For Ovako, a centuries old manufacturer of engineering steel, innovative approaches to producing their product has taken the form of electrifying their roller hearth furnaces over the course of the past decade.
The process of converting to electric heating began in 2014, each furnace installed with up to 86 Tubothal® metallic heating elements from Kanthal. Now, 14 roller hearth furnaces are electrified. The estimated CO2 savings is around 1,400 to 2,000 tons per year per furnace.
“[In] our heat treatment shop in Hofors,” shares Anders Lugnet, a furnace technology specialist at Ovako (pictured above), “we originally had around 450 gas burners, and there was always a problem somewhere in one of them. Since replacing them with 300-odd Tubothal® elements, the daily maintenance is simply not there. Occasionally, an element needs to be replaced, but it is nothing compared to the way it was.”
He continues that, previously, NOx and CO2 emissions were problematic. But with green electricity, emissions are zero, and with no flue-gas losses, total efficiency has improved significantly.
Today's shared content is provided by the global information partnership between leading European heat treat news provider heatprocessing and the team at Heat TreatToday.
It may be starting in Europe, but through "free and fair-trade", increasing aluminum use may find its way around the world. On September 28th and 29th, engineers and business advocates gathered at the ALUMINUM Business Summit to discuss mobility, digitization, sustainability, and the market development of steel. This article, written by Dr. Gerd Götz, Director General at European Aluminium, is a preview to the discussions that took place.
An excerpt:
"Aluminium is a sustainable material essential to Europe’s green transition. It is used in solar panels, wind turbines, electric vehicles, transmission cables for renewable electricity, etc. The endless recyclability of aluminium further contributes to decarbonization and the circular economy."
Heat TreatToday provides many different ways for you to keep current on heat treating technical content, news, trends, and specifications within the industry. Heat TreatRadio is one of those outlets. Publisher and Heat TreatRadio host, Doug Glenn, talked with James Hawthorne from Acument Global Technologies and Justin Rydzewski of Controls Service Inc., both of whom served on the committee, with Hawthorne being the chairman, of the latest revisions (Rev. 4) to CQI-9.
This column appeared in Heat TreatToday'sAugust 2021 Automotiveprint edition.
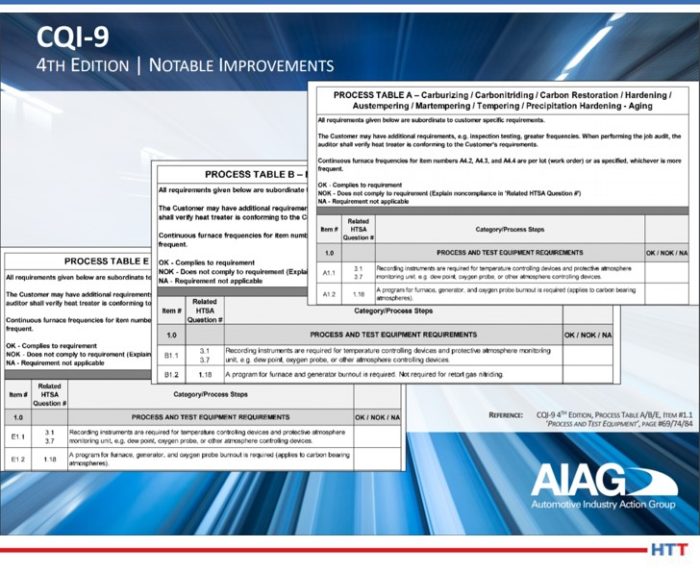
Check out this article for a summary of the topics and insights discussed during this four-part series, and then listen to the individual episodes to learn all you need to know about understanding and complying with CQI-9 Rev. 4.
Process tables from Rollout Webinar (Source: Rollout Webinar PowerPoint)
Heat Treat Radio:
Justin Rydzewski on CQI-9 Rev. 4
(Part 1 of 4) – Pyrometry
In this first episode, Doug Glenn and Justin Rydzewski provide an overview of CQI-9 and the “why” behind the new revision as well as talking down through the pyrometry section which covers things like sensors, thermocouples, calibration, SATs, and TUS. Rydzewski was an active participant in the writing of the new revision. His company, Controls Service Inc., is an ISO/IEC 17025 accredited provider of process control systems, calibration, maintenance, and services.
Here’s an excerpt taken from the transcript of the first podcast:
Doug Glenn (DG): Give us information about CQI-9. Give us a brief history. When did it start? Who owns it? Who maintains its updates? To whom does it apply? What is its scope?
Justin Rydzewski (JR): The best way I know to describe it (because, perhaps the most widely known pyrometry specification is AMS2750) is CQI-9 is the automotive equivalent of AMS2750. There are obviously some differences between the two documents, but, in a nutshell, that’s the comparison. It is a document supported by the AIAG, the Automotive Industry Action Group. They oversee the publication of it, the drafting of it, and supervise the whole thing through that process. CQI-9 is the number. Officially, it’s called the Special Process Heat Treat System Assessment and that kind of gets the nomenclature of CQI-9 that applies to automotive heat treaters, or any performing heat treat work within the automotive industry; and several processes fall into that category. It can be from commercial heat treat to in-house heat treat, to organizations like mine that support it. It applies to anyone participating in that effort of heat treat.
DG: Let’s talk about Rev. 4. You said as soon as “3” was out, you started on “4” and it took eight to nine years to get done with “4.” What was the main reason why you needed to abandon “3”?
JR: They schedule these things out to be rewritten on a routine basis. Like most specifications, they are reviewed on some established interval of time. The biggest difference between the second edition of CQI-9 and the third edition was that the third edition removed all references to AMS2750. When 2750 was in the document, it created a world of confusion, and the guidance and errata sheets that followed were just so numerous that they made it a somewhat difficult document to adhere to.
One of the ideas we brought to the table was that maybe we should just remove all reference to it [2750] and write our own specification. So, the third edition removed the 2750 references. In doing so, it ended up being a very well written document. It was effective. The OEMs—your GMs, Fords, FCAs—were happy with the results of the document.
The prolonged active interval of that document allowed us to collect a lot of really good data about what was working, what wasn’t, what was confusing, and where additional clarity was needed. The more data we collected, the more confident we were that the fourth edition would truly make a stride toward being a more effective document.
DG: What are the major sections?
JR: It is structured very similar to the way of AMS2750 in that regard. You have four sections that divvy up a pyrometry section: thermocouples, instrumentation, system accuracy testing, and temperature uniformity survey. But, unlike AMS2750, CQI-9 is a system assessment, it is a process, it is a heat treat management system. It encompasses more than just pyrometry. Where AMS2750 is a pyrometry specification, CQI-9 is a process specification; it encompasses everything. It also includes your heat treat system assessment, which is three sections of questions regarding your heat treat operation, then you have your pyrometry which is those four sections I mentioned. Then you have your process tables. Your process tables drive all of your requirements for your particular operation, in terms of frequencies and tolerances.
To listen or read more about the CQI-9 pyrometry section, go to www.heattreattoday.com and search “Heat Treat Radio CQI-9”
Heat Treat Radio:
James Hawthorne and Justin Rydzewski on CQI-9 Rev. 4
(Part 2 of 4) – HTSAs & Job Audits
In this second installment, Doug Glenn, Justin Rydzewski, and James Hawthorne of Acument Global Technologies discuss heat treat system assessments and job audits in CQI-9 Rev. 4.
Hawthorne is a heat treat specialist in Acument’s North American facilities and handles the heat treat systems, the system’s compliance, and quality assurance for heat treat within his organization. (Acument makes fasteners—nuts, bolts, rivets, washers— for the auto industry.)
Here’s an excerpt taken from the transcript of the second podcast:
DG: James, how would you explain CQI-9 to someone who has essentially zero understanding of what it is?
James Hawthorne (JH): CQI-9 is Continuous Quality Improvement. The purpose behind it is to put together a system that will help you manage and control your process, and at the end of it, the product that you’re delivering to the end user. The intent is to give you those guidelines to help avoid potential spills or escapes or whatever else may come with that.
DG: It’s mostly heat treat related, yes? Or is there more than just heat treat there?
JH: It is the entire system of heat treat. If you look at the heat treat system assessment, the first portion of it is quality based. The second portion (Section 2) is the floor responsibilities, things that are on task that are being completed. And third, you get into the maintenance and the pyrometry portion of it, very specific to the pyrometry and very specific to atmosphere control. At the end of it, there are some very specific induction questions, because when it comes to induction, there is no real furnace at that point, so you want to focus on those key elements of induction.
DG: James, we’d like to pick your brain a bit on this. Let’s jump into some questions on the HTSAs, as we’ll refer to them, heat treat system assessments, and job audits. Let’s go right to the basics: What is an HTSA and what is its purpose?
JH: HTSA, heat treat system assessment, is a tool that has been developed to help you evaluate how you manage your heat treat system for effectiveness: effectiveness in quality management and effectiveness in the floor responsibilities. Like I mentioned earlier, understanding that through aspects of training and training effectiveness and into the final section of atmospheric control and atmosphere management and reaction to those.
The purpose here is to have one system, one document that is the rules of engagement for doing heat treat in the automotive world. What this does is allows the automotive industry to give you one spec, one thing to follow. As opposed to having, say Ford, give you ten questions where none of them are exactly the same as FCA or nine of them are the same as Ford Motor Company, where one of them has a specific question. This encompasses all of those wants and needs from the auto industry to protect themselves, to protect the end user out there in the field that may be using that heat treated component.
To listen or read more about the CQI-9 pyrometry section, go to www.heattreattoday.com and search “Heat Treat Radio CQI-9”
Heat Treat Radio:
Justin Rydzewski and James Hawthorne on CQI-9 Rev. 4
(Part 3 of 4) – Process Tables & New Resources
In this third episode, the trio talks about process tables, their importance, and key information on how to read this revision of CQI-9.
Here’s an excerpt from part 3:
JH: The heat treat system assessment (HTSA) covers the heat treat system and its assessment. There are very unique processes that are covered by CQI-9 and are captured in the process table section of the CQI-9 document.
Process Table A covers carburizing, carbonitriding, carbon restoration, austempering, and precipitation hardening or aging. Section B covers nitriding and ferritic nitrocarburizing. Process Table C covers aluminum. Process Table D covers induction. Process Table E includes annealing and normalizing the stress relief. It goes up to process Table I.
AIAG Cover CQI-9 Edition, 2020
There is a process table for each unique type of heat treat that is out there in the industry and this allows some very specific topics to be covered in those types of processes.
The first portion of it is Process and Test Equipment Requirements. What are the rules of engagement for those items? The same thing for pyrometry. There are specific call outs in the process tables. If this is part of your system, you have to play by these rules. Some of them will point you to specific sections of pyrometry. So, if you’re looking at the thermocouple and calibration of thermocouples, the process table is going to tell you that you shall conform to section P3.1 which covers all of those.
It also covers the process monitoring frequency. How often do you have to check your temperatures? What are the rules of engagement? If you have a batch style furnace that covers that process, it has certain rules for you to manage your batch process.
Then you get into things like inspection – Section 5 of the process table covers things like quenchant and solution test parameters, and the rules for checking that.
What’s really nice about the document is that it’s set up in a way where you can go to the HTSA right from the process table to see if you’re compliant to what’s listed there as the shell statement and the requirements or the frequency for checking those.
To listen or read more about the CQI-9 pyrometry section, go to www.heattreattoday.com and search “Heat Treat Radio CQI-9”
Heat Treat Radio:
Justin Rydzewski and James Hawthorne on CQI-9 Rev. 4
(Part 4 of 4) – Expert Advice
In this final installment, Doug Glenn, Justin Rydzewski, and James Hawthorne field opinion questions as well as practical implementation questions of the new CQI-9 Rev. 4.
Here’s an excerpt from the transcript:
DG: Has CQI-9 been effective in the automotive industry?
JH: I think, 100%, Doug. It’s like IATF—all of the automotive industry has to be compliant to that. Same thing with CQI-9. It provides that commonality for all heat treaters in all the different processes that are employed at their facilities, or the multiple facilities that they may have. For a company like ours, we have eight companies in North America. For the North American side of things that have heat treat furnaces in them, we have induction furnaces, we have carbonitriding furnaces, and we have stress relief furnaces. So that commonality even helps us internally with our management system and how we take steps to provide that common approach and compliance to CQI-9.
JR: I think that also bodes well up the ladder for the OEs. The more people, the more sources that you can go to in order to have work done and have it what you expect it to be, from a quality standpoint.
I think one of the things that CQI-9 has done really well is they’ve made a concerted eff ort to make that document easier to understand and to simplify things down to just its bare bone necessities, whereas some of the other specifications that exist in industry can be lacking.
The intent of CQI-9 was, to a large extent, to be something that you can do yourself and implement yourself. We’ll provide you with the guidance, put it in simple terms, and give you all the research you need to support this on your own.
To listen or read more about the CQI-9 pyrometry section, go to www.heattreattoday.com and search “Heat Treat Radio CQI-9”
Where is all of the action happening? In the "hot zone". More than just a catchy name, you always want to make sure this high-impact area is working the best it can.
This best of the web article will show you how to maintain your hot zone with three key tips, and then give you a 5-point run-down on how you know you it’s time to replace it.
An excerpt:
"Depending on your process and parts, hot zones can last for many years (5-8 years on average) or may need to be replaced more frequently. Several factors that affect the lifespan of a hot zone include:"
L&L Special Furnace Company ben-mounted box furnace
Worldwide manufacturer of high-purity fused silica and high-end ceramic products is set to receive another bench-mounted box furnace from North American furnace supplier. These materials are used in the semiconductor and photonics industry as well as many other ceramic and composite industries worldwide.
The L&L Special Furnace Co. furnaces are part of the research and development department and are an important component of the testing and quality control department. The Model GS1714 has internal dimensions of 17” wide by 12” high by 14-1/2” deep and the operating voltage of 208, 220, 240 volts single phase, 60 or 50 hertz. It is also equipped for adjustable PID logic and finer temperature control around setpoint.
The furnace is constructed from 3” lightweight IFB firebrick, backed up with 2” of board insulation. The elements are oriented in the furnace to have long life and easy replacement as well as deliver consistent heat distribution with a uniformity gradient of ±7.5°F.
An aeronautic motion control manufacturer invested in a low-temperature vacuum furnace. The furnace operates up to 1380°F (750°C) with work zone dimensions of 24” x 24” x 36” and a load capacity 1750 lb. The furnace works for applications with process temperatures up to 1400°F and where product surface purity is required.
Piotr Zawistowski Managing Director SECO/VACUUM TECHNOLOGIES, USA
The SECO/VACUUM Technologies furnace meets class 2 TUS requirements per AMS2750F - +/-10°F and is capable of nitrogen convection heating and cooling. The furnace can realize low-temperature processes under vacuum and in nitrogen convection. Cooling – the final stage of every heat treat cycle – is completed using an internal recirculation blower and an internal, water-cooled heat exchanger. In addition, the furnace has built-in software tools for monitoring and control.
“The type of heat treat equipment this customer has acquired from us demonstrates a significant bandwidth in our capability to meet a wide range of thermal processing needs," Piotr Zawistowski, managing director of SECO/VACUUM says. "We find this is fairly typical of aircraft OEMs and suppliers since the demands on their complex product range are not easily satisfied by a 'one-size-fits-all' solution.”
This is the fifth vacuum furnace for tempering, aging, and other processes supplied by SECO/WARWICK Group to the international aircraft controls manufacturer.
An international technology service provider and materials science startup located in Cambridge, UK has formed a new technical collaboration with Ovako, a manufacturer of engineering steel with locations in North America. The collaboration is focused on extending the startup's new metal testing technology to be able to test very hard metals, including novel grades.
Testing the steel manufacturer's Hybrid Steel® is a particular focus of the collaborative efforts with Plastometrex. The novel grade results from the first successful combination of two well-established precipitation strengthening mechanisms – i.e. simultaneous hardening by both carbides and intermetallic precipitations. It is designed to meet the demands of high-stress, elevated-temperature applications where mechanical strength is critical.
Bill Clyne Chief Scientific Officer Plastometrex
Patrik Olund, vice president and Head of Group R&D of Ovako, comments on the technology, "Their platform methodology and innovative product provide a much-needed tool for both metallurgy R&D and production activities. By extending the capability of the technology to test the hardest metals, we will be able to use the technology to rapidly characterize and optimize our products as well as the novel Hybrid Steels."
From the Ovako collaboration, Plastometrex will release a product update that will enable the device to test the vast majority of very hard engineering metals. Professor Bill Clyne, Chief Scientific Officer and leader of Plastometrex's research and development activities, commented, "[OVAKO] are a company with excellent scientific capabilities and a forward-thinking approach. Our collaborative work has been highly fruitful and directly resulted in capability improvements to our flagship product, which will soon be able to test very hard metals."
To learn more about this technology, listen or read the transcript to thisHeat Treat Radio episode.
Safety shutoff valves are the last line of defense against a potentially catastrophic incident. When conditions require, they interrupt the flow of fuel to the burner(s) and oven. There are many options when selecting fuel safety shutoff valves for your application. The construction and application of these devices is highly regulated by interlocking standards created by many different organizations. The goal of this article is to clarify how to comply with the most common standard affecting the reader: NFPA 86.
This column appeared in Heat Treat Today’s2021 Trade Show September print edition. John Clarke is the technical director at Helios Electric Corporation and is writing about combustion related topics throughout 2021 for Heat Treat Today.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electric Corporation
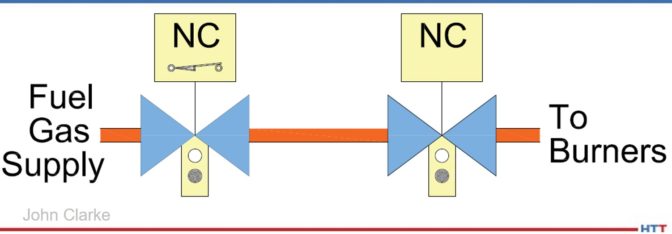
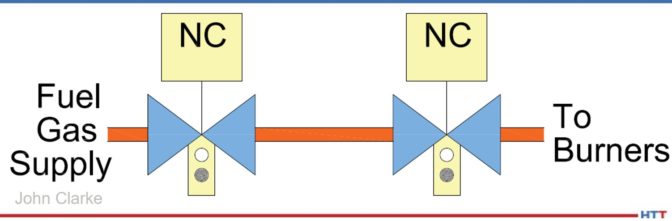
To start, we must define our terms. The 2019 edition of NFPA 86* defines a safety shutoff valve as a “normally closed valve installed in the piping that closes automatically to shut off the fuel, atmosphere gas, or oxygen in the event of abnormal conditions or during shutdown.”1 A valve is “normally closed” (NC) if it closes automatically when power is removed. A furnace or oven typically has as few as two or more safety shutoff valves. [Author’s note: If the system uses radiant tubes for heating, and all the criteria are met, it may be acceptable to use only one valve in series, but this exception is not recommended by the author and will not be covered in this article.] There are two common arrangements for safety shutoff valve arrays—the Simple Double Block (Illustration 1) and the Double Block and Vent (Illustration 2). While both arrangements are compliant with the current version of NFPA 86, the vent is NOT required. In other words, Illustration 1 and Illustration 2 below are both acceptable.
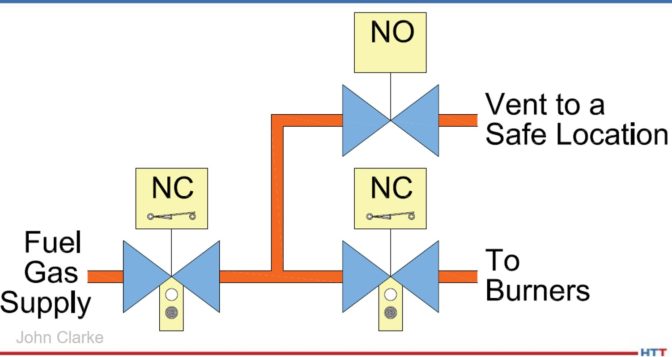
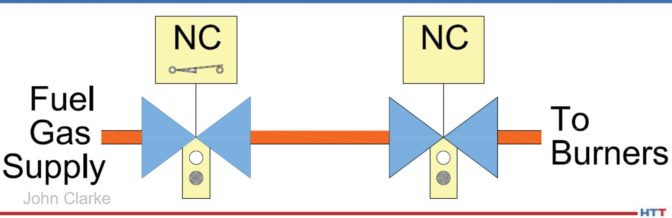
The simple double block arrangement consists of two automatic, normally closed (NC) valves piped in series. It provides redundancy—both valves must leak for fuel gas to pass to the burner system. A double block and vent has two automatic, NC valves piped in series with a third automatic normally open (NO) valve installed between the NC valves. The purpose of the NO valve is to provide a path for any fuel gas leaking past the first NC valve to move to a safe location. Whether one should deploy a double block and vent approach depends on several considerations: Is the NO valve supervised? Is the selected vent location safe? And how will the system be inspected?
Illustration 1
Illustration 2
To start with, if the NO vent valve’s coil or wiring fails, it will remain open even when the system is operating—venting fuel gas. This is not only expensive, but high concentrations of vented fuel gas are an environmental and safety hazard. The solution to this concern is installing a monitored vent valve that only opens the NC valves after the vent valve is proven to be closed. This is typically accomplished with a proof-of-closure position switch that only closes after the vent valve is fully closed.
The next concern is the location and maintenance of the vent. The vent must terminate at a safe location that can accept the entire flow of fuel gas in the event of a failure. Therefore, hazards such as fresh air intakes and sources of ignition must be avoided at all costs. It is also important to periodically inspect the vent piping to ensure it remains unobstructed—insects and rodents may find the vent line a comfortable place to nest and bring up their young.
The last challenge is the periodic inspection of the vent valve and the vent piping—it is generally a challenge to test whether a vent line meets the design criteria, and leaking fuel gas can be vented without excessive backpressure.
A simple double block provides redundancy without the complexity of the vent. Good design practice, with proper valve selection, combined with proper fuel filtration greatly improves the reliability and longevity of both systems.
Valves used for safety shutoff valve applications must be listed by an approval agency for the service intended.2 Furthermore, depending on the flow rate, the valves must be equipped with either a local indicator showing the valve position and a means to prove the valve is closed.
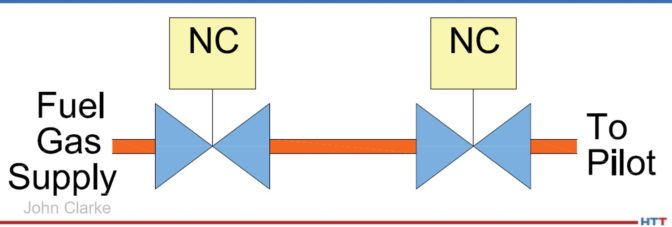
For fuel gas flows below or equal to 150,000 BTU/hour, two safety shutoff valves in series will suffice. See Illustration 3 below. This is very typical for pilot lines.
Illustration 3
For fuel gas flows greater than 150,000 BTU/hour and less than or equal to 400,000 BTU/hour, two safety shutoff valves in series with local position indication are required. Local indication is generally a window where an operator can see the actual position of the valve—open or closed—without relying on any electrical circuit or pilot light. See Illustration 4 below.
Illustration 4
For fuel gas flows greater than 400,000 BTU/hour, NFPA 86 requires two safety shutoff valves in series with local position indication. One valve must be equipped with a valve closed switch (VCS) that closes after the valve is fully closed, or a valve proving system (VPS) that runs a tightness check which must be utilized. The signal from either this VCS or VPS must be included in the burner management system’s (BMS) purge permissive string to ensure no fuel gas is flowing during the system preignition purge. The VCS must not actuate before the valve is fully closed. This is typically accomplished by using valve overtravel, where the valve closes first, then the mechanism continues to move until the VCS is actuated. This arrangement is depicted in Illustration 5 below.
Illustration 5
For the arrangement depicted in Illustration 5, NFPA only requires one valve be supervised with a VCS—the additional costs of supervising both valves are very low and will enhance safety.
Whatever the method used to shut off the fuel to burners or pilots, the array of valves must be inspected and tested annually or per the manufacturer’s recommendations, whichever period is the shortest. All systems must be designed to be tested—with provision provided to cycle valves in test mode and the ability to measure any potential leakage. We will explore how a fuel train should be “designed to be tested” in an upcoming article.
The one thing to always remember—safety shutoff valves are always deployed to provide redundancy, so that any one component failure will not prevent a safe interruption of fuel gas; but, as with all systems, there may be unforeseen events that can lead to complete failure. Only qualified people should design, operate, and maintain combustion systems.
References
[1] National Fire Protection Association – NFPA 86 Standard for Ovens and Furnaces 2019 Edition (NFPA, Quincy, Massachusetts, May 24, 2018) 3.3.82.2 pp 86-14.
[2] National Fire Protection Association – NFPA 86 Standard for Ovens and Furnaces 2019 Edition (NFPA, Quincy, Massachusetts, May 24, 2018) 13.5.11.1 pp 86-49.
About the Author:
John Clarke, with over 30 years in the heat processing area, is currently the technical director of Helios Electric Corporation. John’s work includes system efficiency analysis, burner design as well as burner management systems. John was a former president of the Industrial Heating Equipment Association and vice president at Maxon Corporation.
William (Bill) Jones Owner and CEO Solar Manufacturing
Recently, a North American heat treater acquired a used VFS HL50 external quench vacuum furnace at an auction in the Philadelphia area. The main objective of this purchase was to retrofit this older furnace with a newer hot zone and pumping technology that will help minimize and target the condensation of detrimental binders evaporating out of MIM injection molded parts.
Solar Atmospheres of Western PA's maintenance team was responsible for refurbishing the furnace to its current standard. Solar Manufacturing, led by owner and CEO William Jones, designed the technology and the apparatus needed to consolidate the binders into one central location, thus minimizing the cleaning downtime the staff was experiencing. This includes a completely new hot zone, a binder pumping port, and a second vacuum pump. The collaborative effort ensured both projects came together seamlessly.
By mid-October, the high production MIM sinter job will be fully transferred from current Solar vacuum furnaces to this dedicated and refurbished vacuum furnace. After multiple sintering runs, the company will then have the data to compare the downtime of a traditional vacuum furnace versus the newly designed debind/sinter furnace. Solar looks forward to providing the MIM world with this new, critical processing information.
A Dutch manufacturer and global heat treater has reached a definitive agreement to acquire 100% of the shares of Premier Thermal Solutions LLC (PT), based in Lansing (Michigan, USA). PT operates nine locations across the industrial Midwest in Michigan, Wisconsin, Indiana and Ohio, and provides surface technologies and related services to achieve metallurgical specifications for its various industrial clients.
Their specialized technology portfolio in the industrial Midwest region of the U.S. will complement Aalberts N.V. surface technologies, which has core activities in the Northeast and Southeast region. PT is serving the light and heavy truck, electrical vehicles, agriculture, defense and aerospace end markets.
PT has a project funnel that includes work in electrical vehicles, light and heavy truck, agriculture and industrial end markets. NADCAP and OEM certifications allow Aalberts surface technologies to progress work in the defense and aerospace markets in North America.
The management team of PT, under the leadership of Steven Wyatt, will continue to develop the business and drive business opportunities.





 For Ovako, a centuries old manufacturer of engineering steel, innovative approaches to producing their product has taken the form of electrifying their roller hearth furnaces over the course of the past decade.
For Ovako, a centuries old manufacturer of engineering steel, innovative approaches to producing their product has taken the form of electrifying their roller hearth furnaces over the course of the past decade.




 Source:
Source: