“It is not that there is no longer anything to be concerned about as far as the economy is concerned, but the constant worries about whether the impact of the recession would fade seems to be ending. . . . The aggressive recovery predictions that were dismissed a month or so ago are now seen as the most likely.” This optimistic introduction leads February’s Industrial Heating Equipment Association’s (IHEA)Executive EconomicSummary.
There are three factors that account for this enthusiasm, the summary reports. The first is the acceleration of vaccine distribution. “The US is now ranked number five in the world in terms of numbers vaccinated (behind only a few Asian states like Japan and Taiwan).” This has helped to reduce pandemic protocols. The second factor is that consumers have money and are willing to spend it. The summary states, “There is an estimated $6 trillion on the sidelines between consumers, investors and the business community. The consumer alone sits on over $2 trillion.” And finally, the third factor is tied to the money that will be infused into the economy by the $1.9 trillion stimulus/rescue plan.
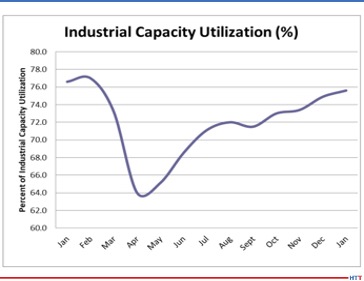
The measurement of capacity utilization is a key indicator for future activity. It basically measures how efficiently a manufacturer is operating – do they have slack capacity in terms of either the machinery or their workforce? At the moment, the capacity numbers are a very long way from provoking inflation.
But, there’s that “what if,” hanging out there. The report cautions, “There is always a caveat when talking economics and that stimulus money is behind some of the trepidation regarding the future of the economic growth pattern. The risk from the stimulus is that it will overheat the economy and trigger a serious burst of inflation. If that surge in prices is dramatic enough, it could provoke the Fed to hike rates and start to put a damper on the growth we are starting to see.”
There are three prime motivators for inflation. The first one, wage inflation, hasn’t been an issue since there are still millions of people out of work. The second motivator, which has been manifesting dramatically is the price of commodities. They have been rising quickly–think oil and lumber prices. The third motivator is the money supply issue which could potentially lead to much angst. “The US economy is about to get hit with nearly $2 trillion just when there is substantial growth underway. This has the potential to set off a cycle of money chasing money. There will be a substantial part of the consumer population that will see some of this money and will be eager to spend it. If there is too much demand and not enough supply the price of things will go up.”
In conclusion, it will be interesting to see the response from the Fed–currently, there doesn’t seem to be a desire to hike rates– as well as the spending of the consumer. Will they continue to spend on services or for long-desired products? Hopefully, there are economic sunny days ahead.
The purchasing managers’ index is fairly volatile at the moment, but the good news is that the numbers have been consistently in the 60s for the last several months and anything over 50 is considered expansionary.
Check out the full report to see specific index growth and analysis which is available to IHEA member companies. For membership information, and a full copy of the 12-page report, contact Anne Goyer, executive director of the Industrial Heating Equipment Association (IHEA). Email Anne by clicking here.
Medium-Sized Floor-Standing Box Furnace Source: L&L Special Furnace Company
A leading Midwest manufacturer of custom firearms and rifles will use a medium-sized floor-standing box furnace for annealing gun barrels for rifles.
This is the second furnace from L&L Special Furnace Company that the manufacturer has acquired. This model is the L&L Model XLE 3636, which has a work zone of 34” wide by 30” high by 32” deep. It is designed for use with inert blanketing gas for atmosphere control to minimize surface de-carb.
Other features include a programmable flow panel with regulator and two flow meters for high and nominal flow rates along with a visual flow indicator light are included. There is a high-temperature air-cooled fan with packing gland to maintain the case seal integrity. A cast alloy hearth provides a good flat work platform for the fixturing of parts.
Honeywell controls and a Yokogawa recorder enable temperature control and chart representation of the furnace cycle. The power control is a series of solid-state relays and the furnace is constructed in accordance with NFPA86 compliance for safety.
(photo source: Vidar Nordli Mathisen at unsplash.com)
Welcome back to the show. Heat Treat Radio host, Doug Glenn, wraps up a four-part series on CQI-9 Revision 4 changes with Acument Global Technologies’ James Hawthorne and Controls Service Inc. Justin Rydzewski. In this final episode, both of these experts give their advice on how to navigate and comply with Rev 4.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): We're here today with Justin Rydzewski who is the director of sales and marketing of Controls Service, Inc. in Livonia, Michigan and also with James Hawthorne, heat treat specialist at Acument Global Technologies. Both of these gentlemen have been with us for two or three of the last three episodes that we put together. James, was the committee chair, I believe that's the right title, for the Revision 4, and Justin, of course, was right alongside on the committee getting things done. Gentlemen, first off, welcome back to Heat Treat Radio.
Justin Rydzewski (JR): Glad to be here.
James Hawthorne (JH): Thank you, Doug. Glad to be here.
DG: We've covered a lot of the major changes, a lot of the main points that people ought to know, on the first three episodes. We want to wrap it up today by asking a couple of very practical questions, a couple of “opinion” questions, but, I think, also a couple of very practical questions on implementation, and things of that sort, of the new CQI-9 Rev 4.
Justin, if you don't mind, I'd like to start with you and address an issue that I think you and I touched on in the very first episode, and that was the difference between the CQI-9 standard and AM2750F, specifically, about the automotive industry. Why doesn't it just adopt AMS2750F as opposed to having this separate CQI-9 standard?
Episode 1 of 3 of AMS2750 series
JR: I think that both specifications are appropriate for their industries. But, there are some significant differences between the two. First and foremost, one is intended for aerospace and the other for automotive. AMS2750F, as we've mentioned in a previous episode, is a pyrometry standard, whereas CQI-9 is a system assessment; it is a process-based approach to things, whereas AMS2750 is more equipment based. You classify things by temperature tolerances, by the instrumentation type that you have, whereas requirements within CQI-9 are generally based on your type of process and specific to your process, in particular.
I would say that the most significant difference between the two documents is AMS2750 is part of the NADCAP program and requires accreditation and an auditing body, PRI, to come out and say, “Yep, you're good to go. Here's your certificate. We'll see you in a year”. CQI-9 is intended to be a self-assessment. It's intended for heat treaters to implement themselves to provide them with a process of managing their heat treat and that doesn't require somebody to come in and accredit them and hand them a certificate.
There is a big difference between the two; they are not equals. There are similarities, especially in the pyrometry section. At one point, AMS was heavily sited inside of CQI-9. Since its removal, however, we've had success, and that success has been measurable; it's been significant. I would image that the OEs have been rather happy with what it is that they have there in the document, especially in the 4th edition, and I think that the thought of going to an AMS2750 and abandoning CQI-9 is well outside the realm of plausible.
JH: One thing I would add here is, if you read the headers for each section of the HTSA, section one is “Management Responsibility and Quality Planning”, section two is “Floor and Material Handling Responsibilities”, and section three is the equipment. On the equipment side, you're going to get more into the pyrometry side of things- the metrology and the maintenance specifics to that equipment, as well. So, the all-encompassing HTSA is a system that is a management system, or at least a system that you can develop a management system based behind, and ensure compliance.
DG: For those who are just joining on this episode, HTSA, heat treat system assessment, is one of the main parts of the CQI standard. Justin, I think your point is good. James, I think, as well, the point is well taken. CQI-9 is meant to be an internal tool, a continuous improvement tool that helps a company that is involved with heat treating to continually improve their process. AMS2750F specifically, is pretty much exclusively a pyrometry certification program, where you've got to have somebody coming from the outside. I remember, back in the day, when they were first starting one of the QS standards, they said, no longer are you going to have to comply or get qualified by this OE, or this prime, or this prime, now you can have one standard. Has that been the case here? Has it been effective in the automotive industry, CQI-9?
JH: I think, 100%, Doug. It's like IATF – all of the automotive industry has to be compliant to that. Same thing with CQI-9. It provides that commonality for all heat treaters in all the different processes that are employed at their facilities, or the multiple facilities that they may have. For a company like ours, we have 8 companies in North America. For the North American side of things that have heat treat furnaces in them, we have induction furnaces, we have carbonitriding furnaces, and we have stress relief furnaces. So that commonality even helps us internally with our management system and how we take steps to provide that common approach and compliance to CQI-9.
[blockquote author="Justin Rydzewski" style="1"]The CQI-9 intent largely was that this is something that you can do yourself and implement yourself. We'll provide you with the guidance and put it in simple terms and give you all the research you need to support this on your own.[/blockquote]
JR: I think that also bodes well, up the ladder as well, for the OEs. The more commonality that exists in the industry, the wider that, for lack of a better term, talent pool is. The more people, the more sources that you can go to in order to have work done and have it what you expect it to be, from a quality standpoint.
I think one of the things that CQI-9 has done really well is they've made a concerted effort to make that document easier to understand and to simplify things down to just its bare bone necessities, whereas some of the other specifications that exist in industry can be lacking. There is a real good reason why a lot of the work of some of those other pyrometry specifications out there are outsourced, because the expertise to adhere to those things and be confident that you're adhering to those things is possessed by an in-house team; they have to go outside. The CQI-9 intent largely was that this is something that you can do yourself and implement yourself. We'll provide you with the guidance and put it in simple terms and give you all the research you need to support this on your own.
Justin Rydzewski, James Hawthorne, and Doug Glenn (clockwise from the left) sat around the virtual screen to hash out a few final expert opinions on CQI-9.
DG: I'm pretty sure, based on everything we've talked about, that you guys really like CQI-9.
JH: 100%! I embrace it and our company embraces it.
DG: So, I know you guys like it, you're the main cheerleaders. What is your perception about companies outside of yourself? Has it, in fact, been embraced, or has it kind of been “Heisman trophied”, the stiff arm – “We'll embrace you with one extended arm”.
JH: If I may, I will say that it's been embraced across the industry through all heat treaters. I think anywhere that anybody deemed it to be a burden, I think with the changes to the format, the added clarity, the improvements to the document, the knowledge base that's now been updated in the glossary, it is all going to help those guys cross any bridge that they were struggling with and make it better for them.
I believe we touched on a little bit in one of the past episodes, or maybe it was when Justin and I were talking about this offline, but one of our customers, who is a non-automotive customer, embraces CQI-9 and our systems and our approach to our heat treat. That is a huge step because that particular company has a lot of internal specification as it pertains to heat treat, but CQI-9 is either equal to or exceeds what their expectation is. It makes it easy for them to embrace it. That was one of the things that was brought up in the roll-out presentation we did through AIAT – one of the other industries had mentioned they were following it.
DG: It sounds like, overall, it has been fairly well embraced and this Rev 4 is going to make it even easier to cuddle up with a cup of hot cocoa and feel comfortable with it.
JR: Generally speaking, in my travels, I have two categories of people that I come across. You have the sort that is looking to embrace it. They recognize that it's a “have to do” and they just want to know what the rules are. They want to make sure that they understand what the rules are and that they make sense. Maybe there is a point or two that they take exception to about, not fully understanding what the intent is of it, but, for the most part, by and large, they want to adhere to the requirements. They recognize that they need to.
The other category includes those who fight anything that they're asked to do, no matter what it is. “No, I don't want to do that. We've been doing it this way forever. Convince me, show me, that I'm doing it wrong. I do some sort of subsequent testing and it always come out fine. I've never had any complaints. Why do I have to go do this?” While that group is definitely the minority, I can tell you that that group, almost 100% of those people are going to be those types that you find more issues with than any other. That's because they fight it and they try to find ways to circumvent things. That's a real slippery slope there.
I think CQI-9 does a real good job at trying to keep things in its lane and recognize that if there's something that we're asking the heat treater to do, that that requirement needs to provide value on some level, or it needs to mitigate risk on some level, and a meaningful one at that.
You asked, “Do I like CQI-9?” I like AMS2750 too. There are some things in AMS2750 I like better than what we did in CQI-9. Talking from experience of having to write some of the requirements in the document, and how difficult that can be to say what it is you want to say but in a manner that makes sense outside of your own brain, it's difficult. I think AMS states some things very, very well. I like their thermocouple calibration certificate requirements better than ours; I think they're more detailed. But I think both work really well, and embracing it sometimes just requires a bit of an education or an understanding of the intent side of things, the purpose side of things.
DG: When was CQI-9 Rev 4 released?
JR: The last week of June.
DG: It's been going on for months now. How about timing? I would imagine that a lot of people that are listening to this probably know that they need to comply with certain aspects of CQI-9. What is the timing for them? When do they need to have all their ducks in order?
JH: During the roll out presentation, the OEMs made a joint statement. We did that roll out presentation in September, and they essentially said that the time between the June release and that (roll-out) presentation was the grace period. When the 3rd edition expired, you have to do 4th edition assessment and they will no longer accept 3rd edition assessments at that point. So, whenever your expiration is, you shall do it to the 4th edition.
JR: The 3rd edition is officially obsolete.
DG: So if you're doing another assessment, it's going to be a Rev 4 assessment. Are there any other timing issues that people need to be aware of?
JR: That should pretty much cover everything. If you're outsourcing an element of your service or of a material, you should be specifying adherence or conformance to the 4th edition at this point.
DG: So, James, I want to address this next question to you, if you don't mind. I know you said in your organization, you've got how many North American locations?
JH: 8 plants in North America.
DG: OK, 8 plants. And you've, obviously, rolled out Rev 4. How did you handle the transition? How did it go? What was complicated and difficult, and how did you address it?
JH: For me, I think it's a little easier, because I was in the room while we were writing the 4th edition. The heat treat systems for all of our locations, I wrote. So, I have a very unfair advantage. But, that being said, even knowing and being as intimate as I am with our own system and the 4th edition of CQI-9, we have made a concerted effort to slow down the process of doing the heat treat system assessment and slow down the process of doing the job audit and doing the process tables to ensure that we are capturing everything.
We've made this statement many times, whether it was here with you or if it was through our roll-out presentation, it is essential to read this document. It is essential to understand what's happening in it. If it takes just a little bit of extra time to read a little bit further to do the checks and balances, pop into the glossary, just to make sure that you are answering the questions as compliant as you possibly can, is the most important thing.
A wise man told me once, Compliance is a circle and if you're just outside the circle, all I want you to do is get you just inside the circle. And next year I'm going to tighten the circle a little bit and if you're still sitting outside, we're going to move you inside. You don't have to hit a bullseye every time, but you have to be inside the compliance circle. So, if you understand that, and if you manage it that way, it's going to make it easy and more effective. Then, you can stick to the intent of the document, and the intent of the document is within the acronym itself of CQI-9: it's continuous quality improvement. Never take your foot off the pedal.
Source: Heat Treat Today
DG: Right. It never ends. Justin, how about you? Same question. I know you're going in through your company into a variety of other companies who are trying to comply. What are you seeing, from their perspective, as far as the difficulty? How are they handling it?
JR: I think the most difficult aspect of things, I guess, is probably one of the most obvious: implementation. You've been doing it one way for the last 8-9 years and now we're going to need to implement something new. And when do you want to implement something new? It's really nice when you work for an organization that has process specifications and certain test specifications very well defined, because then you can hold onto them and say, “Here are the things that we were doing,” and you can go through them and see where things need to be different.
Where they're less defined, or they're defined in some manner that is not on the forefront of things – like I define things in a quote or in a purchase order – those become difficult. There could be elements of implementing something too soon, and now, all of a sudden, I violate something that they've done internally, or sometimes if they had it stated internally for a requirement.
For us, the most difficult thing has been the implementation side of things. It's meant a lot of conversations and trying to determine what this is going to look like, what things we are going to need to do differently, what things we want to check on, and the finally to, for lack of a better word, “coach” my customer along. Here are things you need to consider, here are things you might need to do differently, here's how I would state it for the new edition for making revisions. But to the horse that has been thoroughly well beaten, you have to read the document.
The CQI-9 audio book, coming soon, we'll have that on tape for you. Whether you're driving to work or putting your kids to sleep, it will work either way.
DG: Last question for you guys. For a company who's wanting to become CQI-9 compliant, what are some of those must do's and what are some of the practical advice you've got for them as they start down that path?
JH: If, I may, I think the first and most important thing there is to evaluate the talent that you have on site. Who is your in-house expert? Who is the guy that most fits what you need to be the driver of those next steps? As long as you have that, and that guy understands your system, then the journey can begin and I think your process is more linear with less hills and valleys. You start to win, and you start to win with less drop-off, and that's what you want to do. First and foremost, have the right guy in place.
[blockquote author="James Hawthorne" style="1"]First and foremost, have the right guy in place. [/blockquote]
DG: So, in your estimation, James, you're saying it's a personnel issue. Right away, make sure you do a good assessment and get the right guy in the spot to oversee the process.
JH: Right. You don't want to be a commercial heat treater and you just hired a quality manager from a widget factory to come be the champion of your heat treat. You want him to be a heat treater. You want to have a heat treater in place that knows his stuff.
DG: Right. And who has an attention to detail, I'm sure.
JH: I think it's important to the extent of what Justin was just talking about is, when that person talks to his suppliers, his service providers, you want to have somebody that has some wherewithal and understanding in that field so when that communication does take place, and you have folks like Justin and others in his field, trying to help educate the heat treater on what it takes to be compliant with, whether it's reporting, whether it's through the process or whatever, having that understanding is going to make even the service provider’s job easier.
JR: I think that organizations that struggled with the 3rd edition are probably going to continue to struggle with the 4th edition. If you're comfortable with the 3rd edition and you're doing well with the 3rd edition, the 4th edition is going to be relatively easy to adapt to and to implement. Like with any math story problem, you've got to write down what it is you know. So you go through the document itself, you start making notes on things, you start citing where things might need to be different, you start red flagging things, you review what you have, may do a Ctrl + F for any mention of 3rd edition and replace with 4th edition, or something simple like that. It is what you have created and try to continue on with the successes you had for the 3rd edition into that 4th one. If you've struggled with the 3rd edition, the likelihood that you're going to struggle with the 4th is also pretty great. It is likely that the document isn't the issue, the issue is likely a lack of awareness.
It cannot go understated how valuable it is to invest in training, especially if you're bringing some new guy on to champion the effort, or if you've got a team that's eager and hungry and looking to prove their worth – get them trained. It's readily available. Our organization offers it, the AIG offers training on the HTSA side of things; there are plenty of organizations out there that will offer this training. The benefits to working with a high-end service provider in many of these regards, is that they'll help you through the process as part of their service offering. That's how the true value of a good service provider can be measured is in these sorts of situations. I'd lean on your experts. Invest in your staff. Get the training to get everyone up to speed.
Again, if you fought it in the 3rd, and your plan is to fight it on the 4th, it's going to be an unenjoyable road and you might need to figure out ways to embrace what it is you know and acknowledge what it is you don't, and then fill those gaps in so that you can get to where you need to go.
Doug Glenn,Heat Treat Today publisher and Heat Treat Radio host.
When heat treat and St. Patrick’s Day collide, Heat TreatToday editors have a little fun. Today’s post is inspired by furnaces and Ireland. Happy St. Patrick’s Day, and enjoy the hot topics!
| The Irish Turf Fire |
Have you heard of this heat treating solution? The fuel for this furnace is turf. “Turf is dried-peat and was a primary fuel source for Irish people for thousands of years[…] In the past, Irish people used turf to heat their homes and cook their food. Turf was harvested from a bog. Cutting turf by hand is a laborious task.” Not sure your general manager will let this one by... (Mairead Geary, “Smell of an open fire in Ireland is intoxicating but what is Irish turf?” IrishCentral)
| Irish Terms |
Here are some Irish and Gaelic terms that a heat treater may want to use instead of the same ol’ same ol’. Just for today. Search more options for yourself here.
Cóir teasa: heat treatment
miotaleolaíocht: metallurgy
foirnéis: furnace
prásáil: brazing
gaibhnithe: forging
ainnéalta: annealing
| Heat Treatment in Ireland |
Content at Heat TreatToday is focused on the North American heat treat industry, however, we would be remiss if we didn’t highlight heat treatment going on in Ireland.
⊕
For a featured in-house heat treater, “medtech” company Stryker has heat treat processes going on at their Ireland R&D base in Cork. After a commitment to invest in three facilities in Cork, Stryker’s Spencer Stiles said, “Our team in Ireland has built considerable research and development and new product development capabilities through the partnership of multiple divisions over the past 20 years in an effort to serve multiple market segments.”
Screen Capture of Stryker’s Landing Page
⊕
BOC is a provider of industrial, medical and special gases in Ireland and has been producing atmospheric gases, including oxygen, nitrogen and argon in Ireland for over 70 years.
Source: About BOC, a member of Linde Group
While you may not have heard of these heat treater providers, they are a member of the international Linde Group.
⊕
A heat treatment service provider, Hi-Life tools has been providing heat treatment service for a wide range of Irish based tool making, engineering and medical device companies for more than 20 years.
Source: PTG webpage
The company, part of Precision Tool Group, has built up a vast amount of experience of heat treating a wide range of metals from tool steels, stainless steels, and exotic metals. These can be treated using the standard processes or a custom made process can be developed to suit the customer requirements.
| Irish Voices: Winter, Fire, and Snow |
Thankfully, winter and snow are melting away, but fire remains! Listen to this beautiful ballad sung by Irish Tenor, Emmet Cahill. If you want to listen to a full playlist of Irish folk music, check out The High Kings.
Curious about proper gas atmospheres needed to meet high-tolerance standards for additive manufactured parts before, during, and after the heat treating process?
Learn about them in this detailed original content article from Heat TreatToday’sAerospace 2021 print magazine. The author, Lisa Mercando, Ph.D., is the marketing manager of strategic marketing & development at Air Products. You can access the other articles in our digital edition here. Enjoy the Technical Tuesday!
Lisa Mercando, Ph.D. Marketing Manager, Strategic Marketing & Development Air Products
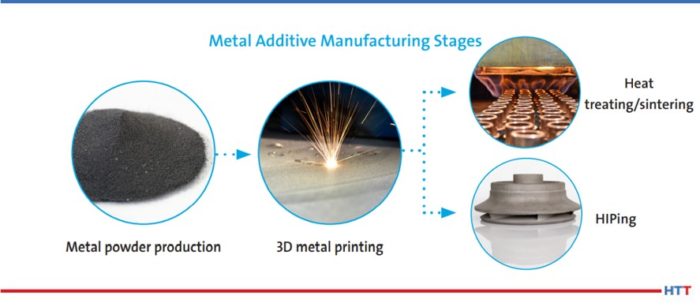
In a world of rapid prototyping and production of metal components, it is imperative to have the proper gas atmosphere to produce quality parts. Argon, nitrogen, and helium are commonly used to create inert atmospheres in order to meet the high-tolerance standards required for additive manufactured (AM) aerospace parts. Industrial gases are used every step of the way from powder production to various additive manufacturing techniques to finishing processes that include heat treating and hot isostatic pressing (HIPing).
Inert gas atomization is the best method to obtain dense, spherical particles, which are best for AM applications where the desired particle size is usually less than 100 microns. Additionally, inert gas atomization greatly reduces risk for oxidation, providing a high level of powder purity and quality. Helium provides the best results when its superior heat transfer capabilities are needed. This process achieves the following properties: dense and spherical particles; high quality and purity metal powders; and narrow particle size distribution. We can provide high pressure gases for powder atomization and hydrogen-based atmospheres for powder reduction and annealing.
Image demonstrating metal additive manufacturing
To meet the high-tolerance standards required in additive manufacturing–particularly for aerospace–nitrogen and argon are commonly used to provide inert atmospheres. The use of helium, with its high thermal conductivity, offers an interesting option for minimizing the thermal distortion of elongated parts during printing. An inert atmosphere provides numerous benefits on a printed part by:
reducing oxidation of printed parts by lowering the oxygen concentration in the build chamber
improving safety through the inerting of combustible dust during powder handling and sieving
creating a stable printing environment by maintaining constant pressure in the print chamber
mitigating powder clumping in the feed tube
preventing part deformation by controlling thermal stress through effective cooling
Gas requirements differ based on the process being used and the material being printed.
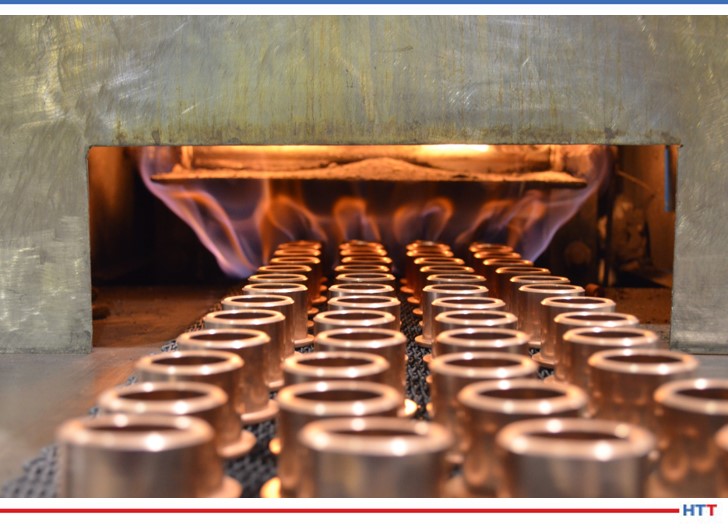
Often, AM aerospace parts require additional processing to achieve the desired final properties. This is done mainly in the form of heat treating, sintering, or HIPing. All three processes have industrial gas requirements for preventing oxidation. Heat treating with argon, nitrogen, hydrogen, or a nitrogen/hydrogen blend can relieve internal stresses and enhance part properties such as strength, ductility, and hardness. In sintering applications, nitrogen/hydrogen blends or argon/hydrogen blends are important in producing near-net shape parts with increased strength and uniformity. High pressure argon is used in HIPing applications to provide fully dense parts with increased strength and reliability.
Image of a furnace heating metal parts
In addition to providing the bulk industrial gases required, the company has developed state-of-the-art process intelligence systems. These systems monitor atmosphere composition parameters to ensure the process is running with the desired gas atmospheres and provide alerts for any needed maintenance or adjustments. Decades of metals processing experience in gas supply, applications, process knowledge, and safety are applied to help improve heat treating efficiency and part quality.
Remote tank monitoring is one example of the company’s Process Intelligence™. Operators increasingly rely on data to closely track critical process parameters, such as the use and inventory of vital industrial gases. This tank monitoring system enables operators to remotely check their supply levels and monitor usage from a touch screen in the plant, on their laptop, or on their mobile device. Customized daily reports are a common way to stay current on their industrial gas supply.
For heat treatment operations using a furnace atmosphere that is flammable or potentially flammable, an inert purge gas – typically nitrogen – is utilized to help ensure safe operation. This system alerts operators to the condition of the liquid nitrogen supply and helps them remotely track their supply and usage of gases. Optional system alarms allow operators to safely initiate a controlled purge shutdown, enabling compliance with NFPA 86 by confirming they have adequate liquid storage levels, or ensuring their nitrogen piping temperature remains at a safe level. Typically installed near the furnace operation, the remote touch screen on the base station displays conditions of all bulk gas storage tanks and can use both audible and visual alarms to warn the operator of a potentially critical situation.
Tank Monitoring
In addition to using inert gases, such as nitrogen and argon for the 3D printing processes, GE Additive Manufacturing, located in Cincinnati, OH and a major manufacturing center for additive manufacturing, also performs post processing heat treatment/sintering on the metal parts to enhance part quality. Their capabilities allow for the production of quick, precise parts with high levels of accuracy, even on intricate shapes and geometries across multiple applications.
Conclusion
If you are prototyping and producing metal components, be sure to consider the importance of achieving the optimum gas atmosphere to efficiently make quality parts. The heat treat postprocessing of AM metal parts is often required to produce the high-quality parts specified for the aerospace industry.
About the Author: Dr. Lisa Mercando is the marketing manager, Strategic Marketing & Development, for Air Products’ metals processing industry. She has worked at Air Products for 28 years in a variety of roles and responsibilities and is the author of several patents and technical articles.
Excess air plays multiple roles in heat treating systems. Learn about its importance in combustion and heat transfer, and why being well-informed will help your system run at peak performance.
This original content article, written by John Clarke, technical director at Helios Electric Corporation, appeared in Heat TreatToday’s Aerospace March 2021 print magazine. See this issue and others here.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electric Corporation
Is your system running optimally? The following discussion will provide a better, albeit abbreviated, understanding of the role of air in combustion and heat transfer.
Excess air in heating systems plays many roles: it provides adequate oxygen to prevent the formation of CO or soot, can reduce formation of NOx, increases the mass flow in convective furnaces to improve temperature uniformity, and at times, wastes energy. Excess air is neither good nor bad, but it is frequently necessary.
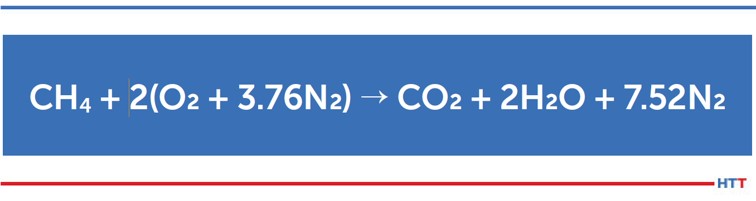
To begin, we must first look at a basic formula. For our discussions, we will replace natural gas, which is a mix of hydrocarbons with methane (CH4). The oxygen (O2) is supplied by air.
The above simplified formula describes perfect or stoichiometric combustion. The inputs are methane and air (where only the O2 is used to oxidize the carbon and hydrogen in the methane), and the products of combustion (POC) consist of heated carbon dioxide (CO2), water vapor (H2O) and of course nitrogen (N2). (The actual reaction is far more complex and there are other elements present in air that we are ignoring for simplicity.) As we can see from the equation, the oxygen we need to burn the methane comes with a significant quantity of nitrogen.
In practice, it is very difficult to even approach this stoichiometric or perfect reaction because it would require perfect mixing, meaning that each molecule of methane is next to an oxygen molecule at just the right time. Without some excess air, we would expect some carbon monoxide and/or soot to be formed. Excess air is generally defined as the percent of total air supplied that is more than what is required for stoichiometric or perfect combustion. For natural gas, a good rule of thumb is to have about 10 cubic feet of air for every one cubic foot of fuel gas for perfect combustion. Higher air/fuel ratios, say 11:1, are another way of describing excess air.
In most heating applications, the creation of carbon monoxide and other unburnt hydrocarbons should be avoided, except in the rare cases where they serve to protect the material being processed. Employees must be protected from CO exposure; and soot can damage not only equipment, but the material being processed.
Source: Heat Treat Today
The amount of excess air that is required to find and combine with the methane is dependent not only on the burner, but also on the application and operating temperature as well. Some burners and systems can run with very little excess air (under 5%) and not form soot or CO. Others may require 15% or more to burn cleanly. Just because a burner performs well at 10% excess air in application A, does not necessarily mean the same level is adequate in application B.
Once the quantity of air exceeds what is needed to fully oxidize or burn the methane, combustion efficiency will fall because the added air contributes no useful O2 to the combustion process, and it must be heated. It is very much like someone putting a rock in your backpack before you set out for a 16-mile trek. Taking this analogy further, higher process temperatures equate to climbing a hill or mountain with that same rock — the higher the climb, or the higher the process temperature, the more energy you waste. Sometimes this added weight or mass can be useful.
The higher the excess air, the greater the mass flow. In other words, the total weight of the products of combustion goes up, and the temperature of the CO2, H2O, N2, and O2 goes down. If we are trying to transfer the heat convectively, this added mass or weight will provide improved heat transfer and temperature uniformity. A simple way to think of temperature uniformity is that the lower the temperature drop between the products of combustion and the material being heated, the better the temperature uniformity. Many heating systems are specifically designed to take advantage of this condition – higher levels of air at lower temperatures. This is especially true when convective heat transfer is the dominant means of moving heat from the POC to the material being heated (when the process temperature is roughly 1000°F or lower).
Source: Heat Treat Today
Some heating systems are specifically designed to operate as close to perfect combustion as is possible as the material is heated then switch to higher levels of excess air to increase the temperature uniformity as the setpoint temperature is approached. In other words, it provides efficient combustion when temperature uniformity is less of an issue and a very uniform environment as the material being processed nears its final setpoint temperature.
Of course, a system can be supplied with too much air, which can waste energy, but also prevent the system from ever reaching its setpoint temperature. The energy is insufficient to heat all the air, the material being processed, and compensate for furnace or oven loses. In these instances, it is obvious that we must reduce the air supplied to the system.
In indirect heating systems – where the products of combustion do not come in contact with the material being processed, like radiant tubes, for example — air in excess of what is required for clean combustion provides limited benefit and should generally be avoided. In these systems, it is best to play a game of limbo, “How Low Can You Go,” so to speak. Test each burner to see how much excess air is required to burn clean and add a little bit for safety. Remember, if you source your combustion air from outside in an area with significant seasonal variations, the blower efficiency will change, and seasonal combustion tuning is required.
Lastly, some burners require a minimum level of excess air to operate properly. This additional air prevents critical parts of the burner from overheating – or the air may limit the formation of oxides of nitrogen (NOx). In this application, altering the burner air/fuel ratio could generate excessive pollutants or even destroy the burner.
Efficiency is important, but the process is king. There is no magical air-to-fuel ratio and no single optimum level of excess air in the products of combustion. Each application is unique and must be thoughtfully analyzed before we can confidently say we have optimized our level of excess air. But careful attention paid to the effect that excess air has on your fuel-fired systems will pay dividends in improved safety and efficiency.
About the Author:
John Clarke, technical director at Helios Electric Corporation, a combustion consultancy, will be sharing his expertise as he navigates us through all things energy as it relates to heat treating equipment.
Greg Stapcup CEO/President SITES Medical Source: SITES Medical website
SITES Medical has ordered two vacuum furnaces, expanding their heat treat capabilities. SITES Medical is an orthopedic technology development company that invents and de-risks new technologies, and the furnaces will aid them as they collaborate with OEMs to bring technologies to market and drive mutual growth.
The new furnaces from Ipsen will accommodate increased volume resulting from growth in business. Each has a work zone size of 24” wide x 24” high x 36” deep with an all-metal hot zone. The furnaces will be used for orthopedic implant processing such as stress relieving Ti and CoCr components, as well as diffusion bonding of Ti and CoCr implants.
"After reviewing the options available for thermal processing solutions," said Greg Stalcup, president/CEO of SITES Medical, "we elected to purchase the Ipsen TurboTreater® vacuum furnaces due to their high quality and reliability."
ThisHeat TreatNews piece runs more like a case study, and we want you to see the tasks associated with bringing a heat treat process in house. In this case study, a global manufacturer and supplier of solutions in industrial process instrumentation,KROHNE Group, was outsourcing their large parts to a commercial heat treater in France.
The study details decisions involved in creating a furnace in cooperation with a furnace supplier with locations in Virginia and in the UK as well as shares how a certain particular fixture performed over time and the associated upkeep.
KROHNE Group is a global manufacturer and supplier of solutions in industrial process instrumentation. Within the UK, KROHNE is the group’s global center of excellence for Coriolis mass flowmeter technology. Its manufacturing plant in Wellingborough is where the OPTIMASS range of mass flowmeters is produced.
Their process of manufacturing products often involves working with specialist materials such as Duplex 31803 and Super Duplex 32750 stainless steels. Particularly with regards to materials such as Super Duplex, it is highly critical that the brazing process is completed correctly.
However, KROHNE’s largest products to be brazed are up to two meters in length and no suitable furnace exists within the UK that has the hot zone capability to process such a large product. This meant that the brazing of this product was subcontracted to a supplier in France, which brought challenges with lead times, transport, and associated cost issues.
The objective: bringing the brazing process in-house
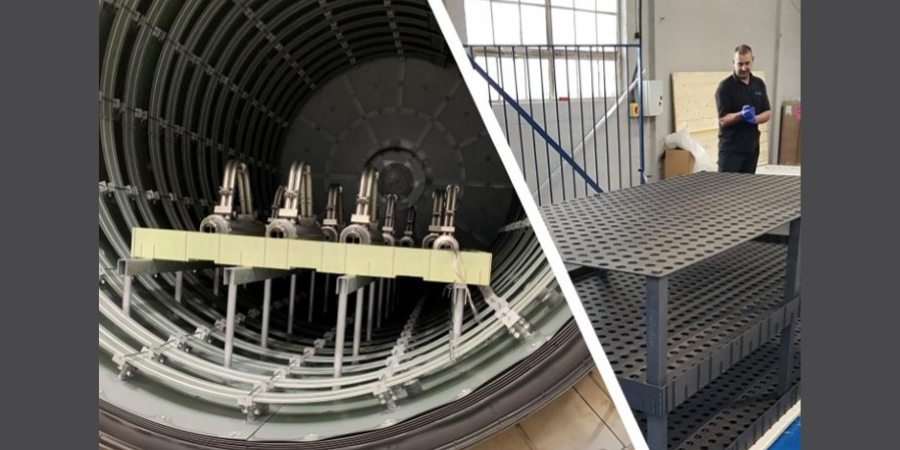
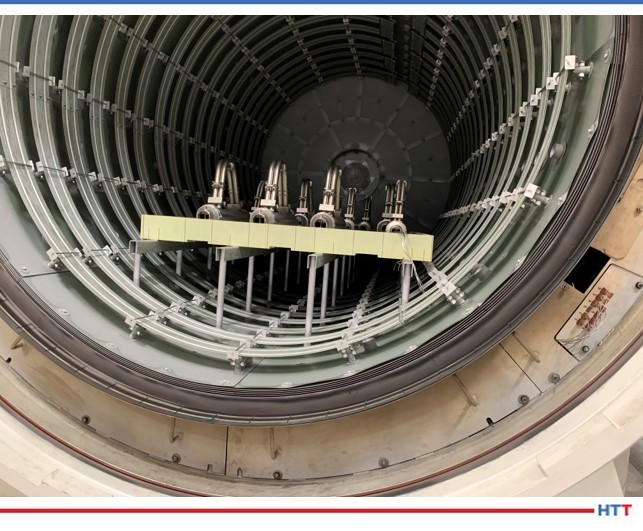
Furnace Loaded Source: Erodex UK
KROHNE’s management team made the decision to bring the process of brazing their larger products in-house, thus ensuring complete control over quality and lead times.
Following a significant investment in the UK’s largest horizontal vacuum furnace, the company required assistance with the design and manufacture of a fixture that would possess the specific hot zone capability, be of appropriate size and at the same time cope with weight, cost and distortion limitations whilst processing the larger products.
Evolution of fixture design
Discussions with Erodex started around six to nine months prior to when the furnace was due to arrive. The original concept design provided by the Erodex UK team was based around using graphite plates and spacers.
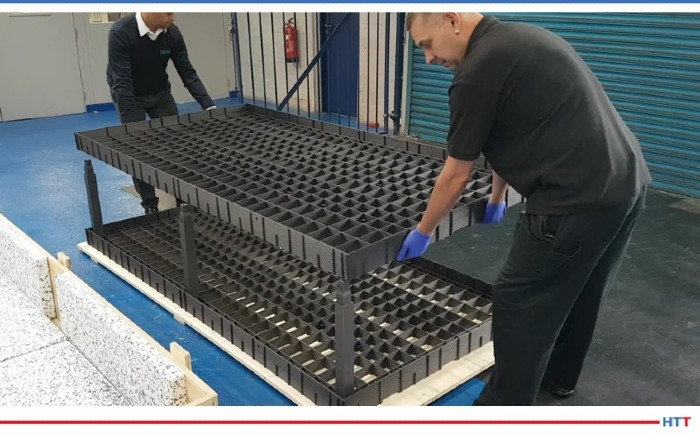
Following close consultation with their KROHNE counterparts, this was reviewed and it was determined that a flat grid method would be more suitable, due to strength requirements of the fixture and to enable the required reduction in fixture weight.
The resulting design was a 2.4m x 1.2m carbon fibre composite (CFC) fixture consisting of 2 layers and a cover plate to ensure that there was no direct radiation heat onto the components processed on the top layer and that heat is evenly distributed within the furnace. Darren Hawes, production engineering manager at the company comments: “We then had a further meeting and added in channels and a cover plate that sits on top of the CFC grid structure to maintain 0.1mm flatness.
“Perforated holes were added to allow the 360-degree gas cooling to flow underneath the fixture to the parts, because cooling is one of the critical features of the process. Side rails were added to the fixture to remove the possibility of any parts falling off and we added lifting points to the fixture, so once removed from the furnace, if the loader were to break down at any point, the fixture could be removed from the loader by overhead cranes”.
Why was Carbon Fiber Composite (CFC) graphite the material of choice for fixture manufacture?
Durability properties such as their high strength, stiffness, high thermal shock resistance and high fracture toughness, combined with being lightweight and having low rates of thermal expansion, CFC is the optimum material solution for charging systems in vacuum furnaces.
Tom Harrison, manufacturing engineer at KROHNE explains why they opted to manufacture the fixture from CFC graphite: “We had to find the right material for the fixture when considering weight, cost and distortion limitations and we could not find another material that was comparable to CFC for achieving this.
“The CFC fixture is lightweight yet as the temperature increases within the furnace the material gets stronger. Our main requirement of the fixture and the plate itself was to have a 0.1mm flatness tolerance, so when we manufacture and process our parts, any distortion of the fixture does not impact on the assembly that is being processed.
“The straight tube assemblies being processed within the furnace also have a 1/600mm straightness tolerance. Up to two metres we can have 3mm distortion end to end in the bow of the tube. To get that right, we required the fixture base to be as true as possible, so that we are not adding any additional distortion into the processing of the parts. The CFC fixture was therefore designed and manufactured by Erodex to deliver on that 0.1mm flatness constraint.
“In addition, the more mass within the furnace, the greater the effect on heating and cooling rates. A metallic fixture can act as a heat sink, using CFC reduces the mass greatly so our process is optimised and the energy we do use is used efficiently.”
Additional benefits of using a CFC grid structure.
An added benefit of a CFC grid structure is that if individual parts of the fixture break, only these need to be replaced. This contrasts with a metallic grid, where the whole grid would need to be replaced or refurbished, resulting in a significant reduction in maintenance costs.
Furthermore, Duplex stainless steel and Super Duplex stainless steel are mainly used for corrosion resistance, meaning that any carbon or other contamination picked up from the fixture itself could affect the metallurgy of the material, which in turn can add further complications to the products being processed.
To avoid this, the CFC graphite fixture was coated in a Yttria Zirconia coating to prevent any carbon ingress into the material. Hawes continues: “As we moved through the process, the design became more complex, so having their expertise at hand to help develop this was very beneficial to us.”
Fixture 3 Source: Erodex UK
Fixture assembly and operation.
Erodex assembled the fixture prior to coating and provided a video demonstrating how this should be repeated. Following coating of the fixture, the team were back on site to reinforce this with demonstrations of the ease of assembly to all KROHNE end users.
Hawes’ team needed to make sure the fixture was precisely central within the furnace every time it is loaded, so the supplier also provided a specialized forklift which utilizes two guides that sit underneath it to centralise the load as it goes in the furnace.
Harrison adds: “The fixture itself has been used now since October, we have completed numerous cycles and it is holding up to design requirements of flatness, the coating is performing well and ultimately, the fixture is achieving what it was required to do… We vacuum clean the fixture and furnace after every cycle to remove any debris coming from the processing. The fixture also goes through a maintenance check/ two weekly burnout to remove any contaminants that may have come onto the fixture because of the processing of the products in the furnace.
“We have also used the CFC graphite fixture to process a product as part of our furnace validation that was previously processed by a subcontractor. We could see that there was 7mm distortion end to end on the part provided by the subcontractor. Once we processed it through on the fixture all the contact points were then level again. We would have not been able to achieve that in a subcontract furnace.
“Ultimately, this has given us full control over processing. It has given us the capability to develop our processes and increase productivity and allows continuous development and improvement of the process too.
“For example, we had identified a few issues with how one cycle was run, where we were positioning the monitoring thermocouples to ensure the parts are fully up to temperature before we started the brazing part of the process, so it has given us further knowledge on that, which in turn has benefitted the product being processed.”
Marcin Stokłosa Project Manager Nitrex Poland LinkedIn.com
An Ankara-based manufacturer has expanded their heat treat capabilities to design and manufacture subcomponents, as well as next-generation prototypes. With the five-technology system, the company will increase the product development and time to market of a variety of components for electromechanical systems and actuating mechanisms used in aviation, land, and sea vehicles.
The client coordinated with the Nitrex R&D department in Canada to obtain this new system. Additionally, an associated commercial heat treater based in Istanbul, Turkey supported the project with trial production of this nitriding system.
With the “Nitrex NX Connect app,” noted Marcin Stokłosa, project manager at the Poland location, “[the client] can remotely manage furnace operations and nitriding processes from anywhere.”
Engineered geometry increases strength, decreases stretch, and withstands thermal cycling.
For today’s Technical Tuesday, we are sharing an original content article on how innovative design of wire for mesh belts in heat treat can reduce costs to heat treaters. Technical writer Del Williams writes, that though it seems that manufacturers regard the “periodic replacement of wire belting simply a cost of doing business, innovative alternatives have been developed that can significantly prolong its life and drive down operational cost.” Read on to learn more!
Engineered geometry increases strength, decreases stretch, and withstands thermal cycling.
Whether for automotive, aerospace, or heavy equipment, manufacturers using heat treatment – which can reach temperatures up to 2400°F and vary from a few seconds to 60+ hours – need conveyor belting that can withstand the rigors of the process. However, traditional round balance weave wire belting has changed little in 100 years and often requires annual replacement, causing costly production downtime.
Heat treating is essential to improve the properties, performance and durability of metals such as steel, iron, aluminum alloys, copper, nickel, magnesium, and titanium. This can involve conveying to hardening, brazing, and soldering, as well as to sintering furnaces, carburizing furnaces, atmosphere tempering furnaces, and heat processing in annealing and quenching furnaces. Parts treated can range from bearings, gears, axles, fasteners, camshafts and crankshafts to saws, axes, and cutting tools.
Heat treat-grade balance weave belts – made of temperature-resistant stainless steel or other heat resistant alloys, suitable to be run on a conveyor with friction drive – can cost thousands of dollars, depending on the dimensions and quality. So, even though wear and premature replacement seems inevitable, such wire belting should not be considered a low-cost consumable. While many manufacturers using heat treating consider periodic replacement of wire belting simply a cost of doing business, innovative alternatives have been developed that can significantly prolong its life and drive down operational cost.
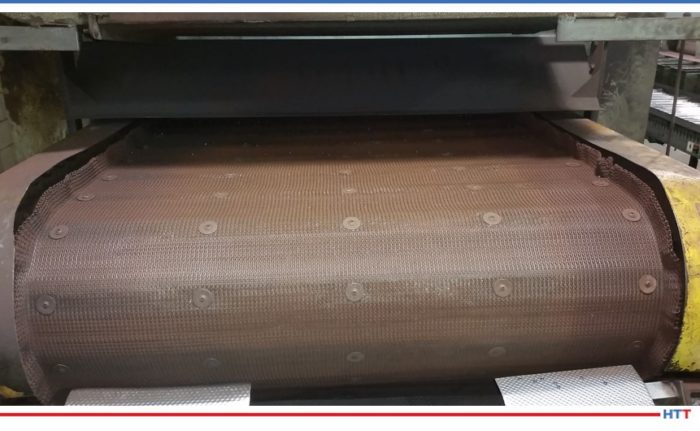
Conveyor belting for heat treating process Source: Del Williams
Although heat resistant wire belting is available, repeated thermal cycling between heating, soaking, and cooling while carrying substantial loads can continually weaken its structure until it fails. The greater and more frequent the temperature fluctuations in heat treatment steps, the shorter the wire belt’s usable life becomes.
In addition, on conveyor belts, belt stretch accelerated by heat and dynamic loading forces on the belt, is typically the main cause of breakage and failure.
Fortunately, industry innovation in the form of engineered, “shaped” wire belting has minimized these challenges. The design vastly prolongs usable life with increased strength and decreased stretch, which dramatically curtails replacement costs and production downtime.
This approach can also help to extend the longevity of wire belting used with increasingly popular powder metal parts, particularly sintered parts that may be heat treated to enhance strength, hardness, and other properties. In such cases, powder metal serves as a feed stock that can be processed into a net-shape without machining.
Resolving the Core Issues
Although conventional round wire belt has been the industry standard for generations, the geometry of the wire itself contributes to the problem.
Traditional round wire belt and even top-flattened wire belting is prone to belt stretch and premature replacement, particularly under high heat treatment temperatures. In testing, typical round and top flattened conveyor wire belt have been observed to stretch approximately 7%.
Even though many producers of conveyor wire belting simply import semi-finished product and finish it domestically, at least one U.S.-based manufacturer has gone to the root of the problem.
“Shaped” wire is designed to provide more strength in the wire belt of a given diameter so it can better withstand high heat processing conditions. This significantly prolongs its usable life.
As an example, one engineered wire belt, called Sidewinder, by Lancaster, PA based Lumsden Belting, compresses and expands wire so it is taller than it is wide with flat sides.
To begin with, the patented side flattened wire’s “I-beam” design provides 3 times greater structural support for heat treated parts compared to standard round wire. The added height of the wire also provides a longer wear life without needing heavier wire. Together, the design limits belt stretch to only 1-2%. This minimizes the potential for damaged belt. Minimal belt stretch also helps the conveyor belt to track straighter, improving production throughput with less required maintenance.
The design significantly extends the usable life of wire belt conveyors used in a variety of heat treat processes. This ranges from hardening, brazing, and soldering to sintering, carburizing, and atmosphere tempering furnaces.
It is also prolonging wire belt conveyor life in secondary powder metal processes used to improve hardness and other mechanical properties. In this vein, it could be utilized in a mesh belt sintering furnace, where compacted parts are placed in a controlled atmosphere and heated. It could also be used in processes such as quench and temper, case carburizing and induction hardening.
When heat treatment is used for hardening, followed by rapid cooling submerged in a medium like oil, brine or water, the shaped wire belt also enhances the open area for the same gauge wire. This reduces residue build up and eases cleaning, while minimizing drag.
Although the cost of the shaped wire belt is slightly more than traditional round wire, for manufacturers relying on heat treatment the gains in lifespan and production uptime can provide a speedy ROI.
About the Author: Del Williams is a technical writer based in Torrance, California. Images provided by the author.