AI is moving from concept to practice in heat treating — driving furnace optimization, smarter scheduling, and predictive compliance. In this Q&A, Peter Sherwin, strategic marketing at Watlow, highlights how Model Context Protocol (MCP) will connect data, tools, and operators to reshape the industry’s digital future.
This informative piece was first released inHeat Treat Today’sOctober 2025 Ferrous & Nonferrous Heat Treatments/Mill Processing print edition.
Q1. What do we mean by “AI” in industrial heat treat?
It is probably best to start with a contrast. We have fixed code in heat treat applications, such as a setpoint programmer that is pre-programmed with ramps and soaks at specific temperatures for specific times. I like to think of AI (artificial intelligence) as introducing the concept of flexible code that learns from data over time.
AI has been used for a surprisingly long time in heat treatment. The original autotune algorithms used a form of AI and machine learning to adapt the PID parameters to a specific furnace, learning from real equipment process signals (such as temperature sensors) to provide optimum control.
Q2. Where is AI already working in heat treat?
AI is most obviously used in equipment optimization, and there are a growing number of cases expanding from process control to energy optimization. Less obvious uses are within the heat treating plants. For example, AI in contract review can highlight key customer requirements, pull together relevant specifications, and help craft recipe design or selection.
A common issue across plants is the need to continually optimize and re-optimize production planning and scheduling. Because heat treating occurs near the end of the manufacturing chain, last-minute changes are common. The ability to quickly re-plan based on specific requirements is a typical use of AI.
Following the process, quality analysis is now supported by AI with optical microscopy that leverages microstructural datasets. AI can also be used for financial analysis, recruitment, and customer support.
Q3. What is MCP?
Model Context Protocol (MCP) is a structured method for AI applications and agents to securely discover data, call tools, and share context. Developed by the engineering team at Anthropic in 2024, it has now received widespread adoption across major technology providers, such as Microsoft and OpenAI.
In simple terms, it enables large language models (LLMs) to communicate reliably with other data sources.
Q4. What MCP adoption is happening today?
It is still early, but MCP adoption is accelerating rapidly. Most software companies are developing MCP servers. Many B2C applications already exist, and there are now a growing number of industrial applications, such as those from Highbyte, Flow Software, and Siemens.
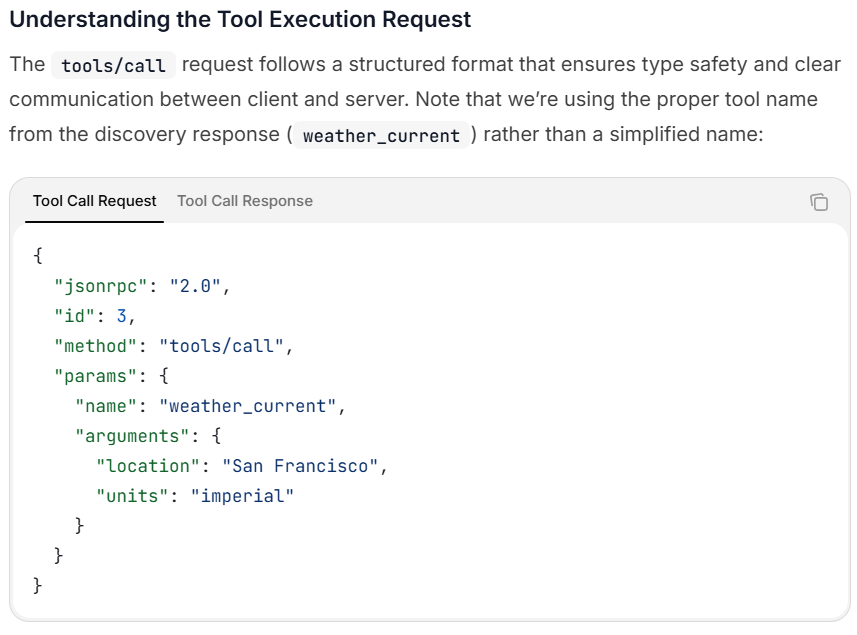
Q5. What will “MCP-compliant” mean for AI developers?
From a developer’s perspective, this should be easier than crafting individual application programming interfaces (APIs) that require strict mapping between software products. Any changes on the other end of the system would normally require the API to be restructured. MCP is expected to support inheriting updates without code changes and provide a more uniform setup.
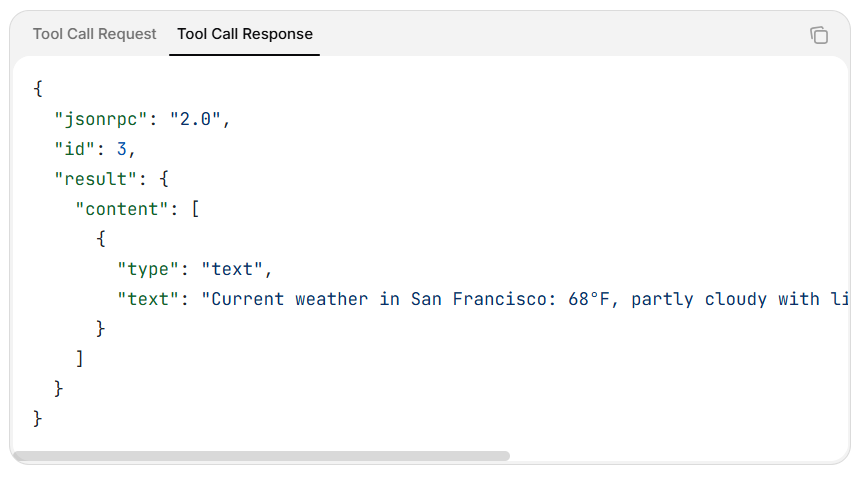
Figure 1a. MCP Standard screen capture of how to use the tool. (Screen capture from the “Architecture overview” page of modelcontextprotocol.io.)Figure 1b. Toggle to the “Tool Call Response” to view the response for that example input request. (Screen capture from the “Architecture overview” page of modelcontextprotocol.io.)
Q6. How would MCP specifically benefit heat treat?
In the last 30 years, I have seen three waves of technology. The first wave was automation that leveraged PLCs, setpoint programmers, and carbon probes to reduce manual errors and improve utilization.
The second wave focused on regulations in aerospace (AMS2750) and automotive (CQI-9) to harmonize auditing processes, improve quality, and reduce in-use failures (reducing recalls). These regulations focused on ensuring ongoing equipment capability (such as TUS for furnaces and ovens), instrumentation and quality thermocouples via SATs, independent calibration, and operator procedures and training.
The last wave focused on Industry 4.0 and IIoT to further automate and optimize previous improvements. However, apart from some isolated cases, many Industry 4.0 solutions have not delivered the expected value. There are many potential reasons, but one standout is the focus on continued machine automation at the expense of human intervention.
The benefit of MCP is that it acts as a bridge between data and the people who need to use that data to improve processes.
Q7. What are the biggest adoption barriers (and how to reduce them)?
I am typically an early adopter of technology. I was asked to automate a manual sealed quench furnace (batch integral quench) to automatic setpoint and carbon control in the early 1990s, which was one of my first projects. I began exploring technology solutions for Industry 4.0 and IIoT back in 2013. There will always be both early adopters and laggards.
Sometimes it makes sense to wait until technology matures and becomes more reliable, but this feels different. For the first time, data will build upon data, and learning early from that data will put companies ahead.
Cybersecurity and IT policies will scrutinize any new technology. One opportunity for AI is to also strengthen cybersecurity robustness. I recently heard that if you do not respond to a technology breach within 30 minutes, you will lose significant data. Human intervention alone will not be fast enough. AI is truly a double-edged sword.
There is also a growing fear that AI will take jobs. This has been demonstrated in the software industry, where it is estimated that 30 percent of code is now written by AI. I do not believe a heat treater can reduce staff further, since most are already operating with skeleton crews. The real opportunity is to enable all individuals to accomplish more, supported by AI.
The final point is when to adopt this technology. The pace of improvement over the past two years has been tremendous, and we are only now reaching the point where new models are robust enough for industrial application.
Q8. Pace of change: start now or wait?
The base LLMs needed time to improve and become more reliable while reducing hallucinations. Each version of ChatGPT has made significant leaps in knowledge and robustness. The latest model, GPT-5, is beginning to provide the level of reliability needed for industrial applications; this progress will continue.
Q9. What AI-powered products or services will emerge with MCP?
We can do a bit of future gazing. I compiled several ideas as part of my preparation for my presentation at ASM Heat Treat in October. In each example below, you will notice that a human remains in the loop. Instead of manually fetching specific data and information, the agent provides timely information.
EnergyOptimizerAgent — Subscribes to “Power/Furnace*/kW” tags and day-ahead tariff feeds. Models alternate start times and sends a proposal called “propose_shift” to a PlanningAgent. If planners accept, the new schedule is written back to the UNS so control logic and enterprise resource planning (ERP) software stay aligned.
ComplianceAgent — Monitors SAT and TUS counters published by the Edge Process Management (EPM) platform. When drift approaches a set threshold, it issues “propose_sat” with a suggested window and part list. After the test, AuditPackAgent gathers .uhh files and publishes a cryptographic hash so auditors can verify authenticity without manual file transfers.
UniformityMonitorAgent — Streams zone temperatures and compares each batch with stored “golden” fingerprints. If deviation grows, it assembles options, such as rerouting the load or adding a soak. Operators approve or reject through a dashboard.
MaintenanceSchedulerAgent — Reads valve-cycle counts, fan-vibration spectra, and motor current signatures. Calls a computerized maintenance management system (CMMS) tool to open a work order, reserve a slot, and order spare parts when limits are reached.
OperatorCopilotAgent — Listens to every proposal on the MCP bus and presents it in chat form. For example: “Shift Load B932 to 13:30 to avoid the peak tariff. Accept or ask why.” One tap reveals historian trends, specification clauses, and the agent’s reasoning trail, giving junior staff instant context while keeping humans in charge.
Q10. Any drawbacks or cautions with MCP?
AI and MCP will continue to be targets for cybercrime. It is important to architect any solution so that the base control and operation of equipment remain safe, even if the AI layer is breached.
At ASM Heat Treat, I will touch on some architectural solutions that can support safer AI implementations. As with anything internet-related, precautions must be taken. With AI, you also introduce the possibility of human-like imposters.
There is risk in everything we do, and everyone needs to continually assess risk versus reward. In many cases, MCP may tip the balance by providing more value than past technology solutions.
The responses in this article represent Peter Sherwin’s personal views and not necessarily those of his organization.
About The Author:
Peter Sherwin Strategic Marketing Watlow
Peter Sherwin is passionate about offering best-in-class solutions to the heat treatment industry. He is a chartered engineer and a recognized expert in heat treatment control and data solutions.
A new study from the Umweltbundesamt (the Federal Environment Agency in Germany) outlines a clear, technically grounded pathway for achieving CO2-neutral process heat across energy-intensive industries. This Technical Tuesday installment highlights the study’s key findings, offering North American heat treaters a concise look at the technical feasibility, economic pressures, and strategic choice involved in moving beyond fossil-fuel-based thermal processing.
This informative piece was first released inHeat Treat Today’sJanuary 2026 Annual Technologies To Watch print edition.
Introduction
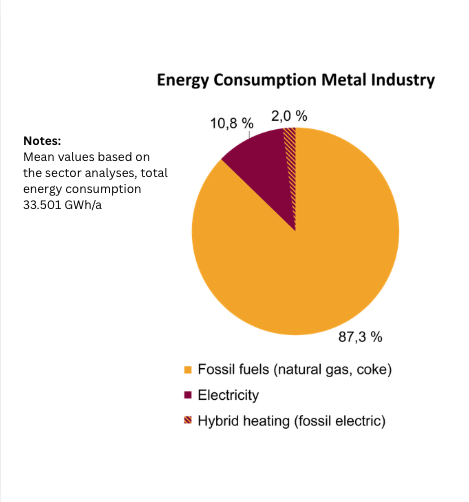
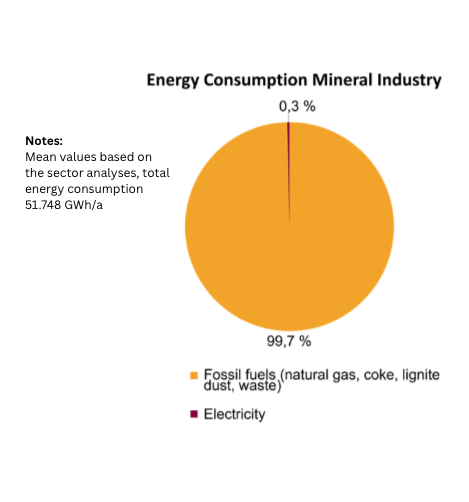
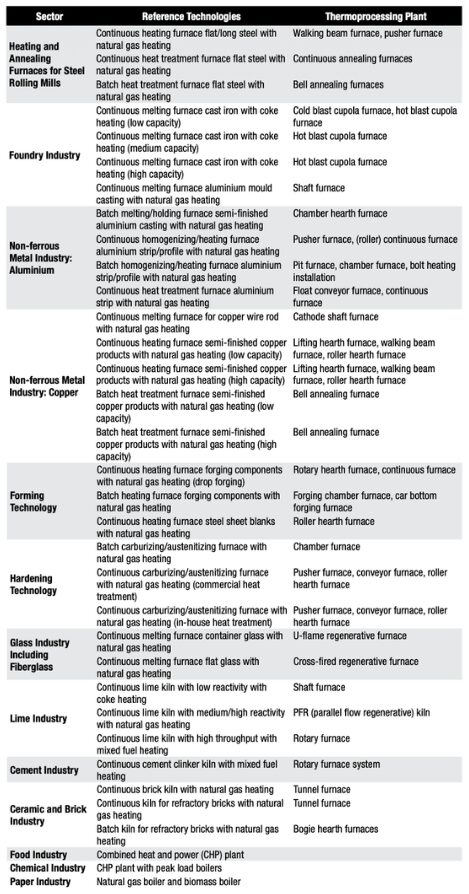
Figure 1. Metal Industry – distribution of total annual energy consumption by energy source | Image Credit: SchwotzerFigure 2. Mineral industry – distribution of total annual energy consumption by energy source | Image Credit: SchwotzerTable A. Overview Examined Dectors, Associated Reference Technologies, and Thermal Processing Systems | Image Credit: Schwotzer
Efforts to mitigate climate change are crucial, particularly in Germany where there is a significant amount of energy-intensive industry, to achieve ambitious climate targets while preserving jobs and international competitiveness. Currently, process heat generation is heavily dependent on the use of fossil fuels, especially natural gas, with a low utilization of renewable energies. Fossil energy sources dominate the metal industry, accounting for 87.3%, while electricity represents 10.8%, and hybrid heating systems make up 2.0%. The mineral industry shows an even stronger dependence, with fossil fuels accounting for 99.7%. These figures illustrate the challenges and potential for technological innovations to provide CO2-free process heat in these sectors.
Although some sectors are already either using technologies for CO2-neutral process heat supply or are planning to do so, there is no comprehensive overview of the technical possibilities for generating process heat in energy-intensive industries in the context of future economic framework conditions.
In this study, technologies for the CO2-neutral supply of process heat are considered from a technical, economic, and ecological perspective. The study was conducted for thirteen industries and thirty-four exemplary applications in the metals and minerals industries, as well as for the cross-cutting technology steam generation industry (Table A). For each application, alternative CO2-neutral technologies are examined for their technical feasibility, economic viability, and ecological impact. The focus is on the electrification of plant technology, the use of hydrogen, but also hybrid systems, and, in some cases, the use of biomass. From this comprehensive review of the current situation and the possible alternative technologies, findings and recommendations for implementation will be developed for industry, policymakers, and researchers to support the transformation to CO2-neutral process heat generation.
Study Method
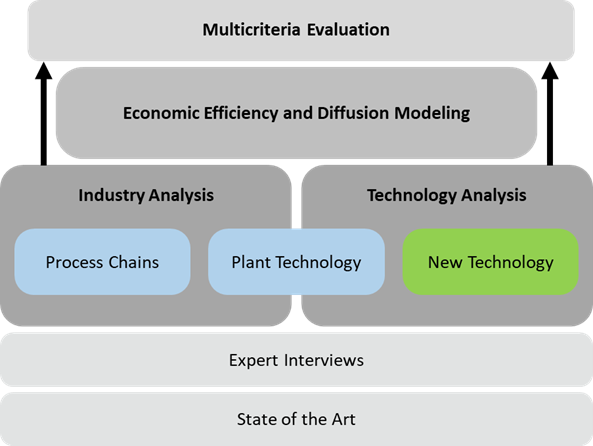
Figure 3. Study approach | Image Credit: Schwotzer
The study is based on an industry and technology assessment of the state of the technology (Figure 3). The results from the metal and mineral industries and the cross-sectional technology of steam generation were analyzed and summarized in consultation with experts. The central process chains were examined for each sector and the most important processes in terms of energy were identified. Each process chain contains several processes in which specific thermal process plants (industrial furnaces) are used, which are grouped into plant types. Based on the selected processes and plant types, applications are defined for further consideration. A reference technology and two to four CO2-neutral alternative technologies (new technologies) are assigned to each application. Key figures such as specific energy requirements, process-related emissions, or investment costs are used for comparison.
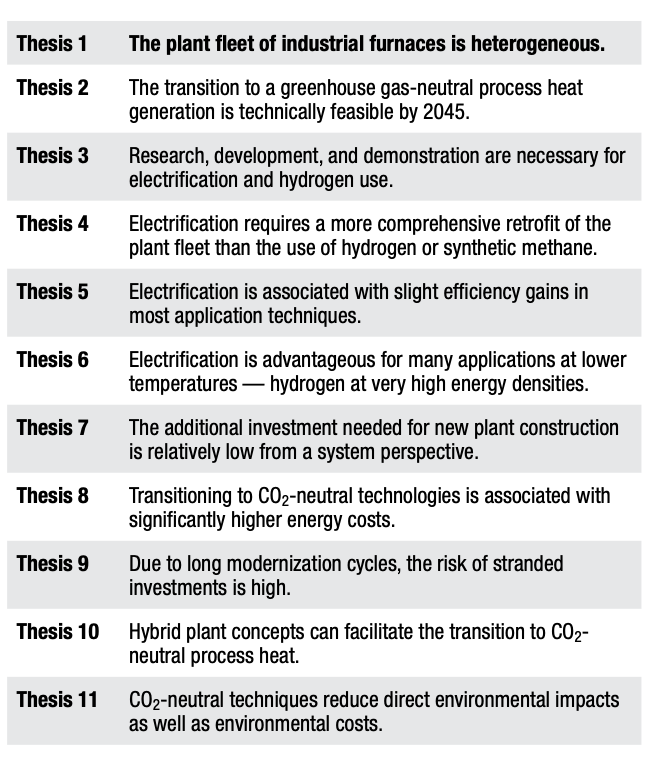
Table B. Theses Summary of Study Results | Image Credit: Schwotzer
The central findings of the study are summarized in eleven theses on the transformation of process heat generation (Table B). In this article, Theses 1, 2, 6, and 9 are presented in detail, providing a broad overview of the essential findings. For a more in-depth examination of the theses, see the link to the original study.
The Plant Fleet of Industrial Furnaces is Heterogeneous
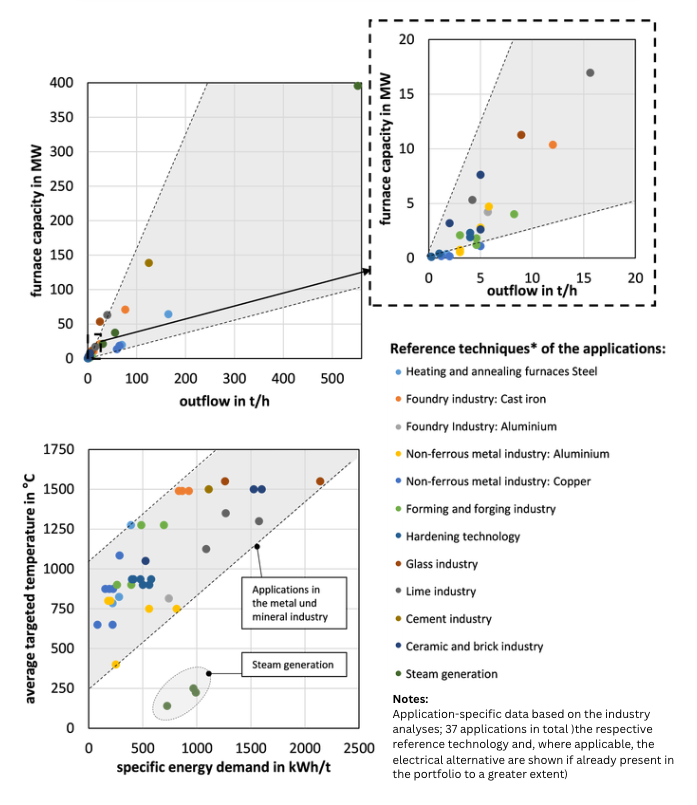
The metal and mineral industries are characterized by numerous small process plants (throughput of less than 20 tons per hour and plant capacity of less than 20 MW). At the same time, there are large facilities with significantly higher throughput and corresponding higher plant capacities. Figure 4 shows a selection of technical examples from the study. Examples of large plants include heating and annealing furnaces in the steel industry with capacities of up to 170 tons per hour or cathode shaft furnaces in the copper industry with throughputs of up to 80 tons per hour. It is observed that the specific energy requirement of a plant correlates with the process temperature. The higher the required temperature of a process, the higher the specific energy requirement.
Figure 4. Classification of the considered applications and reference technologies in the plant fleet in Germany based on characteristic parameters | Image Credit: Schwotzer
Additionally, the cross-sectional technology of steam generation was examined. The most up to date technology includes natural gas boilers or combined heat and power (CHP) systems. Industry-specific characteristics play a minor role in the selection of technology for achieving CO2 neutrality. The technical requirements for end applications are less different compared to industrial furnaces. This includes performance, throughput, pressure, and temperature.
A transition to CO2-neutral process heat generation encompasses various technical possibilities and obstacles, as well as investment costs and space requirements, depending on the industry and application. Accordingly, the necessary adaptation measures require a differentiated approach to the transition to CO2-neutral process heat generation. An effective strategy to achieve CO2 neutrality should take into account the unique characteristics of each industry’s production processes, as well as the specific challenges and opportunities they present.
Technical Transformation to CO2-Neutral Production is Feasible
Despite the wide variety of plants and specific challenges, the transition to CO2-neutral process heat generation is technically feasible by 2045. The solutions will vary depending on the industry and application, and the effort required to transition from currently used reference technologies to CO2-neutral alternatives varies significantly.
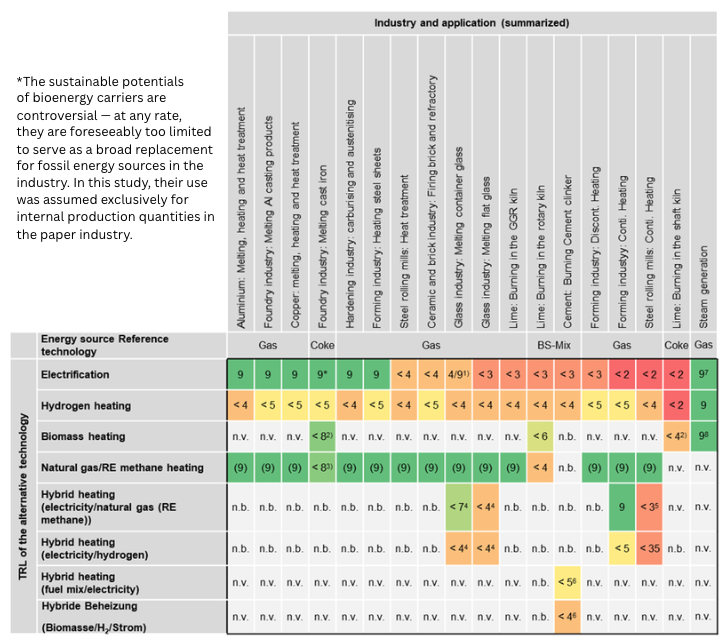
The heterogeneity of industrial furnaces has a significant impact on the feasibility of deploying CO2-neutral technology in the future. While electrification is already highly advanced and most up to date in applications such as the foundry industry, bulk forming, or melting of aluminium with induction furnaces, it shows comparatively low technological maturity in sectors like the lime and cement industry, which are associated with fundamental technical challenges; see Figure 5. This significant heterogeneity in the existing plant stock and terms of technology readiness level (TRL) (European Commission 2014) requires consideration in transformation strategies.
Figure 5. Technology readiness level (TRL) of the alternative technologies (summarized) | Image Credit: Schwotzer
Both hydrogen and electrification can have a significant impact, although further research and development are needed in many areas. Across applications, it is evident that electrification generally requires the construction of new facilities. Transitioning from natural gas-operated reference technology to hydrogen involves less technical effort in terms of plant technology and can be accomplished by retrofitting the burner technology. Additionally, using hydrogen requires local infrastructure (pipes, valves) and its impacts on process and product quality need to be tested. Industrial-scale facilities are not yet available, resulting in a TRL of < 5, according to the study. However, with ongoing research and development in many projects, the TRL for many applications is expected to rise quickly in the coming years.
Scaling all alternative technologies to an industrial level and testing them in operational deployments are crucial. Some technologies face significant technical barriers, such as the continuous heating in steel rolling mills. These processes and their plant technology are characterized by very high process temperatures and production capacities, requiring heating technologies with a high energy density, which are not possible with current most cutting-edge electrical heating technologies. The use of hydrogen also presents a particular technological challenge, especially in areas where solid fuels like coke are currently used, such as in shaft kilns for lime burning or in cupola furnaces of iron foundries. As a result, alternative, bio-based fuels are being considered for these applications.
However, for these fuels to be a viable option, they need to be produced in sufficient quantity and quality. On the other hand, CO2-neutral techniques for steam generation using hydrogen and for electrification are already available for industrial use today.
The continuation of this article will be released in Heat TreatToday’sSustainable Heat Treating Technologies edition (May 2026) where electrification versus hydrogen and a frank reckoning with the cost of new investments will be examined.
References
European Commission. 2014. Annex G – Technology Readiness Levels (TRL). Extract from Part 19 – Commission Decision C(2014)4995, “Horizon 2020 – Work Programme 2014–2015. General Annexes.” Brussels: European Commission.
Fleiter, Tobias, et al. 2023. CO2-Neutrale Prozesswärmeerzeugung: Umbau des industriellen Anlagenparks im Rahmen der Energiewende. Dessau-Roßlau: German Environment Agency (Umweltbundesamt).
All results in this article derive from the study “CO2-neutral process heat generation” (German: „CO2-neutrale Prozesswärmeerzeugung – Umbau des industriellen Anlagenparks im Rahmen der Energiewende: Ermittlung des aktuellen SdT und des weiteren Handlungsbedarfs zum Einsatz strombasierter Prozesswärmeanlagen”). The authors of this article would like to thank everyone who contributed to the study, listed in the published study. The study and further documents are on the website of the Federal Environment Agency in Germany (Umweltbundesamt).
This editorial is published with permission from Heat TreatToday’s media partner heat processing, which published this article in March 2024.
About The Authors:
Dr. Christian Schwotzer Department for Industrial Furnaces and Heat Engineering RWTH Aachen University, Germany schwotzer@iob.rwth-aachen.de
Katharina Rothhöft, M.Sc. Department for Industrial Furnaces and Heat Engineering RWTH Aachen University, Germany rothhoeft@iob.rwth-aachen.de
Un austenizado insuficiente afecta mucho más que la dureza final. Interrumpe la transformación de fase, debilita el rendimiento mecánico y aumenta el riesgo de deformación o fallo en condiciones de servicio exigentes. En esta entrega de Technical Tuesday, Ana Laura Hernández Sustaita, fundadora de Consultoría Carnegie, explica los orígenes metalúrgicos de la formación incompleta de la austenita; como la uniformidad del horno, la velocidad calentamiento, la composición química del acero y la geometría de la pieza, contribuyen a ese problema; y las estrategias modernas de control de procesos y simulación que garantizan una transformación completa y resultados repetibles de alta calidad.
Este artículo informativo se publicó por primera vez enHeat Treat Today’sJanuary 2026 Annual Technologies To Watch print edition.
En inglés, el término underhardening se utiliza para describir aceros que no alcanzan una austenización completa, lo que se traduce en una pérdida de dureza después del temple. Sin embargo, en este artículo ampliaremos el análisis más allá de la dureza, centrándonos en el fenómeno de la austenización insuficiente, analizando sus causas, su influencia directa en la microestructura y en las propiedades mecánicas, así como las acciones que podemos implementar en el proceso para prevenirla.
El rol del proceso de austenización
El objetivo principal del tratamiento térmico es obtener una microestructura homogénea o mixta que garantice las propiedades mecánicas requeridas para las condiciones de servicio establecidas: resistencia a la tracción, resistencia al impacto, límite elástico, entre otras.
El proceso de austenización es el primer paso crítico para muchos procesos. Consiste en calentar el acero por encima de la temperatura A3 (normalmente entre 30 y 50°C/85 y 120°F adicionales) para obtener una microestructura con red cúbica centrada en las caras (FCC) durante un tiempo determinado. Este paso es fundamental después de procesos como solidificación, forja o laminado, ya que “reinicia” la historia microestructural del acero.
¿Qué es la austenización insuficiente?
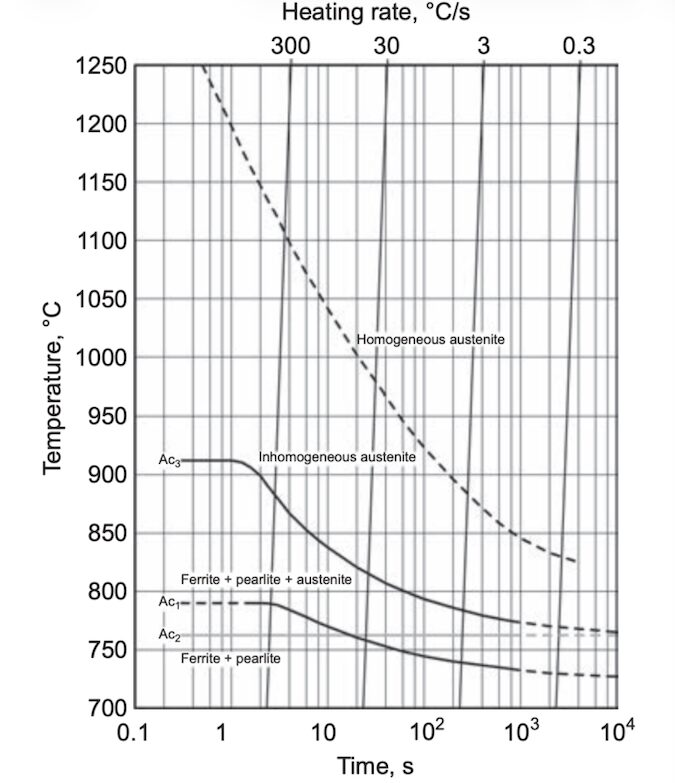
Figura 1. Diagrama tiempo-temperatura de austenización para acero Ck 45 (SAE/AISI 1045). | Image Credit: Figure 7, ASM International 2013
La formación de austenita implica cambios estructurales y composicionales influenciados tanto por la microestructura inicial como por la composición química del acero. Cuando los parámetros de austenización no se establecen adecuadamente: temperatura insuficiente, tiempo de permanencia corto o problemas de desempeño del equipo, como la falta de uniformidad térmica del horno, la transformación no se completa. El resultado es una microestructura que conserva fases no deseadas, lo que afecta la dureza, la estabilidad dimensional y la resistencia mecánica. Por lo tanto, cualquier microestructura que no logre transformarse completamente a austenita debido a los factores mencionados puede considerarse un caso de austenización insuficiente.
Causas de la Austenización Insuficiente:
Temperatura de austenización inadecuada: si la temperatura es demasiado baja, no se logra la disolución completa de ferrita o carburos.
Tiempo de empape insuficiente: un tiempo de empape (permanencia) demasiado corto impide la difusión homogénea del carbono en la austenita.
Distribución térmica no uniforme en el horno: produce zonas con distintos grados de transformación.
Composición química del acero: los elementos de aleación modifican la cinética de difusión y desplazan las temperaturas críticas de transformación.
Geometría y dimensiones de la pieza: las secciones más grandes demandan mayor tiempo de empape, para alcanzar el calentamiento completo.
Velocidades de calentamiento rápidas: pueden impedir la homogeneización de la microestructura y generar una transformación incompleta, especialmente en procesos por inducción.
Efectos de una austenización insuficiente
Microestructura heterogénea
Tal como se ilustra en el ASM Handbook, Volume 4A: Steel Heat Treating Fundamentals and Processes, la cinética de formación de la austenita depende fuertemente de la velocidad de calentamiento. A bajas velocidades, la homogeneización por difusión ocurre a temperaturas relativamente menores; en contraste, los calentamientos rápidos generan heterogeneidad microestructural, un efecto especialmente crítico en procesos como el endurecimiento por inducción o el calentamiento directo por flama. En otras palabras, la austenización insuficiente se presenta con mayor frecuencia cuando se emplean altas velocidades de calentamiento.
En consecuencia, una microestructura con composición heterogénea provoca variaciones en las temperaturas de transformación martensítica (Ms y Mf) a lo largo de la pieza. Durante el temple, las regiones con menor contenido de carbono transforman primero, originando una martensita más suave, mientras que las zonas más ricas en carbono transforman a menores temperaturas, generando tensiones internas y una microestructura inconsistente.
Mayor riesgo de deformaciones y fallas prematuras en servicio
Anteriormente se mencionó que el proceso de austenización implica un cambio en la estructura cristalina del material. Si este cambio no es homogéneo a lo largo de la pieza, se presentarán diferentes fases, resultando en un arreglo cristalográfico variado y, por ende, un cambio volumétrico. Por otra parte, calentar una pieza muy rápidamente provoca que el calor no se distribuya ni penetre de manera uniforme, causando transformaciones heterogéneas y, por lo tanto, tensiones debido a los cambios volumétricos en la estructura cristalina.
Reducción en la dureza y resistencia mecánica
Una austenización incompleta deja restos de ferrita o carburos no disueltos en la microestructura, que impide la transformación completa a martensita durante el temple, reduciendo la dureza final. Además, una menor cantidad de carbono en solución afecta negativamente la resistencia mecánica.
Aumento de la fragilidad y menor tenacidad
Una microestructura heterogénea (ferrita y perlita con martensita parcial y austenita retenida) disminuye la resistencia mecánica. Esto se traduce en menor capacidad para soportar cargas sin fracturarse.
Como prevenir la austenización ineficiente
Control preciso de temperatura y tiempo del horno
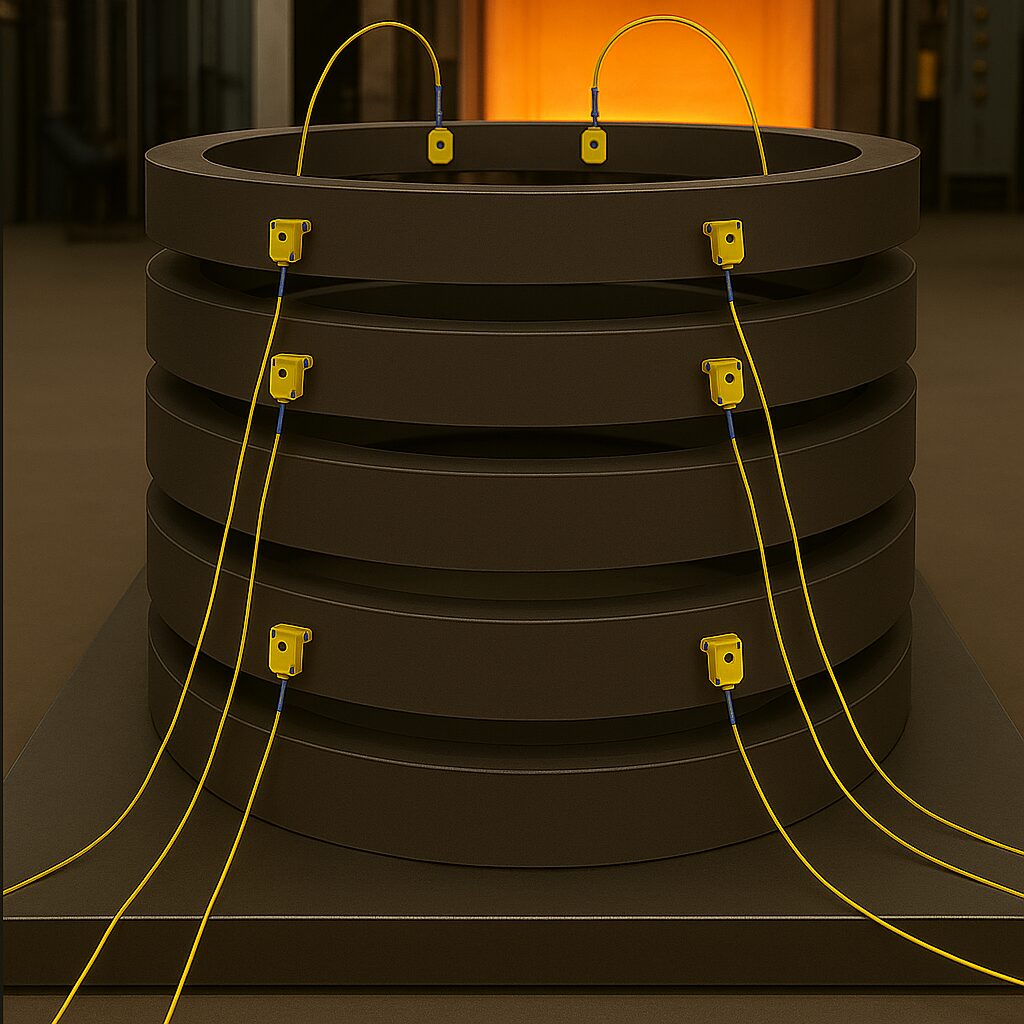
Figura 2. Ejemplo de un análisis de carga | Image Credit: Consultoría Carnegie
Para garantizar un control adecuado durante el mantenimiento, es fundamental utilizar termopares calibrados y ubicarlos estratégicamente dentro del horno para asegurar mediciones precisas. La calibración periódica previene errores en la lectura de temperatura, lo que contribuye directamente a la calidad del proceso. Además, es indispensable contar con la asesoría de un experto para determinar la vida útil recomendada de los termopares. Mantener una trazabilidad adecuada y realizar los reemplazos en tiempo y forma asegurará un funcionamiento óptimo del sistema.
Por otra parte, el uso de ventiladores internos en hornos de convecciones nos ayudara a mantener una uniformidad térmica dentro del horno, evitando zonas frías o calientes.
Otra forma de poder controlar la temperatura del proceso es el uso de registradores de temperatura o graficadores de temperatura. Estos dispositivos, conectados a termopares de contacto instalados directamente en las piezas, son especialmente recomendables para componentes con geometrías complejas con grandes espesores. Su función es registrar la temperatura en tiempo real y verificar que no existan fluctuaciones durante el tiempo de mantenimiento.
Distribución adecuada de la carga
En cargas donde es necesario realizar el tratamiento térmico de una cantidad considerable de piezas, es recomendable llevar a cabo un estudio para determinar la altura máxima de apilamiento que permita un flujo de calor adecuado y un calentamiento homogéneo. Un análisis preliminar puede realizarse colocando termopares estratégicamente en diferentes ubicaciones y en distintas piezas: por ejemplo, en la primera pieza de la carga, otra en la parte media y una más en la parte inferior de la torre de apilamiento.
Una vez que las piezas ingresan al proceso, es posible monitorear el comportamiento térmico de cada una de ellas, verificando que el tiempo de empape sea suficiente para que todas alcancen la transformación requerida al llegar a la temperatura objetivo, o bien, determinar si es necesario realizar ajustes en la configuración de la carga.
Uso simulación termodinámica para optimizar los parámetros del proceso
Cada grado de acero tiene una temperatura óptima de austenización determinada por su composición química. En los aceros al carbono (serie 10xx), estas temperaturas pueden estimarse mediante el diagrama Fe–C; sin embargo, cuando se incorporan elementos de aleación, dicho diagrama deja de ser suficiente. En esos casos, es necesario recurrir al cálculo de temperaturas críticas o al uso de herramientas más precisas, como simulaciones termodinámicas mediante software especializado, por ejemplo, Thermo-Calc®.
Aunque lo ideal sería tratar cada material a su temperatura específica, en la producción industrial esto no es eficiente, ya que implicaría procesar cada pieza de manera individual, lo cual ralentizaría la línea de fabricación y aumentaría el consumo de recursos, como tiempo y gas.
El uso de herramientas termodinámicas como ThermoCalc software ® permite evaluar cómo las variaciones en la composición química (debidas a tolerancias de colada o ajustes en elementos de aleación) afectan las temperaturas de transformación. Esto facilita la selección de una temperatura óptima de proceso que garantice que, para cada composición posible dentro de las especificaciones, las temperaturas de austenización sean las adecuadas. Con ello se optimiza el rendimiento del tratamiento térmico y se mejora la reproducibilidad del proceso.
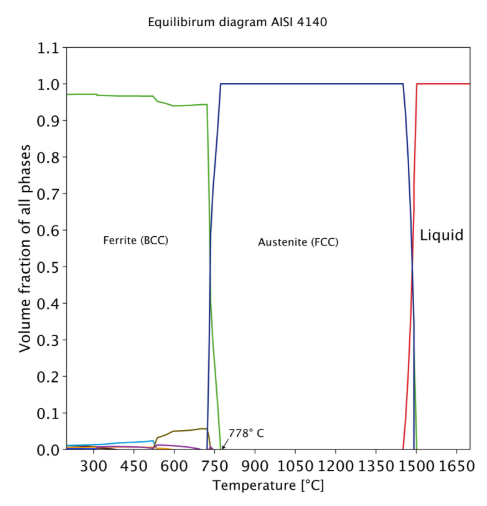
Por ejemplo, en la figura 3, si un acero 4140 se calienta únicamente a 750°C (1380°F) en lugar de 850°C (1560°F), la ferrita no se disolverá por completo. Como resultado, después del temple se obtendrá una microestructura compuesta por martensita blanda y ferrita residual, en lugar de una martensita homogénea y dura. Esto reduce significativamente la dureza y la resistencia mecánica del material.
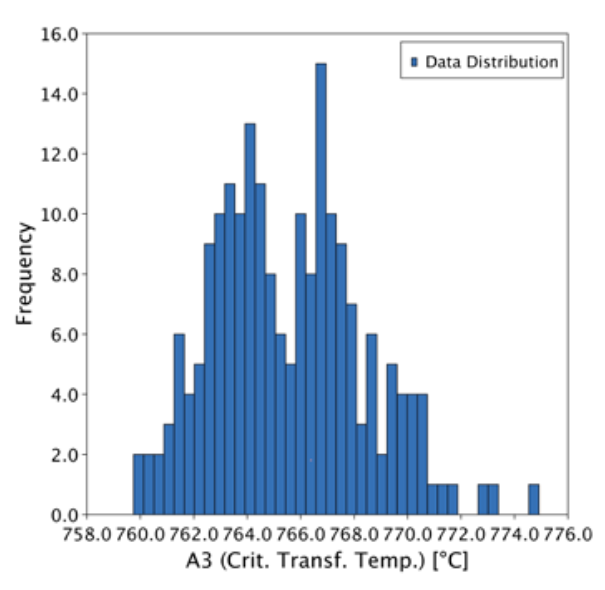
Figura 3. Diagrama de un eje para un acero 4140, (Fe, 0.4C, 0.8Mn, 0.2Si, 0.8Cr, 0.2Mo, 0.02Ni) | Image Credit: Consultoría Carnegie Figura 4. Histograma de la temperatura de transformación Ac3 para un acero AISI 4140 dentro del rango de especificación. | Image Credit: Consultoría Carnegie
En el histograma (figura 4) podemos observar que, incluso tratándose del mismo grado de acero, la temperatura A₃ puede variar aproximadamente 760−776°C (1400−1429°F) únicamente debido a las tolerancias químicas establecidas en la especificación. Si además consideramos la presencia de elementos residuales o microaleantes, es evidente que no podemos esperar el mismo comportamiento durante el tratamiento térmico ni las mismas propiedades mecánicas en todas las coladas.
En estos casos, herramientas termodinámicas como ThermoCalc software® permiten evaluar un conjunto amplio de posibles composiciones químicas y determinar una temperatura de austenización óptima que sea adecuada para todas las variaciones permitidas dentro de la especificación.
Diseño de curvas/rampas de calentamiento
Para asegurar que las temperaturas de transformación se alcancen de manera homogénea (tanto en procesos con cargas de alto volumen, como en piezas con geometrías variables) es recomendable implementar un calentamiento controlado. Aunque esto puede aumentar el tiempo de procesamiento, los beneficios incluyen una menor probabilidad de distorsión y la garantía de lograr una transformación austenítica completa.
La clave radica en diseñar un perfil adecuado de tiempo–temperatura, el cual dependerá de factores como las dimensiones de la pieza y las propiedades del material, entre ellas: difusividad térmica, capacidad calorífica, densidad y conductividad térmica.
Conclusión
La austenización insuficiente, conocida como underhardening, representa mucho más que una simple pérdida de dureza. Es una deficiencia metalúrgica que afecta la homogeneidad microestructural, la estabilidad dimensional y el desempeño mecánico.
Mediante un control riguroso de la temperatura, el tiempo y la uniformidad del horno, combinado con herramientas modernas de simulación, los ingenieros pueden asegurar transformaciones confiables, minimizar la distorsión y lograr resultados constantes y de alta calidad en el tratamiento térmico de los aceros.
Callister, W. D. 2019. Materials Science and Engineering: An Introduction. Hoboken, NJ: Wiley.
Herring, Dan. Metallurgical Fundamentals of Heat Treatment. Industrial Heating.
Krauss, G. 1980. Principles of Heat Treatment of Steel. ASM International.
Nuñez González, G. 1990. Fallas en los Tratamientos Térmicos para Aceros Herramienta.
Thomas, L. 2018. “Austenitizing Part 2: Effects on Properties.” Knife Steel Nerds. https://knifesteelnerds.com/2018/03/01/austenitizing-part-2-effects-on-properties/.
Totten, G. E. 2007. Steel Heat Treatment: Metallurgy and Technologies. Boca Raton, FL: CRC Press.
Acerca de la autora:
Ana Laura Hernández Sustaita Fundadora Consultoría Carnegie
Ana Laura Hernández Sustaita cuenta con Maestría en Ciencia e Ingeniería de los Materiales, Es fundadora de Consultoría Carnegie, una firma de consultoría y capacitación técnica especializada en el tratamiento térmico de aceros en México. Asimismo, se desempeña como Ingeniera de Soporte Técnico en Thermo-Calc Software, brindando asistencia a clientes en México, Canada y Estados Unidos de América. Ana promueve activamente la educación metalúrgica en Latinoamérica y fomenta la integración de herramientas computacionales en la práctica industrial del tratamiento térmico.
Insufficient austenitizing affects far more than final hardness. It disrupts phase transformation, weakens mechanical performance, and increases the risk of distortion or failure in demanding service conditions. In this Technical Tuesday installment, Ana Laura Hernández Sustaita, founder of Consultoría Carnegie, explains the metallurgical origins of incomplete austenite formation, how furnace uniformity, heating rate, steel chemistry, and part geometry contribute to the problem, and modern process-control and simulation strategies that ensure full transformation and repeatable, high-quality results.
This informative piece was first released inHeat Treat Today’sJanuary 2026 Annual Technologies To Watch print edition.
When a steel part is insufficiently austenitized, it is commonly referred to as underhardening, the resulting loss of hardness after quenching. However, in this article, we will extend the discussion beyond hardness alone, exploring the phenomenon of insufficient austenitizing, analyzing its causes and direct influence on microstructure and mechanical properties, and discussing modern strategies to prevent it.
The Role of Austenitizing in Heat Treatment
The main purpose of heat treatment is to produce a homogeneous or a desired mixed microstructure that ensures the required mechanical properties for the intended service conditions: tensile strength, impact resistance, yield strength, etc. Austenitizing is the first critical step for many processes. It involves heating the steel above the A3 temperature (typically 30–50°C or 85–120°F higher) to transform its microstructure into a face-centered cubic (FCC) lattice for a certain period of time. This step resets the steel’s structural history, particularly after casting, forging, or rolling, and defines the baseline for subsequent quenching and tempering operations.
What Is Insufficient Austenitizing?
Figure 1. Time-temperature-austenitization diagram for Ck 45 (SAE/AISI 1045) steel. | Image Credit: Figure 7, ASM International 2013
Austenite formation involves structural and compositional changes influenced by the initial microstructure and the steel’s chemical composition. When austenitizing parameters are not properly established, such as insufficient temperature, inadequate soaking time, or poor furnace performance (e.g., lack of thermal uniformity), the transformation remains incomplete. The result is a microstructure containing undesired residual phases that compromise hardness, dimensional stability, and mechanical strength. Therefore, any microstructure that fails to fully transform to austenite due to these factors can be directly associated with insufficient austenitizing.
Common causes of insufficient austentizing include:
Inadequate austenitizing temperature: Ferrite and carbides do not fully dissolve if the temperature is too low.
Insufficient holding time: A short soak time prevents uniform carbon diffusion throughout the austenite.
Thermal non-uniformity in the furnace (cold zones): This leads to regions with different degrees of transformations.
Chemical composition of the steel: Alloying elements modify diffusion kinetics and impact the critical transformation temperatures.
Geometry and dimensions of the part: Larger cross-sections require longer soak times for full heat diffusivity.
Rapid heating rates: Excessive heating, especially during induction hardening, can result in structural inhomogeneity and incomplete transformation.
Effects of Insufficient Austentizing
Heterogeneous Microstructure
As illustrated in the ASM Handbook, Volume 4A: Steel Heat Treating Fundamentals and Processes (2013), the kinetics of austenite formation depend strongly on the heating rate. At lower heating rates, diffusion-driven homogenization occurs at relatively lower temperatures, whereas rapid heating produces microstructural heterogeneity, an effect that is especially critical in induction or direct-flame heating. In other words, insufficient austenitizing is more likely to occur when high heating rates are used.
Consequently, a microstructure with heterogeneous composition leads to variations in the martensite transformation temperatures (Ms and Mf) throughout the part. During quenching, regions with lower carbon content transform earlier, producing softer martensite, while areas with higher carbon content transform at lower temperatures, resulting in internal stresses and an overall inconsistent microstructure.
Risk of Distortion and Premature Failure
The transformation from BCC or BCT to FCC (Defined: BCC: body-centered cubic; BCT: body-centered tetragonal; FCC: face-centered cubic) lattice during austenitizing involves a specific volume change. If this transformation occurs unevenly, differential expansion generates internal stresses, distortion, and in severe cases, microcracks. Rapid heating or poor furnace convection exacerbates these effects by producing steep temperature gradients across the part.
Reduced Hardness and Mechanical Strength
Incomplete transformation leaves undissolved carbides and residual ferrite, reducing hardenability and the amount of carbon in solid solution. This limits the formation of martensite during quenching and lowers final hardness and strength.
Increased Brittleness and Lower Toughness
A mixed structure of ferrite, pearlite, partial martensite, and retained austenite results in mechanical anisotropy and reduced energy absorption under impact loading. This condition increases the risk of brittle fracture, particularly in high-stress or cyclic applications.
How to Prevent Insufficient Austenitizing
Accurate Furnace Control
Figure 2. Example of loading analysis | Image Credit: Consultoría Carnegie
To ensure proper process control during the soaking stage, it is essential to use calibrated thermocouples strategically positioned inside the furnace to obtain accurate temperature measurements. Regular calibration prevents temperature reading errors and directly contributes to heat treatment quality. It is also important to get advice from an expert to determine the recommended service life of the thermocouples. Maintaining proper traceability and replacing them at the appropriate intervals ensures optimal system performance.
Additionally, the use of internal circulation fans in convection furnaces helps maintain thermal uniformity, preventing the formation of hot or cold zones.
Another method to monitor and control process temperature is using temperature data loggers. These devices, which are connected to contact thermocouples and placed directly on the parts, are especially recommended for components with complex geometries or large cross-sections. They record real-time temperature data throughout the process, allowing verification that no transient fluctuations occur during the soaking period.
Accurate Loading Distribution
For loads where heat treatment must be applied to a significant number of parts, it is recommended that a study be conducted to determine the maximum stacking height that will ensure proper heat flow and uniform heating. A preliminary assessment can be performed by strategically placing thermocouples in different locations and on different parts, for example, on the first part in the load, one in the middle section, and another at the bottom of the stacking tower.
Once the parts enter the process, their heating behavior can be monitored to verify that the soaking time is sufficient for all pieces in the stack to complete their transformation upon reaching the target temperature or to determine whether adjustments to the loading configuration are necessary.
Use of Thermodynamic Simulation to Optimize Process Parameters
Each steel grade has an optimum austenitizing temperature in function of its chemical composition. For carbon steels (10XX series), these temperatures can be estimated using the Fe–C diagram; however, once alloying elements are added, this diagram is no longer sufficient. In such cases, it becomes necessary to rely on critical temperature calculations or on more advanced tools such as thermodynamic simulations using specialized software, like Thermo-Calc®.
Although the ideal scenario would be to heat treat each material at its specific optimum temperature, this approach is impractical in industrial production; the required processing of each part individually would slow the manufacturing line and increasing resource consumption, including time and fuel.
Thermodynamic tools such as Thermo-Calc allow engineers to evaluate how variations in chemical composition (arising from casting tolerances or adjustments in alloying elements) affect transformation temperatures. This enables the selection of an optimum processing temperature that ensures complete austenitization for all possible compositional variations within the specification. As a result, the heat treatment operation becomes more robust, more reproducible, and more energy efficient.
For example, in Figure 3, if a 4140 steel is heated only to 750°C (1380°F) instead of 850°C (1560°F), the ferrite will not fully dissolve. As a result, the microstructure will consist of soft martensite and residual ferrite after quenching, rather than a fully homogeneous and hard martensitic structure. This significantly reduces the material’s hardness and mechanical strength.
Figure 3. Equilibrium diagram, AISI 4140 0.38C, 0.78Mn, 0.85Cr, 0.22Mo (%wt.) | Image Credit: Consultoría CarnegieFigure 4. Histogram of Ac3 transformation temperature for AISI 4140 steel within the specification range. | Image Credit: Consultoría Carnegie
We can observe in the histogram (Figure 4) that even within the same steel grade, the A3 temperature can vary from approximately 760−776°C (1400−1429°F) solely due to the composition tolerances specified for the alloy. If we also consider the presence of residual or microalloying elements, it becomes clear that we cannot expect identical behavior during heat treatment or identical mechanical properties across all heats.
In such cases, thermodynamic tools allow us to evaluate a batch of possible chemistries and determine an optimal austenitizing temperature that is suitable for all compositional variations.
Heating Curve Design
To ensure that transformation temperatures are reached uniformly (whether in processes involving large loads or parts with variable geometries), it is advisable to implement controlled heating rates. Although this approach may increase processing time, the benefits include reduced distortion risk and assurance of complete austenitic transformation.
The key is to design an appropriate time–temperature profile, which depends on factors such as part dimensions and material properties, including thermal diffusivity, heat capacity, density, and thermal conductivity.
Conclusion
Insufficient austenitizing, also known as underhardening, represents far more than a loss of hardness. It is a metallurgical deficiency that affects microstructural homogeneity, dimensional stability, and mechanical performance. Through rigorous control of temperature, time, and furnace uniformity combined with modern simulation tools, engineers can ensure reliable transformations, minimize distortion, and achieve consistent high-quality results in steel heat treatment.
Callister, W. D. 2019. Materials Science and Engineering: An Introduction. Hoboken, NJ: Wiley.
Herring, Dan. Metallurgical Fundamentals of Heat Treatment. Industrial Heating.
Krauss, G. 1980. Principles of Heat Treatment of Steel. ASM International.
Nuñez González, G. 1990. Fallas en los Tratamientos Térmicos para Aceros Herramienta.
Thomas, L. 2018. “Austenitizing Part 2: Effects on Properties.” Knife Steel Nerds. https://knifesteelnerds.com/2018/03/01/austenitizing-part-2-effects-on-properties/.
Totten, G. E. 2007. Steel Heat Treatment: Metallurgy and Technologies. Boca Raton, FL: CRC Press.
About The Author:
Ana Laura Hernández Sustaita Founder Consultoría Carnegie
Ana Laura Hernández Sustaita holds a Master’s degree in Materials Science and engineering. She is the founder of Consultoría Carnegie, a technical consulting and training firm specializing in steel heat treatment in Mexico. Additionally, she works as a technical support engineer at Thermo-Calc Software, providing assistance to clients across México, Canada, and United States of America. Ana actively promotes metallurgical education throughout Latin America and advocates for the integration of computational tools into industrial heat treatment practice.
As pressure mounts to cut industrial CO2 emissions, hybrid heating systems are emerging as a compelling pathway to decarbonizing industrial process heat. In this Technical Tuesday installment, Dr.-Ing. Marco Rische and Dr. Martin Ennen of ABP Induction Systems GmbH explore how integrating induction technology at the front and end of traditional gas-fired furnace heat treating can reduce energy consumption, improve temperature control, lower operating costs, and offer a realistic bridge to full electrification.
This informative piece was first released inHeat Treat Today’sJanuary 2025 Annual Technologies To Watch print edition.
The metalworking industry is undergoing a profound transformation, as the pressure to reduce emissions and replace fossil fuels continues to shape technological strategies across all areas of the value chain. In addition to melting technology, process heat is increasingly coming into focus — namely the heating, warming, and tempering of materials, which is required in virtually every production process.
With hybrid approaches that combine conventional gas furnaces with induction heating units, energy consumption, CO2 emissions, and costs can be reduced simultaneously. ABP Induction, a global provider of electric heating and melting technologies, has continued to refine and expand hybrid heating concepts over the past several years. Its strategy aims to help shape the path to CO2 neutrality as a partner to the metalworking industry through holistic solutions that balance technological advances and cost efficiency.
The Pressure to Act in the Industry
The starting point is both a challenge and an opportunity; the metalworking industry ranks among the largest industrial producers of CO2 emissions worldwide. The steel industry, in particular, is at the center of the decarbonization debate, accounting for roughly one quarter of global industrial emissions. Natural gas was the preferred fuel for many years: affordable, easy to control, and simple to transport. But with rising CO2 prices and increasing political pressure to decarbonize, the balance is shifting. While primary processes like pig iron production are increasingly shifting toward direct reduction using hydrogen, heat input in downstream processing steps, such as melting, heating, or rolling, still primarily relies on fossil energy sources.
At the same time, the economic landscape is shifting; rising CO2 prices, high energy costs, and the need for stable supply chains are driving a reassessment of conventional technologies and laying the foundation for induction-based burner substitutes to gain economic traction. The megatrends of digitalization, deglobalization, demographic change, and decarbonization are now shaping business decisions across the metalworking industry. After all, the energy policy framework is creating incentives to deploy electric solutions, especially where they can be powered by green electricity. This makes induction — contactless heating of metallic materials using electromagnetic fields — a key technology on the path to CO2 neutrality.
Induction Heating as a Foundational Technology
The physical principle of induction is well established. An alternating electromagnetic field transfers energy directly into the workpiece, heating it evenly and in a controlled manner. The advantages lie in high energy efficiency, dynamic controllability, and reliable process stability. While gas burners rely on convective and radiant heat, induction applies energy directly without intermediate losses — a decisive efficiency advantage that enables practical efficiencies of up to 90%.
For many applications, the technology is already widely adopted. In foundries, induction furnaces are increasingly replacing cupola furnace systems, while in forges and aluminum plants, induction systems are used for efficient preheating and heating. New application areas are emerging in the steel sector, particularly in the fields of reheating and heat treatment.
However, the limitations are equally clear; induction works optimally only where the material to be heated is electrically conductive and the electromagnetic field can be efficiently coupled. For large-volume or indirect heating processes, such as those involving gas flows or non-metallic materials, complementary concepts are required.
The Principle of Hybrid Heating
This is precisely where hybrid heating systems come into play. They combine proven induction technology with conventional furnace systems, typically gas-fired continuous or chamber furnaces. The goal is to leverage the strengths of both systems and compensate for their weaknesses.
A typical hybrid system integrates an induction section before or after the gas-fired furnace. When the induction unit is positioned upstream, it handles the rapid heating phase, bringing the workpiece to a defined temperature in a short time, which effectively reduces the load on the gas-fired furnace. It can then operate with reduced energy input. When the induction unit is positioned downstream, it ensures precise temperature control, homogenizes the temperature profile, or compensates for fluctuations in transport speed.
The benefits are multifaceted: gas consumption decreases, temperature distribution becomes more uniform, production speed can increase, and CO2 emissions are significantly reduced. Pilot projects have achieved savings of up to 60% in previous fossil energy consumption.
In addition, the hybrid solution enables a gradual transformation process. Existing furnace systems can continue to be used, keeping investments in new infrastructure to a minimum. This provides operators with an economically and technically viable path to decarbonization and allows them to stay close to the existing process without compromising production reliability.
Process Integration and Control
Hybrid heating systems are highly adaptable. The design of the induction section depends on material, geometry, throughput, and process objective. Modern control technology ensures precise coordination between induction and furnace operation.
Figure 1. Billet after induction heating process | Source: ABP Induction Systems GmbH
In the area of reheating slabs or billets in rolling mills, for example, an inductive preheating station can be installed in front of the furnace. Here, the induced power density is utilized to significantly shorten the heating time. At production rates of up to 200 tons per hour for long products and 1,000 tons per hour for flat products, induction systems achieve electrical efficiencies of 85% to 90%. Downstream of the furnace, a post-heating unit can help maintain a uniform temperature profile, a critical factor for product quality, dimensional accuracy, and potentially reduced wear on subsequent forming equipment. Process stability also benefits. Gas-fired furnaces are sluggish systems whose temperature responds slowly to process changes. Induction systems, on the other hand, can be controlled within fractions of a second, adding a dynamic component to the overall system. This allows temperature fluctuations to be compensated, which helps to prevent product defects.
A Tool for Transformation
The idea of replacing fossil fuel burners with induction systems is not new. Pioneers in the field considered this decades ago and developed alternative processes and methods, but it was never cost-effective. Fossil fuel usage remained cheaper and allowed existing processes to continue unchanged. Now the situation is different.
Figure 2. UHT Thermo Jet UHT200® — Induction heating concepts for fluids | Source: ABP Induction Systems GmbH
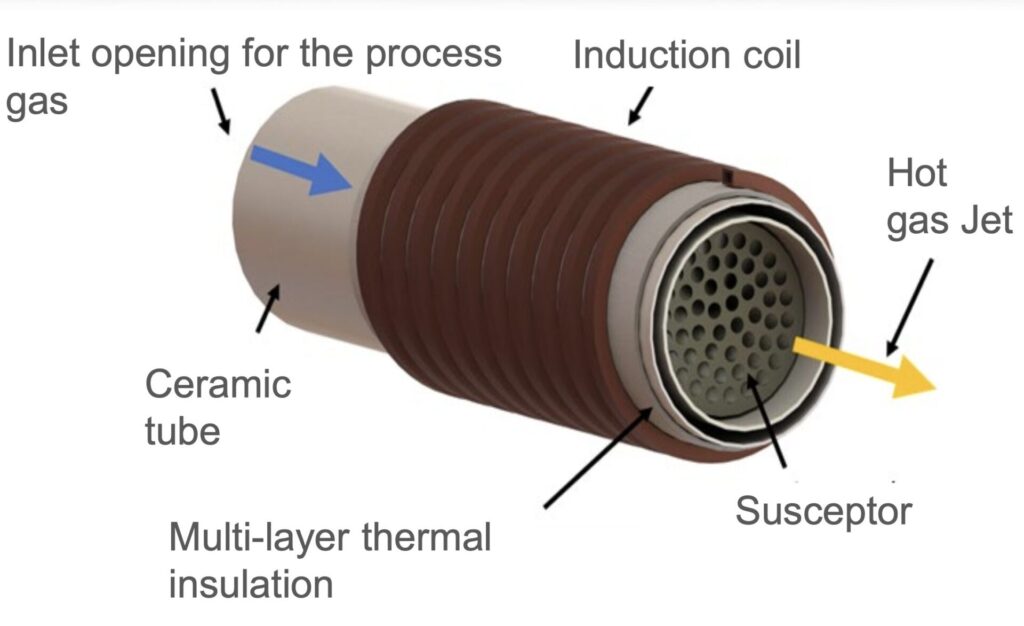
A key element in ABP Induction’s strategy for electrifying process heat is the Ultra-High-Temperature (UHT) Thermo Jet, a newly developed high-temperature hot gas technology that replaces conventional fossil fuel burners and electrifies industrial thermal processes. The innovation marks a decisive step toward fully electric process heat, demonstrating that even high-temperature applications are feasible without the combustion of fossil fuels.
The system is based on an inductively heated metallic susceptor located inside a high-temperature-resistant, thermally insulated channel. A process gas flows through it, typically air, though inert gases or exhaust gases can also be used. The induction coil generates an electromagnetic field (Figure 2) that heats the susceptor without physical contact. The susceptor then transfers the heat to the gas flowing past it. The result is a hot gas jet with temperatures well above 1000°C (1830°F), fully replicating the thermal characteristics of a natural gas flame. Industrial test series have already achieved stable temperatures of up to 1400°C (2550°F) with response dynamics that surpasses conventional burners.
The technology transfers energy in two stages: first, the susceptor is heated via induction; then, the heat is transferred to the gas stream. This decoupled structure enables precise control of temperature, gas flow, and power input. The key lies in synchronizing the electrical power control with the gas flow to ensure a consistent and reproducible hot gas quality. The system responds to load changes within seconds, offering a level of controllability for high-temperature applications that has never been achieved before.
Technologically, it operates with minimal losses, as no exhaust gases are produced and the heat is transferred almost entirely to the process. By using closed gas circuits, the residual thermal energy of the exhaust stream can be reused without generating pollutants or releasing combustion residues into the atmosphere. This not only reduces energy consumption but also improves the process atmosphere, for example, through low-oxygen conditions that enable high-quality heat treatment.
Another key feature is its ability to integrate into existing systems. The design enables direct replacement of gas burners in many industrial applications without requiring fundamental modifications to the furnace architecture. This provides a fast and cost-effective path to decarbonizing existing installations.
The concept was developed at the Foundry Institute of TU Freiberg. To bring the technology from the lab into real-world application, an alliance was formed: the university as the originator and development partner, Primetals as the system integrator, and ABP Induction for induction technology, contributing its insights in control systems, coil design, and power supply. Following successful lab trials with power levels between 10 and 35 kilowatts, an industrial demonstrator rated at 200 kilowatts is currently undergoing testing, serving as the foundation for market entry (Figure 3). The results demonstrate that the system is scalable — from compact applications to large-scale processes in the steel industry as well as glass, ceramics, and chemical.
Figure 3. UHT Thermo Jet UHT200® — test facility for 200kW heating power | Source: ABP Induction Systems GmbH
The UHT Thermo Jet transfers the principle of induction to indirect process heat. While previous systems exclusively heated metallic workpieces directly, the new technology now enables controlled generation of hot gas streams — a decisive step toward full electrification of industrial heat supply. By combining efficiency, responsiveness, and sustainability, this solution paves the way toward a CO2-neutral future while ensuring cost-effective operation.
3 Stages: Technical Application Development
The development of hybrid heating systems follows a clear technological logic:
In the short term, fossil-based systems are supplemented by complementary induction modules.
In the medium term, they are replaced by electric heat sources, such as the UHT Thermo Jet.
In the long term, they are fully electrified.
This evolution creates multiple advantages: first and foremost, a rapid entry into decarbonization through the retrofit of existing systems, resulting in lower operating costs due to reduced gas consumption and decreased maintenance requirements. This also leads to an increase in product quality thanks to precise temperature control. Companies also stand to benefit from the energy transition in the market, with long-term supply security, as electricity from renewable sources can be generated locally.
At the same time, new requirements are emerging for control and integration. Electric heating systems respond instantly to grid fluctuations and can be integrated into digital energy management systems. This makes it possible to optimize load profiles, adapt production processes flexibly to energy availability, and manage energy consumption with full transparency — a key milestone on the path to climate-neutral industrial production.
The ecological impact of hybrid heating systems is thus directly measurable. By partially replacing fossil burners, CO2 emissions can be reduced significantly. At the same time, nitrogen oxide and particulate emissions, which are typically generated during combustion, are reduced.
The economic picture is similar; while the investment costs for electric systems are higher, operating costs decrease due to lower gas consumption and improved energy efficiency. In addition, expenses for emission certificates, burner maintenance, and exhaust gas treatment are eliminated. In many cases, the investment pays off within a few years, especially when funding programs for the decarbonization of industrial processes are utilized.
In addition, the resilience of production systems improves. Electrically operated systems are less dependent on geopolitical energy imports and can potentially be powered directly by locally generated green electricity or by synthetically produced energy (via power-to-X processes) in the future. New energy storage concepts will also play a role here.
Practical Considerations
There are four key megatrends in industry: digitalization, deglobalization, demographic change, and decarbonization. Electrification of process heat is a key area of action, following the three-stage logical flow to implement fully electric, CO2-free process heat solutions. This approach reflects the reality in many industrial enterprises, which, due to their investment cycles, cannot implement an immediate transition. Hybrid solutions provide the essential bridge — both technologically and economically.
Despite these innovations, it is clear that the transformation of industrial process heat will not happen overnight. It requires time, investment, and a high degree of technical integration. Nevertheless, the electrification of thermal processes is considered an indispensable component of industrial decarbonization.
Hybrid heating systems represent a key enabling technology in this context. They enable the gradual replacement of fossil fuels, increase efficiency, and open up new degrees of freedom in production control. With innovations such as the UHT Thermo Jet, the range of applications expands significantly — reaching into areas like process gases and high-temperature applications that were previously considered the domain of fossil combustion.
Hybrid technology does not mark the end, but rather the beginning of a new generation of industrial heating systems — efficient, flexible, and climate-neutral.
About The Authors:
Dr.-Ing. Marco Rische Chief Technical Officer and Director System Business ABP Induction
Dr.-Ing. Marco Rische is a highly qualified professional in induction heating systems technology with over 26 years of experience as the vice president of service, chief technical officer (CTO) and director system business with ABP Induction. He has demonstrated a deep technical understanding as a leader, leveraging his management and engineering background to solve complex technical and organizational challenges.
Dr. Martin Ennen Application and Development Engineer ABP Induction
Dr. Martin Ennen has studied electrical engineering and obtained his PhD in the field of electrical process engineering, with a focus on inductive heating processes. He has been working for three years at ABP as an application and development engineer. He is responsible for research and development work that entails numerical process simulation leveraging state-of-the-art FEM methods.
What if your furnace could run faster, cheaper, and cleaner — without major capital investment?Carl Nicolia, president at PSNERGY, LLC, discusses how using waste heat recovery and smart combustion monitoring can cut cycle times in half, reducing gas consumption, and eliminating zone temperature variations.
This informative piece was first released inHeat Treat Today’sOctober 2025 Ferrous & Nonferrous Heat Treatments/Mill Processing print edition.
Optimizing combustion and reclaiming waste heat can dramatically improve furnace performance. A real-world bar and coil annealing case study shows how simple retrofits reduced ramp cycle time, cut gas consumption, and eliminated zone temperature variation. The results demonstrate how heat treaters can boost throughput, lower costs, and improve quality without major capital investment.
The Challenge of Industrial Furnace Efficiency
Industrial furnaces are the backbone of metals processing, enabling heat treatment, annealing, forging, and countless other applications. Despite their importance, these furnaces are inherently inefficient. In most cases, less than half of the energy generated by burning natural gas actually reaches the load. Energy is continuously lost through exhaust gases, radiant losses, opening losses, and the heating of fixtures and refractory walls.
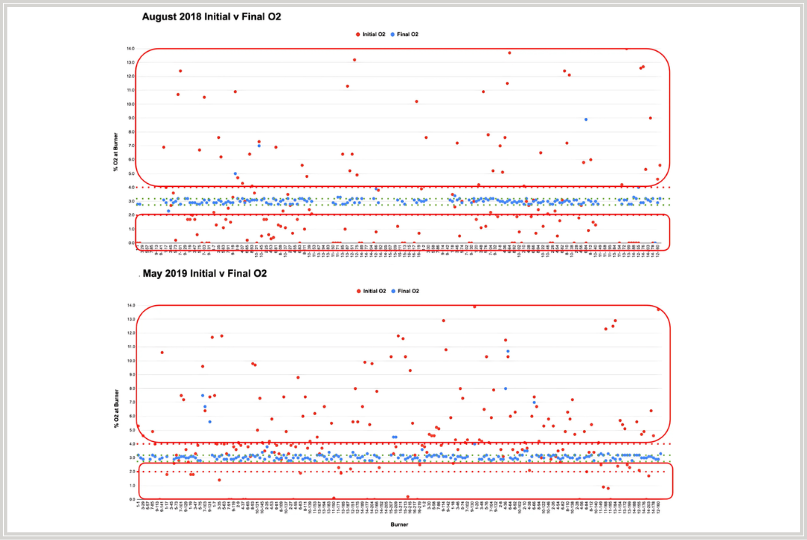
On top of this inefficiency, combustion ratios drift over time. Burners fall out of tune, air-to-fuel ratios shift, and temperature distributions across zones become imbalanced. Even with regular maintenance, most furnaces run well below their optimal performance for a significant portion of their operating lives. See figures 1a and 1b, which illustrate how quickly furnaces drift out of tune. Therefore, regular monitoring and adjustment are essential to avoid energy losses and reoccurring performance issues.
This raises a critical question for heat treaters and metal processors: how much efficiency is being left on the table? And more importantly, what would it mean for throughput, energy costs, and product quality if some of that efficiency could be reclaimed?
The following case study of a bar and coil annealing furnace provides a compelling answer.
Figure 1a, 1b. A demonstration of temperature drift that happened in a furnace that was serviced in August 2018 and then again in May 2019. The red points represent oxygen levels measured at each burner when the PSNERGY team arrived on site, while the blue points show oxygen levels immediately after tuning. Although the furnace was optimized during the August 2018 service, the system had already shifted far from optimal conditions within a few months (May 2019). This highlights the inherent inefficiency and constant variability of combustion systems. Source: PSNERGY, LCC
The Application
The facility in this example operates a batch furnace dedicated to bar and coil annealing. The furnace is equipped with 14 non-recuperated U-tube burners across two heating zones.
While reliable, the furnace faced two persistent challenges: long cycle times and inconsistent temperature uniformity across the two zones. Both issues reduced throughput and posed risks to product quality and delivery while also driving up energy costs.
The Problem
The problems facing this manufacturer were not unusual. Long cycle times limited furnace productivity, creating bottlenecks in meeting customer demand. At the same time, uneven zone temperatures made it difficult to maintain uniform metallurgical properties in the product.
With natural gas prices trending upward, energy costs compounded the problem. Every additional hour in the cycle not only resulted in lost throughput, but also higher gas consumption.
The Objective
The project set out with three clear objectives:
Reduce total cycle time: By shortening ramp-up time, the furnace could complete more loads per month, increasing throughput.
Improve zone uniformity: Temperature variation between zones not only affected quality but also required longer soak times to ensure the coldest parts of the load met specifications. Eliminating this variation would allow for both higher quality and shorter cycles.
Lower gas consumption: With energy representing a major portion of operating costs, reducing fuel usage was essential to improving competitiveness and profitability.
The Solution
This improvement method went beyond the traditional practice of tuning a furnace every six to twelve months. Instead, it involved a broader approach utilizing waste heat recovery and digital monitoring tools to achieve optimal combustion at every burner.
The process involved:
Installing ceramic radiant tube insert assemblies into the U-tubes
Utilizing a combustion monitoring and alerting system to measure air-to-fuel ratio at all burners on the furnace
Adjusting all burners to operate within an optimal excess oxygen window (typically between 2.8% and 3.2%) and maintaining those settings over time
Ensuring balance between zones allowing the furnace to deliver uniform heating to the load
Figure 2. Before vs. after RIT installation. Source: PSNERGY, LLC
The project began with installing waste heat recovery on all 14 of the non-recuperated U-tubes. In this case, ceramic radiant tube inserts (RTIs) were used because they are quickly and easily installed and capture waste heat normally lost out the exhaust, keeping the energy inside the furnace. Additionally, the RTIs improve temperature uniformity, and reduce gas consumption (see Figure 2).
Installing combustion monitoring at each burner is key to keeping the improvements in place. Instead of waiting for issues to show up in product quality, operators can see what is happening at the burners in real time. When a burner starts drifting out of balance or tune, they have the data to correct it immediately. Constant visibility helps the furnace stay efficient and consistent.
Precision is important when considering the physics of combustion. Measuring excess oxygen at less than 1% (running rich) indicates incomplete combustion is occurring, leading to carbon monoxide and soot formation. At the other extreme, running with too much excess air (running lean) wastes energy. Even 5% excess oxygen results in roughly 13% less energy to the load, while 7% excess oxygen increases those losses to 21%, all while burning the same amount of natural gas.
The Results
The outcomes of this project were dramatic.
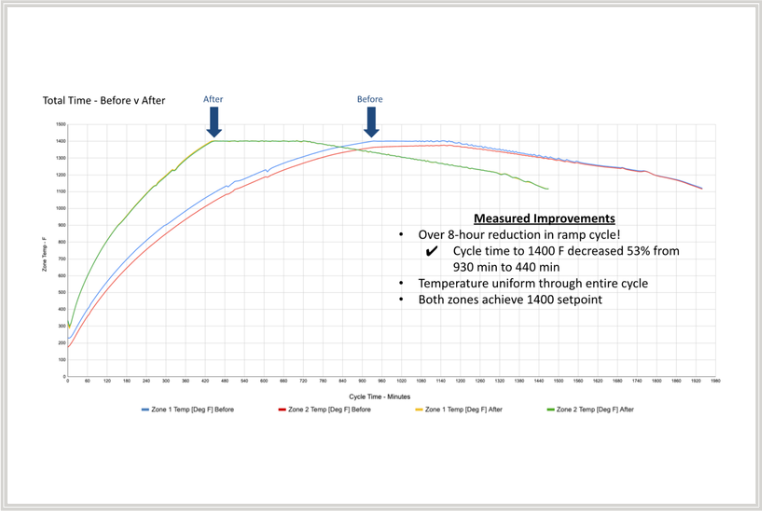
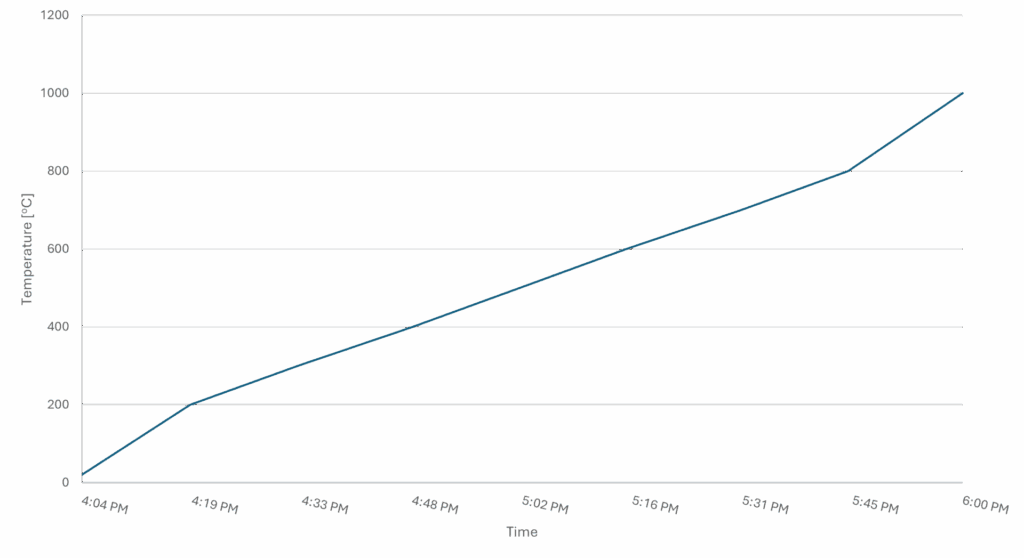
Ramp cycle reduced by 53%. Prior to any improvements, the furnace cycle time was 30 hours, with ramp-up time accounting for a major portion of the overall cycle. After optimization, ramp-up time was reduced by 8 hours, enabling faster turnaround and greater throughput.
Gas consumption reduced by 59% per load. Improved combustion efficiency means that less fuel is required to reach the same metallurgical results. This reduction directly lowers operating costs and CO2 emissions per ton.
Zone temperature variation eliminated. By balancing combustion across zones, the furnace achieves uniform heating, reducing the risk of quality issues and minimizing the need for extended soak times.
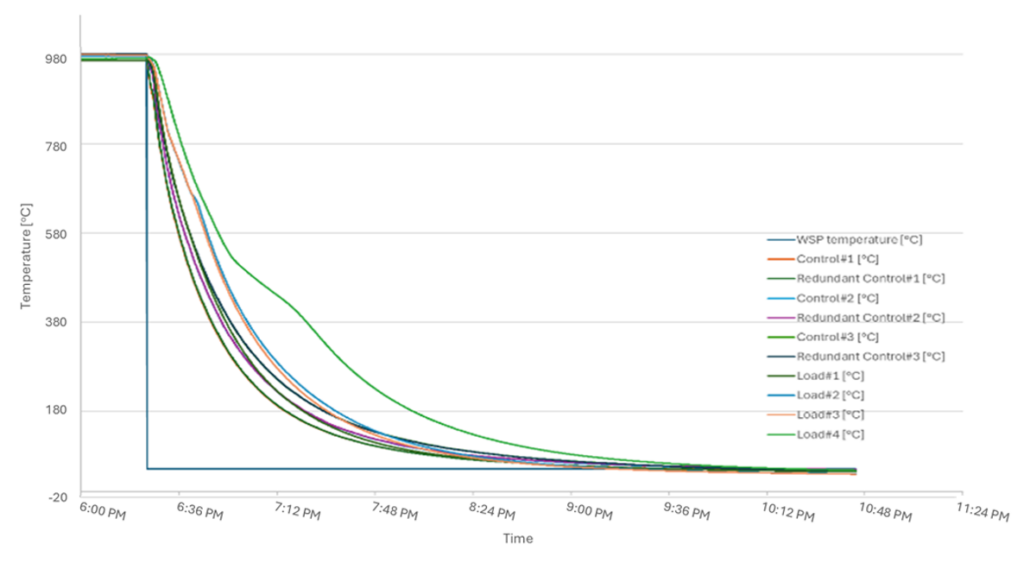
Figure 3. Graph shows Zone 1 and Zone 2 uniformity (identical curves depicted by yellow and green lines) after the combustion monitoring improvements. Source: PSNERGY, LLC
For the manufacturer, these results translated into both immediate savings and long-term operational advantages. Throughput increased while emissions and quality risks were reduced (see Figure 3).
Broader Implications for Industry
While this case study focuses on a single bar and coil annealing furnace, its implications extend across the heat treat and metals industries.
Most industrial furnaces, regardless of size or application, experience similar inefficiencies. Over time, combustion drifts away from optimal conditions, often unnoticed until performance or quality issues arise. Standard practice, tuning once or twice a year, is rarely enough to maintain proper function.
Capturing waste heat and utilizing technology to monitor and maintain combustion represent major opportunities for manufacturers. By reclaiming even a portion of the 10–30% efficiency losses that occur between tunings, facilities can realize double-digit improvements in throughput and energy consumption.
The return on investment can be substantial. In most cases for these improvements, it’s months. Additional throughput alone will often justify the investment. In many locations, natural gas providers have incentives in place for these projects as they are proven to make substantial reductions in energy use. Just as important, optimizing combustion extends the life of burners and tubes, reduces maintenance emergencies, and stabilizes furnace operation; again, reducing cost and improving efficiency.
Conclusion
Industrial furnaces are indispensable, but they do not have to be inefficient. This bar and coil annealing case study demonstrates that even established furnace systems can achieve impactful performance gains through retrofit combustion optimization.
By focusing on cycle time, energy use, and zone uniformity, manufacturers can unlock faster throughput, lower costs, and higher product quality, while also reducing emissions and operating stress.
The lesson for heat treaters is clear: combustion is not just a background process, it is the heartbeat of the operation. Maintaining combustion properly through the use of easily implemented technology can turn a productivity drain into a competitive advantage.
About The Author:
Carl Nicolia President PSNERGY, LLC
Carl Nicolia is president of PSNERGY, LLC, which provides modern solutions to combustion problems, improving equipment life, enhancing productivity, and reducing emissions through smart application of proprietary products, services, and technology.
In this episode of Heat TreatRadio, Doug Glenn sits down with Michael Mouilleseaux of Erie Steel Treating to examine U.S. energy initiatives and their implications for the heat treating industry. Mouilleseaux, who also chairs the Metal Treating Institute Regulatory Task Force, provides context on energy costs, emissions data, and the practical challenges associated with electrification and alternative fuels in industrial heating. The discussion explores how policy decisions affect energy reliability and day-to-day manufacturing operations, and whether current approaches align with the operational realities of heat treating.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Introduction
Doug Glenn: Today, we are welcoming back a guest that we’ve had on Heat Treat Radio several times: Michael Mouilleseaux from Erie Steel Treating in the Toledo, Ohio area. We are going to be discussing energy policies that are impacting captive heat treaters, commercial heat treaters, heat treating industry suppliers, all of those folks — should be a pretty interesting conversation.
Doug Glenn (host on the left) and Michael Mouilleseaux of Erie Steel Ltd (right)
Greenhouse Gas Emissions By the Numbers (2:00)
Doug Glenn: Michael has some pretty interesting statistics about pollution, sustainability, and energy. Could you share some of those stats with us?
Michael Mouilleseaux: The United States represents about 11% of the total greenhouse gas emissions — total. China represents 30%. India is almost equivalent with us. They are just under 10%. 2007 is said to be the peak year for greenhouse has emissions worldwide. Since 2007, the U.S. has reduced its greenhouse gas emissions 15%. During that time, we have increased our energy production by 45%. Obviously, we’re doing something right.
In that same timeframe, the rest of the world has increased their greenhouse gas emissions 20%. When we talk about what is it that the U.S. is doing and what more do we need to be doing — we are doing more than anyone else.
In the U.S., what are the component parts of these greenhouse gas emissions? They are transportation, electric generation, and industry, and they are all about 25% or 30%.
Heat treating as a small part of industry represents 0.3% of the U.S. greenhouse gas emissions.
Doug Glenn: Is that across all of the component parts?
Michael Mouilleseaux: That is across everything, 0.3%. And yet, we are going to have the conversation, “Why us?”
Fuel Costs (4:07)
Michael Mouilleseaux: In the U.S., natural gas costs less than $3 per million BTU. In Germany, it’s $12 per million BTU.
Doug Glenn: Which is four times the rate.
Michael Mouilleseaux: Correct, four times the rate. Now, there was a time in the U.S. when gas was that expensive, and I remember that. That was not a fun time to be in the heat treating industry.
When we say gas cost $3 million BTU and $12 million BTU, that’s the commodity cost — that doesn’t include transportation. Electricity in the U.S. for industrial customers averages a little over 8 cents a kilowatt hour. Germany is the largest economy in the European Union. In Germany, electricty costs over 30 cents a kilowatt hour.
A couple of interesting facts as we talk about what the legislation is and how it affects us: 40% of the U.S. Congress members are lawyers. Less than 2% of the members are engineers. Here, we have this highly technical discussion about clean air, thermodynamics, and these models that are used to generate the information that the industry is being held accountable for. Yet less than 2% of the members of Congress even understand it.
Learn how the DOE identified heat treating as a target for decarbonization efforts. Click on the image above to read Michael Mouilleseaux’s original analysis of what this means for the industry.
So how did this whole thing get started? It goes back to the Clean Air Act of 1970, which was a national air quality standard that named six pollutants and covered the United States only. We’re going to come back to this point because it’s significant.
In 1990, the Clean Air Act was amended by Congress, and now included 180 pollutants.
Doug Glenn: So it went from 6 to 180 pollutants.
Michael Mouilleseaux: Do we remember what the seventies were like? If you do, you can remember seeing televisions shots of Southern California — you could not see anything because the smog was so bad. So, was this legislation justified? I would say that it absolutely was.
Doug Glenn: That and the Cuyahoga River being on fire.
Michael Mouilleseaux: Exactly, so it was very important. MTI has this initiative in California. Why have we focused on a single state? It was the clean air acts in California in the 1960s that spurred the U.S. Congress to generate the Clean Air Act, which now has nationwide application.
Doug Glenn: I’ve heard it said that what starts in California spreads to the rest of the nation and the rest of the world.
Michael Mouilleseaux: It absolutely does. So we have the Clean Air Act. Secondly, in 2007 — we have gone from 1970 to 2007 — the Obama Administration made decisions based on two pieces of information: a Supreme Court ruling, and information that was generated by what’s called the IPCC, which is the Intergovernmental Climate Change Panel.
Doug Glenn: Okay.
Michael Mouilleseaux: In this panel — a highly politicized body, by the way — they came up with the information that said that with a certain amount of CO2 in the atmosphere, the earth is going to heat up. If it heats up, the solar ice caps will melt. Sea levels will rise, we are going to have monsoons. A very catastrophic scenario was presented by this panel.
Based upon that, the Obama Administration EPA had what they called an endangerment finding. Endangerment is not a scientific term, it’s non-engineering term. It’s a legal term. It means risk of harm, not actual harm, but a risk of harm. The EPA took this information and said there’s a risk of harm to the U.S. population, and as a result of that, we are going to implement legislation.
The first legislation that came down the pike was the Clean Power Plan Act. EPA mandated that the states had to regulate the CO2 emissions of the power plants. At that time, the regulation mandated that by 2030, the greenhouse gas emissions had to be reduced 30%. That’s 23 years from 2007 to 2030. It seems almost reasonable.
Doug Glenn: Just to be clear, they said you need to reduce it by 30%, not to 30%. In other words, you don’t need a 70% reduction, you just need to reduce it 30%.
Michael Mouilleseaux: Correct.
Now we fast forward to 2021, and the Biden Administration comes in, it’s difficult to describe this and not sound political, but the years are what they are, and the people that were in power are who they were — this is the result of that. In 2021, just as Biden comes into office, he issues an executive order mandating a clean energy economy.
He charged the EPA, the Environmental Protection Agency, and the Department of Energy to develop a plan to further the reduction in greenhouse gases. In effect, it affected all three segments of the U.S. economy that generate greenhouse gases. With the previous Power Plant Act, greenhouse gases had to be reduced 30% by 2030. Under the Biden Administration, that regulation was changed to an 85% reduction, and you had to have net zero emissions by 2050.
This applied to the power plants. It applied to automobiles, the transportation sector. That’s where you saw all of these incentives that are in place. There was a huge push for electric cars. If you recall, 40% of the vehicles sold by 2030 were to have been electric vehicles, and by 2050, it was supposed to be an all-electric economy. Same thought process going into play there as it applies to the industrial sector.
There were five segments of the industrial sector: iron and steel, manufacturing, chemical processing, petroleum processing, and food and beverage. All five of these segments of the industrial sector were subject to the same mandate. Thatis, that by 2030, an 85% reduction in greenhouse hases and net zero by 2050.
Four Pillars of Mitigation (13:09)
Michael Mouilleseaux: That administration came up with what they call the Four Pillars of Mitigation. The pillars of mitigation were energy efficiency, the use of low carbon fuels, carbon caption, and electrification.
Source: U.S. Department of Energy
We ask then, “Why heat treating?” As we mentioned, it’s only 0.3% of greenhouse gas emissions across the five target areas. Where did heat treating come into play? Well, there was a symposium held by the Department of Energy in the summer of 2023. In that symposium, they further defined the segments within these five areas that I spoke of, and in the iron and steel industry, they made the determination that 63% of the energy that’s used in the iron and steel industry is in process heating. Then they further segmented it, and they said heat treating is a significant sector in process heating.
Why is an industry responsible for just 0.3% of U.S. greenhouse gas emissions in the crosshairs? Click on the image above to read the full analysis.
So almost as an afterthought, heat treating got pulled into this.
Doug Glenn: Quick clarification question on that. When they talk about process heating and the iron steel, are they talking about steel making or everything downstream from it?
Michael Mouilleseaux: Both.
Doug Glenn: Okay, alright.
Michael Mouilleseaux: It’s all inclusive.
Pillar One: Energy Efficiency (14:46)
Michael Mouilleseaux: How do the mitigating pillars apply to heat treating? Let’s look at energy efficiency. I had a conversation with several furnace manufacturers and my question to them was, “if we looked at equipment that’s 20 or 25 years old and compared it today, how much more efficient is the equipment today?” We are talking state-of-the-art equipment. How much more efficient is that equipment than what we had that’s 20 years old? The answer is that the maximum would be 20%.
Doug Glenn: 20% more efficient.
Michael Mouilleseaux: 20% more efficient at maximum, not average. That’s the absolute maximum. So we’re not going to get our 85% reduction in greenhouse gases by a 20% improvement in efficiency.
Pillar Two: Low Carbon Fuels (15:40)
Michael Mouilleseaux: The next element was low carbon fuels.
Doug Glenn: That’s pillar number two.
Michael Mouilleseaux: Pillar number two. After you make your way through what they were talking about — and there’s some discussion about biofuels and things of that nature — at the end of the day, it’s all about hydrogen. Their goal was to utilize hydrogen in place of natural gas as fuel source. Is that technically feasible? The answer to that is yes. Where you run into the problem is how practical is it?
Firstly, is there a distribution center, a methodology for hydrogen? Could you just put it in in the natural gas pipelines and use it? Not as they’re currently configured; it would require some work.
Steam methane reforming / Source: U.S. Department of Energy
Secondly, how are you going to generate all of this hydrogen? Today the way that hydrogen is generated is a method called steam methane reform in which you take methane, which is natural gas, and you heat it by using natural gas, and then you inject steam. In doing so, you strip away the hydrogen. Steam H2O and you strip away the hydrogen from the oxygen. The oxygen you can put back in the atmosphere, and the hydrogen you capture and that’s what you’re going to sell.
The cost of that today is about $15 per million BTUs.
Doug Glenn: Regular natural gas we said was less $3 per million BTUs. So it’s a five times increase in cost.
Michael Mouilleseaux: There we go. Now the other thing is you are using 2.5 million BTUs of methane or natural gas to make 1 million BTUs of hydrogen. So, if you’re not an engineer, you are just fine with that. But to those of us that that can do a little bit more than just add and subtract, it makes no sense. It’s nonsensical.
In addition, there are no facilities that could generate the amount of hydrogen that we’d be needed to supply industry.
Doug Glenn: You’re using two times the fuel to make it, but also, doesn’t hydrogen have like a quarter of the BTUs of natural gas?
Michael Mouilleseaux: There we go. Now the other thing is you are using 2.5 million BTUs of methane or natural gas to make 1 million BTUs of hydrogen. So, if you’re not an engineer, you are just fine with that. But to those of us that can do a little bit more than just add and subtract, it makes no sense. It’s nonsensical.
In addition, there are no facilities that could generate the amount of hydrogen that we’d be needed to supply industry.
Doug Glenn: You’re using two times the fuel to make it, but also, doesn’t hydrogen have like a quarter of the BTUs of natural gas?
Michael Mouilleseaux: There is another way of generating hydrogen, and that is electrolysis. You take water with a sufficient amount of electrical input. You can strip the hydrogen off the oxygen, you can use a membrane sieve, you can separate them out. This is a well-known, well-established method that has been done for quite a long time.
Two considerations with this method. Firstly, where does the electricity that you use come from? In this country today, 40% of our electricity is generated from natural gas. So if you are going to say that we are going to reduce the CO2 output and you’re utilizing natural gas to generate electricity, there is an issue there. The second consideration is the cost. The cost today of electrolysis-generated hydrogen is about $60 per million BTUs.
Doug Glenn: In summary, it’s $3 per million BTUs for natural gas, $15 per million BTUs for methane separated, and $60 per million BTUs for electrolysis separated.
Michael Mouilleseaux: Correct, that’s today. The industrial roadmap that the Biden Administration came up with determined we would use green energy — wind turbines and solar panels. We all know that those energy sources are free because the wind blows for nothing and the sunlight comes out and graces us with its presence every day. The administration wanted to get a million BTUs of hydrogen, and the cost of that to be half of what the current cost of natural gas is.
Doug Glenn: Which would mean about a dollar and a half.
Michael Mouilleseaux: If that isn’t irrational exuberance, I don’t know what is.
Doug Glenn: You’re right.
Pillar Three: Carbon Capture (21:16)
Michael Mouilleseaux: The third pillar is carbon capture. Carbon capture is a technology where you would take the CO2 that’s emitted from a combustion process or other processes, and in utilizing molecular sieves and such, you would trap that. Sometimes they will generate dry ice out of it. Other times, you might just inject it into the into the crust of the earth. Today there are 54 carbon capture operations operating worldwide. Worldwide. In the United States, it’s less than 10. All of these things have to do with petroleum processing. They’re taking natural gas wells, let’s say, and burn the natural gas. This will generate the energy that can be used to generate these sequestration efforts. That’s how it’s paid for.
There is nothing available today on a level that you would be using in a heat treating operation. The carbon capture plants take up acres. This is not a small confined operation.
Doug Glenn: So once again, doable but not practical.
Michael Mouilleseaux: Correct.
Pillar Four: Electrification (22:57)
Michael Mouilleseaux: The last pillar is electrification. We all know there are electric furnaces today. We have had many presentations by furnace manufacturers over the years. Most recent that I have seen is that an electric furnace equivalent to a gas fired furnace probably costs 10% less.
You might make the case that the maintenance on that would be less because you don’t have as many moving parts and gas trains, etc. But the operating cost might be three or four times what the operating cost is for a gas-fired furnace. As such, it’s an economic issue.
Doug Glenn: Why do we say three to four times the cost? Is that based on the cost of electricity?
Michael Mouilleseaux: The cost of electricity, yes. It’s three or four times as much. We talked about the fact that the average cost of industrial electricity is around 8.5 cents in the U.S. It varies from 5 to 25 cents. We are just looking at the average.
In addition, if you take all of the gas-fired equipment in this country and power it with electricity, how much would you need? The answer to that is that you would need a significant amount, and we do not have that amount of electricity available.
Click on the image above to dive deeper into how the Four Pillars of Mitigation impact heat treating operations. Discover the practical challenges facing commerical and captive heat treaters.
Doug Glenn: Considering that the hot topic of the day is the data processing centers, they are going to be sucking up a lot more electricity than we have even now. So it’s not like the electricity is going to be readily available within the next five years or so.
Michael Mouilleseaux: Precisely. You look at these data processing centers and predominantly they are using natural gas-fired turbines to generate the electricity for them. Many of them have their own power plants. They have micro grids. There are two or three of them that have made applications to the NRC to use small modular nuclear reactors. These individuals are from Silicon Valley who typically have been green. Yet they recognize that green is not going to be the key to success.
Even in their case, the practicalities of dependable cost-effective power trumps the need to be green or at least appear to be compliant with all of our climate requirements.
Effects on the Industry (26:06)
Michael Mouilleseaux: What are the effects that these initiatives have on industry? If you think about what we’ve discussed so far, we are talking about destabilizing our industry, as a result of trying to use unproven technologies. Other than electric-powered furnaces, none of these methods currently exist today, either on a scale or are cost effective, that we could use to replace the power that we use in the heat treating industry.
So when we say a five times or a twenty times increase in cost, power is typically about 10% of the cost of a heat treating operation.
Those numbers come from an annual MTI survey. We talk about what costs are involved in the heat treating operation and power is always the second or third cost. From the MTI survey, it averages 10%.
If I have a captive operation, it’s different. I happened to have some experience in the captive industry. I ran what was arguably the largest captive heat treating operation in North America, in Syracuse, New York. We had 15 multi roll pushers. To those people, would it matter if the cost of energy went up five times or more? It absolutely would. Power was a huge concern and we made many efforts in attempts to reduce the amount of power that we needed to do.
Doug Glenn: You were probably happy if you could get it down a percent or two.
Michael Mouilleseaux: Yes, and that was one of those installations where efficiency was the way that we went about doing that. When you have a heat treating operation that’s supporting a large manufacturing operation, the heat training operation is never the pinch point in getting out production. It’s always the manufacturing operations. We ran extremely inefficiently to support those operations.
We talked about destabilizing these things. The implementation schedule that we’re talking about is unrealistic — achieving an 85% reduction in greenhouse gas in 10 years and none of these technologies that we’ve talked about is going to achieve that.
It’s destabilizing because it’s unproven, it’s destabilizing because the implementation schedule is unrealistic, and it’s destabilizing because of the increase in cost.
Doug Glenn: There are some who have done this, like in Europe, for example. I believe they have moved in this direction. You were talking about the price of energy over there. What about their efforts?
Michael Mouilleseaux: I’m going to reference Germany, because Germany is 25 or 30% of the European economy. We know that their electric power is four times what it is here. We know that gas is similar. German industry is an absolute powerhouse, or at least it had been.
In recent years, subsequent to the pandemic, their economy went down. They recovered, and since then they have lost industrial output 2% to 3% per year. Right now they are 10% below where they were.
Doug Glenn: Where they were at the bottom of the pandemic?
Michael Mouilleseaux: Not at the bottom, prior to the pandemic. What are the reasons for that? In Germany, do they make the best cars? They certainly think they do. Do they have the best machine tools? They definitely think that they do. Do they have the best chemical processing plants? They definitely think that they do. I know for a fact that BASF, which is a large German chemical processing business, the last two chemical processing plants that they built were in Louisiana, and I don’t believe Louisiana is within the German Democratic Republic.
European heat treaters are already navigating these challenges. Click on the image above to read about how one German company is investing €40M in electric furnace technology for decarbonization.
When you look at that, the German Central Bank, the European Central Bank have all taken a look at these changes. They issue annual reports on the various members of the EU, and every report that has come out in the last three to four years has specifically stated that it’s the high cost of regulation and it’s the high cost of energy that has been the cause for the diminishment in German industrial output.
Doug Glenn: That’s very interesting.
Michael Mouilleseaux: Additionally, when we talk about renewables, you have to understand that there’s a risk of interruption of service. How many interruptions or blackouts have there been in California? We really don’t hear of them in this part of the country because it really doesn’t affect us. But I believe that the number of blackouts in California last year exceeded 100. W do not know the length of these blackouts, but when you have an industrial process that’s going on, it doesn’t take much of an interruption to where everything has to be reset. The potential to have damaged equipment, certainly damaged product, that has to be taken into consideration.
Let’s also consider Portugal, another European country. I believe that 70% of Portugal’s energy is generated by wind power. Earlier this year, Portugal had a two-day blackout nationwide, and it all had to do with the fact that the power is generated by a wind turbine. Neither wind turbines nor solar panels generate alternating current. They all generate direct current. You have to put it through an inverter and it has to be cleaned up. Here in the U.S. we have 60 cycles per minute. This is our alternating current. In Europe, it’s 50 cycles. There’s not a tremendous amount of variability that’s allowed in that. So when things become off cycle, it shuts down the entire grid, and that’s essentially what happened in Portugal. It took them two days to restart the country.
Consequently, there’s a cost there. I understand what the goal is. I’m just questioning the methodology and how you get there.
Doug Glenn: And the practicality, once again, the practicality of it. If Europe is teaching us anything, they’re showing us the outcomes, whether intended or unintended, of moving in that direction.
Michael Mouilleseaux: In all fairness, it’s moving in that direction too quickly. I don’t think that there are any of us who say that this goal is not admirable or that it’s not something that we want to accomplish. The question becomes how do you go about doing that?
Doug Glenn: Thinking about what’s going on nowadays, there may be different reasons why they’re moving too quickly. I could see in Europe, especially Eastern Europe, why they may be moving quickly away from gas with the whole Russia and Ukraine conflict and the fact that they get most of their gas from there. I can see that and that I would consider to be somewhat of a market effect, even though it’s based on war. It’s not something that was imposed by authorities. It’s an outcome of an event.
You can see why they’d be moving quickly that way. The rest of the country, and the fact that we’re trying to convert so quickly to electricity is self-inflicted by regulation primarily.
Recent Changes in the States (36:00)
Doug Glenn: I know there’s some changes here recently in the states. Can you discuss those?
Michael Mouilleseaux: Almost every initiative and mandate that we have mentioned that happened during the Biden Administration was achieved via executive order. When it comes to executive orders, they can be overturned when you are no longer in office.
I recently looked at a paper that was done by the Institute for Energy Research, and they said that the Trump Administration, through September, had 20 regulatory actions or executive orders that were related to energy production.
Most of them overcame, overturned, rescinded what was in that industrial decarbonization roadmap. There were a couple of initiatives that were actually codified during the Biden administration. Those were codified in the IRA, the Inflation Reduction Act. In the IRA, they implemented an investment tax credit and a production tax credit concerning renewable energy. The investment tax credit relative to renewable energy gave you a 30% tax break on all investments that were in renewable energy, and the production tax credit gave you a credit for every kilowatt hour of energy that you produced.
If I have a wind turbine that’s generating 200,000 kilowatts, and I’m getting back from the government 3 or 4 cents, and I’ve purchased that equipment at 70% of what it costs, all of a sudden I have the ability to undercut what the current power plants are asking for for the power that they’re generating.
First of all, this is a tremendous displacement of capital. People are going to say, where am I going to put my money? If I put it into this and I’m buying it for 70 cents on the dollar, that’s a pretty good investment and I’m guaranteed that I’m going to get so much money from the federal government for the energy that I generate.
Doug Glenn: This is not the excess energy that you produce. It could be energy that you produce and you use. You’re getting paid by the government to produce your own energy.
Michael Mouilleseaux: This is on an industrial scale. The huge wind farms that you see — they are put in place simply to sell energy to the grid.
The other consequence is that when they are generating electricity, the base load plants using natural gas, they’re not able to sell their power. They have to curtail or shut down. The issue becomes when the wind stops blowing, or the sun is not out, where does that energy come from?
Doug Glenn: The base load.
Michael Mouilleseaux: It has to come from those base load plants. These plants are typically going to run for 80% of the time. If I can run 80% of the time, I know that I can generate this amount of power. I have these costs and this is what we’re going to sell it for. Now all of a sudden, if you’re telling me that I have to do it for 20% of the time, the cost structure changes.
These are all public utilities that are regulated not just federally, but in each state. The regulations are onerous and difficult to understand.
One of the things that you see is that for those of us that purchase power for industrial use, the peak cost of electricity has risen dramatically. The reason for that is they have to have some way that they can recapture these costs.
Doug Glenn: And make up for the fact that they’re not producing the same amount of electricity all the time.
The incentives for electric cars ended at the end of September 2025. It will be interesting to see what’s going on there. The Europeans have some experience with that. The Germans ended their tax credit and they cut the electric car market in half.
Doug Glenn: We know Elon Musk was not very happy about that.
Michael Mouilleseaux: The investment tax credit and the production tax credit were sunsetted in 2028. But by executive order, the bill did something else — it changed the eligibility requirements for the credits. Previously, under the prior administration, if you had 5% of a project completed, then you were eligible to receive these tax credits. You could have a plan and you could have a place that you wanted to do it. But you did not even need to have purchased the land, you did not need to have purchased the equipment. You just had to have a good idea and you were going to get money for it.
Policy Reversal Timeline
This changed to where the project had to be 20% completed. So now you have to have purchased land. You have to know where you are going to put it. You have to have contracts for equipment. Although the bill didn’t achieve exactly what we were hoping to see, it was successful in that regard.
The last thing this current administration has done, and it may well end up being the most significant, is that the EPA has made a plan to rescind the 2000 endangerment finding.
As we mentioned, the endangerment finding identified greenhouse gases. The original charter of the EPA named 6 pollutants, and this 2007 endangerment finding identified greenhouse gases and specifically CO2 as a pollutant. The reason that I mentioned that the original finding applied to the continental United States is that this finding, the 2007 finding, references global warming, global climate change. One of the things that they are going to use to attempt to overturn this is on the basis that the EPA has simply overreached the original charter.
It’s complicated. In 2014, the activist Supreme Court that we had at that time, did find that it was within the purview of the EPA to control greenhouse gases. On that basis, they said, we have a green light and this is what we’re going to do, and you can see what’s transpired. There was a finding by this current Supreme Court, and it was called the Major Questions Doctrine. And the Major Questions Doctrine says that a regulatory agency cannot dictate policy above and beyond what is in their original charter.
When I said that they are going to go after this agency on the basis that they’re claiming that CO2 should be controlled because it leads to global warming, that is not in the original charter. The original charter says only what happens within the United States.
In addition, the science that was used in the original 2007 endangerment finding was reviewed by this international organization, the IPCC Intergovernmental Panel on Climate. This pane did not have singular findings. They had groups of findings. It was science based upon scientific models. The panel said, if this happens, then it would lead to this amount of increase in temperature. If that happens, it could lead to this. There were scenarios within that were many and varied.
The Obama Administration chose not the average scenario, but the worst case scenario. Based upon the worst case, this has been done. The current administration is reviewing that science and they’re saying that there is evidence now that the models that you used did not come to fruition. That’s pretty condemning evidence in and of itself. There’s also new evidence that says that we do not have anywhere near the issue that previously thought. One thing that was never taken into consideration is the resilience of people. For example, if there’s an increase in sea level, maybe people move to higher ground.
There were so many perspectives that were never taken into consideration and we can now see how people react to their environment. That it is nowhere near the difficulty that we thought.
Doug Glenn: We are not going to stand on the seashore and drown as the water creeps up over our nose in over a five-year span. We are going to move.
Michael Mouilleseaux: Having said that, this rescission process is going to take two or three years. The environmental industrial complex is going to do everything within their power to make sure that legally that this doesn’t go through.
Get the latest on how the new administration is reshaping industrial decarbonization policy. Click on the image above to read updates on executive orders and regulatory changes.
The environmental industrial complex is a 100 billion dollar industry composed of thousands of NGOs that are interlocked, intertwined, and there are a hundred thousand people that are involved in this. This is not just the guy on the street corner with a sign that says “save the planet.” This is an industry and it has all of the machinations that would go on, and their self-preservation is number one.
Doug Glenn: They are going to do all they can to maintain the level of crisis in order to keep their business afloat.
Michael Mouilleseaux: Right. If this effort is successful, this will change forever what the EPA will and will not be able to.
It’s very important. As consumers and members of this republic, it’s incumbent upon us to make sure that our representatives support this effort so that they know that, although they are up against a significant foe here, they have the support of the people.
What Can We Change in the Short Term? (50:55)
Doug Glenn: Any concept of what we need to do in the short term, over the next couple years or so?
Michael Mouilleseaux: I think that we really need to recodify the EPA charter. If this endangerment finding is overturned, that is one way that this situation could be turned around. The other would be if Congress were to revisit what the mandate for the EPA is and state it in legislation, because if it were stated in legislation, then this this finding is of no consequence at all.
Of course, the difficulty there is that you may get through the house, but you do not have a filibuster-proof Senate. That’s obviously the challenge that we face on this.
Is There a Rational Policy for Transitioning to Non-Fossil Fuels? (51:49)
Michael Mouilleseaux: Is there a rational policy for transitioning to non-fossil fuels? First of all, it’s not a question of should we do this. Global warming is a fact; there’s no denying it. The effects of global warming have yet to be determined. What climate experts do not want to tell us is that the increase in CO2 in the atmosphere also enhances farming.
Doug Glenn: It also enhances plant growth.
Michael Mouilleseaux: Exactly. That’s not something that they want to talk about at all. Climate is something that happens over a series of decades. The fact that it’s a hundred degrees today is of no consequence whatsoever or the fact that you’ve had a five-inch rainfall. Just recently in this past spring, you saw on the news that we had monsoons in Pakistan. There was flooding and people died. I happened to be old enough to remember seeing that on the news in the 1960s.
This isn’t something that’s new, the flooding of those deltas, the receding. It’s just part of the cycle of life in that part of the world.
Do renewables have a place in our power system? They absolutely do, but not as a primary source. The other thing about renewables is that, there’s an aphorism that’s used in the industry, and it’s called “dispatchable generation.” Dispatchable generation is what backs up renewable energy when it is not working.
Doug Glenn: It’s the more steady-state energy producers.
Michael Mouilleseaux: Correct. We decided we would do this with batteries. Today, for as many battery plants that have been put in place to back up renewable energy systems, there are still twice as many that utilize water pumping. You pump water to an elevation that’s higher from where there is a hydro plant. Then when you need it, you drain the water through the hydro plant and you generate electricity.
How does that work out? Let’s say I have a renewable power, and I’m going to run a pump to pump water uphill, and then I’m going to allow it to flow down. I’m probably going to have to pump it because you’re not going to get enough gravitational fall in this thing to generate this hydro plant. What are the energy losses in that? 20% or 30% or 40%? Those are the kinds of concepts that you struggle to answer, “how do you make it work?”
Doug Glenn: It’s certainly doable. How do you make it doable and practical?
Michael Mouilleseaux: If an average natural gas power plant generates 800 megawatts, and it takes up 30 acres, that’s stereotypical. 800 megawatts of wind energy takes up about 100,000 acres. That’s a 150 square miles. Some say this land can be used for something else, possibly farmland.
What you can’t use it for is grazing land because those wind turbines negatively affect the animals. I learned that in the early 2000s in Germany when I had work that took me back and forth. The Germans had onshore wind farms and they had discovered that negative effect on the animals at that point in time.
Doug Glenn: The human species also would be driven crazy by them.
Michael Mouilleseaux: Wind farms also denude the land. If you have ever been proximate to a wind farm, how do you live with it? The people that are putting these wind farms in do not live approximate to them.
That’s a wind farm. For 800 megawatts of solar, it’s 10 square miles of land, 30 acres. With the solar panels, you don’t have as much open land at that point, so it really is difficult to use that land for anything.
Final Thoughts (57:22)
Click on the image above to explore Michael Mouilleseaux’s comprehensive analysis of industrial decarbonization policy under the new administration, originally published in Heat Treat Today’s October print edition.
Doug Glenn: Is there anything else, like a near term policy, that could help us out?
Michael Mouilleseaux: In my mind, it’s all about codifying what we’ve done at this point; we cannot leave it to executive orders because those are reversible.
Doug Glenn: Right, and codifying is going to be very difficult, as you already mentioned. We could probably get it through the House at this moment, but probably not the Senate, so it’s going to be difficult.
About the Guest
Michael Mouilleseaux General Manager Erie Steel, Ltd
Michael Mouilleseaux is the general manager at Erie Steel, Ltd. He has been at Erie Steel in Toledo, OH since 2006 with previous metallurgical experience at New Process Gear in Syracuse, NY, and as the director of Technology in Marketing at FPM Heat Treating LLC in Elk Grove, IL. Michael attended the stakeholder meetings at the May 2023 symposium hosted by the U.S. DOE’s Office of Energy Efficiency & Renewable Energy.
In this episode of Heat TreatRadio, Tony Busch of Control Concepts, Christina Clowes of I Squared R, and Dr. Stephen Feldbauer of Abbott Furnace Company join host Doug Glenn to discuss a new transformer-free approach to electrically heated furnaces. The group walks through how SCR power controllers paired directly with silicon carbide heating elements can reduce system cost, simplify design, and improve control accuracy. They also explore the global adoption of zero-cross technology and its growing relevance in North America.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Introduction (0:45)
Doug Glenn: We’re going to be talking about a relatively new combination of two fairly well-known technologies that will help some people save money. Those two technologies are SCR power controllers and silicon carbide heating elements. It’s actually kind of a little case study. If you’ve got an electrically heated furnace, this would be one you’ll want to stay and hear.
Clockwise from top left: Doug Glenn (host), Christina Clowes of I²R Elements Company, Tony Busch of Control Concepts, and Dr. Stephen Feldbauer of Abbott Furnace Company
Our first guest is Tony Busch from Control Concepts. Tony Busch is the North American sales manager for Control Concepts. Next is Christina Clowes, the vice president over at I²R Elements Company. Our final guest is Dr. Stephen Feldbauer, the director of research and development at Abbott Furnace Company.
A Furnace with a New Configuration (1:45)
Doug Glenn: To get a sense of this furnace that we’re talking about, can you describe the situation and this new configuration of power controls for the heating elements?
Steve Feldbauer: What I can say is that this was a new piece of equipment to replace an old technology for a new facility.
Okay, so they were going to move to a new facility and they said, “Hey, we don’t want this old stuff. Let’s look at just buying a new furnace for this application.”
This is for the casting industry. The molds go into the furnace and traverse through; the furnace preheats them so that operators can then pull them out and fill them with metal. So it’s a continuous furnace for mold preheating application for the casting industry.
It was exciting! We had an electrically heated furnace, and then began talking with Tony and Christina. Control Concepts had this concept, no pun intended: Traditionally, design of an electrically heated furnace above a certain temperature (1850 degrees), we use silicon carbide heating elements and — due to resistance changes over time — we have to put transformers in there that allow us to keep upping the voltage and maintain heating capability. Control Concepts said, “Hey, we can take innovate technology and save some money, make things a little easier, and get rid of the transformers.”
And we really had a great outcome.
Doug Glenn: This is a foundry industry application, the preheating of molds, and this is a continuous furnace. You guys, Abbott, obviously won that bid to supply that furnace. I’m sure it was a competitive situation, so congratulations.
TraditionalSCR and Silicon Carbide Heating Element Configuration (4:40)
Doug Glenn: So Tony, one of the great features of this Abbott furnace that helped them win this order was this relatively new configuration of the power supplies. as Steve was saying. Tell us a little bit more about the SCRs and the silicon carbide heating elements.
Tony Busch: I think it’s important to understand where we came from and where we are now with this new technology.
In the past, at least in North America, silicon carbide heating elements produce a high temperature, a high current. To help that happen and so you do not have a big, thick gauge wires, a transformer would be added to the design very close to the furnace. This reduces the conductor size. That transformer often was a multi-tap transformer. From a SCR power controller standpoint, you would be controlling the power on the primary side of the transformer, let’s say 480 volt stepping down into 60-70, whatever volts are required for the application. To use a transformer with a power controller, you need phase angle power control.
This is how it has been done in the past with phase angle firing varying every half cycle into the primary of a transformer.
The New Setup (06:09)
Example of SCR power controller units attached directly to industrial furnace. Source: Control Concepts
Doug Glenn: What is the new configuration?
Tony Busch: With the new scheme, we are removing the transformer. Now you have an SCR power controller firing directly into the silicon carbide heating elements.
To do this, you will have to have slightly bigger power controllers, but you’re completely eliminating the transformer and you’re going directly into it. To take it a step further, we use a special firing mode called Fast Zero Cross. This mode satisfies the heating elements.
We are maintaining a very smooth watt density output to the heating elements. You can control it and the power feedback if you need to, which is essentially your unit of measure to control the power, which can be in KW versus voltage or current.
Doug Glenn: That’s on the power side. Control side of things. That’s basically the new arrangement: removal of the transformer; direct feed into the heating element, with some advantages. Christina, how about the heating element? Can you tell us a little bit about the heating element in this situation?
Christina Clowes: This is not a unique heating element in this particular case, because the same heating element configuration probably would’ve been used even if you were using a multi-tap transformer based system.
The key to the operation here is the very rapid switching of full sine waves through the heating elements, where you’re proportioning the “on-to-off” cycles, electrical cycles, so rapidly that the heating element does not have time to respond to the very high instantaneous loadings during each “on” cycle.
For example, in the U.S., typically you are looking at a power supply that’s at 60 hertz, 60 cycles per second. One electrical cycle is one 60th per second, or 16.66 milliseconds. In that case, if you were regulating the outputs from the heating elements to 50%, you would have one cycle on, followed by one cycle off, and that being repeated continually.
The heating element during that one cycle, that 16.66 milliseconds, does not have enough time to respond firmly to that very high loading. As a result, the RMS voltage, the natural average voltage over time, governs the load into the heating elements. So, you can design around systems based on 480 volts but regulate the RMS output on the controller to whatever the heating element needs to generate the amount of power that’s needed by the process.
The control is the key to this operation.
Doug Glenn: Is it possible to use a standard or any type of heating element or do you need a special silicon carbide type?
Christina Clowes: It is not a special silicon carbide. We designed this particular application around the needs of the process, the operating temperature, the specific loading required for the process. But it is a different control methodology that’s really the key.
New Technology for North American (10:22)
Doug Glenn: While this technology is somewhat new in North America, it is actually not new on a global context. Can you address this?
Christina Clowes: In Europe, this kind of zero-cross base system has been commonplace for quite some years; also in Asia. The difference in North America is, I think, tradition, more than anything else. People have been used to using phase angle control for silicon carbide heating elements. That’s kind of where this technology grew out from, and people have stuck with that because it works. But this new technology though gives an opportunity to save money and space, while achieving the same result.
Doug Glenn: So for the North American market, this is somewhat new. But it is a proven technology. It’s not a new technology that we are still trying to get our hands around. It’s been done globally, which is an important point.
Cost Savings for the Customer (11:45)
Doug Glenn: With respect to cost savings for the customer, can you describe the capital expenditures, operating costs, and even maintenance costs?
Steve Feldbauer: We know that by eliminating the transformer, there’s the substantial costings. The SCR is doing the change in the voltage and controlling and eliminating that need for the transformer.
By eliminating that piece of equipment, you’re seeing upwards of anywhere between a 50 to 75% cost savings per heating zone. That’s a big number. There’s a wide range in that cost savings depending on the size of the heating zone, the size of the furnace, and the number of heating zones. That is a substantial saving.
In addition, the customer sees savings in shipping costs. In this case, removing the transformer reduced the size of the furnace by 2,100 pounds. That goes directly into your shipping cost.
Customers also see a lot less downtime because every time that you would want to change the tap in a traditional furnace, you have to power the furnace down, which interrupts production. There’s a knowledge base needed to know when and how to change the tap. But with this new technology, the furnace just continually operates.
There is also space savings. That transformer takes up space, which limits where we can put in things. For example, for the last line on a continuous furnace with a belt, the placement of the belt is dictated by where we put the transformers because the transformers typically go up underneath the hot box. Without the transformer, we now have flexibility and design.
So, we save in a number of different areas.
Maintenance of the SCR (14:24)
Doug Glenn: Maintenance wise, are the SCRs easier to maintain?
Steve Feldbauer: There is not much maintenance required for the SCRs. Once you put them in and they are set up, our customers really do not have to touch them unless they have to replace them. As far as tuning them and similar maintenance, there’s really not a lot that goes into them. Especially since now, you’re also not changing voltages. There’s not a lot of variability in the system. It’s set up and it just sits there and controls itself.
Advantages for the Customer (17:45)
Doug Glenn: What are the advantages for the customer?
Steve Feldbauer: There are many advantages in terms of cost, maintenance, and the ease in usage. There’s also less training, because you’re not teaching someone when or how to change a tap. This is a marked change in how you look at electrical furnace control in North America. This is something that is widely used throughout the rest of the world, so it’s not a new technology, but it’s new and innovative to North America. If you can optimize and streamline the process, why wouldn’t you?
Upgraded Features: Digitization and Data (18:58)
Doug Glenn: I also understand there are upgraded features because you’ve moved to an SCR and into a digital world with being able to get data back out of the furnace and understand the operation of the system because of the digitalization of it. Do you want to address that?
Tony Busch: By having a digital SCR power controller, you can connect up to your network, whether it’s Ethernet IP or Modbus TCP. You are able to collect all of that data. From that data, you are able to do things such as monitor the KW per hour. If you’re starting your process, and you want to know how much power was consumed during that particular time period, you can reset your KW per hour. Then you can find out how much you consumed when you are done and evaluate your efficiencies. All of that is recorded within the power controller. It’s essentially an industrial grade power meter built in.
Also, now that you are directly coupled with the silicon carbide heating elements, you have a very accurate load resistance monitoring capability. You are able to analyze the resistance and determine the health of your silicon carbide heating elements.
You can also plot a resistance curve. So you would know that if tolerance drifts 10, 20, 30%, you may be looking at a predictive maintenance situation where you look at your heating elements at some point and monitor the load currents. For a three-phase setup, if you notice that one of the phases is unbalanced, you may want to evaluate and determine the cause. You are able to be alerted without manually getting in there with a multimeter and doing your own research.
Christina Clowes: Compared to phase angle firing, which has been historically the most commonly used in North America, switching to a zero-cross system, a full sine wave based system, the SCRs turn on and off at zero volts potential.
To learn more about how SCR power controllers support tighter control when directly coupled with heating elements, you can click the image above to read this in-depth technical article co-written by Tony Busch.
As a result, that doesn’t produce any transient spikes that create a harmonic overlay, so there’s no electrical noise being generated. Utility companies do penalize their customers for generating electrical noise on their supplies.
In addition, because you have false sine waves, you have unity power factor, essentially. There’s no poor apparent power factor, which you have with a phase angle firing because you’re chopping the sine wave and conducting only part of the sine wave.
When you have purely resistive load, in the case of a Star Bar element, there’s no reactance, inductance, or capacitance. But because of the way that a phase angle SCR fires, it appears that there’s a power factor and people pay for energy that they are not consuming. This is more efficient way of driving an element system with a better handle over the energy that you’re consuming.
Doug Glenn: Is it more difficult to engineer these systems?
Christina Clowes: The exciting or interesting part is introducing new technology to people that actually helps them and provides real benefits. The total cost of the system is simplified and reduced, which makes it far more attractive for Star Bar-based systems to be sold into applications.
Doug Glenn: Right, right. Okay. Tony, how about you? What was interesting and challenging?
Tony Busch: Sure, yes. Christina touched on it a little bit. It would be that power factor in harmonics — being able to show the ability and not be penalized from your utilities for power factor and potential harmonics. Those questions come up, you know, pretty much anytime you’re using an electric furnace and SCR power controllers, but it’s much more easy to demonstrate to customers that you’re not going to see any of those issues. And I’ve seen our electric bill. When you’re running phase angle, you get these big old penalties that come up on there. It’s nice to be to pass that savings onto the customers with this new application.
Doug Glenn: Yeah. Yeah, that’s interesting. And Steve, I saved you for last because you were the ones that really had to interface with the customer. What was interesting or challenging for you guys?
Steve Feldbauer: I’ll tell you what, it was exciting for us to be able to provide new technology — new to North America — that number one makes it simpler for the customer to use.
You know, one of the challenges is always trying to teach people, “when do I need to change a tap or is there really some other problem?” Well, this eliminates that. Now we’re helping them to be able to operate the furnace more efficiently. And, you know, they don’t require all of the training.
We’re also able to pass on some cost savings because we aren’t buying that transformer. We’re able to have some leeway internally for design and construction. So all the way around, it’s a win-win, right? For the customer, for us, and for the industry, in general. Because now we’re able to move the heating technology forward.
Sustainability Benefits of the SCR Power Controller (26:31)
Doug Glenn: Yeah. I probably should have asked this question before, but there’s always a lot of talk about sustainability and greenness. Are there advantages here on this system?
Steve Feldbauer: Tony, you want to talk about it? I’m sure you can address the harmonics and different things that actually help out.
Tony Busch: Most definitely. From a power controller standpoint, the efficiency is right around 99.9%; you’re not really getting any losses through the power controller. And now you’re talking about being full wave firing, so you’re not trimming back that sine wave, you’re eliminating all those other harmonics. You should see a benefit from all of your equipment, if they ever experience that as well as, and your utility bill, not seeing that power factor.
Doug Glenn: Yeah. So basically I guess that’s it. The simple answer is if you’re reducing your energy bill, then obviously we’re using less energy and that’s probably less of a carbon footprint depending on where your electricity’s coming from. Well guys, thanks very much. This is a very interesting, great partnership between the three companies, obviously for the benefit of customers. Appreciate you working for the benefit of a customer and for spending a little bit of time with us here today.
About the Guests
Tony Busch North American Sales Manager Control Concept
Tony Busch is Control Concept’s North American Sales Manager. Currently in his 15th year with Control Concepts, he has experience in assembly, testing, troubleshooting, field service and an expert understanding of application engineering of SCR power controllers. Tony has a bachelor’s degree in electrical construction from Dunwoody College of Technology which he now applies the electrical concepts to power controllers and their related applications.
Christina Clowes Corporate Vice President and Director I Squared R Elements Co., Inc.
Christina Clowes is the Corporate Vice President and a Director of I Squared R Elements Co., Inc., located in Akron, NY. She has been at I Squared R for the past 9 years and a little over 40 years in the thermal processing industry, focusing on new product and application development.
Dr. Stephen Feldbauer Director of Research and Development Abbott Furnace Company
Dr. Stephen Feldbauer received his Ph.D. in 1995 from Carnegie Mellon University in Materials Science and Engineering. He joined Abbott Furnace Company in 2002 where he is currently the Director of Research and Development. Dr. Feldbauer is also a Senior Adjunct Faculty member in Engineering at the Pennsylvania State University. He is the author of numerous articles, publications, and has been awarded eight patents in both the USA and Europe. He is an active member of the MPIF, the American Welding Society’s C3 Committee on Brazing, and a co-chair of the Markets committee of NAATBatt International.
Producing durable, wear-resistant gears for the wind turbine industry requires exacting control of carbon diffusion. Modern low pressure carburizing (LPC) is pushing the boundaries of control and consistency. This technology fine tunes carbon diffusion into the surface of components, and applied in a new pit-style vacuum furnace, it also delivers temperature uniformity, stronger gears, and shorter cycle times for large, complex components, all while eliminating oxidation and direct CO₂ emissions. In this Technical Tuesday installment, Tom Hart, director of sales for North America at SECO/WARWICK Corporation, examines how modern LPC technology in a pit-style vacuum furnace is reshaping high-volume carburizing for today’s in-house heat treaters.
This informative piece was first released inHeat Treat Today’sNovember 2025 Annual Vacuum Heat Treating print edition.
The Need To Carburize
Carburizing is a thermochemical treatment that finds applications across the automotive, aviation, and energy industries, particularly in power transmission systems. The widespread use of this process across many industries stems from its ability to improve mechanical properties by enriching the surface of steel with carbon.
Consider the wind turbine industry, growing with a CAGR (compound annual growth rate) of 6.2% from 2024 to 2033 (GlobeNewswire 2024). Carburizing plays a key role in the production of gears and pinions. These components, often made of alloy steels, such as 18CrNiMo7-6, 4320, 4820, and 9310 (GearSolutions 2009, Jantara 2019), must meet high strength and quality requirements. Carburized layers, often over 4 mm thick, provide resistance to wear and dynamic loads, which is important given the turbine’s expected service life of at least twenty years.
In practice, however, gears often require servicing after five to seven years (Jantara 2019), with their failures generating long downtimes and high costs (Perumal and Rajamani 2014).
Figure 1a: Pit-LPC in a hardening cell (model)Figure 1b: The view from the operator platform
The carburizing process, combined with hardening (usually in oil) and tempering, increases:
Surface hardness: improving abrasian resistance
Core ductility: protecting against cracks
Fatigue strength: extending the life of the part, which translates into lower operating costs
Alternative technologies, such as nitriding or surface hardening, offer other benefits (e.g., reduced deformation), but have limitations, such as thinner hardened layers, relatively long nitriding process times, or difficulties with complex geometry for surface hardening.
Pit Meets Vacuum LPC
Traditional atmospheric carburizing, despite its established position, has reached its limits in process performance expectations. In response to market needs, LPC (low pressure carburizing) technology is being increasingly implemented to enable precise process control, reduced emissions, and improved energy efficiency. More specifically, a pit furnace with vacuum heat treatment capabilities, aka the Pit-LPC, has been designed and developed to carburize thick layers on very large and/or long parts. This furnace combines the advantages of LPC technology with the ability to integrate existing hardening cells, facilitating the modernization of older installations.
While a vacuum furnace opening to an air atmosphere is a feature previously reserved for atmospheric furnaces, this innovative pit furnace has ceramic insulation and a dedicated heating system to leverage this capability. The chamber door can therefore be opened at process temperature in an air atmosphere for the direct transfer of the charge to the hardening tank. Additionally, the furnace is equipped with a closed circuit forced cooling system, which significantly shortens the charge cooling time from the carburizing temperature to the hardening temperature, increasing efficiency and shortening the production cycle.
Furthermore, the furnace allows for the process to be carried out at temperatures of 1925°F (1050°C) and higher, significantly shortening carburizing time and reducing production costs, even while maintaining a safe level of grain growth (e.g., 1800°F (980°C)).
Benefits of LPC technology designed in a pit furnace include:
Reduced process time due to higher operating temperatures
Elimination of internal oxidation (IGO) in the carburizing process
Highly uniform carburized layer
Low process gas consumption
No direct CO₂ emissions and fire risk
Ready for operation without lengthy conditioning
Computer-aided process support
Additionally, the furnace design increases work safety and comfort in its elimination of open flames, risks of explosion, and the need for constant atmospheric monitoring.
Figure 2. SimVac program window with an example LPC process simulation
This new pit furnace is compatible with SimVac software, developed by Lodz University of Technology and SECO/WARWICK, which enables the simulation and optimization of LPC parameters, reducing the need for process tests. SimVac Plus is a simulation software that includes a vacuum carburizing module (Figure 2). The program can be used either as a standalone tool for designing processes based on the desired carburized layer requirements or to visualize the effect of a given boost/diffusion sequence in the form of a carbon profile.
Testing the Furnace Characteristics and Technical Parameters
The furnace was designed to meet the highest requirements for heat treatment equipment. The basic technical parameters are as follows:
Working space / charge weight: 71″ diameter x 118″ deep / 17,600 lb (1,800 mm x 3,000mm deep / 8,000 kg)
Operating temperature: up to 2010°F (1100°C)
Heating power: 360 kW, three independent zones
Vacuum level: 10⁻² torr
Carburizing gas: acetylene
Temperature Uniformity
Temperature distribution tests were conducted in the furnace, with 12 load thermocouples arranged according to the diagram shown in Figure 2. Measurements were taken at several temperatures under vacuum conditions. The purpose of the tests was to confirm compliance with the Class 1 ±5°F (3°C) requirements of the AMS2750 standard.
Figures 3a-d. Location of the TUS load thermocouples and the results in vacuum at temperatures of 1550°F (840°C), 1800 °F (980°C), and 1925°F (1050°C)
The results presented in Figure 3 indicate that the furnace provides above-average temperature uniformity, which is particularly important for a large workspace with 71″ diameter x 118″ deep (1,800 mm diameter × 3,000 mm deep) and the processing of large-sized components with thick layers. The temperature difference (ΔT) between the extreme thermocouples, measured at 1550°F (840°C), 1800 °F (980°C), and 1925°F (1050°C), did not exceed 3.5°F (2°C). This means that the furnace meets the Class 1 requirements of the AMS2750 standard by a wide margin.
Operational Dynamics
Additionally, to evaluate the furnace’s operational dynamics, heating and cooling tests were performed on an empty device with samples. Figure 4a shows the heating curve; the furnace reaches a temperature of 1800°F (980°C) in 60 minutes. The furnace’s high energy efficiency has a heat loss of just 32 kW under these circumstances.
Figure 4a. Heating RateFigure 4b. Cooling Rate
Figure 4b shows teh curve of cooling forced by nitrogen at atmospheric pressure, measured in three zones and on samples with diameters of 1″ (25 mm) and 4″ (100 mm). The temperature drops from 1800°F (980°C) to 575°F (300°C) in 60 minutes; reaching 210°F (100°C) takes only two hours, whereas natural cooling would take several days.
Vacuum tests show that the furnace reaches operating vacuum of 10⁻¹ hPa in under 30 minutes and has a leakage rate of 10⁻³ mbar·l/s, which meets the industry standard for vacuum furnaces.
Test of Atmosphere vs. Vacuum Carburizing Processes
To obtain a carburized layer 0.145–0.160″ (3.7–4.0 mm) thick for 52.3 HRC (550HV1), two tests were compared: one in the PEGAT atmosphere furnace (Figure 5a) and another in the Pit-LPC vacuum furnace (Figure 5b). In both cases, the charge consisted of seven gears made of 18CrNiMo7-6 material, with a total weight of approximately 6.5 tons and a surface area of 280 ft² (26 m²). The process consisted of three stages:
Stage I: heating to the carburizing temperature and soaking
Stage II: actual carburizing with cooling to the hardening temperature and holding
Stage III: hardening in an external quenching tank — identical in both processes
Table A. Atmosphere vs. Vacuum Carburizing Process ComparisonFigure 5a. Essential process data and schematic flow of the carburizing process in a PEGAT atmosphere furnaceFigure 5b. Essential process data and schematic flow of the carburizing process in the Pit-LPC vacuum furnace
The LPC process, which consists of saturation and diffusion segments (Figure 6) allows for the precise control of carbon distribution. As the process progresses, the duration of the diffusion segments is extended, ensuring uniform saturation of the material.
Figure 6. Vacuum carburizing process trends in the Pit-LPC
After carburizing and hardening, all components were tempered at 355°F (180°C) for three hours.
Table B. Chemical Composition of 18CrNiMo7-6 (according to EN10084)
Gears and samples made of 18CrNiMo7-6 steel were used for destructive testing, in accordance with the EN 10084 standard. Six cylindrical samples were placed throughout the workspace — inside and outside the part — to assess carburization uniformity.
Tests conducted:
Vickers microhardness (HV1): performed on a Struers Durascan 70 device, allowing for the determination of hardness profiles and carburized layer depth (ECD) — a load of 9.81 N (HV1).
Surface and core hardness (Rockwell): measurements were performed on a Wilson Wolpert TESTOR tester with a load of 1470.1 N. At least five measurements were taken for each sample.
Microstructure: assessed on a Nikon LV150 optical microscope after nital etching.
Internal oxidation (IGO): analyzed on the unetched surface of the microsection.
Figures 7a-f. Microhardness profiles after the full process (carburizing, hardening, and tempering)
Figure 7 shows the microhardness profiles for the tested samples. For each sample, microhardness paths were inspected in three cross-sections. Based on this, the effective ECD layer thickness obtained on each sample was determined, as presented in Table C.
Table C. Thickness of the Carburized Layer Read from the Microhardness Charts (effective case depth average is 0.145–0.160″ (3.7–4.0 mm) at 52.3 HRC (550 HV1))
Average ECD values obtained for the samples ranged from 0.148 to 0.154″ (3.77 to 3.91 mm).
Surface and core hardness values for all samples were consistent and typical of carburized layers (Table D). Surface hardness ranged from 61.0 to 63.2 HRC and core hardness from 39.9 to 40.7 HRC. Interestingly, samples located on the inner side of the wheel achieved slightly higher surface hardness values (caused by retained austenite and cooling intensity).
Table D. Measured values of surface hardness and core hardness
Microstructure images of low-tempered martensite, along with retained austenite, were identified, ranging from 17 to 20% (Figure 8). The amount of retained austenite was determined using NIS-Elements software. No variation in structure was observed depending on sample location.
Figure 8a. Exemplary post-processing microstructure pictures of sample 1 surface. Magnifications x100 (left) and x500 (right). Nital etching 2%. Martensite with residual austenite (approx. 18%).Figure 8b. Exemplary post-processing microstructure pictures of sample 4 surface. Magnifications x100 (left) and x500 (right). Nital etching 2%. Martensite with residual austenite (approx. 20%).
The presence of intergranular oxidation (IGO) was also inspected, averaging 5.5 μm throughout the tested samples. For comparison, intergranular oxidation in the atmospheric process averages above 15 μm. In the new LPC pit furnace, internal oxidation only occurs during unloading and transfer of the charge to the hardening tank, whereas in the atmospheric furnace, the presence of oxygen in the carburizing atmosphere is also significant, significantly increasing the IGO value.
The level of hardening deformation after the process conducted in the new LPC pit furnace and the atmosphere furnace is comparable due to the use of the same hardening tank in both devices and the absence of the carburizing process.
Comparison of Process Economics
Economic aspects play a key role in modern heat and thermochemical processing. Therefore, the consumption of basic utilities was compared for the reference processes (described in Chapter 5), resulting in a 0.152″ (3.8 mm) thick hardened layer. The analysis included a Pit-LPC and a PEGAT-type atmospheric furnace, both with identical workspace and the same charge. In addition, the LPC process was simulated at 1900°F (1040°C). The results are summarized in Table E.
Table E. Comparison of utility consumption and costs
The results show that the new LPC furnace model consumes significantly less electricity by approximately 57%, which translates into a lower carbon footprint, especially when energy is derived from fossil fuels. Nitrogen consumption is comparable, with a slight advantage for the Pit-LPC (savings of up to 10%).
The largest differences are found in carburizing gases. The atmospheric furnace consumes 9,900 ft³ (280 m³) of methane — approximately 440 lb (200 kg) and an additional 4.4–13.2 lb (2–6 kg) of propane per process. In the LPC furnace, acetylene consumption is reduced to 39.2 lb (17.8 kg) because carburizing gas only flows during the boost phase.
Importantly, the LPC process does not generate direct CO₂ emissions, unlike an atmospheric furnace, which emits approximately 1325 lb (600 kg) of CO₂ per cycle. Cooling water consumption in the new LPC furnace is also reduced by over 45%.
The presented comparison of utility consumption in the two types of furnaces directly translates into the economic aspects of using these devices and conducting production processes. For cost comparison purposes, the following unit utility costs were assumed, as presented in Table F:
Table F. Unit costs of energy factors and technological gases according to European averages
In summary, the total utility costs for the process conducted in the Pit-LPC at 1800°F (980°C) are 53% lower compared to an atmospheric furnace conducted at 1700°F (925°C). At a temperature of 1925°F (1040°C), savings reach 60%. These savings are primarily due to lower energy and process gas consumption. Furthermore, the lack of CO₂ emissions eliminates the need to pay emission fees.
The efficiency of this furnace is almost twice as much at 1795°F (980°C) and three times as much at 1925°F (1040°C) compared to an atmospheric furnace.
Summary
The new Pit-LPC vacuum furnace combines the design features of a top-loaded pit and performs carburizing using vacuum technology instead of atmospheric technology. Bringing higher processing temperatures than traditional atmospheric furnaces to the market, as well as the ability to open hot in an air atmosphere, this technology proves that direct transfer of the charge to the hardening tank is possible in vacuum furnaces.
Another key development, this design significantly shortens carburizing time compared to atmosphere furnaces since the furnace can operate under vacuum, inert gas (nitrogen, argon), air, and carburizing gases, at temperatures up to 2010°F (1100°C).
Since this new pit furnace design does not require the use a retort or atmosphere mixer, which are the most vulnerable components inside a traditional atmospheric furnace, the furnace operates with greater reliability and lower costs. Furthermore, an efficient and robust vacuum pumping system provides the vacuum environment and operational readiness in less than 30 minutes. Time is also saved by the integrated closed-loop gas cooling system that shortens cooling time: dropping temperatures from 1800°F (980°C) to 1545°F (840°C) in 30 minutes for a full charge and to 210°F (100°C) in two hours for an empty furnace, operations which would take several hours and days respectively in atmosphere furnaces.
The advanced thermal insulation and a uniform heating element layout ensure high energy efficiency and precise temperature uniformity in the working space, yielding additional cost and energy savings.
This carburizing process is based on FineCarb LPC technology and supported by the SimVac simulator, enabling precise carbon profile shaping and achieving layers 0.148–0.154″ (3.77–3.91 mm) thick with high repeatability.
With the ability to operate at temperatures up to 1925°F (1050°C), the new LPC pit-styled furnace significantly shortens process time, reduces utility consumption, and lowers operating costs by up to 50%, while increasing productivity by a factor of x2 to x3. One of these furnaces can replace two to three atmosphere furnaces of the same size.
Finally, the furnace operates in a safe and non-flammable atmosphere, emits no direct CO₂, and reduces energy consumption, making it an environmentally friendly solution.
Conclusions
The Pit-LPC furnace is a modern alternative to the traditional atmosphere furnace and offers a number of advantages in terms of quality, efficiency, safety, economy, and ecology. Providing an innovative solution for vacuum carburizing and meeting stringent carburization layer thickness guidelines, this design is a viable option to fully replace traditional atmospheric pit furnaces operating in a carburizing atmosphere.
Jantara, Valter Luiz Jr. 2019. “Wind Turbine Gearboxes: Failures, Surface Treatments and Condition Monitoring.” In Non-Destructive Testing and Condition Monitoring Techniques for Renewable Energy Industrial Assets, edited by Mayorkinos Papaelias, Fausto Pedro García Márquez, and Alexander Karyotakis. Amsterdam: Elsevier.
Perumal, S., and G. P. Rajamani. 2014. “Improving the Hardness of a Wind Turbine Gear Surface by Nitriding Process.” Applied Mechanics and Materials 591: 19–22.
Tom Hart Director of Sales for North America SECO/WARWICK Corporation
Tom Hart joined SECO/WARWICK in 2011 as a sales engineer and has been in the precision manufacturing industry for over 16 years. His responsibilities have him caring for SECO/WARWICK’s clients and their various process and heat treatment equipment needs. Tom received his manufacturing engineering degree from Edinboro University of Pennsylvania, has authored numerous white papers, and is recognized throughout the heat treatment industry as a go-to-guy for thermal processing.
Jim Roberts of U.S. Ignition entertains readers in a Combustion Corner editorial about how the industrial gas industry evolved from its humble beginnings in the early 1900s into a precision-driven force that transformed combustion technology and modern manufacturing.
This editorial was first released inHeat Treat Today’sNovember 2025 Annual Vacuum Heat Treating print edition.
Let’s think about how young the industrial gas industry really is.
A Short Pipeline in Time
The first real industrial usage was way back in the 1800s somewhere. But there was no infrastructure, no supply other than bottled gas for industrial applications. The gas industry, as far as we recognize it, did not really take off until somewhere around the early 1920s when the first welded pipeline was installed. Then, as usage increased, it became apparent that safety was going to be a concern. The addition of mercaptan (rotten egg smell) was not until the late 1930s.
With the growth of commercial and residential usage, the demand for gaseous fuels grew by 50 times the original market size anticipated between 1910 and 1970! What does that demand look like? Today there are over 3 million miles of gas distribution lines connected to 300,000 miles of big transmission pipelines in the U.S. alone. All that growth in a span of 100 years, essentially. That means the transmission pipeline system in the U.S. could stretch around the planet 12 times!
USS coke gas pipeline in the foreground with the Conrail Port Perry Bridge spanning the Monongahela River, Port Perry, Allegheny County, PA (Lowe, 1994) Source: Library of Congress Prints and Photographs Division
Most of that construction occurred during the post-war 1940s to 1960s timeline. That’s one busy industry! And it dragged all the thermally based markets and industries along with it. Now, we have come to accept the availability of natural gas as so commonplace that we cannot imagine life without it.
Responding with Precision
So, now you ask yourselves, “Why this history lesson, Jim?” Well, because we are supposed to be learning about combustion and the era of major combustion advancements — and if I would quit veering off into side topics we might actually get there. But it is all interconnected.
If you recall the story of the heat treater with the bedpost burners (October 2025 edition), he had no inspiration to improve efficiency or performance because those darn bedposts would burn gas just fine. So, what changed? Firstly, the world had been through a couple of military conflicts during this rise of the gas industry. And sadly, sometimes the best technological advances occur in times of conflict; engineering becomes more precise. All of a sudden, instead of hammering out horseshoes for the cavalry, we were heat treating gun barrels and crankshafts for airplanes. We needed to be more than precise — actually, we had to be perfect. So, we stepped away from the old heat treatment ways and developed systems that we could control to within a couple of degrees.
As a result, burners became specialized. Each process became unique and precise. Instead of pack carburizing components, a company called Surface Combustion developed a piece of equipment called an Endothermic generator. This device made carbon-based atmosphere out of natural gas or propane- and nickel-based catalysts. All of a sudden, we could do very precise non-scale covered heat treating. And the burners from companies like North American Combustion, Eclipse Combustion, Maxon, Hauck, Pyronics, Selas, W.B. Combustion, and on and on, all scrambled to develop the specific types of burners that the heat treaters and iron and steel makers needed.
Another important milestone hit around 1963: the Government got involved (gasp!). The Clean Air Act of 1963 essentially said we needed to burn our fuels cleanly and not spit smoke into the air. Those laws got reviewed again in 1970, 1977, and again in the updated Clean Air Act of 1990 with some of the biggest revisions.
With all of these changes, we had several drivers for innovation in the combustion world. Again, precision became a must. Heat treating became a very standards-driven industry. Metallurgists roamed the planet inventing both new materials and the processes to achieve them. Gas companies themselves became huge drivers of innovation and developed think tanks, like the GRI (Gas Research Institute), where people learned and laboratories hummed with development projects investigated in conjunction with burner and furnace companies. Academia became involved with industry in the form of organizations like The Center for Heat Treating Excellence (CHTE) and the Metal Treating Institute (MTI). Suddenly, the industry was more than just blacksmiths.
We’ll talk about how burner companies became design specialists and system efficiency experts and what that meant to various burner styles in next month’s offering.
References
Lowe, Jet. 1994. Panorama of Industry (Conrail Port Perry Bridge, Spanning Monongahela River, Port Perry, Allegheny County, PA). Historic American Engineering Record, HAER PA,2-POPER,1-2. Library of Congress Prints and Photographs Division.
About The Author:
Jim Roberts President US Ignition
Jim Roberts president at U.S. Ignition, began his 45-year career in the burner and heat recovery industry focused on heat treating specifically in 1979. He worked for and helped start up WB Combustion in Hales Corners, Wisconsin. In 1985 he joined Eclipse Engineering in Rockford, IL, specializing in heat treating-related combustion equipment/burners. Inducted into the American Gas Association’s Hall of Flame for service in training gas company field managers, Jim is a former president of MTI and has contributed to countless seminars on fuel reduction and combustion-related practices.
For more information: Contact Jim Roberts at jim@usignition.com.