Engineered geometry increases strength, decreases stretch, and withstands thermal cycling.
For today’s Technical Tuesday, we are sharing an original content article on how innovative design of wire for mesh belts in heat treat can reduce costs to heat treaters. Technical writer Del Williams writes, that though it seems that manufacturers regard the “periodic replacement of wire belting simply a cost of doing business, innovative alternatives have been developed that can significantly prolong its life and drive down operational cost.” Read on to learn more!
Engineered geometry increases strength, decreases stretch, and withstands thermal cycling.
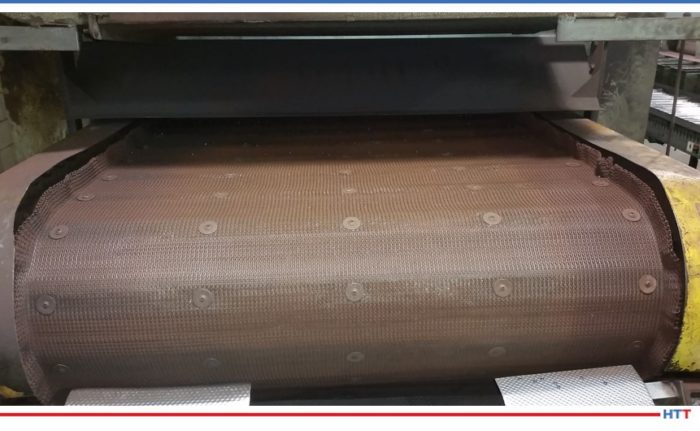
Whether for automotive, aerospace, or heavy equipment, manufacturers using heat treatment – which can reach temperatures up to 2400°F and vary from a few seconds to 60+ hours – need conveyor belting that can withstand the rigors of the process. However, traditional round balance weave wire belting has changed little in 100 years and often requires annual replacement, causing costly production downtime.
Heat treating is essential to improve the properties, performance and durability of metals such as steel, iron, aluminum alloys, copper, nickel, magnesium, and titanium. This can involve conveying to hardening, brazing, and soldering, as well as to sintering furnaces, carburizing furnaces, atmosphere tempering furnaces, and heat processing in annealing and quenching furnaces. Parts treated can range from bearings, gears, axles, fasteners, camshafts and crankshafts to saws, axes, and cutting tools.
Heat treat-grade balance weave belts – made of temperature-resistant stainless steel or other heat resistant alloys, suitable to be run on a conveyor with friction drive – can cost thousands of dollars, depending on the dimensions and quality. So, even though wear and premature replacement seems inevitable, such wire belting should not be considered a low-cost consumable. While many manufacturers using heat treating consider periodic replacement of wire belting simply a cost of doing business, innovative alternatives have been developed that can significantly prolong its life and drive down operational cost.
Conveyor belting for heat treating process Source: Del Williams
Although heat resistant wire belting is available, repeated thermal cycling between heating, soaking, and cooling while carrying substantial loads can continually weaken its structure until it fails. The greater and more frequent the temperature fluctuations in heat treatment steps, the shorter the wire belt’s usable life becomes.
In addition, on conveyor belts, belt stretch accelerated by heat and dynamic loading forces on the belt, is typically the main cause of breakage and failure.
Fortunately, industry innovation in the form of engineered, “shaped” wire belting has minimized these challenges. The design vastly prolongs usable life with increased strength and decreased stretch, which dramatically curtails replacement costs and production downtime.
This approach can also help to extend the longevity of wire belting used with increasingly popular powder metal parts, particularly sintered parts that may be heat treated to enhance strength, hardness, and other properties. In such cases, powder metal serves as a feed stock that can be processed into a net-shape without machining.
Resolving the Core Issues
Although conventional round wire belt has been the industry standard for generations, the geometry of the wire itself contributes to the problem.
Traditional round wire belt and even top-flattened wire belting is prone to belt stretch and premature replacement, particularly under high heat treatment temperatures. In testing, typical round and top flattened conveyor wire belt have been observed to stretch approximately 7%.
Even though many producers of conveyor wire belting simply import semi-finished product and finish it domestically, at least one U.S.-based manufacturer has gone to the root of the problem.
“Shaped” wire is designed to provide more strength in the wire belt of a given diameter so it can better withstand high heat processing conditions. This significantly prolongs its usable life.
As an example, one engineered wire belt, called Sidewinder, by Lancaster, PA based Lumsden Belting, compresses and expands wire so it is taller than it is wide with flat sides.
To begin with, the patented side flattened wire’s “I-beam” design provides 3 times greater structural support for heat treated parts compared to standard round wire. The added height of the wire also provides a longer wear life without needing heavier wire. Together, the design limits belt stretch to only 1-2%. This minimizes the potential for damaged belt. Minimal belt stretch also helps the conveyor belt to track straighter, improving production throughput with less required maintenance.
The design significantly extends the usable life of wire belt conveyors used in a variety of heat treat processes. This ranges from hardening, brazing, and soldering to sintering, carburizing, and atmosphere tempering furnaces.
It is also prolonging wire belt conveyor life in secondary powder metal processes used to improve hardness and other mechanical properties. In this vein, it could be utilized in a mesh belt sintering furnace, where compacted parts are placed in a controlled atmosphere and heated. It could also be used in processes such as quench and temper, case carburizing and induction hardening.
When heat treatment is used for hardening, followed by rapid cooling submerged in a medium like oil, brine or water, the shaped wire belt also enhances the open area for the same gauge wire. This reduces residue build up and eases cleaning, while minimizing drag.
Although the cost of the shaped wire belt is slightly more than traditional round wire, for manufacturers relying on heat treatment the gains in lifespan and production uptime can provide a speedy ROI.
About the Author: Del Williams is a technical writer based in Torrance, California. Images provided by the author.
A leading Eastern European ammunition manufacturer expand their heat treat capabilities with a dual-chamber heat treating and temper furnace along with an oil quench tank. The equipment will play a supportive role in keeping key production equipment up-and-running with thermal processing of munitions projectiles.
The L&L Special Furnace Co., Inc. model QDS124 has two chambers: the top chamber rated to 2350°F is used for heat treating various steels and other non-ferrous materials. The bottom chamber, which is rated for 1250°F, includes a recirculation fan and baffle for tempering, stress relief, or pre-heating.
Shipped with the furnace was an accompanying QTO1224 oil quench tank. The quench tank has a working size of 12” high by 12” across by 24” deep and holds 65 gallons of oil. Included is a hinged safety lid, immersion-style heater with thermostat, and an agitator with explosion-proof motor for use with oil. The quench tank and furnace are NFPA86-compliant for safety.
A Midwest manufacturer expands their heat treat capabilities with a dual chamber furnace. With this furnace, the manufacturer will heat treat their small tool steel parts in-house in a timely manner.
The supplier, Lucifer Furnaces, identifies that the furnace, a Model RD8-KHE18, is a space saving dual chamber unit with working dimensions of 12”H x 14”W x 18”L in both upper and lower chambers. The upper hardening chamber is rated up to 2200°F while the lower convection oven tempers up to 1200°F.
This specific unit was customized with a programmable controller with an overtemp safety system for the upper chamber as well as a 7-day timer with alarm for audible event notification. Both chambers are lined with a multilayered 4.5″ combination of lightweight firebrick hotface insulation and mineral wool backup insulation for energy efficient operation. The firebrick is precision dry fit inside the chamber with staggered seams for reduced heat loss while allowing for thermal expansion.
Heat TreatRadio host Doug Glenn and Mark Hemsath, talk about hardening basics. What is it, why does it matter, and how do we do it? This is a great primer episode to kick off our three-part series with Mark. Listen and learn!
Mark was formerly the vice president of Super IQ and Nitriding at SECO/WARWICK, and is now the vice president of Sales - Americas for Nitrex Heat Treating Services.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Mark, I want to welcome you to Heat TreatRadio. Welcome!
Mark Hemsath (MH): Thank you, Doug. It's nice to be with you today and thanks for having me on the show to talk about this interesting subject. I'm not quite sure if I'm an expert on it, but we will certainly try to talk about it.
DG: I'm sure you know more than most of us – that's why you're here! First of all, as I mentioned, you are the VP of Super IQ, IQ being integral quench, not necessarily intelligence quotient – although, you are a smart guy. You are the VP of Super IQ and nitriding for SECO/VACUUM. Both of those are processes and both of those are dealing with hardening. Tell us a little bit of your background and then we'll jump into the topic of hardness of metals.
MH: I'm not a metallurgist. I did take metallurgy at college and I've been living it most of my life, but I didn't train to be a metallurgist. Instead, I got involved in the furnace business, and being involved with furnaces you have to do something with those furnaces. Typically, those furnaces allow you to do different things, like soften and harden metals. My background is that for many years, I worked with my father helping to design furnaces for the industry and we developed different furnaces. Some furnaces were for annealing, some for tempering, some vacuum processes, you name it. I joined SECO/WARWICK a number of years ago and I spent quite a bit of my early days in ion nitriding and SECO/WARWICK was involved with gas nitriding. That was of extreme interest to me. I took a liking to that and decided to become a subject expert on nitriding. Now, I've been asked to also get involved with our carburizing product, which is breaking into the market – we call it Super IQ. That is obviously carburizing as a surface hardening process. Not to mention, we also do through hardening in those furnaces, and we can go into some of those details a little bit more here today.
DG: For people who might not know, when we talk about hardness, we're talking about the hardness of a metal. Most people would think, all metal is hard. I mean, that's one of the characteristics of metal, but if you wouldn't mind, give us the “hardness 101” class: What is it and why is it important when you talk about hardness for metals?
MH: I think the most important thing is that with metals, you're trying to get certain features that allow it not to wear over time. At the same time, you want the part to last. You don't want it to break, you don't want it to chip, you don't want it to seize up, so there are a lot of different things you can do with the parts to give them certain wear characteristics and hardness. There are other things – anti-friction, etc. – that you can do with surface finishes, such as with nitriding, which offer hardness to the part, but in a slightly different way than you might think, just on basic hardenbility. But, whatever we're talking about, we're trying to prevent parts from wearing, and that's typically why you try to harden the parts.
DG: How do we measure hardness, or what are the units that we typically measure?
MH: You have different scales out there, depending upon what you're trying to measure. If you're just trying to measure the surface, you might go with the file hardness or you might go with a test where you don't have such a heavy hardness on there. There are different Brinell hardnesses: You've got the HRC, the HRB, and different scales out there. You've got the Vickers hardness, and all different types of equipment designed to very accurately measure the hardness of a part and also to try to figure out how that hardness is changing throughout the material.
Typically, in most materials and in the processes that you're doing, because you have some thickness of material and a lot of it is related to both the quench rates etc., you're going to get hardness that varies throughout the part. So, they have come up with different ways of measuring that and there are a number of different scales out there. You can look that up and decide. Some people like to use one over the other, but typically, they are all designed to do the same thing: try to get an accurate reading of what the hardness is.
DG: I've heard the more common ones, I think you've mentioned them: Rockwell is a hardness measurement, Vickers is a hardness measurement, and Brinell is a hardness measurement. So, those are the scales that are used. We're not going to get into how those tests are done and things of that sort, but we certainly could at some point in time.
[blocktext align="right"]“I think the most important thing is that with metals, you're trying to get certain features that allow it not to wear over time. At the same time, you want the part to last.”[/blocktext]
MH: I'm not an expert on doing the tests. I've seen them done many times, but there are guys that are really good at that. Same with microstructures, right? Looking at that and understanding how things change within the steel and seeing it under different magnification, gives the scientists some really good knowledge about what's going on within the steel.
DG: Again, “hardness 101”: A person often hears, when dealing with metals and hardness, about surface hardness or through hardness. Can you tell us about those things? What's the difference? Why is that important?
MH: A part that you make, in a lot of instances, you want it to be as hard as possible for wear characteristics, but at the same time you don't want the part to fail because the core properties are too hard and can be brittle. Typically, what you have is people trying to impart certain types of features onto the surface and still retain the so-called core properties of that material. Obviously, you heat it up to austenitic temperatures and you quench it and you try to transform as much of that steel as possible to martensite, and then you try to temper it back.
A number of things that you're doing there are going to change the properties of the steel. That's why people will use different tempering temperatures to get different core properties. They'll use different surface treatments, whether carburizing (which will give you a higher surface hardness by driving more carbon into the surface) or induction hardening, in which you're heating up just the outer part of the steel and then quenching the outer part. Obviously, you can only go so deep because you're quenching it from the outside, but that will give you almost a double type of feature within the material. You're starting out with the core properties that you want – a certain hardness, a certain ductility, and a certain capability to function, let's say, a shaft – and then you want to give it some hardness. If you have the right steel, you can harden that just by taking it up to temperature with induction heating or with flame heating and then quickly quenching it to get the properties that you want on that outer.
DG: There are some properties in there that I want to make sure our listeners understand. You mentioned the idea of hardness and ductility. Those two things tend to be on opposite ends. I know there are much more technical descriptions of this, but the harder something is, the more brittle it tends to be, and when it's brittle, it takes less to crack it or break it. Whereas if it's ductile, it's softer, it can take more of an impact without breaking. For example, let's just use a gear: On the gear teeth, on the outer edge of the gear, you want that to be very hard so there's good wear, but you don't want it to crack so you keep the inside of that gear, (that's away from the surface side of the gear), soft. Yes?
MH: Yes. And there is a lot that goes into gear design. You don't want high impacts, obviously, you want the teeth to mesh together. There are people that induction harden gear teeth, there are people that carburize gear teeth and there are people that nitride gear teeth. They're all trying to do something on the teeth, and even though you're doing something on the teeth, you still have to also impart certain properties to the core part of the gear itself to make sure that nothing breaks or falls apart on the gear, the main core part of the gear itself.
(Source: Inductotherm)
DG: You did also mention the fact that there are some steels that are more easily hardenable than other steels. I've heard there are high hardenability steels and there are low hardenability steels. What's the difference?
MH: In general, iron is an element that is common to all steels. Now, there is tremendous science that has happened over the last decades on putting different alloying elements into the steels, whether it's chromium or titanium or vanadium or you can name all the different ones. Some of them are called micro alloy and some of them are more main alloys, but they all provide different types of properties to that alloy steel which then gives that steel certain characteristics. There are more steels created today than I could ever mention. You can buy huge books on that from ASM and get all of the different properties of the steels. Tool steels have quite a few alloying elements in them, and they have a very high hardenability. They're also more expensive, so people are not going to want to use expensive steels with all of those expensive alloying elements for basic automotive transmissions, or what have you; it just gets too expensive.
I should also say that carbon makes up a big part of that, too. The carbon in the steel is, obviously, why we call it carburizing because it will put hardness into it. But we also have what we call low carbon steels, medium carbon steels and high carbon steels. Then you start throwing in the alloying elements with that and you get all kinds of variations.
DG: So, typically, a high carbon steel is going to be much more easily hardened because it's got more carbon in it to start with and you don't necessarily have to add carbon into it during the heat treating process.
MH: Right. But when you heat and quench those parts, they also have different properties, as well.
DG: Is it only steels that can be hardened?
MH: I'm not an expert on it, but there are other types. There are some stainless steels – martensitic stainless steels – and there are different age hardening steels… which are still steels. There is aluminum, which has different properties depending upon what other elements they put in that; they can do some different types of hardening on those. Titanium by itself is a fairly hard metal, etc. Most of the people that we deal with, or whom we're talking about, are the people who are using steels to start with, a lot of times fairly inexpensive steels. But, we also, in vacuum furnaces, do very high-end steels, such as tool steels, like H13 air hardenable tool steels, etc.
DG: Let's jump back to steels. What are the typical heat treatment processes that enhance hardness, that increase the hardness?
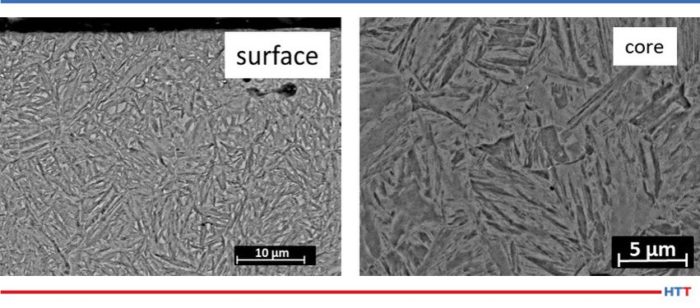
Microstructure of the carburized steel. Source: Surface Hardening Vs. Surface Embrittlement in Carburizing of Porous Steels - Scientific Figure on ResearchGate. Available from: https://www.researchgate.net/figure/Microstructure-of-the-carburized-steel_fig2_326653574 [accessed 3 Mar, 2021]MH: First of all, we have carburizing. As we spoke before, when you have a steel and you impart carbon into that steel, it tends to make it harder. What carburizing does, is it focuses that effort of putting carbon only into the surface. This means that you can have different core properties of that steel versus the outer properties. Then you can drive that carbon fairly deep into the surface, if you want. Now, deep means something like 2 mm, and above that are starting to get fairly deep cases. 2 millimeters is .079 inches. You do this by putting the part, at austenizing temperatures, into an atmosphere which is rich in carbon.DG: Let's stop here to define. Again, this is a non-technical definition of austenizing. To me, when I think of an austenizing temperature, that means even though that part is still “solid”, the fact of the matter is, that piece of metal is kind of in solution; things are moving around inside.MH: You've changed the structure. Then, when you quench it, you're trying to cool it very quickly so that you can get different structures out of that steel.We're talking here surface hardening or surface engineering. There are quite a few, actually. Some of the more common, obviously, are the ones we talked about here. There are basically four very common ones: carburizing, nitriding, carbonitriding, and nitrocarburizing. They are different. (Although, in Europe, sometimes they reverse those names a little bit between carbonitriding and nitrocarburizing.) I'll explain to you what, I believe, those are and why we call them that.
Carburizing is just as I was saying: driving carbon into the surface of the steel. It gets a very high hardness in the steel, depending upon what type of steel you have. It's typically done with lower carbon steels so that you can put the carbon into the surface. That's why we do it, because it's a lower carbon steel.
Nitriding is not an austenitic process; it is a lower temperature process. It's called a ferritic process. What that means is you don't go into the phase transformation where you have to go and quench the steel to get those properties. You're not going to get much in the way of dimensional shift or growth that you would get from the austenizing steel, and that's very beneficial. By driving nitrogen into the surface, you get a very high hardness. Now, you also need to have things in that surface of the steel other than just iron. You have different alloying elements which combine very easily with nitrogen, such as chromium, titanium, aluminum, vanadium, and some of those other things which will combine with the nitrogen, which either comes from an excited nitrogen atom via ion nitriding or comes from the disassociation of ammonia from gas nitriding where the nitrogen then transports itself into the steel surface and making those hard items.
[blocktext align="left"] “Nitriding is not an austenitic process; it is a lower temperature process. It's called a ferritic process. What that means is you don't go into the phase transformation where you have to go and quench the steel to get those properties.”[/blocktext]
In carbonitriding, it's identical to carburizing except you throw some ammonia in there. This is typically done at a lower temperature because ammonia breaks down very quickly at high temperature, so you're trying to stay right at the lower edge of that. You're throwing ammonia in there because the nitrogen will impart a very hard surface along with the carbon. It doesn't go in as deep but it's usually done as a 'down and dirty' very hard surface on a part, typically, a fairly inexpensive part.
Nitrocarburizing is like nitriding, but the focus is on the white layer, on the compound zone, which is a very hard layer of iron nitrides and iron nitrogen carbides. You get a very hard layer. They call it the compound zone because you have both a gamma prime zone, which is one element, and you have an epsilon zone, and those have very unique properties for the surface of the steel.
DG: Those are the main carburizing processes – carburizing, nitriding, carbonitriding, and nitrocarburizing. We'll dig deeper into those in our next episode, and also cover the processes, perhaps the types of equipment that those processes are done in, just for a little bit more education. Then, we’ll do a third episode where we'll talk about why we're hearing more recently about nitriding, low pressure carburizing, and single piece flow – and perhaps something that is near and dear to your heart, Mark, and that is some hybrid systems of a batch interval quench, which your company happens to call the Super IQ. Thanks for being here today.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
A North American heat treater is expanding their capabilities with a large pit gas nitriding furnace. The furnace will be designed by a North American based vacuum furnace manufacturer.
Piotr Zawistowski Managing Director SECO/VACUUM TECHNOLOGIES, USA
Source: secowarwick.com
The supplier, SECO/VACUUM Technologies (SVT), says their gas retort nitriding furnaces use uniform high convection heating, precision nitriding potential, and ammonia control along with vacuum purging to reduce operating costs and process a variety of metals. Processes possible with retort technology include gas nitriding, ferritic nitrocarburizing (FNC), post oxidation, tempering, age hardening, and stress relieving.
“I believe our team is one of the most adaptable and technically sound groups of experts in the thermal processing industry,” commented Piotr Zawistowski, managing director at SVT. He also notes that a consultative approach benefits both parties, especially in types of situations where an unfamiliar process is being adopted.
One of the most important advances in batch integral quench (BIQ) furnace systems has been the development of innovative control systems. Many BIQ manufacturers have developed their own highly sophisticated and cutting-edge control systems.
This Technical Tuesday, we explore one such system written by Daniel Hill, PE, sales engineer at AFC-Holcroft. This original content article was originally published in the February 2021Air and Atmospheres, the IQ Edition.
Daniel Hill, PE Sales Engineer AFC-Holcroft Source: AFC-Holcroft
With continuing advancements of smart devices, integrated controls systems, and the Industrial Internet of Things (IIoT), we have at our fingertips an abundance of data, both the traditional and newly developed. How to convert that data into useful information, and more importantly how to leverage that information into day-to-day operations to reap the benefits, becomes the difference maker in a competitive landscape.
Recognizing these trends, AFC-Holcroft has built upon a suite of software modules that includes Remote Diagnostics™ to also offer Maintenance Module™ and Calibration Mode™. All three modules are in commercial service having been integrated with BatchMaster™ controls system features on Universal Batch Integral Quench (UBQ) furnaces. End-user response and adoption have been positive with new synergies and feedback leading to ongoing enhancements. In this article, we will discuss how these advancements are affecting the future of furnace diagnostics and some examples of their benefits in many day-to-day situations.
Dynamic Furnace Calibration & Diagnostics
Perhaps the most interesting of the three modules is the Calibration Mode, a patent-pending diagnostics software designed to dynamically test furnace operation for verification of proper functionality over a wide range of subsystems and devices. Notably, furnace and quenchant heating/cooling thermal loads are strategically cycled for response monitoring of typical production needs. Likewise, furnace atmosphere is cycled for response and stability. Additional systems and metrics such as agitation attributes, tray motion and positioning, time to quench, and elevator operation are activated and evaluated.
Once the calibration cycle is complete, the data and responses are compared to original commissioning data and design thresholds to generate a time-stamped diagnostic report with straightforward pass/fail results. With this module, the operator can ensure proper operation at a moment’s notice without additional external testing devices and have the data available to back it up.
It was designed to integrate optional device packages to elevate its diagnostics capabilities exponentially by targeting efficiency and optimization of operation including:
Combustion efficiency monitoring
Vibration monitoring
Power consumption monitoring
Process Troubleshooting
As its base premise, this module was created as a means for operators to proactively verify that the furnace is both fully operational and responding as designed. But what happens if it is not? Calibration Mode can be initialized at any time for deeper analyses by first reporting the current status of subsystems and devices and then for further comparison against initial commissioning data or cumulatively against any previous calibration iterations, making it a powerful tool for rapid diagnostics.
With the auto-generated reports and comparison tools in hand, operators or maintenance team members can pivot directly into troubleshooting any deficiencies identified for quick resolution. Once more, a follow-up can be run to ensure the deficiency is corrected after making appropriate adjustments or repairs. This saves valuable time and resources, improves availability, and likely increases profitability.
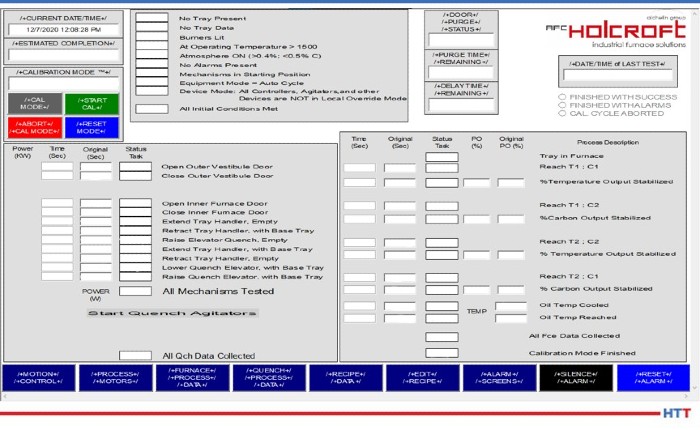
Calibration Mode™ Screen Source: AFC-Holcroft
Compliance with Industry Specifications
Whether following automotive (CQI-9), aerospace (AMS2750), military, energy, or other specifications, universal themes requiring the user to implement regular assessments, surveys, and the monitoring of the process equipment are paramount. Today, the Calibration Mode is being used to supplement these efforts in a number of ways:
Creating reports with Calibration Mode for job audit in annual Heat Treat System Assessments (HTSAs)
Producing objective evidence for process equipment validation before and after a major rebuild or modification
Collecting and analyzing data over time and reacting to it
Running with TUS as another layer of equipment verification
Running with Quench System Monitoring as another layer of verification
PPAP, Control Plan, & PSW Inclusion
The production part approval process (PPAP) must be a collaboration between the customer and heat treater to ensure a clear understanding of all elements before, during, and after the processing. Calibration Mode can be utilized as a verification tool initially when processing parts for a PPAP to document the furnace capability and that it is meeting original OEM specifications. If repair or rebuilds are required while that PPAP is still valid, Calibration Mode can be run to demonstrate the equipment in operational condition on a Part Submission Warrant (PSW). Moreover, Calibration Mode can be incorporated into control plans both as a control method for ongoing production and also as part of a reaction plan to diagnose nonconformance.
Dedicated Equipment Vs. Changeover of Equipment Running Multiple Processes
A major benefit of batch processing equipment is the inherent flexibility it offers–especially to commercial heat treaters who are serving multiple customers with many different processes. Often customer specifications for heat treating include clauses preferring dedicated equipment with strict allowances on changeover of equipment. Typically, changeover of equipment for multiple processes requires customer personnel to review and approve the heat treater’s changeover procedures and must include verification prior to start of production (including atmosphere). This changeover process must be documented in the heat treater’s process control plan. Consider running Calibration Mode at changeovers as a means to consistently verify conditions and provide documentation to the benefit of all involved.
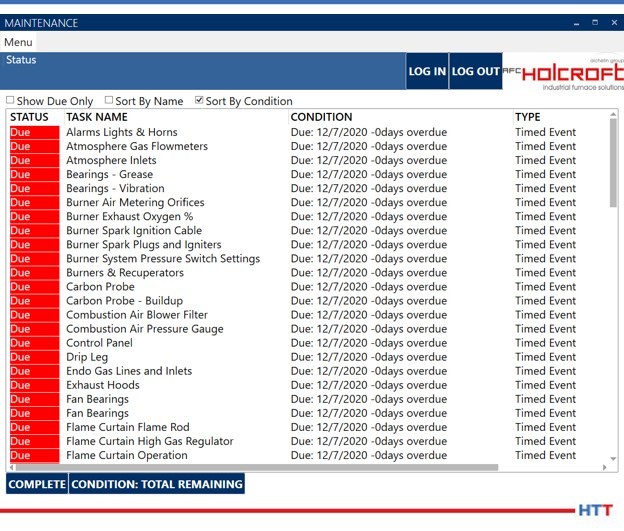
Intelligent Preventative Maintenance
Maintenance Module™ also takes advantage of the latest advancements. This module is designed and pre-programmed to include the OEM recommended preventative maintenance tasks based upon pre-defined intervals, sometimes utilizing conditional statements, or where appropriate, predictive algorithms based upon operating time, temperatures, and number of cycles. This database of tasks and report queries provides an intelligent roadmap for the preventative maintenance of the furnace. As such, maintenance task statuses are elevated and flagged for action complementary to accrued usage and actual conditions so that all-important resources can be prioritized and best served.
Maintenance Module™ Screen Source: AFC-Holcroft
Leveraging Diagnostics through the Cloud
Finally, Remote Diagnostics™ was conceived to increase furnace uptime and availability through the analysis of equipment performance data. Real, data-driven reliability and maintainability (R&M) information supports continuous improvement efforts. As a first step, the abundance of data delivered through the IIoT is aggregated to effectively parse, diagnose, and highlight operational inefficiencies.
Next, virtual conference sessions are led by AFC-Holcroft personnel to collaborate with users on best practices, identify training needs, aid in knowledge capture, and provide optimization plans moving forward in a classic continuous improvement cycle.
Interestingly enough, it has become a source of synergy for continuous improvement efforts by allowing us to better understand users’ needs and incorporating them into designs and equipment of the future.
Addressing important day-to-day situations, Calibration Mode, Maintenance Module, and Remote Diagnostics are helpful tools for the forward-thinking BIQ furnace operator.
About the Author: Daniel Hill, PE, is a sales engineer with AFC-Holcroft, based in Wixom, Michigan. AFC-Holcroft is a leading North American manufacturer of industrial furnace systems used in the heat treatment of ferrous and non-ferrous metals.
How does coin production benefit from vacuum heat treating? Is hardening, tempering, and machining required?
In this Best of the Web, take a look at what it takes to create “the master die” and the importance of vacuum heat treating in the minting process. The article offers a few contextualizing points around the topics of green energy and maintaining a safe workplace.
An excerpt:
[blockquote author=”TAV VACUUM FURNACES” style=”1″]The master die is then hardened and tempered to produce a positive tool called hob. Note that the master die is not used to produce coins. What do we need to produce our first coin?[/blockquote]
Vacuum Sintering Furnace from Signature Vacuum Systems, Inc. Source: Signature Vacuum Systems, Inc.
A United States defense contractor will expand their heat treat capabilities with a custom ceramic sintering vacuum furnace. The furnace will be provided with a 36” diameter x 48” high work zone in a graphite hot zone rated for 3362°F (1850°C).
The Model VBS-12 ordered, will increase production capacity and is the fifth furnace from the supplier, Signature Vacuum Systems, Inc., to be manufactured and installed in this contractor’s facility.
“Our strength[…] is solving problems and delivering solutions,” said Greg Kimble, president of Signature Vacuum Systems, Inc. “We have enjoyed the progression of this relationship over the years and we are committed to providing quality products and dependable services.”
(photo source: Defence-Imagery at Pixabay.com)
Unless identified otherwise, all other images from unsplash.com.
An automotive supplier and a hydraulic pump manufacturer will acquire multi-chamber vacuum furnace system for low pressure carburizing.
For the automotive supplier of innovative driveline solutions, the system is estimated to reduce CO2 emissions significantly for vacuum carburizing versus an existing atmosphere carburizing furnace. For the hydraulic pump manufacturer, the modular flexibility of this specific furnace was the most important advantage.
ECM Flex Multi-Chamber System Source: ECM USA, Inc.
The supplier, ECM USA, Inc., notes that their Flex Multi-Chamber System is built as a standard system with the possibility to further expand its capacity and/or to upgrade to a high level of automation (robots, AGVs, vision systems, or other 4.0 elements). In addition to modularity, several processes can be handled in the Flex furnace, such as: low pressure carburizing (LPC), vacuum tempering and a combination of vacuum sintering followed by hardening.
This stems from advanced automation technology -- including robotics -- acting as driving forces behind increased use of more eco-friendly applications outside the LPC-HPGQ sector. This includes, but is not limited to, multiple tool steel processing systems, brazing applications, and rapid thermal processing (RTP) systems.
Heat treat equipment to modernize a turbine manufacturing facility has recently been delivered to the client. Included in the order were a single chamber high vacuum furnace with high pressure gas quenching and a separate vacuum tempering furnace with built-in nitriding capability and auxiliary equipment.
With a pressing production start date, all units were pre-accepted, including a hot test process run after five months. Heat treat parts supplier was ALD Vacuum Technologies GmbH (ALD). “Many of us put our hearts and souls into making this happen,” wrote Joachim Boss, vice president of Heat Treatment at ALD. “Special thanks go to our mechanics team with Andy Adler and to the electrical engineering and commissioning pair, Rico Englert and Markus Kunkel.” The company also highlights Natalie Roemer and Joachim Boss, who accompanied the project from its very start back in 2013 to its 2021 conclusion.
From left to right: Natalie Roemer, Product Manager; Rico Englert; Andy Adler; Joachim Boss, Vice President Heat Treatment; and Markus Kunkel. Source: ALD Thermal Vacuum Technologies GmbH