A leading automotive supplier in the U.S. recently received a large oven for its operations. This furnace was customized with a heavy duty cast work tray which sits on the floor of the chamber inside the liner area to support the workload and protect the floor brick.
4000 Series Oven from Lucifer Furnaces
The 4000 series oven from Lucifer Furnaces is a Model 42-T36 and has a chamber size of 30″H x 30″W x 36″L, heating to 1200°F with 35 KW of power.
This model is complete with a high CFM rear mounted fan assembly to recirculate the heated air uniformly throughout the chamber. A stainless-steel liner isolates the heating elements from the work area and directs air forward over the heating elements and back through the chamber in a horizontal pattern for uniform heating.
The horizontal swing door is lined with lightweight pyroblock insulation with a ceramic fiber gasket to reduce heat loss around the chamber opening. A safety microswitch automatically shuts off power to heating elements and fan when door is opened, eliminating electric shock and heat blast hazards to oven operator. Controls include a Honeywell digital time proportioning temperature controller accessorized with a high limit controller for safety in the event of a high temp excursion.
Michael Johnson Sales Manager Solar Atmospheres of Western PA
Solar Atmospheres of Western PA successfully vacuum heat treated what is reported to be the largest and longest load of nickel alloy tubing ever in a commercial vacuum furnace. The mission was to preserve the crucial elements of brightness and cleanliness of the 45-foot-long seamless tubing while meeting extremely stringent mechanical properties.
“We spent countless hours reviewing critical systems such as triplicate pumping systems and redundant hot zone controls for any unforeseeable event that might arise during the 100+ hour run,” stated Michael Johnson, sales director at Solar Atmospheres of Western PA. “We are also fortunate that we can rely on our furnace manufacturing division, Solar Manufacturing, for guidance should any issue arise. This successful run will ignite a production campaign for the next 5 years, once again boosting confidence that this 48 foot vacuum furnace will surpass our customers’ expectations.”
Editor’s Note:
We suspected that this is a significant heat treating accomplishment, so we asked industry consultant and expert Dan Herring for perspective. Here are the questions and his responses. The following is provided by Heat Treat Today and not Solar Atmospheres of Western PA.
HTT: In what industries might these tubes be used?
DH: Typical examples would include steam generator tubing in nuclear power plants, high temperature aircraft systems, the oil and gas extraction industry, and anywhere applications call for corrosion/pressure/temperature resistant tubes/pipe.
HTT: Is there anything special about processing nickel alloy tubing?
DH: Yes. In order to maximize corrosion resistance, one must keep the surfaces of the tubes as oxide-free as possible. Hence, the use of vacuum. Also, the long lengths of the pipe means fewer welded joints (fewer joints means a stronger pipe, and likely more resistant to corrosion).
HTT: Is this release noteworthy?
DH: It is absolutely noteworthy. This demonstrates size capability available in only a handful (if that many) heat treat shops IN THE WORLD.
Ternium, a high quality steel manufacturer in the Americas, recently had two new 400 t/h walking beam furnaces (WBF) started at their hot strip mill facility in Pesqueria, Mexico.
Walking Beam Furnace at Ternium new hot strip mill facility
Features of the WBFs will reduce emissions and provide energy savings. The Tenova furnaces are designed to heat steel slabs up to 39 t at 2282°F (1250°C), with a specific consumption of 1.16 MJ/Kg, while keeping NOx emissions lower than 60 ppm. This emissions level is well below the required limit.
The furnaces features include a SmartBurner Monitoring System (SBMS), which enables the monitoring and optimizing of the burner’s performance, operation and maintenance. The SBMS is a network of embedded sensors connected to the Tenova digital infrastructure through secure connection protocols and intrinsic system reliability. The collected data is post-processed locally on an edge computing unit as well as remotely on the Tenova cloud. By constantly monitoring the status of the burner, the SBMS offers breakthrough approaches to inspection, maintenance and tuning, as well as reducing safety risks related to on-site operations.
Paulo Lopez Pesquería Plant Director Ternium
“The Ternium Industrial Center started its first phase in 2013 focused on downstream products as cold rolled and galvanized for the industrial market. Now, we have started up the main production line of the 2nd phase, a new hot rolling mill with a capacity of 4.4 million tons," said Paulo Lopez, Pesquería plant director at Ternium. "The two new WBFs are part of the plant’s new lines and will produce coils to be used in the automotive market in the USMCA area [. . .]."
"This new Tenova equipment joins the previous walking beam furnaces built for Ternium at its plants in San Nicolas, Argentina and in Monterrey, Mexico [. . .]," stated Nicola Cavero, senior vice president of Tenova Italimpianti. "This represents an important new reference for Tenova in the reheating furnaces market."
A hydroplane racing team located in Cinnaminson, NJ had three propeller blades heat treated to ensure parts were free of scale and keep the blades from shearing apart. The propellers will now withstand the RPM and torque conditions of racing without failing. Also, the hardening will protect the blades from impact with potential debris in the water.
This case study/press release from the heat treater, Metlab, goes into detail to describe the propellers and how heat treatment changed the material.
A modern unlimited hydroplane is the world’s fastest racing boat, capable of speeds greater than 200 mph. These boats represent the product of over 100 years of evolution in race boat design and materials with the most powerful engines, most advanced construction techniques, and the best safety systems available in boat racing today. A typical unlimited hydroplane can weigh a minimum of 6,750 pounds.
All unlimited hydroplanes are a “three-point” design, meaning they are designed only to touch the water at three points when racing – at the rear of the two front sponsons (the projections of the hull in front of the driver cockpit) and the propeller at the rear of the boat. Most of the unlimited class boats are powered by Chinook helicopter Lycoming T55 L7 turboprop engines, generating up to 3,000 HP.
Metlab, which is known for offering a wide variety of thermal processing solutions, had the opportunity to heat treat a series of propellers for a hydroplane racing team located in Cinnaminson, NJ.
The propellers must meet strict design criteria imposed by the Union Internationale Motonautique (or “UIM,” headquartered in Europe), not only for propellers but for the entire boat design. The propellers are typically 16″ in diameter and have three blades. Different pitch propellers are chosen for use based on course length, conditions, and starting position. It is not uncommon for a racing propeller to cost more than $15,000.
Propeller: Mercury Racing – T.E. Clever model
The propeller creates the distinctive “rooster tail” behind the boat, raising literally tons of water into the air for up to 300 feet behind the boat. They are made from several different materials, but the steel of choice is 17-4 PH stainless steel chosen for its mechanical properties and corrosion resistance. The propeller must support a significant portion of the boat’s weight while rotating up to 14,000 RPM.
Three propeller blades were heat treated for the client to the H-900 condition (900°F/ hours at heat). They were age hardened in a vacuum furnace to ensure parts were free of scale. The high tensile strength (200 KSI) produced by the heat treatment keeps the blades from shearing apart; the excellent ductility associated with the heat-treated material allows the propellers to withstand the RPM and torque conditions without failing. And a hardness of HRC 40 protects the blades from impact with potential debris in the water. 17-4 PH stainless steel properly heat treated also benefits from increasing torsional fatigue strength, a common cause of propeller failure.
Metlab provides heat treating solutions for highly technical parts and components. Consult with a metallurgical specialist at Metlab about your specifications and heat treating requirements.
Doug Glenn, publisher of Heat TreatToday, moderates a panel of 5 experts who address questions about the next 5-10 years in the heat treat industry. What are the trends and what should you prepare for. Experts include Peter Sherwin, Eurotherm by Schneider Electric; Janusz Kowaleski, Ipsen Group; Andrew Bassett, Aerospace Testing & Pyrometry; and Dan Herring, the Heat Treat Doctor from The HERRING GROUP, Inc.
You can view this special video edition of Heat Treat Radio by clicking the button below.
Heat treaters know the essential role they play in making high quality -- and, sometimes, just simply useable -- metals. In today's feature article, read about how furnace atmospheres provide protection and controlled material modification; why endothermic process of gas composition must be carefully controlled; and how the endothermic process of gas composition is measured in furnaces.
An excerpt:
"The main objective of a protective furnace atmosphere is to prevent undesired decarburization, hydrogen embrittlement, oxidation, surface bluing, and soot formation. For the desired metal treatment to be successful, the gas composition must be carefully monitored and strictly controlled. Measuring the concentrations of CO, CO₂, H₂, H₂O, N₂ and CH₄ in the generated endothermic gas atmosphere can help ensure that both the endogas generator and the furnace are operating correctly and prevent any undesired reactions."
Heat Treat Today offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel Chatter
Isaiah Arnold joins Schneider Electric as a services sales engineer.
Vacuum & Atmosphere Services Ltd. has new heads of departments: Aaron Long, head of Vacuum Products; Greg Walker, head of Atmosphere Products; Adam Greenway, head of Fabrications; and Mike Oldham, head of New Business.
Hubbard-Hall Inc. has hired Jodie Menze as customer service manager. In this newly-made position, Menze will take a hands-on approach to enhancing the customer experience.
Hubbard-Hall has transformed its Sales & Technical Departments and promoted several key staff: Larry Ensley, director of Technical Applications, is assuming company-wide responsibility for technical service teams and lab operations, overseeing ten technical experts. These individuals include Robin Deal and Faith Mierzejewski. Secondly, Mike Valenti is expanding his role as the director of Cleaning Technology. Lastly, Ted Saltzman, newly named Specialty Sales manager & Business Development, will direct the Specialty Sales group’s field account team and oversee the inside account management team. All three individuals will report to Scott Papst, vice president of Specialty Sales and Business Development.
Isaiah Arnold, Services Sales Engineer, Schneider Electric (Source: LinkedIn)
Aaron Long, Head of Vacuum Products; Greg Walker, Head of Atmosphere Products; Adam Greenway, Head of Fabrications; and Mike Oldham, Head of New Business at Vacuum & Atmosphere Services Ltd.
Jodie Menze, Customer Service Manager, Hubbard-Hall Inc. // NA
Company Chatter
Ramco Steels Pvt. Ltd. in India has installed its first SCADA-controlled quenching & tempering furnace in-house. Now, they offer spherodised annealing, normalising, isothermal annealing, through hardening and tempering, induction hardening/tempering, and soft carburising operations in-house.
Service Heat Treating announced the completion of a multi-year plant expansion, expanding their space by 40,000 sq.ft. and adding heat treat capacity.
Solar Manufacturing Inc., Sellersville, Pa. announced the receipt of U.S. Patent No. 11053560 issue date July 6, 2021.
Kanthal launches a second generation flow heater control system, developed to assist customers to run the flow heater safely and efficiently.
Advanced Heat Treat Corp. announced a new black oxide option which offers a darker black color oxidation than their original offering. The additional option will be available as a standalone black oxide treatment and as part of the UltraOx® heat treatment (referred to as UltraOx Hyper).
Solar Manufacturing Inc.’s U.S. Patent No. 11053560
Flow heater control system from Kanthal
New black oxide option at Advanced Heat Treat Corp.
Kudos Chatter
China’s Tiangong International Company Limited acquired a Quintus Technologies hot isostatic press (HIP).
Bodycote Greenville is now certified by GE for the heat treatment of both titanium and aluminum.
On SECO/WARWICK’s 30th Anniversary, they introduced a new website – www.secowarwick.com — and a new book — the DNA Book.
Quintus Technologies’ HIP to Tiangong International Company Ltd.
Bodycote Greenville now certified by GE
SECO/WARWICK’s 30th Anniversary announcement
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to bethany@heattreattoday.com.
"If you have the feeling that you are experiencing economic whiplash, you are certainly not alone. The last two years have quite literally dumped every conceivable economic issue on business and in an intense and often unpredictable manner," begins June's Industrial Heating Equipment Association’s (IHEA) Executive Economic Summary. Because conditions are changing so quickly, it's been difficult for businesses to develop strategic plans.
The report explains, "In 2020 the world experienced a massively deep recession whose origins were truly unique – a recession by edict. That has been followed by a surging recovery that shattered the ability of the system to keep pace. This has led to severe shortages and very high inflation in a number of sectors." So, here we are in mid-2021 and the result is a two-tiered economy in which you have businesses recording high demand for their services and other businesses that have yet to experience needed recovery. Some consumers have money to burn, while others are declaring bankruptcy. And, inflation seems to the top issue for the business community. (Read the informative and well-written analysis about inflation in the full report. See below.)
Let's take a look at a few of the indices and how they are trending:
"The auto sector has been hammered harder than most by the supply chain disruptions and that has affected performance considerably. The sales numbers are down as low as they have been in months, but as near as anyone can determine this has nothing to do with consumer demand and everything to do with supply. The average price of a car is as high as it has ever been and is now over $40,000," states the summary. High prices, however, aren't deterring people from wanting to buy vehicles--the demand for cars is real. It's that the automotive industry, ". . . can’t get them as the parts shortages just keep dragging on and on. It is now estimated that computer chips will not be available in the quantities needed until well into 2022." And here's an interesting fact, "The average age of a vehicle in the U.S. is now over 12 years and that is a record."
New home starts are up. The report says, "The housing sector is still far stronger than many had expected it to be given the high prices for homes. The demand is there as long as the mortgage rates are not rising and thus far, they have not. In fact, they have even fallen again. The higher end homes are in more demand than the lower end as these less expensive homes are the target for those who have been affected by the recession."
The housing sector is still far stronger than many had expected it to be given the high prices for homes. The demand is there as long as the mortgage rates are not rising and thus far, they have not. In fact, they have even fallen again.
Steel consumption has also risen. "The levels of steel consumption continue to climb – somewhat erratically but they are climbing. This is a bit odd given what has been taking place in the sectors that consume the majority of steel in the U.S.--those sectors like automotive, commercial construction and the uncertain future of office buildings." Why the demand for steel? The report continues, "The biggest motivator has been some version of stockpiling as many are expecting even higher prices in the future and are trying to get ahead of that hike. Then there has been demand for appliances and other goods as housing continues to see growth. Beyond the auto sector, there has been better demand in other transportation sectors as well as in construction and heavy machinery.
And finally, factory orders are up. "The level of factory orders has started to advance and the timing for these gains is about what was expected. This is the time of year that retailers start to gear up for the holiday season and by all accounts they are expecting a better than average season. The consumer is still in a spending mood and still has cash available to spend."
One of the factors that has started to boost factory orders in the U.S. has been the shift to some reshoring activity as the global supply chain becomes more unreliable.
We're all on this wild economic roller coaster ride together, so hold on tight! It's quite the adventure!
Check out the full report to see specific index growth and analysis which is available to IHEA member companies. For membership information, and a full copy of the 12-page report, contact Anne Goyer, executive director of the Industrial Heating Equipment Association (IHEA). Email Anne by clicking here.
Carburizing. It must happen sometimes, and if your heat treat division truly understands the impact of the atmosphere, more power to them. In this article by Jim Oakes of Super Systems, you will learn how seeing simulated data with real-time data can help you predict the amount of carbon available to the steel surface.
An excerpt:
“It is important to understand the model and specific variations caused by temperature, furnaces, agitation, fixturing, and part composition. Variations include alloying effects on the diffusion modeling based on certain alloy components, such as chromium and nickel.”
Heat TreatToday was honored with the opportunity to visit the University of Akron and meet several senior engineering students in a Senior Capstone Program focused on a collaboration with heat treat industry leaders.
Applying their academic knowledge and background experience of heat treat and engineering, the students collaborated with and were mentored by Bill Stuehr of Induction Tooling, Inc. and Joe Powell of Akron Steel Treating Co. and Integrated Heat Treating Solutions. The result was an innovative new approach to push the bounds of heat treat. Read about how these students were a part of developing an induction and intensive quench heat treat solution.
By Bethany Leone, Editor,Heat Treat Daily
“You'll never be bored of learning from others. And then, people learn to work as a team and come up with crazy ideas and make that dream a reality! That's [why] this is God's own country. Again, invention country.”
– Dr. Gopal Nadkarni Ph. D., University of Akron
Introduction
At the University of Akron, innovation and invention are being pushed to their limits. Senior engineering students under the guidance of Dr. Gopal Nadkarni have, for the second consecutive year, taken on heat treat theory and practice to test accepted norms in heat treat. But this isn’t just for an academic grade. Their collaboration with professional heat treaters in Ohio makes them engineers on the frontlines of advancing heat treat methodologies and part design.
Left to Right: (Top Row) Dennis Kopacz, Jared McLean, Shadoe Beatty, Tom Benenati, Matthew Yokosuk; (Bottom Row) Dr. Gopal Nadkarni, Bill Stuehr, Joe Powell
Dennis Kopacz, University of Akron ‘21: Age 23. “I’ve always been a problem-solver when I was in class and anything. I loved it . . . As a mechanical engineer, I feel we have a very, very broad spectrum of different avenues we can take.”
Jared McLean, University of Akron ‘21: Age 28. Prior to college, he worked four years in industry and would troubleshoot operations at his former manufacturing employer and was a big part of transitioning them to automation. Jared will return to his former employer and hopes to get his foot back into automation and learn more about design.
Shadoe Beatty, University of Akron ‘21: Age 23. Shadoe shared, “I do enjoy manufacturing. . . but I would like to be a design engineer as well.”[/tab][tab title ="Thomas (Tom) Benenati"]
Thomas Benenati, University of Akron ‘21: Age 22. “Understanding different material properties and how you can get those properties in different ways was really interesting. The induction and quenching project, just put a whole new perspective on that. . . As of right now, I just really like learning I really like. . . Every single engineering process, I’ve just been really interested in.”
Matthew Yokosuk, University of Akron ‘21: Age 23. “I’ve always been a hands-on learner, I’ve always loved to build things. . .So it just felt kind cool that I could go into something engineering where I could just build more.” Matthew is focused on looking for jobs in manufacturing.
Dr. Gopal Nadkarni Ph. D.: Academic professor who initiated the Capstone Senior Project between University of Akron students and Bill Stuehr and Joe Powell.
Bill Stuehr: Bill started his company in his parents’ garage. Now, Induction Tooling, Inc. is helping clients — and students — out of Ohio. Bill’s contributions in both a financial and mentorship capacity were thanked by students from both phases of the project.
Joe Powell: Joe Powell is a leading expert in quenching technology who leads Akron Steel Treating Company and Integrated Heat Treating Solutions in various, innovative heat treat applications. His knowledge on intensive water quenching, molten salt quenching, and gas quenching brought him into the fold, particularly in the second year of this project’s development of the patent pending modified Jominy + HPIQ™ end-quench tester that was developed with co-inventor, Bill Stuehr.
The Guinea Pigs
A senior project collaboration between the University of Akron and Induction Tooling, Inc. (ITI) began in the Fall of 2019. Can a heat treater conduct a Jominy end-quench test* by integrating induction heating above the quenching system versus using a furnace and having to carry the sample across the laboratory floor? This was the question that this first group of students and their professor, Dr. Nadkarni, had for Bill Stuehr, president of ITI.
“I remember us telling Bill exactly what [we] wanted to do,” one senior engineer student recalled, “and his response was ‘So what is your budget?’ My answer was simply, ‘Well kind of [. . .] zero.’ I still look back and laugh, because I know that's not what he was expecting to hear. But that didn't stop Bill from wanting to help, and I know most companies would have laughed at us and walked us out.”
With Bill from ITI and Joe Powell from Integrated Heat Treating Solutions, the University of Akron students did design an induction to quench process with new machinery to perform a Jominy end-quench test in one space.
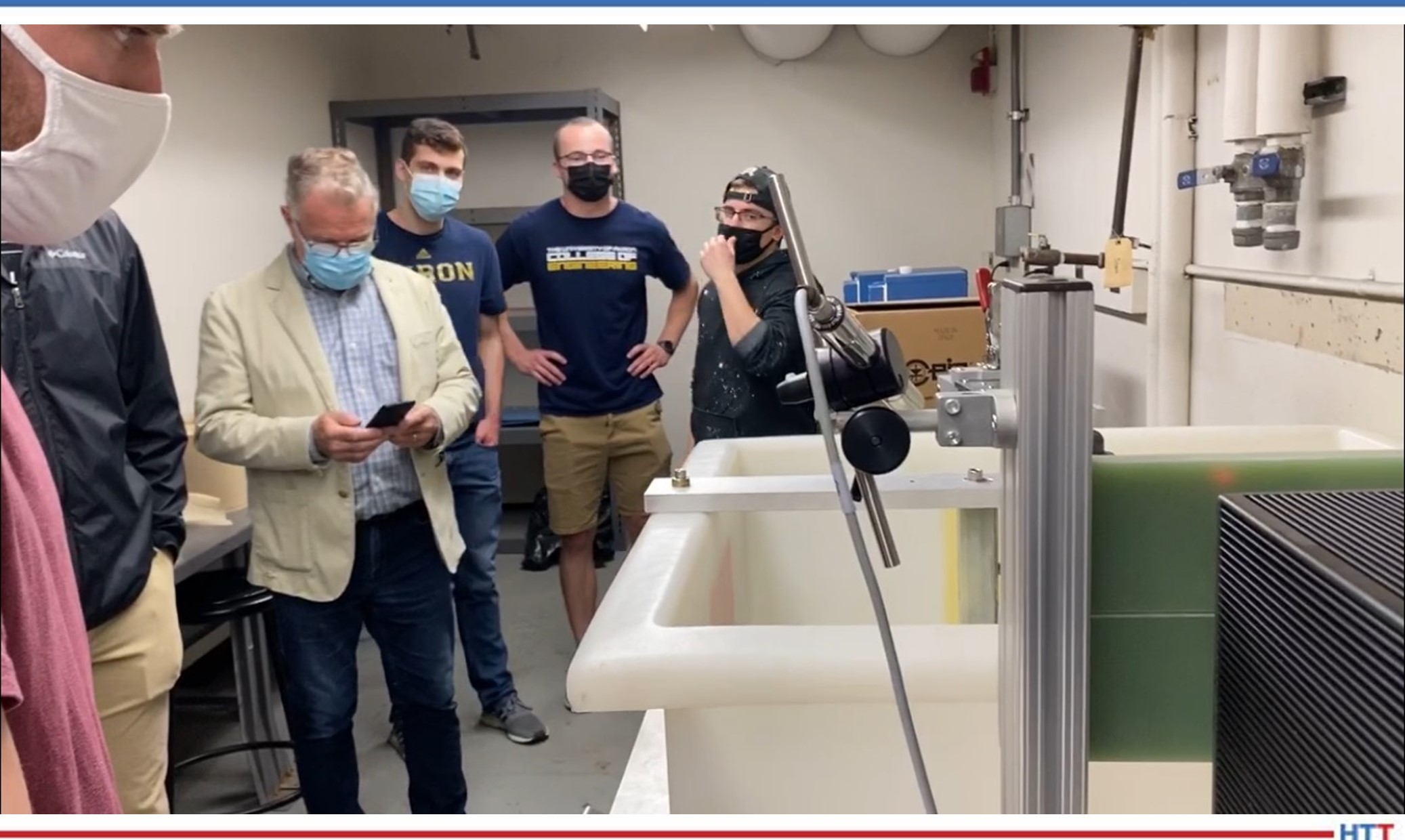
Bill Stuehr with Senior Project 2020: Induction Quench Tub.
“It's a green energy process,” described Stuehr, “so, we can put in an induction unit, heat the rod to a proper temperature using IR [infrared] to control that temperature to the feedback [going] to the induction unit, and then transfer it, drop it right into the Jominy quench, and do your testing. That way, it eliminates heating up a furnace and the energy it takes to [use it] and the dissipated energy that's wasted. And the transfer is almost immediate, because we're going to be heating in the same position [that] we're going to be quenching [the heated sample] with the Jominy tester.”
The students, having learned about traditional and innovative heat treat practices in this hands-on process, walked away with a deeper knowledge of heat treat and a deeper understanding of the equipment that goes into the development of new processes. A graduating student from this first group in 2020 succinctly stated: “Working with Induction Tooling Inc. really made me want to understand more and more about induction heating. This technology, to me, used to be black magic, but now, getting to understand what is happening, it just keeps getting more and more fascinating.”
Taking the Induction Jominy End-Quench Test to the Next Level
Seeing the success of the first projects, the 2021 seniors and their professional heat treating partners decided to redesign the set-up based on the previous class’s work on integrating these two processes in order to intensively quench the part. Instead of a “drinking fountain,” the team set the goal on 400 PSI “instant-impact” quench on the end of the rod.
Going from a standard Jominy end-quench to an intensive quench with a blast of 400 PSI, said Jared, 2021 senior engineering student, was unthinkable. “At first,” Jared McLean, 2021 senior engineering student reflected, "I thought there's no way. But with the help of Bill and Joe in the design process, [we were] able to capture all that water . . ., and we got great results.” Further, Jared noted, the results mimicked the traditional Jominy end-quench test and “help prove intensive water quenching" can enhance the inherent hardenability for a given alloy.
The team went through a variety of designs, eventually deciding on the use of a different shaped sample rod, versus the traditional flat ended rod, for the test; the high pressure necessitated the use of a lid with one hole to contain the 400 PSI water coming from a “pepper shaker head” and redirect the excess water into the holding tank. In the words of the students, they used an inverted stainless steel “salad bowl” with a hole in the center that went on top of this structure to contain the high pressure quench media. An induction heated Jominy end-quench test rod (of a patent pending design) was lowered into the “salad bowl” hole to be quenched in situ.
Stuehr narrated how Jared, Dennis, and other students developed this construction:
“We [Jared, Dennis, and Bill] tested the [multi-hole] saltshaker [. . .] out in a parking lot on a cold day like today getting wet [. . .]. It didn't work.
“So, we decided, Okay, now what? Let's go down to one hole, so we have a [single-hole] pepper shaker. Now the pepper shaker [. . .] it's got a hole in it, right? And the water comes in through from the pump into the pepper shaker and shoots up and hits the end of this rounded rod. So, we tested it again in the parking lot, just shooting it out there, and [some of the] students did measurements in the tank to measure the flow to see if we could reach the four gallons per minute, at least 400 PSI, because we felt that's about what maximum we're going to be able to get out of this pump.
“We tested in the parking lot, and we're shooting it up to the roof. It looked pretty good. We were measuring the outflow, and we were matching the 4 gpm at about 400 PSI. So, then we took that, and then with the students help, we built a container.
“[We began testing.] First test worked perfectly. Worked perfectly, it just quenched out. You had to hold the handle down because we were afraid of ejecting the Jominy rod from the high pressure, but it contained the quench and did everything it was supposed to do[. . .] hitting the end of the rod and dissipating the quench around this end into this salad bowl, and then delivering the water back into the 55-gallon drum…”
The project was a success, and Dr. Nadkarni accepted the work between the students, Joe Powell, and Bill Stuehr. The students walked away with a better understanding of both traditional Jominy hardenability test standards and had actually developed a new heat treating tool to test the “maximum” hardenability of a given alloy of martensitic steel – all from this “crazy idea.”
2021 Student Reflections on Phase 2
Several of the senior students from the 2021 graduating class noted that their experience was a smooth transition from academics to hands-on heat treat equipment. Jared and another 2021 senior, Dennis Kopacz, said that they were constantly learning on the job; and with the knowledge of Joe Powell and Bill Stuehr, the work transition was smooth, since they had so much to do in such a short time.
Left to Right: Jared McLean, Bill Stuehr, Tom Benenati, Dennis Kopacz, and Shadoe Beatty.
Jared added that they learned a lot using the CNC computer numerical control router controls for the induction heater used to moderate the induction heating temperature and heating rate as well as the quenching process; everything was so precise, and it was incredible to see those types of processes.
“When I first got into the Senior Capstone Project,” Jared reflected, “I had very little knowledge of material science and getting into hands-on and really involved projects; I had to do a bunch of research on what was going on, and I learned a great deal, specifically about how heat treating works.”
These senior engineering students were also surprised at the success of the high pressure intensive water quenching method that Joe Powell and Bill Stuehr introduced to them. “We were in shock,” Dennis admitted, “because we didn't expect it to [work]." The expectation, Dennis continued, was that something would go wrong, like the lid would not be able to clamp down, or the container would leak. But when he and his classmate, Shadoe Beatty, 2021 senior engineering student, witnessed the successful increase in hardness, “it blew our expectation out of the water.”
Not only that, but the passion of this new method struck a chord with several students: “I think the most surprising thing for me was just even with the whole gravity of this project,” Matthew stated. “I think I speak for all of us: we didn't really know that much about material properties coming into this, but quickly, I realized that this project was . . . something almost groundbreaking, even.” He later added, “The opportunity to work with Bill especially has been eye opening to what is possible. Bill and his team at Induction Tooling were so eager to help, and our team is very appreciative of their willingness to support this project. Their knowledge on this subject is invaluable for us graduating engineers.”
The Future
According to Dr. Gopal Nadkarni, each year, the process develops further: “Successive generation of student who [come] in get fired up, red hot; they learn the material properties. They learn the value in manufacturing.” He expressed his hope for changing heat treatment practice, saying that as each new round of students come through, they will raise the bar of heat treatment by working through this one project and developing new standards.”
Rising seniors, Josh Ramirez and James MacKita, are both looking forward to getting into the in-depth co-op as they finish their academics in 2021-2022.
Bill Stuehr said that as one sees the enthusiasm of the students on this project, “one can see underlying aspects of their personalities and how they contribute to the overall process of manufacturing in the United States in the future. This is their future, and this is what we're trying to encourage.”
*Editor’s note: Our friends over at Thermal Processing published an insightful article by D. Scott MacKenzie, PhD., FASM on this test. Find it here.






 A leading automotive supplier in the U.S. recently received a large oven for its operations. This furnace was customized with a heavy duty cast work tray which sits on the floor of the chamber inside the liner area to support the workload and protect the floor brick.
A leading automotive supplier in the U.S. recently received a large oven for its operations. This furnace was customized with a heavy duty cast work tray which sits on the floor of the chamber inside the liner area to support the workload and protect the floor brick.








 Source:
Source: