To create a durable and corrosion resistant barrel, guns in the 19th century were made with blackening, a process related to heat treat. This application also increased the general look, reduced light reflection, and increased wear resistance in general.
This best of the web will cover general blackening of ferrous metals and summarize key points about nitriding and nitrocarburizing with blackening.
An excerpt:
"There are three types of blackening in common use: Caustic Black Oxidizing, Room Temperature Blackening and Low-temperature Black Oxide."
Over the past year, we’ve seen numerous new technologies in the way of research, new partnerships, and conversations throughout the industry. So in honor of today being #NationalTechnologyDay, we’re sharing an original content article about just several of these new technologies that are changing the work of heat treaters across North America.
Research
Using HIP to Advance Oregon Manufacturing Innovation Center Programming– “‘Today’s globally competitive manufacturing industry demands rapid innovations in advanced manufacturing technologies to produce complex, high-performance products at low cost,’ observes Dr. Mostafa Saber, associate professor of Manufacturing & Mechanical Engineering Technology at Oregon Tech.”
College Students Implement a NEW Heat Treat Solution with Induction? – “‘We were in shock,’ Dennis admitted, ‘because we didn’t expect it to [work].’ The expectation, Dennis continued, was that something would go wrong, like the lid would not be able to clamp down, or the container would leak.”
The Age of Robotics with Penna Flame Industries – “The computerized robotic surface hardening systems have revolutionized the surface hardening industry. These advanced robots, coupled with programmable index tables, provide an automation system that helps decrease production time while maintaining the highest quality in precision surface hardening.”
Heat Treat Radio: Five experts (plus Doug Glenn) discuss hydrogen combustion in this episode. An easily digestible excerpt of the transcript circulated by Furnaces Internationalhere and is available to watch/listen/read in full for free here.
Heat Treat Radio: Get on-the-ground projections of what technologies Piotr Zawistowski believes will be bringing in the future. Watch/listen/read in full here
Heat Treat Radio: HIP. The Revolution of Manufacturing, that is, according to Cliff Orcutt. Watch/listen/read in full here
Heat Treat Radio: Will indentation plastometry find its way into North America? If you’ve been listening to James Dean, it seems like it already has. Watch/listen/read in full here
Heat Treat Radio: Fluxless inert atmosphere induction brazing. That’s a mouthful! But what is it? Watch/listen/read in full here
Welcome to another Technical Tuesday for 18 hard-hitting resources to use at your heat treat shop. These include quick tables, data sets, and videos/downloadable reports covering a range of heat treat topics from case hardening and thermocouples to HIPing and powder metallurgy.
Defining Terms: Tables and Lists
Table #3 Suggested Tests and Frequencies for a Polymer Quench Solution (in article here)
Case Hardening Process Equipment Considerations (bottom of the article here)
Two simulations of a moving billet through heating systems (in article here)
Fourier’s Law of Heat Conduction (in article here)
Webinar on Parts Washing (link to full webinar at the top of the review article here)
Materials 101 Series from Mega Mechatronics, Part 4, Heat Treatment/Hardening here
Heat Treat TV: Press-and-Sinter Powder Metallurgy here
BONUS: 39 Top Heat Treat Resources
Heat Treat Today is always on the hunt for cutting-edge heat treat technology, trends, and resources that will help our audience become better informed. To find the top resources being used in the industry, we asked your colleagues. Discover their go-to resources that help them to hone their skills in the 39 Top Heat Treat Resources on this page of the September print magazine.
What's the future of ferritic nitrocarburizing and how does it compare to other hardening processes? When it comes to metal hardening, there are many variations on central processes, including recent innovations in how to apply hardening processes.
This Technical Tuesday brings you a quick overview of how hardness technologies differ, specifically nitriding and FNC, and how certain heat treaters have developed these specific hardness technologies.
Understanding the Various Hardening Processes
If you want to know the future, the best you can do is understand the past and present. Let’s begin with looking at the most common hardening processing methods. Here are a few excerpts from “Elevate Your Knowledge: 5 Need-to-Know Case Hardening Processes” by Mike Harrison, engineering manager of Industrial Furnace Systems Division at Gasbarre Thermal Processing Systems:
Read more about these 5 processes in Mike Harrison's article. Click to read.
Carburizing: “Gas carburizing is a process where carbon is added to the material’s surface. The process is typically performed between 1550-1750°F, with carburizing times commonly between 2-8 hours [this spec is disputed, and times may run up to 24 hours]; of course, these values can vary depending on the material, process, and equipment. The most common atmosphere used for atmosphere gas carburizing is endothermic gas with additions of either natural gas or propane to increase the carbon potential of the furnace atmosphere.”
Nitriding: “Gas nitriding is a process where nitrogen is added to the material surface. The process is typically performed between 925-1050°F; cycle times can be quite long as the diffusion of the nitrogen is slow at these temperatures, with nitriding times typically ranging from 16 – 96 hours or more depending on the material and case depth required. Nitriding can be performed in either a single or two-stage process and has the potential to produce two types of case, the first being a nitrogen-rich compound layer (or “white layer”) at the surface that is extremely hard and wear-resistant but also very brittle.”
Carbonitriding: “Despite its name, carbonitriding is more closely related to carburizing than it is to nitriding. Carbonitriding is a process where both carbon and nitrogen are added to the material surface. This process is typically performed in a range of 1450-1600°F [this spec is disputed, and temperatures may go up to 1650°F] and generally produces a shallower case depth than carburizing.”
Ferritic Nitrocarburizing (FNC): “In the author’s opinion, just like with carbonitriding, ferritic nitrocarburizing (FNC) is named incorrectly as it is more closely related to nitriding than it is with carburizing. FNC is a process that is still mostly nitrogen-based but with a slight carbon addition as well. The added carbon helps promote compound layer formation, particularly in plain carbon and low alloy steels that do not contain significant nitride-forming alloys. This process is typically performed in a range of 1025-1125°F with cycle times much shorter than nitriding, typically 1-4 hours.”
Low Pressure Carburizing (LPC): “Low-pressure carburizing (LPC), or vacuum carburizing, is a variation of carburizing performed in a vacuum furnace. Instead of the atmospheres mentioned previously, a partial pressure of hydrocarbon gas (such as acetylene or propane) is used that directly dissociates at the part surface to provide carbon for diffusion. After LPC, the workload is transferred to a quench system that could use oil or high-pressure gas, typically nitrogen.”
Nitriding
Learn more about the basics of hardening at Heat Treat Radio. Click to listen,
Gas nitriding, a process over 100 years old, is a hardening process that involves diffusing nitrogen into the surface of steel to create a hard, wear-resistant case. Among many benefits, the part will have enhanced fatigue properties, anti-galling properties under load, and a resistance to softening at elevated temperature. This makes it an excellent choice for the aerospace industry.
There is some recent history regarding problems related to the “white layer”. In a typical microstructure, the “white layer” is a nitrogen-rich surface layer and the diffusion layer exists beneath it.1 It is essential that the surface layer be controlled to avoid an overly brittle part. Mark Hemsath the vice president of Sales – Americas for Nitrex Heat Treating Services, elaborated on this in a Heat TreatRadioepisode:
"Doug Glenn: I assume, with all the modern day technology and whatnot, we're able to control that white layer and/or depth of nitriding layer through your process controls and things of that sort."
"Mark Hemsath: Yes. Nitriding has been around a long time, but one of the problems that they had was controlling the white layer. Because they basically would just subject it to ammonia and you kind of got what you got. Then they learned that if you diluted it, you could control it. That's with gas nitriding. Then plasma nitriding came around and plasma nitriding is a low nitriding potential process. What that means is it does not tend to want to create white layer as much. It's much easier to control when the process itself is not prone to creating a lot of white layer, unlike gas. Now, in the last 10 – 15 years, people have gotten really good at controlling ammonia concentrations. They've really learned to understand that."
"ZeroFlow nitriding is ammonia-based gas nitriding," commented Dr.Maciej Korecki, PhD Eng., vice president of the Vacuum Furnace Segment at SECO/WARWICK Group. "It is distinguished by the fact that the nitrogen potential is controlled by introducing the right portion of ammonia at the right time and only ammonia, instead of a continuous flow of a mixture of ammonia and diluent gas."
"Consequently, the ZeroFlow method uses the minimum amount of ammonia needed to achieve the required nitrogen potential and replenish the nitrogen in the atmosphere, taking into account the situation where no ammonia is supplied to the furnace at all, no flow, hence the suggestive name of the solution," he continued. "Using ammonia alone in the nitriding process, we are dealing with a stoichiometric reaction (as opposed to some traditional methods), that is, one that is uniquely defined and predictable based on the monitoring of a single component of the atmosphere. Therefore, the ZeroFlow process controls very precisely through the analyzer only one gas, obtaining an improvement in the quality and repeatability of the results compared to various traditional methods."
According to Dr. Korecki, the process is about going back to the basics of nitriding: "The inventor of the method is Prof. Leszek Maldzinski of the Poznan University of Technology, who developed the theoretical basis and confirmed it with research. Then, more than 10 years ago, a partnership between SECO/WARWICK and the Poznan University of Technology initiated a project to develop and build the first industrial furnace designed to perform the ZeroFlow nitriding processes. The furnace was launched at SECO/WARWICK's research and development department (SECO/LAB®), where the method has been implemented and validated on dozens of industrial-scale processes."
Ferritic Nitrocarburizing
This nitrogen-based process can produce a deeper compound layer than nitriding, which is great for industrial machinery applications where this deep layer is needed for increased wear resistance and the critical strengthening of a deep case depth is not essential.
FNC has gone through a technical evolution with different heat treaters in the industry developing their own unique applications with method in mind. We'll look at two recent examples: AHT's Super Ultra Ox and Bodycote's Corr-I-Dur.
Edward Rolinski Senior Scientist Advanced Heat Treat, Corp. (Source: https://www.ahtcorp.com/)
According to experts at Advanced Heat Treat Corp. (AHT), Edward Rolinski (Dr. "Glow"), Jeff Machcinski, Vasko Popovski and Mikel Woods, "Thermochemical surface engineering of ferrous alloys has become a very important part of manufacturing. Specifically, nitriding and nitrocarburizing (FNC) processes are used since their low temperature allows for treatment of finished components. They are applied to enhance the tribological and corrosion properties of component surfaces.2 In many situations, nitriding replaces carburizing even if the nitrided layer is not as thick.3 A post-oxidizing step, applied at the end of FNC, leads to significant enhancement of corrosion properties by formation of a magnetite layer (Fe3O4).
"AHT’s newly developed process, UltraOx® Hyper, results in superior wear and corrosion resistance and allows for good control of the parts’ blackness. The latter is very important when the treatment is used for firearms. While the parts’ corrosion resistance improves with nitriding alone, the additional steps in UltraOx® Hyper significantly extend corrosion resistance. AHT is committed to achieving its customers’ desired metallurgical and cosmetic results through R&D and investing in state-of-the-art equipment. These innovations allow for flexibility in these areas."
In recent news, wave energy pioneer CorPower Ocean will be using Bodycote's thermochemical treatment, Corr-I-Dur®, for CorPower’s high-efficiency WECs. Image Source: www.waterpowermagazine.com
From Bodycote, they say that their proprietary Bodycote thermochemical treatment “Corr-I-Dur® is a combination of various low temperature thermochemical process steps, mainly gaseous nitrocarburising and oxidising.”
They explain, "In the process, a boundary layer consisting of three zones is produced. The diffusion layer forms the transition to the substrate and consists of interstitially dissolved nitrogen and nitride precipitations which increase the hardness and the fatigue strength of the component. Towards the surface it is followed by the compound layer, a carbonitride mainly of the hexagonal epsilon phase. The Fe3O4 iron oxide (magnetite) in the outer zone takes the effect of a passive layer comparable to the chromium-oxides on corrosion resistant steels.
"Due to the less metallic character of oxide and compound layer and the high hardness abrasion, adhesion and seizing wear can be distinctly reduced. Corr-I-Dur® has very little effect on distortion and dimensional changes of components compared to higher temperature case hardening processes."
How to Implement?
We’ve seen a lot of development in way of nitriding and ferritic nitrocarburizing (FNC), but for many heat treaters, you inherit specific processes and traditions of accomplishing heat treatment and do not have the chance to understand how to implement each process. Read the full 21 point comparative resource at FNC vs. Nitriding
Conclusion
The more informed you are, the better decisions you can make. For example, knowing these recent developments in metal treating and hardening is sure to help you decide whether to shift directions in how you company process parts for electric vehicles, or if you are ready to expand your offerings for your aerospace clients. It is clear that each of these processes have a future all-their-own. It’s up to you to decide whether that future should be yours, too.
For more information on the basics of hardness, listen to the what, why, and how of hardening with Mark Hemsath, an expert on metal hardness and vice president of Sales – Americas for Nitrex Heat Treating Services, on this Heat TreatRadio episode with Doug Glenn, publisher of Heat TreatToday. You can also review the resources below that were referenced in today’s article.
2 “Thermochemical Surface Engineering of Steels”, Woodhead Publishing Series in Metals and Surface Engineering: Number 62, Ed. Eric J. Mittemeijer and Marcel A. J. Somers, Elsevier, 2015, pp.1-769.
3 J. Senatorski, et. al, Tribology of Nitrided and Nitrocarburized Steels”, ASM Handbook Vol 18, Friction, Lubrication and Wear Technology, ed. G. Totten ASM International, 2017, pp. 638-652.
Senatorski, J. Tacikowski, E. Rolinski and S. Lampman, “Tribology of Nitrided and Nitrocarburized Steels”, ASM Handbook Vol 18, Friction, Lubrication and Wear Technology, ed. G. Totten ASM International, 2017.
“Thermochemical Surface Engineering of Steels”, Woodhead Publishing Series in Metals and Surface Engineering: Number 62, Ed. Eric J. Mittemeijer and Marcel A. J. Somers, Elsevier, 2015, pp.1-769.
Your parts need heat treated to herculean surface hardness but with a soft, ductile core. That is to say, you are looking at case hardening processes, most likely one of these: gas carburizing, low-pressure carburizing, carbonitriding, gas nitriding, and ferritic nitrocarburizing.
Mike Harrison at Gasbarre Thermal Processing Systems brings us a Technical Tuesday article about what case hardening is and how five of the most common processes vary by (1) comparing the specific guidelines for each temp and time, (2) identifying equipment used to perform each process, and (3) providing a chart (at the end!) to understand different process considerations.
Mike Harrison Engineering Manager of Industrial Furnace Systems Division Gasbarre Thermal Processing Systems
Case hardening falls into a class of heat treatment processes that typically involve the addition of carbon and/or nitrogen to the material through solid-gas reactions at the surface followed by diffusion. These processes are performed for any number of reasons that generally include increasing strength and wear resistance, but in all cases the end result is a harder, higher-strength surface with a softer, more ductile core.
Case hardening processes can be divided into two subsets: those that include quenching to harden, such as gas carburizing, low-pressure carburizing (LPC), and carbonitriding; and those that do not include quenching, such as gas nitriding and ferritic nitrocarburizing (FNC). This article will provide a brief look into each process, the types of equipment used, and considerations for implementation.
Diffusion + Quenching Processes
These processes involve heating the workload to austenitizing temperature, which is above the upper critical temperature for the material in question, then supplying and allowing the desired element(s) to diffuse into the part surface, followed by rapid cooling (quenching) to create a phase change to martensite that strengthens the material. Tempering is then performed to create a material that has the desired final strength and ductility properties. The result is a high concentration of added elements on the surface that continually decreases through diffusion until eventually matching the same concentration as the base material; this gradient similarly produces a hardness that is higher at the surface, gradually diminishing until reaching the core. Higher alloyed steels may also see a microstructural change in the core from quenching that produces a core with higher hardness than the previously untreated material, but lower than the surface hardness produced.
Atmosphere Gas Carburizing
Gas carburizing is a process where carbon is added to the material’s surface. The process is typically performed between 1550-1750°F, with carburizing times commonly between 2-8 hours; of course, these values can vary depending on the material, process, and equipment. The most common atmosphere used for atmosphere gas carburizing is endothermic gas with additions of either natural gas or propane to increase the carbon potential of the furnace atmosphere. Common case depths achieved are around 0.005-0.040”, with deeper cases possible through a combination of longer treatment times and/or higher temperatures.
Fig. 1 – Integral quench furnace: "The atmosphere gas carburizing process can be performed both in batch and continuous equipment."
The atmosphere gas carburizing process can be performed both in batch and continuous equipment. On the batch side, traditionally an integral quench (IQ) furnace is used (Fig. 1); it consists of a heating chamber where the workload is heated and exposed to the carburizing atmosphere, then the workload is transferred to an attached quench tank for cooling. The entire furnace system is sealed and under protective atmosphere to preserve the part surface and maintain safe control of any combustible gases. For batches of large product, a pit furnace can be used for carburizing with the workload being transferred via an overhead crane into and out of the furnace to a quench tank.
For continuous processing, a belt furnace can be used. The product is placed on a belt and then progresses through the furnace at the desired temperature and atmosphere composition; the carburizing time can be varied by adjusting the belt speed through the furnace. At the end of the furnace, the parts drop off the belt into the quench tank. Then, a conveyor pulls the parts out of the tank and drops them on another belt to be washed and tempered. For continuous processing of heavier loads pusher furnaces, rotary retort, rotary hearth, and roller hearth furnaces can be used.
Fig. 2 – Endothermic gas generator: "To achieve a carburizing atmosphere endothermic gas is typically used, which is produced by an endothermic gas generator that heats a combination of natural gas and air to create a mixture that is approximately 40% hydrogen, 40% nitrogen, and 20% carbon monoxide."
To achieve a carburizing atmosphere endothermic gas is typically used, which is produced by an endothermic gas generator (Fig. 2) that heats a combination of natural gas and air to create a mixture that is approximately 40% hydrogen, 40% nitrogen, and 20% carbon monoxide. This mixture is generally considered carbon-neutral, meaning it will neither add nor deplete carbon from the surface. To increase the carbon concentration the endothermic gas needs to be enriched with a gas (typically natural gas or propane) that will help produce additional carbon monoxide, which will “boost” the carbon potential and drive carbon diffusion into the material.
A less common carburizing atmosphere comes from a nitrogen-methanol system, where nitrogen gas and liquid methanol are combined and injected into the furnace. Upon exposure to the high furnace temperature the methanol will decompose to hydrogen and carbon monoxide. Natural gas or propane additions are still required in order to provide carbon for absorption into the surface of the steel.
Low-Pressure Carburizing
Low-pressure carburizing (LPC), or vacuum carburizing, is a variation of carburizing performed in a vacuum furnace. Instead of the atmospheres mentioned previously, a partial pressure of hydrocarbon gas (such as propane or acetylene) is used that directly dissociates at the part surface to provide carbon for diffusion. After LPC, the workload is transferred to a quench system that could use oil or high-pressure gas, typically nitrogen. LPC with gas quenching can be an attractive option for distortion prone complex geometries as the cooling rates are slower than oil quenching; however, given the slower cooling rate, it becomes very important to choose a higher alloyed steel that will achieve the desired hardness.
Fig. 3 – Vacuum furnace with oil quench
LPC typically provides faster carburizing times when compared to traditional gas carburizing. This can be attributed to a more efficient reaction of the hydrocarbon gas used and to the option of using higher carburizing temperatures, typically up to 1900°F. This is made possible by the type of internal furnace construction of vacuum furnace design, although care must be taken at higher temperatures to avoid undesirable grain growth in the material. LPC also has the benefit of eliminating the potential for intergranular oxidation, since it is running in a vacuum system.
LPC is typically performed in a single-chamber vacuum furnace, with oil quenching or high-pressure gas quenching done in a separate chamber (Fig. 3). Continuous vacuum furnaces can also be used in applications that require increased throughput (Fig. 4).
Fig. 4 – Continuous vacuum furnace
Carbonitriding
Despite its name, carbonitriding is more closely related to carburizing than it is to nitriding. Carbonitriding is a process where both carbon and nitrogen are added to the material surface. This process is typically performed in a range of 1450-1600°F and generally produces a shallower case depth than carburizing. Carbonitriding is used instead of carburizing for plain carbon steels that do not contain enough alloying content to respond well to quenching, as the added nitrogen can provide a higher hardenability in the case to allow for proper hardness development.
Atmosphere carbonitriding can be performed in the same equipment as is used for carburizing. The furnace atmosphere is still typically endothermic gas-based and includes the addition of ammonia to provide the nitrogen. Vacuum carbonitriding with both hydrocarbon and ammonia additions can also be performed in the same equipment as used for vacuum hardening and low pressure carburizing.
Diffusion Only Processes
These processes involve heating the workload to a temperature below the austenitizing temperature, allowing the desired element(s) to diffuse into the part surface, then slow cooling. The increase in hardness at the material surface comes only from the addition of the diffused element(s), and not from a phase change due to quenching. As these processes are performed below the lower critical temperature (i.e., below the austenitizing range), the desired core hardness and microstructure need to be developed through a separate heat treatment prior to case hardening. Generally, the process temperature selected should be at least 50°F below any prior treatment temperatures to avoid impact to the core properties.
Gas Nitriding
Gas nitriding is a process where nitrogen is added to the material surface. The process is typically performed between 925-1050°F; cycle times can be quite long as the diffusion of the nitrogen is slow at these temperatures, with nitriding times typically ranging from 16 - 96 hours or more depending on the material and case depth required. Nitriding can be performed in either a single or two-stage process and has the potential to produce two types of case, the first being a nitrogen-rich compound layer (or “white layer”) at the surface that is extremely hard and wear-resistant but also very brittle. This compound layer depth is dependent on processing time. In the more traditional two-stage process, the case depth produces a gradient of hardness from surface to core that commonly ranges from 0.010-0.025”, with minimal white layer, typically between 0-0.0005”. Nitriding is typically performed on higher alloyed steels or steels specifically designed for the nitriding process (e.g., Nitralloy®) as it relies on the formation of nitrides to create the increased hardness, which is achieved through the use of nitride-forming alloys such as aluminum, molybdenum and chromium. Pre and post oxidation treatments can be incorporated into the cycle to achieve certain benefits. Since the process does not require quenching to harden, it has the potential of producing a product that is more dimensionally stable and may not require any post-process finishing.
Fig. 5 – Horizontal retort nitriding furnace: "Traditionally, pit furnaces have been used for nitriding as they can accommodate larger load sizes and can be easier to seal as gravity helps keep the lid sealed; however, horizontal designs have gained in popularity in recent years."
This process is most commonly performed in batch equipment; while it is possible to use a continuous furnace, keeping the ends of furnace sealed to contain the atmosphere can be challenging. Traditionally, pit furnaces have been used for nitriding as they can accommodate larger load sizes and can be easier to seal as gravity helps keep the lid sealed; however, horizontal designs have gained in popularity in recent years (Fig. 5). In either case, the furnaces are usually a single-chamber design with the load sealed inside an Inconel or stainless steel retort.
To achieve a nitriding atmosphere, ammonia (not nitrogen) is used to supply the atomic nitrogen necessary for diffusion. At the process temperatures used, ammonia does not readily dissociate on its own; rather, it dissociates when exposed to a heated steel surface (iron acting as a catalyst) into atomic nitrogen and hydrogen. To control the amount of nitrogen available for nitriding, the dissociation rate of the ammonia can be measured with high dissociation rates (high hydrogen content) providing a lower nitriding potential and low dissociation rates (low hydrogen content) leading to more nitriding potential. The depth of the compound layer can be varied through control of the nitriding potential, with higher nitriding potentials producing a thicker compound layer.
For more precise atmosphere control, an ammonia dissociator can be used to provide gas to the furnace that has already been split to dilute the atmosphere with hydrogen to more quickly achieve a high dissociation rate in the furnace. The ammonia dissociator is a heated box with a small retort inside; the ammonia is passed through this retort that contains a catalyst to promote the dissociation of the ammonia, and the resulting gas mixture is cooled and then injected into the furnace.
Ferritic Nitrocarburizing
In the author’s opinion, just like with carbonitriding, ferritic nitrocarburizing (FNC) is named incorrectly as it is more closely related to nitriding than it is with carburizing. FNC is a process that is still mostly nitrogen-based but with a slight carbon addition as well. The added carbon helps promote compound layer formation, particularly in plain carbon and low alloy steels that do not contain significant nitride-forming alloys. This process is typically performed in a range of 1025-1125°F with cycle times much shorter than nitriding, typically 1-4 hours. The compound layer produced is usually much deeper than nitriding at 0.0005-0.0012”, with case depths reaching up to 0.025”, although in many applications a case depth may be difficult to measure. FNC is usually performed instead of nitriding in applications where the deeper compound layer is needed to increase wear resistance, but the added strength of a deep case depth is not as critical.
FNC can be performed in the same equipment used for nitriding, as long as a hydrocarbon gas is available to the furnace such as carbon dioxide or endothermic gas. FNC can also be performed in an IQ furnace using a mixture of ammonia and endothermic gas; for cooling, the parts can be oil quenched or slow cooled in a top cool chamber (if equipped).
Considerations
Case hardening processes are some of the most common heat treatments performed, but each process has its own unique needs. The table below provides a summary of the considerations that need to be made when selecting the optimum process. This list is by no means exhaustive; it is encouraged to work with a furnace manufacturer familiar with each process to help select the correct process and equipment needed.
About the Author: Mike Harrison is the engineering manager of the Industrial Furnace Systems division at Gasbarre. Mike has a materials science and engineering degree from the University of Michigan and received his M.B.A. from Walsh College. Prior to joining Gasbarre, Mike had roles in metallurgy, quality, and management at both captive and commercial heat treat facilities, gaining nearly 20 years of experience in the thermal processing industry. Gasbarre provides thermal processing equipment solutions for both atmosphere and vacuum furnace applications, as well as associated auxiliary equipment and aftermarket parts & service.
For more information: Contact Mike at mharrison@gasbarre.com
How well do you know hardness processing? Can you draw the line where nitriding and ferritic nitrocarburizing (FNC) differ? In this Technical Tuesday feature, skim this straight forward data that has been assembled from information provided by four heat treat experts: Jason Orosz and Mark Hemsath at Nitrex, Thomas Wingens at WINGENS LLC – International Industry Consultancy, and Dan Herring, The Heat Treat Doctor at The HERRING GROUP, Inc.
Let us know what you think! What is the next comparison you'd like to see? What facts were you surprised by? Email Heat TreatDaily editor Bethany Leone at bethany@heattreattoday.com.
Nitriding
Descriptor
Ferritic Nitrocarburizing
480º-590C (896º-1094ºF) typical
Temperature Range
565º-590ºC (1049ºF-1094ºF) typical
Wrought and powder metallurgy materials including alloy steels (e.g., 4140), stainless steel (e.g., 304L, 420), tool steels (e.g., H11, H13) and special nitriding steels (e.g,, Nitralloy 135M, Nitralloy EZ) are typical examples. Many other steel grades are possible.
Materials Commonly Processed
Plain and medium carbon steels (e.g., 1015, 1018, 1045), alloy steels (e.g., 4140, 4340) and tool steels (e.g., H11, H13) are typical examples. Many other steels grades are possible.
Wear (as in abrasion resistance), bending, torsional and rolling contact, fatigue resistance, lubricity, and adhesive strength improvements.
Materials Commonly Processed: Why to Process Them with These Methods
Wear resistance, lubricity, fatigue, and corrosion resistance are primary benefits with improved fatigue strength and adhesive strength possible.
3-48 hours at temperature. May be up to 72 hours.
Relative Cycle Times
2-6 hours at temperature.
Pit retort furnaces and front load retort furnaces for gas nitriding, although bell retort furnaces have also been used.
Equipment Types Used for the Process
Pit retort furnaces and front load retort furnaces for gaseous ferritic nitrocarburizing. Bell retort furnaces have also been used.
Ammonia and nitrogen or ammonia and dissociated ammonia.
Atmospheres Used/Required
Ammonia and nitrogen and carbon-bearing gas such as CO2, CO, or endothermic gas.
Dies, gears, pump bodies, springs, gun barrels, shafts and pinions, pins, brake rotors and may other types of component parts produced from bar, plate, rod, forgings and castings formed by stampings, machining, rolling, forging, casting, etc.
Typical Parts Processed
Wear plates, washers, clutch plates, gas pistons, brake pistons, brake rotors, barrels, slides, differential cases and other types of component parts produced from bar, plate, rod, etc., and formed by stampings, rolling, machining, casting, etc.
Cost is often higher for gas nitriding as opposed to other case hardening processes (including FNC) based on the type of component parts run. In many cases, cost is a function of the longer cycle time and/or more labor involved.
Relative Cost Per Unit
Cost is often lower than many other case hardening processes (including gas nitriding) based on the type(s) of component parts run. In many cases, cost is a function of a shorter cycle time and/or less labor involved.
Basic specifications are easily achieved with good equipment and/or controls; difficulty increases when attempting to produce specialized layer compositions/phases.
Ease of Use/Control
Basic specifications are easily achieved with good equipment and/or controls; difficulty increases when attempting to produce specialized layer compositions/phases. Hardware/control requirements are more complicated than for nitriding when controlling for carbon potential.
It can range from very simple to medium-high depending on application.
Relative Expertise Necessary to Perform
Medium-high depending on the application. The user will want to look for clean parts, a good loading system, and PLC controlled cycle.
Aqueous (clean chemistry) including rinse/dry, vapor degreasing (clean chemistry).
Cleaning Requirements
Aqueous (clean chemistry) including rinse/dry, vapor degreasing (clean chemistry).
Time, temperature, gas flow, nitriding potential (Kn) and/or percent dissociation, hydrogen sensors.
Controls
Time, temperature, gas flow, nitriding potential (Kn), carbon potential (Kc) and oxygen potential (Ko). Hydrogen sensor and oxygen (carburizing) sensor may be used.
electric and gas-fired equipment
Fuel Source
electric and gas-fired equipment
Hardness (surface, core), case depth determination (via microhardness – typically core hardness + 50 HV), microstructure (compound and diffusion zone depths), composition, core structure, presence of absence of nitride networking (aka nitride needles), and the presence or absence of cracking or spalling of the case.
Testing Required
Hardness (surface, core), case depth determination (via microhardness – typically core hardness + 50 HV), microstructure (compound and diffusion zone depths), composition, core structure, porosity (type and depth), and the presence or absence of cracking or spalling of the case.
Warm wall plasma nitriding, as well as advances in controls, sensors, temperature uniformity, and reduced gas volumes.
Latest Advances
Black oxide, hydrogen sensors, and fast cooling techniques as well as advances in controls, sensors, and temperature uniformity.
(1) simple equipment, (2) can offer beneficial tribological changes part/metal, (3) performed after part machining, (4) little-to-no distortion.
Pros (Strengths)
(1) fast, cheap, repeatable results, (2) excellent corrosion resistance, especially with (black) oxide, (3) performed after part machining, (4) minimal distortion/almost distortion free
(1) long cycle time, sometimes a multi-day process if deep case is required, (2) effective pre-cleaning required, (3) weldability becomes reduced, (4) ammonia is used, (5) embrittlement with too much white layer.
Cons (Weaknesses)
(1) Focused on part surface, mainly with inexpensive materials, (2) effective pre-cleaning required, (3) weldability becomes reduced, (4) ammonia is sometimes a concern.
Why is parts cleaning an important step in heat treat? While a nice surface finish reflects quality, the importance of cleaning goes far beyond the aesthetic aspect. Parts cleaning can ensure against quality issues, especially when it comes to nitriding or brazing where high surface cleanliness is a prerequisite. Learn what questions you should be asking to achieve optimal parts cleaning.
This Technical Tuesday feature written by Michael Onken, market development manager at SAFECHEM, will be published in Heat TreatToday's August 2021 Automotive print edition.
Michael Onken Market Development Manager SAFECHEM SAFECHEM
There are two types of cleaning in heat treat. One is cleaning prior to hardening where residual metal working fluids on parts must be removed. Then there is cleaning after quenching. Residue oils left on parts after quenching may cause challenges in the next process steps, such as tempering.
Inadequate cleaning not only affects subsequent processes, but also parts quality. Contaminations on parts can also get into furnaces and fixtures, and thereby impact their functionalities.
Quality cleaning is costly, but necessary, if the goal is to achieve quality components. The important questions are: What cleaning solution should I choose? Is water-based cleaning better, or rather solvent cleaning? The answer is that it depends. We have briefly outlined 4 key questions you should consider.
What are your cleaning quality requirements?
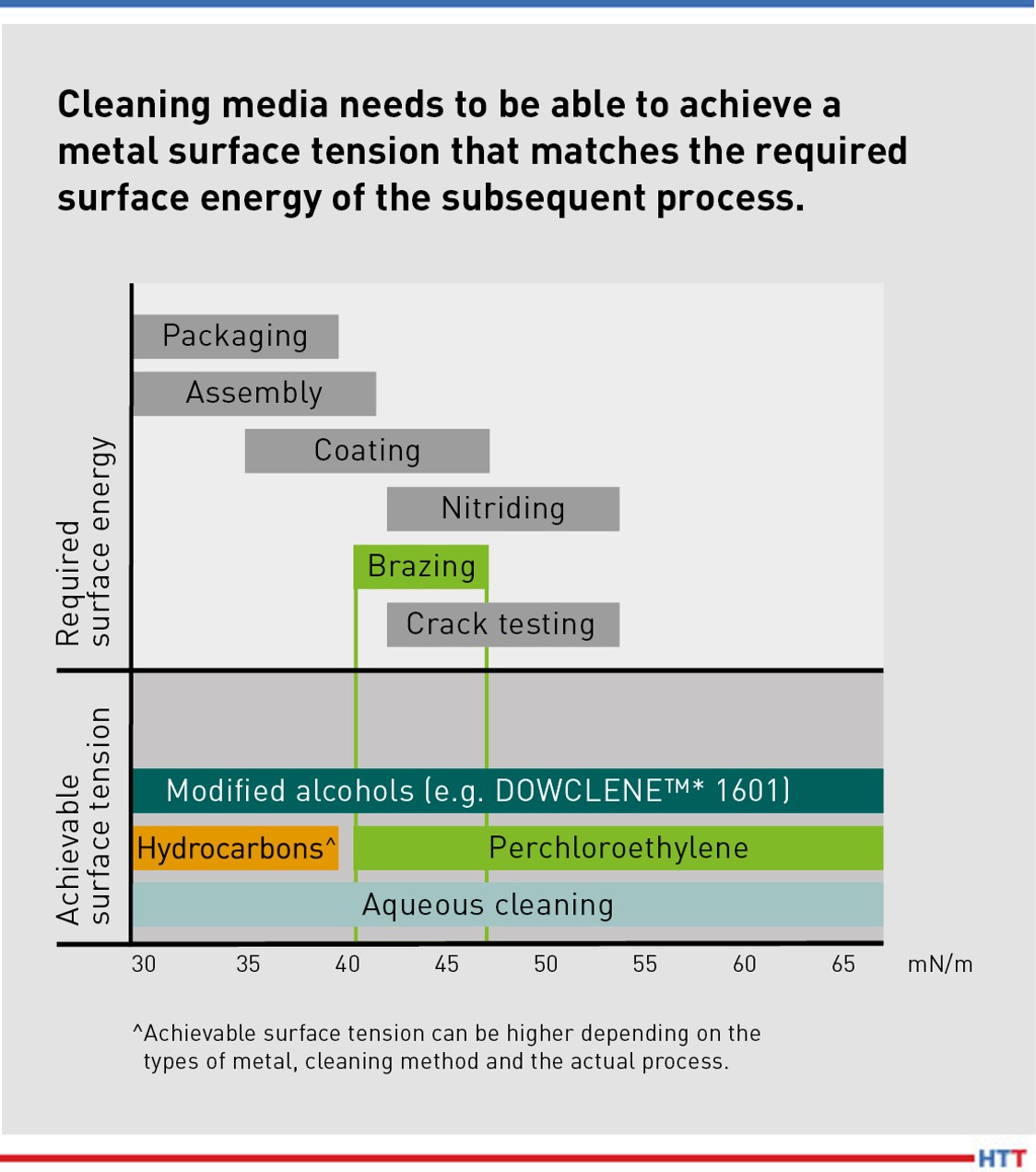
Different industrial applications require varying degrees of surface energy of the metal surface, which is influenced by filmy contaminations. With nitriding, for example, a higher surface energy is required than with standard coating or assembling. The ability of the cleaning agent to remove the contamination should therefore match the required surface energy.
SAFECHEM
What is the affinity of the cleaning agent to the soils?
Effective cleaning is based on the principle “Equal dissolves equal.” For water-based types of contaminations, such as coolant and lubricant emulsions, aqueous cleaning agents are typically the first choice.
When removing mineral oil-based, non-polar contaminations, such as machining oils, greases, and waxes, solvent will commonly be the preferred cleaning agent.
The above contaminations can be classified as filmy contaminations that can be dissolved in a suitable cleaning agent. Another important category of contaminations is particles like chips, dust, and residues of polishing pastes. These contaminations cannot be dissolved in a cleaning agent. To remove these, sufficient mechanics are required in the cleaning machine to flush off particle contaminations.
What metal types are being cleaned and how are they configured?
In water-based processes, cleaning agents, which can be acidic, neutral, or alkaline, are usually matched to specific metal types. Simultaneous cleaning of different metals can therefore be problematic, and this can result in compatibility issues and in the worst case—corrosion. Solvents, in comparison, have universal compatibility with metals.
If the component parts are tiny or have complex geometry or small crevices, solvent is often recommended due to its lower surface tension and viscosity, which makes it easy to seep into and evaporate out of tight spaces.
What is the environmental impact?
The energy consumption in a water-based process can be significant, due to the energy requirement to operate high-pressure pumps, heat the cleaning water, dry the metal parts, as well as treat and purify used water for reuse or disposal. Depending on the cleaning agents, dirt and soil are emulsified and the contaminations are diluted in the water. As a result, aqueous baths that are not treated must be replaced frequently.
Solvent in a closed vacuum vapor degreaser can be recycled again and again via the built-in distillation unit. This can significantly increase solvent lifespan and cut down on waste volume. While energy is required to keep the closed cleaning machine under vacuum, this also lowers the boiling points of solvents, hence accelerating their evaporation and enabling quick drying of metal parts within a shorter cycle time.
The questions listed above are by no means exhaustive and there are many more key aspects to consider. The optimal cleaning decision should balance technical, economic, and environmental needs. Given the potential of parts cleaning to make or break heat treat processes, when done properly, it can deliver much more value than the mere technical function it fulfills.
Read more about parts cleaning in heat treat here.
About the Author: Michael Onken is a market development manager at SAFECHEM Europe Gmbh. For more information, contact Michael at m.onken@safechem.com or Phone: +49 211 4389-300
Pulse plasma nitriding systems deliver uniform case-hardening and increased speed of processing when treating high wear parts.
Did you think purple was just a fashion statement? Explore the advantages, applications, and future of advanced pulse plasma nitriding in this Technical Tuesday.Heat TreatTodayhopes you enjoy this original content piece by technical writer Jeff Elliott in cooperation with PVA TePla.
Jeff Elliott Technical Writer Source: Jeff Elliott
When case-hardening the surface of steel, or steel alloy parts, commonly used in the transportation industry, such as gears, crank pins, dies, camshafts, the options have traditionally included one-of-three processes: carburizing, salt-bath nitrocarburizing and gas nitriding. Each process has advantages and disadvantages, but those seeking more precise control of the diffusion layer formation, depth of case hardening, and preservation of component dimensions are increasingly turning to plasma nitriding.
Although pulse plasma has been utilized for decades, advanced pulse plasma nitriding offers absolute control of the DC (direct current) pulsing signal. In addition, improved chamber design and construction allow for more precise temperature control and uniform distribution of the heat zone throughout the hot-wall chamber. The result is extremely consistent and uniform nitriding batch-to-batch and part-to-part, with less gas consumption.
“The benefits are more precise control of the diffusion layers, and its broader appeal to heat treat more diverse materials, beyond steel, that include titanium, stainless steel, and even aluminum,” says Thomas Palamides, senior product and sales manager at PVA TePla America.
In addition, commercial heat treat shops and high-volume part producers can now select from multiple system configurations that offer flexibility, efficiency, repeatability, and throughput optimization. As a result, global manufacturers in machined parts, tool design, die forming, die cutting, medical device manufacturing, additive manufacturing, electric vehicles, trains, electric generators, and land-based power systems are now leveraging these systems to run a cleaner, more efficient operation.
Pulse Plasma Nitriding Advantages
For steel and steel alloys, case-hardening can be achieved by carburizing, nitriding, cyaniding, or carbonitriding. Although carburizing is a traditional approach, the part has to be raised above the A3 temperature (727°C or 1341°F) on the Iron-Carbon diagram, usually in the temperature range of 900-930°C (1652-1706°F) or higher. Since the solubility of carbon is higher in the austenitic state, than the ferritic state, a fully austenitic state is required for carburizing.
Along with the high temperatures and time-at-temperature associated with carburizing, parts can be distorted. Depending on the part, and its geometric tolerances, limited machining may also be required.
An alternative to carburizing is nitriding, a lower-temperature, time-dependent, thermo-chemical process used to diffuse nitrogen into the surface of metal.
Superior controls for the DC pulsing signal and improved chamber design allow for more precise temperature control. Source: Jeff Elliott
One method is salt bath nitriding. In this process, liquid immersion is required, and is typically conducted at 550 to 570°C (1022 to 1058°F). The source of nitrogen is a nitrogen-containing salt, such as sodium cyanide, often greater than 50% in concentration. However, with salt bath nitriding, post-bath cleaning is required to remove the residual cyanide-based treatment. In addition, there are disposal costs for salt and washing , also known as sodium hydroxide, environmental handling costs, as well as safety and operational liabilities.
Gas nitriding (500oC or 932°F) and gas nitrocarburizing (540-580oC or 1004-1076°F) are universally accepted procedures, and typically require a high concentration of ammonia (NH3), and a high amount of carrier gas flow (normal pressure process) compared with pulse plasma nitriding. The elemental nitrogen gas constituent diffuses into iron and forms hard nitrides. Because of the reduced temperature compared to carburizing, no quenching is necessary, and therefore the chance for distortion and cracking are lower.
Several disadvantages of gas nitriding are that it requires the use of flammable gases like ammonia, and high gas consumption compared to pulse plasma. Gas nitriding is also not able to treat rust- and acid-resistant steels (i.e. stainless steels with greater than 12% Cr content) due to the impenetrable layer of the protective surface oxide layer. Where as the energized pulsed plasma signal, during heat up, allows for the dissolution, or breakdown, of this thin protective layer, in effect cleaning the surface, allowing atomic nitrogen to penetrate.
With recent advancements in pulse plasma nitriding, however, a new level of precision and control is possible which results in uniform and consistent case hardening. Together with the advantages of using environmentally friendly gases only – in contrast to the use of ammonia in gas nitriding – plasma-based nitriding has become a focal point for additional innovations and a requirement for those that seek a more environmentally and safe solution.
In pulse plasma nitriding, parts are loaded into a heated vacuum chamber. After evacuating the chamber to a working pressure of 50 to 400 Pa, on a supporting fixture, to be covered by a bell chamber. The chamber is evacuated to below 10 Pa (7.5 x 10-2 Torr) prior to heating and a pulsating DC voltage of several hundred volts is applied between the charge (cathode) and the chamber wall (anode). The process gas in the chamber is then ionized and becomes electrically conducting. For this type of process, nitrogen and hydrogen gas mixtures and gases with carbon additions, like methane are often utilized.
Depending on treatment time and temperature, nitrogen atoms diffuse into the outer zone of components and form a diffusion zone. This can be is atomic nitrogen, dissolved in the iron lattice, as well as in the form of included nitrate deposition.
With recent advancements in pulse plasma nitriding, a new level of precision and control is possible. Source: Jeff Elliott
Adding further precision, innovators in advanced pulse plasma have discovered methods to optimize the process through better control of the pulses. In the PulsPlasma® process developed by PVA TePla AG Industrial Vacuum Systems, for example, a precision regulated gas mixture of nitrogen, hydrogen, and carbon-based methane is used. A pulsating DC voltage signal of several hundred volts is delivered in less than 10 microseconds per pulse to ionize the gas. This serves to maximize the time between pulses for superior temperature control throughout the chamber.
“If you have a temperature variance of plus-minus 10 degrees within a batch, you will get completely different treatment results,” says Dietmar Voigtländer, sales manager at PlaTeG – Product Group with PVA Industry Vacuum Systems (IVS), Wettenberg, Germany, the manufacturer of PulsPlasma nitriding systems. “However, by controlling the pulse current by means of an exact pulse on and off time management, the overall temperature can be precisely managed with a uniform distribution, from top to bottom, throughout the hot wall chamber.”
A unique feature with this approach is that the system can be switched on to a stable glow discharge at room temperature. Most systems cannot do this because the generators do not supply stable plasma. To compensate, those systems must first be heated to 300-350°C (572-662°F) before plasma can be applied, adding time to the process.
[blocktext align="left"]“The benefits are more precise control of the diffusion layers, and its broader appeal to heat treat more diverse materials, beyond steel, that include titanium, stainless steel, and even aluminum." -Thomas Palamides, PVA TePla America.[/blocktext]Even the materials of construction used to manufacture the nitriding systems furnace itself have been optimized. In all systems, PlaTeG uses insulative materials developed in the aerospace industry to create a furnace wall as thin as 40 millimeters, compared to the industry standard of 150 millimeters. With less wall mass, the furnace requires less energy and time to heat, while still protecting workers that may accidentally touch the outside of the chamber.
With better overall control, advanced pulse nitriding furnaces offer multiple heating and cooling zones with each controlled by its own thermocouple. “This will create a very uniform temperature distribution within plus or minus 5 degrees Celsius (9 degrees Fahrenheit) from the bottom to the top of the furnace,” said Voigtländer.
Uniformity of temperature within a chamber pays a dividend beyond the consistency of nitriding results. With an even temperature throughout the chamber, the entire space is available for loading components which effectively increases the chamber’s capacity.
Stainless Steel – a Softer Steel
One of the key advantages of pulse plasma nitriding is that it is more suited to heat treating of high alloy materials such as stainless steel. When working with steels that have a higher chromium content, liquid nitriding can react with chromium and other elements, resulting in a loss of corrosion resistance.
Stainless steel has a natural passivation layer of chromium oxide, which inhibits corrosion. To bring nitrogen into the material, the chromium oxide layer must first be removed. With gas nitriding, removal of the passivation layer requires the application of a special gas chemistry, stainless steels can also be nitrided in salt baths, but only with a sacrifice of some level of corrosion resistance.
In the case of PulsPlasma nitriding, the treatment is applied directly through controlled ionic bombardment of the surface. By choosing a nitriding temperature below 450°C (or 842°F), and with exact control of the gas mixture, the material surface can be treated without reducing the corrosion resistance of the material.
Dies, Stamping & Injection Molds – a Harder Steel
Today, various molds and dies are used to shape everything from plastic bottles, to automobile quarter panels, to extruded wire, to metal injection molded (MIM) parts. Depending on the intricacy of the mold and die, it can cost a customer hundreds of thousands of dollars to fabricate. Customers require die longevity, while maintaining part tolerance, throughout the life of the die to ensure return-on-investment (ROI).
Despite being made of hardened steel, however, injecting melted resins at high temperatures and pressure into cavities over thousands of cycles begins to wear away and erode die edges, cavities, and moving components. Even the thermoplastic material can be abrasive, acting like sandpaper or leaving residue that wears down the surface. With the ever-increasing utilization of even more abrasive material, in the form of long glass and composite fibers, the amount of abrasion and friction within molds is increasing.
According to Voigtländer, pulse plasma nitriding is an ideal solution both to protect molds against damage and corrosion, but also because the diffusion of nitrogen increases the lubricity of the surface, facilitating quick removal of parts. “The diffusion of the nitrogen into the mold surface," he explains, "increases the fatigue strength of the material. In doing so, you can protect the surface against scratches… and increase the lifetime of the mold or die."
Sintered Parts
Pulse plasma nitriding also represents a strong option for sintered, or sinter hot isostatic pressing (HIP) components manufactured though additive manufacturing.
Salt baths have historically been used to nitride sintered components. However, the process of immersing components in molten salt makes it very difficult to remove the salt from open surface porosity. When gas nitriding is used, the nitriding atmosphere permeates all open pores resulting in the entire component, the surface, and the core, being completely nitrided.
“With pulse plasma nitriding, the atmosphere goes through the pores and only the surface area is affected, leaving the core or base material soft,” said PVA’s Voigtländer. “Most designers prefer having a wear-resistant surface with a soft, elastic core.”
Increased Production Throughput
Nitriding is a batch process. Innovation in furnace design, through an optimized mechanical operation, can increase efficiency and increase production capacity. While the actual time for nitriding does not change, efficient loading and unloading scenarios plays an important part. The PlaTeG plant design can use any one of a Mono, Shuttle or Tandem footprint, to manage throughput, resources, and operations costs.
As a batch process, nitriding typically requires waiting for the prior batch to be treated, cooled, and unloaded before a new batch can be started. Shuttle and tandem extensions are now available to streamline the batch process.
Multiple system configurations can offer flexibility, efficiency, repeatability, and throughput optimization. Source: Jeff Elliott
With a shuttle extension, an additional vacuum chamber bottom may be added to a furnace. During a running nitriding process, the unloading of an earlier batch and the loading/preparing of a subsequent batch on the second vacuum chamber is possible. The cycle time therefore for two consecutive batches is reduced because of the overlapping of the time for unloading/loading of a vacuum chamber with the treatment time of the running process.
With a tandem extension there are two complete vacuum chambers which are operated alternately by the vacuum pumps, the process gas supply, the plasma generator and the control unit of the system. In situations such as unmanned weekend operations, an automatic process can be started and controlled for both batches in succession. With this type of operational structure, “it is possible to increase overall nitriding capacity by 30-60% annually,” according to Voigtländer.
Because plasma nitriding uses environmentally friendly nitrogen and hydrogen, the furnaces can be collocated with the machining of components without requiring a separate room. Moreover, the pulse plasma nitriding systems produce no polluting gases. This makes nitriding more efficient as part of an overall manufacturing process as an operator can locate the furnaces beside their drilling machines.
Pulse plasma offers significantly more precision in nitriding through the control of the mixture of gases, the controllability of glow discharge intervals, the design of the Pulsed signal, and the use of a highly insulated hot wall nitride furnace. Together with innovations in the design of the furnaces to streamline batch management in nitriding operations, manufacturers who depend on nitriding components can benefit from greater uniformity of results, better-protected materials, and increased throughput.
About the Author: Jeff Elliott is a Torrance, California-based technical writer. He has researched and written about industrial technologies and issues for the past 20 years. He wrote this article in cooperation with PVA TePla.
What do gas nitriding, hot isostatic pressing (HIPing), black oxide coating, and high pressure gas quenching have in common? They all are key processes in heat treating firearm components.
Written by Rob Simons, manager of metallurgical engineering at Paulo, this in-depth Original Content article covers Paulo’s perspective on the thermal processing of firearms components and best practices for handling and lot traceability.
Check out more of Heat Treat Today’sTechnical Tuesday articles by searching “technical tuesday” in the search bar.
Rob Simons Manager of Metallurgical Engineering Paulo
While many industries are continuing to reel from the ongoing coronavirus pandemic, the firearms industry in the United States is booming. Over the past decade, the sector’s strong growth has only accelerated in 2020, fueled by consumers’ response to the pandemic and ongoing civil unrest. According to the NSSF’s 2020 Firearm and Ammunition Industry Economic Impact report, the firearms industry is responsible for well over 300,000 American jobs—a figure that has doubled since 2008.
Consumer demand for firearms also drives the need for heat treatment services for this highly regulated industry. Proper thermal processing is critical for safety and also plays a key role in delivering the quality finish that manufacturers want and consumers expect. In this article, we’ll share our firearms heat treatment expertise, delving into the common processes, specifications, and considerations of servicing this thriving industry.
Key Heat Treatment Processes for Firearms Components
Gas Nitriding
Nitrided 17-4.
Gas nitriding is used to case harden parts that must retain softer, more ductile cores. Because it is carried out at a lower temperature, gas nitriding helps prevent the part distortion that can sometimes occur as a result of conventional heat treatment. In addition to hardness characteristics, parts are often nitride coated for cosmetic purposes and to enhance corrosion resistance. Nitriding results in a beautiful, highly durable black coating that is often used in place of black oxide coatings or other blackening processes. Nitride coating is much harder than the alternatives, so the black finish will stand up to heavy use significantly longer.
Components and Materials Commonly Treated With Nitride Coating
Nitride coating is typically performed on outwardly visible components (and those you’d see while cleaning the gun) such as handgun slides and barrels, as well as muzzle devices such as flash hiders, muzzle breaks, and compensators.
These components are usually manufactured using the following materials, which can be nitrided to achieve the desired black finish and case hardness:
4140 steel. AISI 4140 is a chromium-, molybdenum-, and manganese-containing low alloy steel (usually referred to as chrome-moly steel). It has high fatigue strength, abrasion and impact resistance, toughness, and torsional strength.[1]
Grade 416 stainless steel. Grade 416 steel is a free-machining, martensitic stainless steel with a machinability of 85%. [2]
Grade 410 stainless steel. Grade 410 stainless steels are general-purpose martensitic stainless steels containing 11.5% chromium. Grade 410 steels have good corrosion resistance properties which can be further enhanced by hardening, tempering, and polishing.[3]
Grade 420 stainless steel. Grade 420 stainless steel is higher incarbon than 410 with a minimum chromium content of 12%.
4340 steel. AISI 4340 alloy steel is a low alloy steel containing chromium, nickel, and molybdenum. When heat-treated, it exhibits high toughness and strength. This material is considered extreme duty and is typically used for higher-end firearms.[4]
17-4 stainless steel. 17-4 stainless steel is an age-hardening martensitic alloy combining high strength with the corrosion resistance of stainless steel. It is relatively cost-effective and more weldable than other martensitic alloys.[5]
Nitriding Specifications
The most common measurement that firearms manufacturers specify in desirable nitriding results is intermetallic depth. Typical specifications fall between four and 25 microns of white layer depth. The amount of allowable porosity within the case depth is also commonly specified, and while there are varying ranges, less than 50% porosity is a typical target.
While porosity is often regarded as an undesirable characteristic, there are advantages to some porosity in the finished material. These microscopic voids can hold oils and enhance corrosion resistance. The resulting porosity in nitrided materials allows the coating to last dramatically longer than phosphate- or black-oxide-coated steels.
Some manufacturers utilize blanket aerospace specifications such as AMS 2757 or AMS 2959/12 because they encompass the desired porosity and case hardness depth for nitrided firearms components.
Vickers hardness testing is our preferred method for evaluating intermetallic depth in nitrided components. While 850 HV is typically the top achievable hardness for stainless steel, our team has consistently achieved 2000 HV with our nitriding processes. Higher-end hardness is beneficial for firearms components because it enhances wear resistance in components that slide against each other.
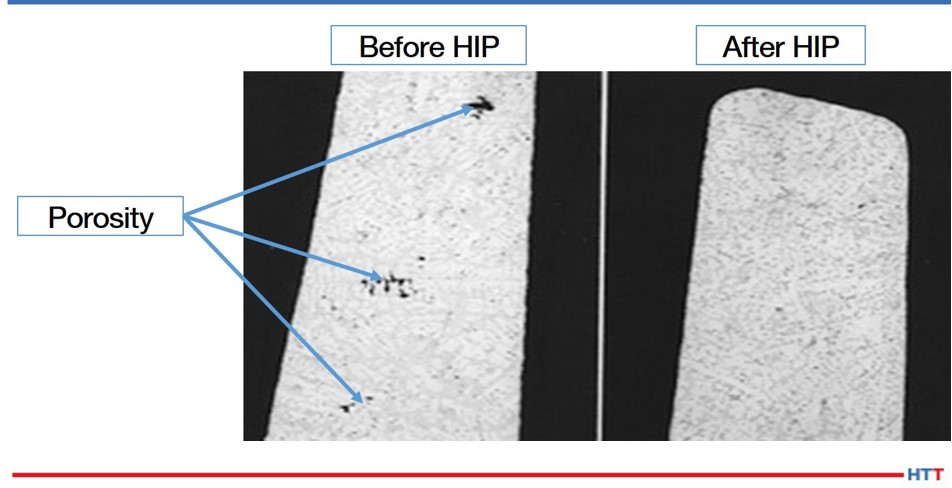
Casting of unknown material showing consolidation of macro pores through HIP.
Hot Isostatic Pressing (HIP)
With hot isostatic pressing, parts are heated to very high temperatures in a sealed chamber capable of generating very high pressures in the presence of inert gas. During processing, heat and pressure combine to close the voids that formed during part manufacturing, eliminating weakness in the parts. Most firearms components respond well to standard coach cycles for HIP, which commonly run at 2050–2200°F and 15,000 psi.
Firearms Components and Materials Commonly Processed With HIP
HIP is especially well suited for removing porosity from metal injection molded (MIM), additively manufactured (AM), and investment cast parts.
MIM is a fast, cost effective way to produce fire control components such as hammers, triggers, and safety selectors, especially for AR-15’s. Traditionally, MIM components have had a reputation in the industry for being inferior to those manufactured with conventional machining because they have been known to fail early in the field.
Common MIM grades used in the manufacturing of firearms include 4140 steel, 17-4 stainless steel, and…
FL-4605. FL-4605 is a low alloy steel with prealloyed manganese, molybdenum and nickel content for enhanced hardenability.[6]
420 stainless steel. 420 stainless steel is relatively high in carbon with a minimum chromium content of 12%, which gives it the highest hardenability of stainless steel grades.[7]
Additive manufacturing has not yet been widely adopted in the firearms industry, but we have seen it increasingly used in the manufacture of suppressors. These components—commonly known as silencers—trap the expanding gas as the weapon is fired to reduce noise, and are used for military sniper rifles. AM is an ideal method of manufacture for these components due to their complex geometry that is difficult or even impossible to achieve with traditional machining.
Investment casting is another process we see used in the production of handgun frames, specifically in the M1911 pistol.
MIM, AM, and investment castings all have one thing in common: these manufacturing methods leave voids behind in the internal structure of parts. HIP eliminates unwanted porosity in these parts, increasing their toughness, gross strength, and fatigue life which allows firearms components to withstand being repeatedly subjected to high impact.
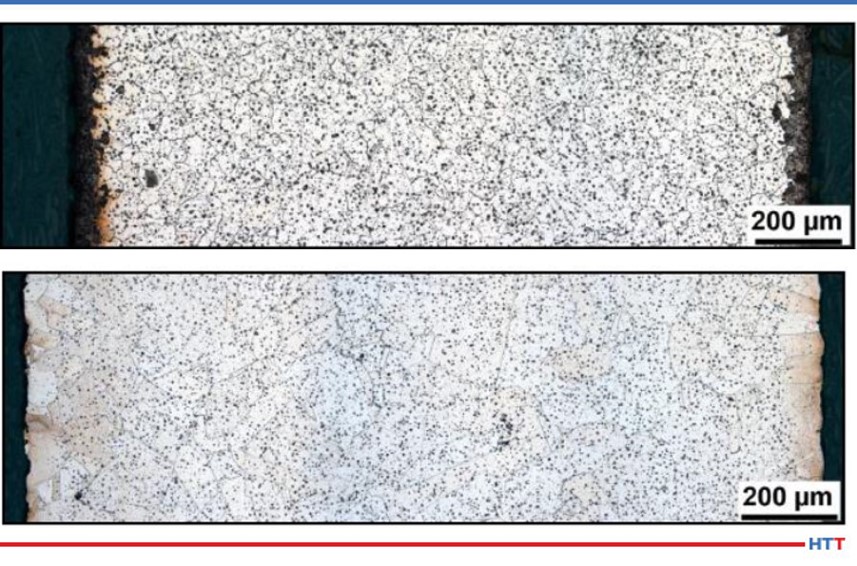
MIM 316L before (top) and after (bottom) HIP. Porosity has been consolidated, but there are solid inclusions in the material.
HIP Specifications
For additive manufactured firearms components, we encounter two primary specifications:
ASTM F3301, a specification that outlines standards for thermal post-processing for metal parts made with powder bed fusion. ASTM F3301 identifies hot isostatic pressing as an acceptable means to stress relieve additive manufactured components.
ASTM F3055, the standard specification for additive manufacturing nickel alloy with powder bed fusion. In this specification, HIP is required for Class B, C and D components and is considered optional for Class G.
In both specifications, components must be processed under inert atmosphere at no less than 100 MPa within the range of 2048 to 2165°F (1120 to 1185°C). Parts must be held at the selected temperature within ∓27°F (15°C) for 240 min ∓60 min, and cooled under inert atmosphere to below 797°F (425°C), or to parameters as agreed upon between the component supplier and purchaser.
Black Oxide Coating
Black oxide gives firearms a sharp black appearance, enhances corrosion resistance, and minimizes light reflection. Unlike paint, black oxide doesn’t add any additional thickness to gun components. The desired result in the black oxide process is creating magnetite (Fe3O4), an alloy of iron and oxygen, on the surface of the metal. The black oxide process enhances corrosion resistance by adding rust preventive oils to the metal part.
While it doesn’t last as long as gas nitride coating, black oxide is still a popular, cost-effective option to give visible gun parts the perfect black look. Finding a partner that can provide heat treatment and black oxide under one roof can reduce your transportation costs, speed up turnaround time, and simplify your overall process since one supplier owns the final results.
Firearms Components and Materials That Use Black Oxide Coating
Like nitriding, black oxide coating is used on outwardly visible components like slides, barrels, and muzzle devices including flash hiders, muzzle breaks, and compensators. It can be applied to any carbon steel component, but it will not adhere to stainless steel.
Specifications for Black Oxide Coating
Unlike nitriding and HIP, we rarely encounter standard specifications when it comes to black oxide results. However, as a best practice we work with customers to establish boundary samples for each part number treated with black oxide so we can compare our results to what both sides agreed upon as a desirable appearance.
High Pressure Gas Quenching
High pressure gas quenching can be performed in a vacuum furnace as an alternative to oil quenching for any firearms components that are near net shape or completely finished—or where distortion is a chief concern. In high pressure gas quenching, parts are austenitized under vacuum. Then, the chamber is backfilled with inert gas, which is heavily agitated by powerful motors.
High pressure gas quenching results in cleaner parts than oil quenching, but it has other benefits that can prove highly valuable for firearms components. This process can take a conventional 4140 alloy and make it achieve the same properties as a vacuum arc remelted (VAR) 4340, a much higher quality nickel-based material. This can allow firearms manufacturers to see similar hardness and strength results in everyday components as those they would expect from an extreme duty material like 4340.
Handling and Traceability for Firearms Components
No heat treater should make a habit of losing any type of parts, but the implications for serialized firearms components are more severe than any other mass-produced components. Serialized components are what the U.S. government considers the firearm—it refers to the part that features the serial number, usually the lower frame assembly and sometimes the barrel or slide.
Firearms components to be treated with gas nitriding that have AMS 2757 or AMS 2759/12 identified as the standard are also subject to the recordkeeping guidelines outlined in the specification. AMS 2757 requires that documentation includes the equipment and approved personnel’s identification, date of processing, number of parts, alloy, lot identification, and actual thermal processing times and temperatures at a minimum.
Proper handling of firearms components by heat treaters is essential to keep the supply chain running smoothly. Improperly heat treated parts will either wind up in the scrap bin or require reprocessing, and lost parts can result in an ATF audit or investigation. At our company, we’ve engineered our process to prevent issues from occurring in the first place. Here are a few examples of how we do it:
Electronic tracking. Each lot of parts is assigned a barcode that links to electronic records of all relevant information about the job—process parameters, specifications, shop orders, etc. The process parameters on the parts’ barcode are integrated with equipment, so when parts are scanned for processing, the furnace will be automatically set to the proper parameters according to the parts’ recipe. This helps us prevent parts from being improperly heated or subject to the wrong process altogether.
Secure storage. In Paulo plants that process firearms, we use locked cages and secure vaults to protect serialized components. All access to these areas is monitored and recorded to maintain accountability and, if applicable, adhere to AMS specifications.
Specialized handling. To give our firearms customers more peace of mind and to safeguard against errors in our process, we’ve also engineered secure fixturing for many components that allows them to remain locked throughout the entire heat treatment and finishing process.
In addition to a Federal Firearms License (FFL), heat treaters should also have a documented quality management system in place. Choosing an ISO 9001-certified supplier can help give manufacturers confidence in a heat treating partner’s ability to maintain quality operations. Maintaining other certifications such as IATF 16946 and CQI-9 is also a good sign that your partner is well equipped to handle firearms work.
Conclusion
The firearms industry relies on its thermal processing partners to sustain its growth. Proper heat treatment and metal finishing results in better performing, longer lasting firearms for our military and law enforcement, which helps keep our country safe. In uncertain times, the firearms industry represents a bright spot in the U.S. economy that we are proud to support.
About the Author: Rob Simons is manager of metallurgical engineering at Paulo where he leads the commercial heat treating industry’s largest in-house metallurgy team. Rob continuously spearheads research and innovation at Paulo that lead to advanced capabilities and better results for the company’s customers. Rob holds a bachelor’s degree in Metallurgical Engineering from the Missouri University of Science & Technology.
About Paulo: Founded in 1943, Paulo is one of the largest providers of thermal processing and metal finishing solutions in North America. Headquartered in St. Louis, Paulo operates six divisions servicing the United States and northern Mexico.
Edward Rolinski Senior Scientist Advanced Heat Treat Corp.
Mike Woods President Advanced Heat Treat Corp.
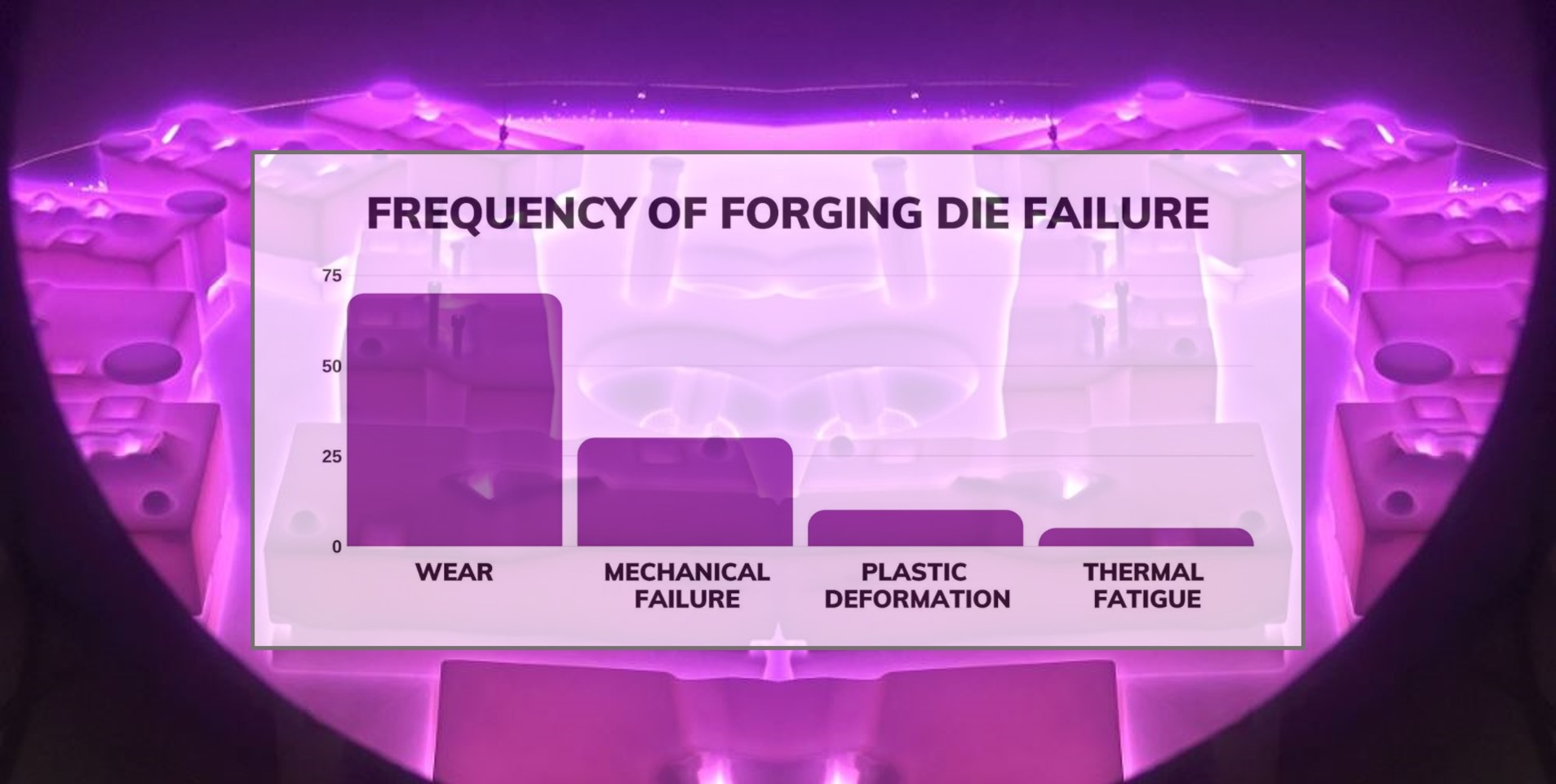
Why do forging dies fail? How can heat treating prevent failure? And what specific role does gas- or plasma-assisted nitriding treatment play in enhancing metal structure?
Heat Treat Todaybrings you this Best of the Web feature article this Technical Tuesday to answer these questions. Written by Dr. Edward Rolinski and Mike Woods of Advanced Heat Treat Corp., this article explains the impact of forging process, material and press type; heat treatment for forging dies; and nitriding forging and stamping dies.
An excerpt: "Surface properties critical for die performance can be further elevated by a surface-treatment process employing a multi-gradient design strategy, a novel plasma, multi-step treatment with formation of the nanostructured layer/coating developed by Advanced Heat Treat Corp."





 Source: Advanced Heat Treat Corp.
Source: Advanced Heat Treat Corp. Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com