is to aid with critical running surface contacts that ensure the product’s longevity over years of use, preventing any further finger stiction.
The only tooled parts are the finger grips. Because they are common across all fingers, these are compression molded for their uniformity and are less tolerant than sensitive components.
The most complex part to make is actually the cables in the hand. This took years of testing to fully understand and is now a crucial part of Metacarpal’s IP. We are able to manufacture loops of cable made from the world’s longest fibers that are then cyclically pre-stretched within a millimeter of accuracy to the cable’s final length, where adjustment mechanisms accommodate the specific cable lengths.
These parts arrive at our design and manufacturing facility in the National Robotarium in Edinburgh, Scotland. Here, each component is carefully assembled into each hand. First, going through inspection, storage, assembly, burn-in, factory acceptance testing, and then sent for sale.
Bethany Leone: What thermal or surface treatments were important to the design?
Fergal Mackie: Because the GEM is to be used in all environments, surface treatments are very important to prevent corrosion, especially when in contact with different metals. All aluminum parts are anodized, and all exposed parts use type 3 hard anodizing for an incredible rugged finish.
While that is the majority of surface treatments used, we do have an array of parts for a new product, yet unreleased, that will require extensive hardening processes to get the necessary properties.
Bethany Leone: What design decisions challenged industry norms?
Fergal Mackie: The Metacarpal GEM challenges fundamental industry assumptions about prosthetic hand design by achieving multi-articulation through purely mechanical means rather than electronic systems. While the prosthetics industry has moved toward adding sensors, processors, and complex electronics to improve functionality, Metacarpal reimagined the entire approach through mechanical engineering innovation.
The device breaks industry norms by delivering sophisticated grip patterns without batteries, sensors, or electronic components that typically define advanced prosthetic hands. The patented Reactive Grasp Technology uses 13 pulleys to enable five-finger adaptive grasping, providing functionality that rivals electronic systems through mechanical solutions alone.
Force reduction represents another departure from industry standards. The GEM operates below 38 Newtons of force while traditional body-powered hands often exceed this threshold, causing user fatigue and abandonment. This engineering approach prioritizes user comfort over conventional design assumptions about acceptable operational forces.
The immediate fitting philosophy challenges clinical workflows that typically require extensive training periods and complex calibration processes. The device functions immediately upon fitting, reducing the time and complexity prosthetists face with traditional prosthetic solutions.
Environmental durability standards exceed industry norms through waterproof design that functions in conditions where electronic prosthetics fail. Construction workers and mechanics use the device in wet, dusty, and extreme temperature environments that would damage conventional electronic systems.
The design philosophy represents a paradigm shift from the industry assumption that more technological features equal better performance. The GEM demonstrates that breakthrough innovation comes from rethinking fundamental approaches rather than adding complexity.
Bethany Leone: What are Metacarpal’s plans for future innovation, either of this design or an adjacent design?
Fergal Mackie: We’re currently working on creating add-on solutions that expand the functionality of GEM even further, making the product even more valuable. We’re also working on expanding the patient population that can access GEM with optimal solutions by developing a suite of add-ons that optimize the hand for different levels of amputation. Every patient has a unique limb difference and associated difference designs and associated issues and it is crucial that Metacarpal meet these. This includes more sizes, pediatric designs and colors so that each prosthetic is personal.
Fringe Friday: Mechanical Prosthetic Design Challenges Industry Norms Read More »

Strip Casting Systems Support Magnet Production
New strip casting systems for rare-earth magnet manufacturing are expected to support thermal processing operations tied to neodymium-iron-boron (NdFeB) magnet production in the U.S., serving industries including energy, electronics, automotive, and defense. The systems are designed for vacuum metallurgy applications involving high-temperature melting and casting processes used in advanced materials manufacturing.

Strip is a critical upstream step in the production of NdFeB magnets and other high-performance permanent magnets. The process rapidly solidifies molten alloy into thin strips, forming feedstock that is further processed into high-performance magnets used in electric motors, precision actuators, and other advanced technologies. The equipment, intended for strip casting operations used in the production of rare-earth magnetic materials, is being supplied by Retech, a division of SECO/WARWICK Group focused on vacuum metallurgy and metal processing technologies.
In high-performance magnet applications, precise system atmospheric control, casting cooling rate, and thermal control during solidification directly impact downstream magnetic properties. For this reason, Retech strip casters are designed to provide stable, repeating operating conditions over sustained production cycles.

President
Retech
“Advanced magnet manufacturing depends on precision at every stage of the process,” said Earl Good, president of Retech. “Our strip casting systems are built to provide the rapid cooling rates that achieve the grain structure necessary for producing magnets that maintain superior magnetic properties, even at high temperatures. These systems will support long-term domestic supply growth.”
Retech’s strip casting platforms can be integrated into larger melt and materials handling systems, supporting continuous industrial workflows rather than isolated batch processing. The equipment supplied in this case reflects ongoing investment in domestic magnet production capacity, as manufacturers work to strengthen U.S.-based supply chains for critical materials.
Press release is available in its original form here.
Strip Casting Systems Support Magnet Production Read More »