Today, we look to our European information partner, heatprocessing, to discover how environmental awareness has been influencing heat treat relationships internationally.
Battery Development for Sustainable Use
"Joint Venture Primobius, between the Australian Neometals company and the German SMS group, is showcasing its concept for the industrial recycling of lithium-ion batteries[. . .]"
"Large volumes of material can be mechanically shredded on-site in smaller 'spoke systems'. Central 'hub systems' can be used to recycle the 'black mass'. The mechanical and hydrometallurgical processes cause comparatively low CO2 emissions. They enable purchasers of recovered materials to battery recycling without limits. Doing so, they reduce their environmental footprints. They come out on top with high recovery percentages for the sought-after material lithium."
"Magnitogorsk Iron and Steel Works (MMK), Russia, and SMS group, Germany, have signed a Memorandum of Understanding (MoU). This MoU states the intention of both companies to cooperate in the development and use of decarbonisation technologies in order to reduce – potentially to zero – CO2 emissions."
"The Memorandum is valid for five years from the date of signing. Pavel Shilyaev, CEO of MMK and Burkhard Dahmen, CEO of SMS group, signed the document jointly."
"The new 200-KW TRKSX (Tenova Self-ReKuperative Flameless) SmartBurner was successfully tested with a variable fuel mixture of natural gas and hydrogen to potentially eliminate CO2 emissions during the combustion process. The system works in flame and flameless mode with the aim to keep nitrogen dioxide emissions well below the strictest future limits."
Heat Treat Todayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 20 news bites that will help you stay up-to-date on all thing heat treat.
Equipment Chatter
A leading Chinese aviation company began cooperating with SECO/WARWICK, placing an order for a Vector® vacuum furnace for carburizing and gas quenching. The furnace will be used for the manufacturer of hydraulic pump components and other machinery.
Tenova Italimpianti, a technologies and equipment supplier for industrial furnace providers, recently received a contract from Metalloinvest for the reconstruction of the Heating Furnace 2 in the second rolling unit of Alexey Ugarov OEMK, in Russia.
Tenova LOI Thermprocess has received an order from Wuhan Iron & Steel Co. Ltd. (WISCO) in Wuhan, China for the installation of a continuous quench for the efficient cooling of thin steel plates.
SECO/WARWICK vacuum furnace goes to China
Tenova to revamp OEMK heating furnace for Metalloinvest
Personnel/Company Chatter
Nitrex’s Aurora commercial heat treat facility is now in the hot testing phase of its newly installed low-pressure carburizing (LPC) and vacuum system, which is expected to start production in September.
Can-Eng Furnaces International Ltd. welcomed Johan Vargas to its Mechanical Engineering team.
Mike Stowe, senior energy engineer at Advanced Energy, recently won an ACEEE Champion of Energy Efficiency in Industry award in the industrial leadership category.
Selas Heat Technology Co. announced that Burner Design and Controls(BDC) of Hazelwood, Mo. has joined their network of manufacturers’ representatives. BDC will be handling Selas burners, valves, mixers, and control components serving customers in Missouri, Kansas, Iowa, and Southern Illinois.
The Industrial Heating Equipment Association (IHEA) recently gathered for its annual meeting in St. Pete Beach, FL, where the National Board of Directors and Executive Officers met in person. The leading Board of Directors consisted of both continuing and new members. Scott Bishop of Alabama Power –Southern Company serves as president; Jeff Valuck of Surface Combustion, Inc. as vice president; Brian Kelly of Honeywell Thermal Solutions as treasurer and Michael Stowe of Advanced Energy serves as past president. Jason Safarz returns to the IHEA Board of Directors as a regional sales manager at Karl Dungs, Inc. Jeff Rafter, vice president of sales and marketing with Selas Heat Technology Co., joins the IHEA Board of Directors this year. Continuing their service for 2021–2022: Gary Berwick, Dry Coolers; Alberto Cantu, Nutec Bickley; Bob Fincken, Super Systems, Inc.; Doug Glenn, ; Francis Liebens, SOLO Swiss Group; John Podach, Fostoria Infrared; and John Stanley, Karl Dungs, Inc.
The Industrial Heating Equipment Association (IHEA) acknowledges their current committee chairpersons on the IHEA Committees and Divisions: Government Relations Committee led by Jeff Valuck, Surface Combustion, Inc.; Safety Standards and Codes Committee led by Kevin Carlisle, Karl Dungs, Inc.; Education Committee led by Brian Kelly, Honeywell Thermal Solutions; Marketing Communication & Membership Committee led by Erik Klingerman, Industrial Heating The Infrared Division is chaired by Scott Bishop, Alabama Power – Southern Company; and the Induction Division is chaired by Michael Stowe, Advanced Energy.
Alvis Eimuss, head of Customer Support at CENOS, presented the company’s most recent software, CENOS Induction Heating simulation software’s version 3.0 at a webinar titled, “Webinar: CENOS 3.0 release”.
Mike Stowe at Advanced Energy, ACEEE Champion of Energy Efficiency in Industry
Continuing their service for 2021–2022: Gary Berwick, Dry Coolers; Alberto Cantu, Nutec Bickley; Bob Fincken, Super Systems, Inc.; Doug Glenn, Heat Treat Today ; Francis Liebens, SOLO Swiss Group; John Podach, Fostoria Infrared; and John Stanley, Karl Dungs, Inc.
Johan Vargas, Mechanical Engineering at Can-Eng Furnaces International Ltd.
Expansion at Nitrex Aurora heat treat facility
Kudos Chatter
Braddock Metallurgical announced that they achieved the renewal of Nadcap accreditation at their Bridgewater, Boynton Beach, and Jacksonville locations. Additionally, Braddock Metallurgical earned the special Nadcap recognition of Merit.
Solar Atmospheres – Souderton, PA announces that it has been awarded Nadcap 24-month Merit status for heat treating, brazing and carburizing.
Metallurgical Processing, Inc. in New Britain, CT has achieved two-year Merit status with PRI/Nadcap with 10 checklists ranging from Aluminum, Ion Nitride, Vacuum Furnace Brazing and Carburize among others.
The Bodycote team in Berlin, CT completed a three-day Nadcap audit for electron beam welding, maintaining their Merit status for a further two years.
Bodycote teams at Silao, Romulus, and Canton Haggerty were awarded the Supplier Quality Excellence Award from General Motors for their work in 2020.
Isostatic Pressing Services, LLC successfully completed the PRI evaluation process, becoming Nadcap certified for various criteria including AC7102/6 and AC7102/8 Rev A among others.
Thermal-Vac Technology has been nominated and asked to take part in the Orange County Business Journal’s celebration of the 22nd annual Family-Owned Business Award.
Allied Mineral Products of Columbus, Ohio celebrates its 60th anniversary in August 2021.
SECO/WARWICK, a Polish company with American roots, was awarded a prize at the USA-Central Eastern Europe Investment Summit & Awards, one of the key events summing up the economic partnership between the U.S. and the Central Eastern European region. The award for the Most Successful Expansion was accepted by Sławomir Wozniak, the president of SECO/WARWICK Group
The European Steel Technology Platform (ESTEP) reconfirmed Roberto Pancaldi, Tenova CEO, as member of the Board of Directors in the position of vice president. Enrico Malfa, Tenova R&D Director, was appointed member of the Clean Steel Partnership’s Board at ESTEP
Source: Braddock Metallurgical on LinkedIn
Solar Atmospheres – Souderton, Pa. announces Nadcap Merit status
Nadcap accreditation with Merit status for Bodycote’s Berlin, Ct. facility
Source: Thermal-Vac Technology on LinkedIn
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to bethany@heattreattoday.com.
TSUBAKI NAKASHIMA (TN),an international manufacturer of industrial precision balls, ball screws, rollers, cages, and sheet metal parts recently upgraded their endothermic generator. The generator will now be able to giveprecise regulation of the gas mixing ratio, reduce pollutant emissions, and remove the necessity to manually correct settings on a day-to-day basis.
UPC-Marathon helps TN retrofit an endothermic generator
TN received the EndoInjector™ from UPC-Marathon, a division of Nitrex. The upgraded system provides automated regulation of the efficiency and composition of the endothermic protective atmosphere, which aided in lowering operating costs. TN will also have more control over dew point measuring with UPC-Marathon's AtmoSense™ system.
"[T]he precise regulation of the gas mixing ratio," Zbigniew Terelak, shift manager at Hartownia TN Polska Sp. z o.o comments, "[...] allows for precise regulation of the efficiency [of the mixture] even with a small demand for the endoatmosphere and it constantly ensures the optimal composition of the mixture for its production, improving the efficiency of the device and extending its life."
Looking for Endothermic generators? See listings for products in the Heat Treat Buyers Guide
Let's talk about "firsts" and the importance of starting new adventures in the heat treat industry. From her editorial perspective, Karen Gantzer, editor of Heat TreatToday, shares her experience meeting the patient, informative experts in the heat treat industry in today's original content article. Where will your next "first" take you?
This article first appeared inHeat TreatToday's November 2021 Vacuum Furnacesprint edition. Feel free to contact Karen Gantzer at karen@heattreattoday.com if you have a question, comment, or any editorial contribution you’d like to submit.
Karen Gantzer Managing Editor Heat TreatToday
In January of 2019, our publisher and close family friend, Doug Glenn (Doug, his wife Mary, and I go all the way back to our days at Grove City College), called me, a middle school English teacher, and asked me if I’d consider working for them as an editor. While I was honored that they would think of me, my initial response was something like, “Doug, I don’t know anything about heat treating and besides, I’m a humanities girl, not STEM!” He assured me that I could learn the industry and it would be a fun ride. A first for me to dip my toes into STEM waters!
Well, fast forward to present day, having just passed my second year with the Heat TreatToday team, I can truly attest that it has been an exciting, yet growth-filled adventure in many ways. I don’t teach and grade papers of 7th and 8th graders, but I do have the privilege to work with the most talented and inspiring group of dedicated and committed men and women. What a joy to look forward each day to working not only with the Heat TreatToday team, but also with you, the experts in the industry.
I attended my first trade show in October 2019 — The ASM Heat Treat Show in Detroit. I was such a newbie and it was pretty overwhelming, but an enjoyable experience. Doug, Mary, and the managing editor, Laura Miller, were incredibly kind in not only introducing me to many of you, but I was also thankful for the patient tutorials many of you gave as I began learning the industry. I’ve mentioned this Socrates quote many times, but I truly believe it, “The beginning of wisdom is the definition of terms.” You helped me understand the terms!
While last year was a blur for us all with the cancellation of in-person trade shows, this year was an oasis for those of us extroverts who are energized by the face-to-face time that real, live shows provide. During this year’s Ceramics Expo in Cleveland and the ASM Heat Treat Show in St. Louis, I was able to meet so many of you — for the first time in person — who before this summer, I’d never met but had communicated with often.
Heat TreatToday team at the ASM Heat Treat Show 2021 in St. Louis. Left-Right: Michelle Ritenour, Doug Glenn, Karen Gantzer, Alyssa Bootsma, Ellen Porter, and Bethany Leone.
I truly believe we were created to be in community with one another, and these trade shows offered the opportunity to connect at a deeper level than emails afford. I loved talking with people about what they were working on and how Heat TreatToday could help in sharing their successes.
One of the people I had the pleasure of meeting was Carlos Carrasco of Carrasco Industrial Furnaces, a veteran expert in the industry. As we were chatting about article ideas, he asked if we’d be open to publishing the content in both English and Spanish. We loved the idea and so, with this issue, we are proud to feature our first ever Spanish-translated article entitled, “Guía para la Selección de Equipos para Tratamiento Térmico!” (p.33) which is “A Guide to Selecting Heat Treating Equipment” (p.28). We were honored to work with Carlos.
Taking those first steps can be wobbly, but oh so exhilarating when you experience the satisfaction of deciding to take on the unknown — whether it’s a career change, meeting new people, or accepting a new opportunity. It’s worth the effort. Go for it!
Piotr Skarbiński Vice President of the Aluminum Process and CAB Products Segment SECO/WARWICK Group Source: SECO/WARWICK
A continuous line for controlled atmosphere brazing (CAB) of large-dimension battery coolers will be installed at the plant of a European manufacturer of heat exchangers. This purchase is consistent with continental trends to invest in building supply chains for the manufacture of electric vehicles.
This is the second year in a row that the client is ordering CAB line from SECO/WARWICK, the Polish sister company to SECO/VACUUMin North America; this current commission will be the widest CAB line that the supplier has ever built. Its usable dimensions will allow the customer to manufacture large-dimensioned vehicle battery coolers at a mass scale. The dynamic growth of battery sales involves the growth of sales of other parts such as battery coolers. They are manufactured using highly-specialized continuous lines for controlled atmosphere brazing.
"Globally, we sell more and more CAB lines, which prove well in this industry," said Piotr Skarbiński, vice president of Business Segment Aluminum Process and CAB at SECO/WARWICK. "Our equipment is operated not only in Europe, but also in Asia and North America."
For the next series of articles on heat treaters and combustion, the focus will be on the cost of natural gas and how we can reduce its consumption. Given significant movements in natural gas prices, it is essential we shift our focus to this important pocketbook issue.
This Technical Tuesday column appeared inHeat Treat Today’s November 2021 Vacuum Furnaceprint edition. John Clarke is the technical director at Helios Electric Corporation and is writing about combustion related topics throughout 2021 for Heat Treat Today.
John B. Clarke Technical Director Helios Electrical Corporation Source: Helios Electrical Corporation
What Is the Cost To Operate My Burner System?
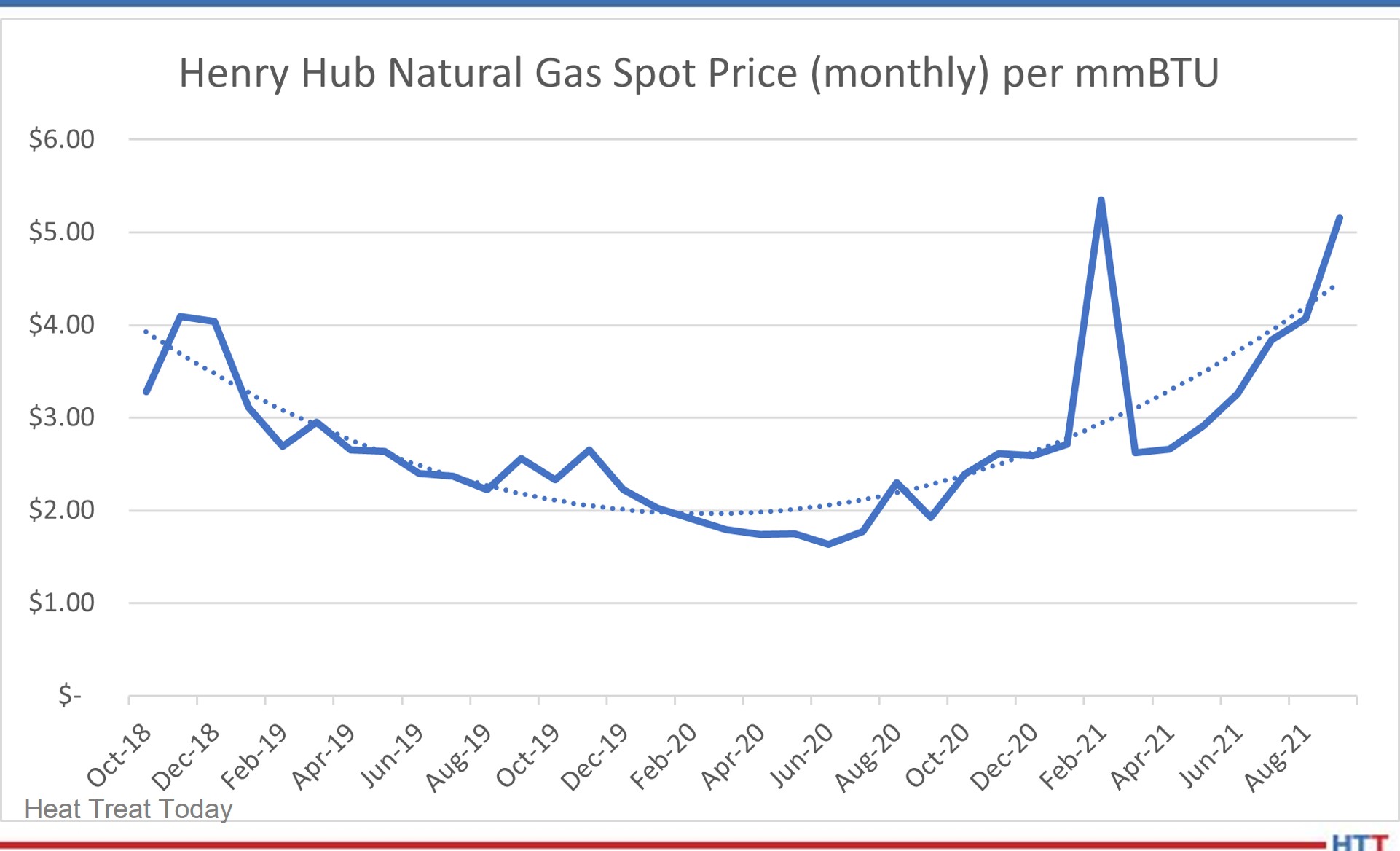
We will begin this and future articles by looking at natural gas prices and price forecast(s) that are published by the Department of Energy’s Energy Information Agency (EIA). Unlike the price for gasoline, we don’t drive past large, illuminated billboards displaying the current price of natural gas on our way to work, even though it is a significant operating cost for all heat treaters. Even if you operate primarily electrically heated equipment, natural gas is likely used to generate your electrical power. Obviously, neither HeatTreatToday or this author make any claims as to the accuracy of these projections. In other words, please don’t shoot the messenger. The American taxpayer funds this agency and it is only reasonable that we see what they have to say.
Let’s start with a quick definition. Henry Hub is a gas pipeline located in Erath, Louisiana that serves as the official delivery location for futures contracts on the New York Mercantile Exchange. This hub connects to four intrastate and nine interstate pipelines. It is unlikely any industrial consumer pays the Henry Hub price alone for the natural gas they consume. There are a great many other factors that determine the price that appears on your monthly bill; but the Henry Hub price is indicative of pricing trends and represents a consistent way to discuss the cost.
A good website to bookmark in your browser is www.eia.gov/naturalgas/weekly/. It is a quick read and will be the primary reference for my monthly sidebar. Let’s first look at the spot price trend. The spot price is the current price at which a natural gas can be bought or sold for immediate delivery at the Henry Hub. There is volatility in the price of natural gas because of supply, demand, and trading activities (speculation), but when we expand the time horizon, it provides a representative look at the pricing trend. This trend will be reflected in the price we will pay in the future. The prices quoted are in terms of U.S. Dollars per 1,000,000 BTU — roughly 1,000 SCF of natural gas.
The EIA also provides forward-looking projections — but we will leave it to the reader to explore this information on the EIA website. The intent of this series of articles is not to provide the basis of trading futures, but rather to provide some ideas on how to save money.
We can see a definite upward trend. When we combine this data with our understanding that natural gas is increasingly being used to displace coal to generate electricity and North America’s increasing capacity to export liquified natural gas (LNG), there is reason to believe this is a durable trend. We can expect to pay more next year than the recent past to heat our equipment. And in time, this higher fuel cost will lead to higher electrical rates.
How Can I Save Natural Gas?
To save natural gas, we can optimize our processes, reduce unnecessary air, and contain heat within the furnace and/or capture the energy that leaves our system to preheat work or combustion air. Ideally, we should take advantage of all these opportunities — provided the effort pays for itself. In general, operators of heat processing equipment are aware of these opportunities but are not always confident when determining the payback for their investments in time and capital. We will endeavor to bring clarity to these decisions by not only discussing opportunities, but also discussing how to quantify the value of the opportunities. The following are the questions that will be answered in future articles:
Optimizing the Process:
How do I know when the material I am heating is at the desired temperature?
Do I have excessive factors of safety built into my process to compensate for not knowing the temperature at the core of the part being heated?
How much fuel can I save with a shorter cycle?
Reducing Air or Containing Heat:
Is my furnace or oven at the correct internal pressure?
Is it time to rebuild door jams?
How much fuel is wasted because I am not containing heat within the furnace or letting excessive air reduce my combustion efficiency?
Reducing the Heat Exiting the System:
Can I justify installing recuperators to preheat combustion air?
Can the heat from my system be used to preheat work? If so, will I shorten my cycle time and save fuel?
No one likes rising energy prices, but if the trend is up, it is better to recognize reality and invest accordingly. It is our wish that future columns will provide ideas and tools to help you get the most from the energy you consume. If you have specific requests or questions that might guide our discussions, please let us know.
About the Author:
John Clarke, with over 30 years in the heat processing area, is currently the technical director of Helios Corporation. John’s work includes system efficiency analysis, burner design as well as burner management systems. John was a former president of the Industrial Heating Equipment Association and vice president at Maxon Corporation.
An integral quench furnace line was recently commissioned to a manufacturer of specialty nut and bolt assemblies in the eastern U.S. The furnace design will help the client increase their load size, allowing for higher throughput per load.
Gasbarre Thermal Furnace System's integral quench furnace system
The Gasbarre Thermal Processing Systems furnace line includes an integral quench furnace, parts washer, temper, and associated material handling and load storage, and it is designed to process 24” wide x 24” long x 20” tall loads weighing up to 1,500 pounds. It includes custom designed material handing that will eliminate the need for cast base trays.
Looking for integral quench furnaces? See listings for products in the Heat Treat Buyers Guide
Heat Treat Today publishes eight print magazines a year, and included in each is a letter from the publisher, Doug Glenn. This letter first appeared in Heat Treat Today'sNovember 2021 Vacuum Heat Treating print edition.
Doug Glenn Publisher and Founder Heat TreatToday
“Inflation” is in the news, and it could have a significant impact on the heat treat industry. What is it? Why is it suddenly a problem? How might it impact the heat treat industry? Below are simple answers in layman’s language, but if you want to dig deeper into inflation, let me STRONGLY recommend two books by the late Dr. Hans Sennholz (1922–2007): Age of Inflation (1979, paperbacks selling on Amazon for more than $600.00! – I guess I’m keeping my copy under lock and key!) and Money and Freedom (1985, available free in PDF format found here).
What Is Inflation?
Simply stated, it is an increase in the amount of money in the economy – period. When you “inflate” a balloon, you increase the amount of air inside the balloon. In the same way, monetary inflation is the increase in the amount of money inside the economy. Properly understood, inflation is NOT rising prices; however, rising prices CAN be, and often are, one effect of inflation. The media and much of the general public, including our governing officials, often use “inflation” and “rising prices” synonymously. They are NOT the same thing, and it helps to know the difference if you’re going to have an intelligent conversation with anyone about the topic. Short answer: Inflation is an increase in the amount of money in the economy – period.
Why Is It Suddenly a Problem?
The short answer to that question is also simple. Take a look at the chart which shows two different measures of the amount of money in the economy – M1 and M2. There is no need to define M1 and M2 for the purposes of this column, but suffice it to say that both measure the amount of money in the economy and that M1 is part of M2. Look at the far right-hand side of the chart. See anything unusual?
In 2020, the curves headed for the stars. Notice that the chart starts in 1959. We have NEVER seen this type of inflation (an increase in the money supply) since 1959 and, based on my knowledge, NEVER before in the history of this country. While a general rise in all prices is NOT inflation, one of the main effects of inflation is a general rise in all prices. Not all prices will rise at the same time or at the same rate, but if the money supply is increased (inflation) then there is more money per item to be purchased and over time, people will bid up the price of all goods and services.
Short answer: Rising prices (which is what the media mean when they say inflation”) are suddenly a problem because we are inflating the money supply at an enormous rate never seen in the history of this country; and since there is more money per item to be purchased, it is INEVITABLE that prices will rise.
This economic law is inexorable and unchangeable – much like the law of gravity. At the rate we’re inflating (increasing the money supply) we WILL have rising prices.
How Will Inflation Impact the Heat Treat Industry?
There’s nothing special about the heat treat industry when it comes to inflation (an increase in the money supply) and rising prices (one effect of inflation). Just like every other industry and every other household, manufacturers with their own in-house heat treat departments WILL be hit with increasing prices for nearly all goods and services. These rising prices are the result of the increase in the supply of money in our economy (inflation). There is no predicting how it will hit or how quickly prices will rise or when price increases will stabilize, if ever. But what we can say with certainty is that one cause for rising prices is inflation and we are inflating at rates never seen in the history of this country.
Hans Sennholz’s books, mentioned in the first paragraph of this column, are excellent resources for understanding inflation and the reasons why our rulers, both Republican and Democrat, do not have the courage to stop increasing the money supply. Our Founding Fathers warned us about what they called “fiat” money – paper money not backed by silver or gold. The U.S. Constitution clearly states that only gold and silver should be money, NOT paper (ref: Art.1, Sec. 10, Clause 1). Nonetheless, there have been supposedly “wiser” men who felt that paper money would be a better option. So here we are, inflating at unprecedented rates and bracing ourselves for what could be a very interesting ride.
A North American heat treater in aerospace manufacturing acquired a three-cell vacuum furnace for multi-purpose operation from a U.S.-based manufacturer of vacuum furnaces. The system will bring the heat treater's carburizing processing in-house and contribute to the facility's ability to maintain takt time.
ECM USA's director of sales, Bill Gornicki, announced the purchase of a NANO system vacuum furnace for use in the North American aerospace market. The system will provide low pressure carburizing, hardening, brazing, and annealing, automation capabilities, cryogenics, tempering, and pre-washing. Both alloy and CFC fixtures will be used in this installation.
Heat TreatRadiohost Doug Glenn has a timely discussion with Josh Hale of International Search Partners, North America’s only heat treat specific headhunter organization, about the exceptionally tight labor market and what captive and commercial heat treat shops can do to gain and maintain the valuable workers they’re in need of.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited transcript.
The following transcript has been edited for your reading enjoyment.
One of the canine "workers" at International Search Partners
Doug Glenn (DG): I don't think that we've had a non-technical issue that is as important as this one, and that is the labor shortage that is real and that most people believe is going to get only worse over the next several years. Here to discuss that with us is Josh Hale who is with International Search Partners. Josh, first off, welcome to Heat TreatRadio. If you don't mind, if you would give our listeners just a brief background about you, where you come from, and your role in helping people fill roles in the heat treat industry.
Josh Hale (JH): Yes, for sure. Thanks for having me, Doug. I've been recruiting since about 2004, and when I say recruiting, I mean helping different companies identify, hire and engage, and eventually bring on board employees at all various types of levels. We are International Search Partners. We are actually founded in 1998, so for over 20 years we've been working pretty exclusively in the heat treat space. I always kind of say we do about half our business with furnace and other manufacturers, about half with commercial heat treaters and then a mix of stuff tangential to the industry, whether that be forging companies or other kind of industrial manufacturing. Again, I've been recruiting in personnel, hiring, and job market space for a long time. I came and joined ISP and acquired the company about six or seven years ago now. ISP has a long history in heat treat, I've got a lot of history in recruiting, and here we are.
DG: You're in the right business at the right time, I can tell you, because it seems very interesting out there. I was looking at your website and I've got to deviate a little bit. So, it's not just you – apparently you've got at least one other person and two canines that are helpful to you, yes?
JH: Haha, yes! In fact, one of the canines is here in the room. If the computer wasn't mounted up I could show him off.
DG: So, you've got Jessica Maier as one of your helpers? A partner?
Jessica Maier Senior Recruiter International Search Partners
JH: Yes, exactly. Jessica works with us. She's based out of San Diego. I'm based out of Austin Texas. We both work remote, working from home. I've got the weekend vibes with the Hawaiian shirt today. I don't need to go into the office or anything. But yes, we work very consistently and tightly together. Then, there is Jim McNeal, who actually founded our company in 1998. We jokingly call him "President Emeritus," but with that emeritus status, he works with us on a few select clients here and there. Then, we've got a rotating group of consultants that we bring on board on more of an ad hoc basis, so we're prepared and able to scale, as necessary, for hot markets like this. But, the core is me and Jessica, and for smaller industries like heat treat, that works pretty well.
I would be remiss not to mention that we also have a new junior recruiter- Jessica just recently had a baby, so 2-month old Lincoln is practicing to be able to pick up the phone here pretty soon to help us out too.
DG: Well, at the time of this recording, since we're talking about babies, one of our staff members is actually in the hospital delivering.
JH: In about 25 years we'll be celebrating the new 40 Under 40 class between them.
DG: Right, exactly. And, you know, I should mention that Josh was a member of our 40 Under 40 Class in 2019.
Let's talk about this: Based on your business, you, probably more than anybody in the heat treat industry, have a good 30,000 foot view of the labor situation. Is it severe? How severe is it and what can we say about that at this point?
JH: I haven't seen anything like this in all my years of recruiting, in or outside of heat treat. I think it's affecting a lot of industries. Most of the data points I would reference on this are a little more empirical, but for example, I was in St. Louis for the ASM Heat Treat show a couple weeks ago. I was just kind of making my rounds and saying “hi” to people as I like to go to these shows to put a face behind a name with people I typically spend time on the phone with or emailing, and everybody was telling me, "Hey, we need help. Please help me find a candidate. We need candidates. Please send us resumes." That was the consistent theme. So, there is an empirical data point.
We tend to keep track of our open searches in a fluid way, if you will. Without getting into the weeds too much, what I mean by that is that we've got clients that come to us with, "Hey, we've got an empty seat, we need to fill it. Go out there and find somebody." We've got clients who come and retain our services for really urgent searches, but we actually do quite a lot of business in, what I call, “keeping our eyes open.” Like, you don't necessarily have an opening but you like to see a good talent when you come across it. Since I specialize in the industry, I can keep you in mind. We do a lot of work that way too which is less of an open position and more of a “keep your eyes open” situation.
With that, it's how we work. Typically, we may have anywhere between 20-30 real open positions and then maybe 50% more on this “keep your eyes open” thing. Right now, I have probably 50-55 actual open positions. This is twice as much as normal. Honestly, in this type of market, this is with me not doing any kind of real outbound efforts to generate new positions because I have too much to work on. Again, it's kind of empirical- it's not real data driven, but from my experience, I've never seen it like this.
DG: So, in essence, it is real; I don't think we have to convince anyone of that. From your perspective, it's pretty nearly doubled the number of open positions that you're actively looking for, and I'm sure there would be a lot of other people in that other category you mentioned about- if you find somebody, let me know.
JH: And, certainly, there is an opportunity for a lot more open positions if I were to chase after it. I'm just in a situation where there is so much business right now for existing clients that getting a new client would be difficult.
DG: Well, after this airs, you might have to hire a third and fourth partner to get things going, because, I can tell you, there's a lot of people looking.
Just anecdotally from our side, myself and my wife just got back from attending the Metal Treating Institute fall meeting this year down in your neck of the woods, down in San Antonio. To a man, to a company, to a person, everybody was looking for people to work. It could be in key, higher level management areas as well as shop floor- I need a guy that knows how to load a furnace.
In your company, specifically, very briefly: Are you guys dealing with furnace operator type people or do you tend to deal with more of the engineer/management type folks?
JH: More of the engineer/management type folks is where we really specialize. We placed a furnace operator or two in the last couple of years, but it's very rare for us. But, from talking to customers/clients/people, those hourly production type positions are definitely a situation where companies are struggling. It's kind of a long way to answer your question but historically we haven't really done a lot of work in that space because at that hourly production level you can hire somebody off the street and train them. You're not going to necessarily pay my fee to go out there and find that type of person, while in this market, more and more companies are telling me they're willing to pay a fee if we can find somebody, so it's coming up more and more.
DG: And that is the operative word – if you can find someone, which is not easy. Obviously, a lot of those jobs tend to be more regional – you can hire people locally, but it is difficult.
I want to delve into causation a bit. We know we've got a very, very tight labor market, and there are a lot of theories around about why that is. I'm curious, from your perspective, Josh, what's causing it? What's the issue here?
JH: There is a lot of theorization out there. I could spend hours going down the rabbit hole. There are some really interesting theories. In fact, did you listen to the guy speak the keynote at MTI? He talked a little bit about this idea of men not coming back to the workforce. I've listened to some of his talks and one thing that he mentions that I really buy into is this idea that the boomer generation had dual incomes, they were working and they really generated a lot of wealth and that wealth now about to get inherited by younger generations. These younger generations see that and aren't necessarily motivated to work as much.
People are moving towards the “YOLO Economy”
This is the kind of theory that I would buy into because one of the other aspects that I'm seeing a lot of in the market (and I've heard people pine on in some of the editorials out there) is this idea they call the "YOLO Economy." The YOLO Economy is, basically, the idea that you only live once. Now people are coming at this, especially coming out of COVID, like, "I don't want to go back to that job. I want to try to get the band back together. I want to go write a novel. I want to do crafts and they start a little Etsy business and sell those on-line. I can travel more." They maybe want to work part-time and travel, especially if they've got some foundation from an inheritance, I see that as a real factor here.
For someone like me, a hardworking, nose-to-the-grindstone kind of guy, this is so hard to put my mindset around, but I hear it come up a lot. It's like, "Hey, I'm done going into the office 40 hours a week."
DG: Very, very interesting. First off, YOLO is great; I hadn't heard that before, so that's helpful. But, you know, it is interesting the change in psychology, if you will. It's something only a first world nation, first world economy, which is a lot of the western hemisphere is these days, where there is enough wealth out there that they don't really need to worry about working. I'm a boomer, right? I'm on the tail end of the boomers, so yes, double income or whatever, the kids wouldn't necessarily need to worry about working and, if you don't need to work, you don't. That is the nature of man.
JH: Another factor that I think has come into play here, speaking of not working (especially COVID affected this): people are retiring earlier. If you were going to retire in three or four years and then COVID hits, "I might as well do it now," that kind of thing is coming up. That affects heat treat, especially, as it's kind of an older industry in terms of the core workforce. We're seeing a lot of that too. So, people retiring, people not wanting to go back to work- all those factors definitely affect it. There is a confluence of things. Like I said, we could go hours going down this rabbit hole – it's really interesting.
DG: Even things as political as immigration policy are certainly having an effect on the labor market.
Let's move on to this: What kind of advice would you give, Josh, to companies nowadays who are looking to fill a position, which is, essentially, as we said, pretty much everybody? From your perspective, what are some of the fundamentals they ought to be thinking about?
JH: The analogy I like to use, when people talk about recruiting or hiring, is the sports team: If you were trying to build out the world's greatest basketball team – just like you're trying to build out the world's greatest heat treat or the world's greatest furnace OEM – if you're going to try to do that, you want the best people to try out for your team.
If you take this analogy down further, when you're trying to build the world's best basketball team, you're not going to hope that LeBron James applies to join your team. You're going to go out there and tap him on the shoulder and say, "Hey, my team's really good. Come and join us. We're a championship squad." You need to take that proactive recruiting approach. That's part of the services that obviously our company offers; we specialize in this, we're in this day in and day out, and we're building up this bench of people to go out there and proactively recruit, again, not coming in and applying to a job.
But you can do that if you have your own company too. I would advise anybody who owns a business or is managing a business to have a good pipeline of people at the ready all the time. It's easy to get comfortable – I've got my team, I've got my department set up. It's not going to be like that a lot. Somebody like me might go in there and pull somebody away.
"The 'LeBron James' style of recruiting is proactive and necessary."-Josh Hale
DG: You're not doing yourself any favors with that, Josh.
JH: Well, you know, if it happens, I always tell people, you can either be a client or you can be a source, one or the other. But yes, somebody might retire, somebody might take that YOLO philosophy and leave. So, you should always have that bench going, always continually be networking. I tell people, too, you don't want to be afraid to “top-grade”: If you do have the opportunity to bring somebody in who's maybe better than the existing person, that can help you and your team and can build up the morale and the overall core a little bit better.
DG: What do you mean by that? Are you suggesting you replace a person with whom you are currently happy with somebody who’s better, or just hire them in addition to that person?
JH: If you can hire in addition to is the best solution because it widens your bench a little bit, to use the sports team analogy, if you can replace your starter, put your starter on the bench, and have a great guy who can come in and pinch hit or whatever, that helps a lot.
So just have that kind of philosophy. It's kind of a forward thinking philosophy, it's a proactive-type philosophy. I think that's the biggest thing. You can't wait until someone gives notice and leaves, now you've got an empty seat and now you’re struggling and your hair is on fire. You really need to do this constantly. That's my biggest piece of advice.
The other bullet point that comes up when I think about this, (and there are people out there that don't want to hear it), but you really need to kind of loosen your requirements a little bit. People come to me saying, "Hey, I've got an opening. We need to have XYZ on the resume and everything else." And I say, "Look, that person you're looking for just doesn't exist." You've got to be a little more realistic in your requirements and hopefully that will help attract the right people.
DG: Once they've got that person in house, one of the other big concerns here is they can gain the right people, but how do you maintain them? What type of advice would you give companies for keeping good workers?
JH: Again, it goes back to the idea of trying to be a little more forward thinking. I think COVID shifted a lot of things. I've seen a lot of stats. More and more people are allowing people to work from home. That's not always possible in the heat treat or commercial manufacturing type environment, but if it is possible to spend a day at home doing some CAD drawings, let them do that. That engages them more and makes them feel more at home.
Being creative with some of the compensation. More and more companies are paying more and more. I think wages are going to generally increase. But, at the end of the day, the market is the market, so I don't expect anybody to overpay just to hire somebody. There are other creative ways of compensation. Vacation is a big one, some work-life balance. . . There are types of benefits. Those kinds of things go a long way.
Offer autonomy, purpose, and mastery in your workplace to maintain workers.
And then, too, trying to have good morale. Morale is kind of a cliche word, but I think it carries a lot of weight. It gives you a reputation in the market as a place that you want to work for. I've heard it said that people like to work for, basically, three things: autonomy, purpose, and mastery. Get somebody in there and give them those things. Give them some opportunity to work and 'do their thing' with that autonomous nature, not being micromanaged. Give them some ability to be trained to grow and develop to create that mastery. And, if you can get them on there for a bigger purpose, that really helps a lot too. People don't want to be just a cog in the system. If they know they're contributing to, whatever it is, growth or more market share or new R&D development, these kinds of things. If they're contributing to something bigger, that's going to keep them on board and it's going to keep them passionate about it and it's going to probably help them maybe think they want to bring their friends into the fold. That's another great way to hire- the internal referral program.
DG: Have you seen, over the time you've been doing this, the motivation for people who want to work change? I know the guys you were talking about, the fellow who gave the presentation at the most recent MTI meeting, they talked about the differences in the generations- the boomers, the X, the Y, the millennials, whatever. Have you seen tangible evidence of a shift in the motivation of what really does engage the different age groups?
JH: I'm going to answer that a couple different ways. At the end of the day, nobody is working for free. Salary is a consistent hot bun for anybody looking to make a move. But I have seen, and a lot of people tell me, that one of their reasons they are looking to leave their company is stagnation. So, I talk about that kind of overall purpose. A lot of people I talk to are saying, "The company I'm with has been doing the same thing in the same way for 50 years and I'm interested in making some upgrades." I can't tell you how many times I've placed a candidate. I ask everybody I work with, "Why are looking to make a move? Why would you consider leaving your current company?" One of the consistent answers I get is, "Well, you know, I made a suggestion for an improvement and my boss told me that we're not going to do that. I know it's going to make an impact and they're not letting me." Having that, again, forward thinking, engaged employees, try their ideas out, be willing to invest in new technology. If you've still got microfiche in your company, you're doing something wrong.
DG: For those of you who don't know what that is, you better Google that one: microfiche.
JH: But I am serious. Move on to the touchscreen computers or the iPads. People are still doing stuff in triplicate in field service reports and things like this. People want to work for technologically advanced company that they can feel good about.
People want to work for technologically advanced companies that they can feel good about.
DG: I'm going to see if you know this one: I was telling somebody the other day, I said, "I still remember when I was in school using a mimeograph machine." I don't know if you know what that one is.
JH: I don't think I've heard of that!
DG: That was the way before Xerox machines. When you did hard copies, you put this thing on a drum and you basically turn it and it would crank out copies in blue. Anyhow, it's an old time one.
Let's move from the company’s perspective of advice to help a company who's looking to hire someone to just talking to the individual who might be in a position that you just talked about or maybe some other motivation like, "You know what? It's time for me to move." They need to make a move for whatever the reason might be. Is there any advice you can give those people for entering a labor market? Obviously, it's a job seeker's market, right?
JH: I'd say a couple things: One, my first piece of advice is, as you said, it is a job seeker's market. But it's now. This is not a job seeker's market forever.
Strike while the iron is hot. If you have any potential idea or any inkling that maybe there is something better out there for you, I'm of the opinion, nothing ventured, nothing gained. I use the idea of big mistake, small mistake. It would be a big mistake to pass on the opportunity to land your dream job, but the small mistake to spend 30 minutes on a phone interview with a company. I would encourage somebody to talk to anybody, to put those feelers out there, have those initial phone interviews.
Now, when you get down the process of an interview, if you decide you don't want to work for the company, you don't want to waste people's time, but for an initial phone interview, sending a resume off, it is truly nothing ventured, nothing gained. It's a big mistake to miss an opportunity but a little mistake to not even try. I would definitely encourage that.
Also, if people are really looking out for their career, if at all possible, opening up the geography helps a lot. I know for some people that's just not possible, but if you could be just a little bit more bold in looking at some potential different regions/areas, that definitely opens up the door for a lot more potential.
People ask for my advice that are looking for the next step. People have in their mind this idea that their career progression is going to be on a linear upgrade. I tell people it's not always going to be like that. If you think of it more like a step up, across, up, across – with that visual – I think it sometimes helps people. What you're going to want to do is leverage your current skills to get to that next company that can then catapult you up a bit. But it's not necessarily going to be going from engineer to engineering manager; it might be going from engineer to senior engineer with opportunity to move to engineering manager.
Be realistic in some of those expectations and not being afraid to utilize your skill set and leverage that to a new company. I hear a lot of times people saying, "Well, I've been an engineer for 10 years. I'm kind of bored with it. I don't want to do CAD drawings anymore." And I say, "But you're really good at that and that's in demand right now. Maybe get with a company where you can do 80% CAD instead of 100% CAD and spend 20% of your time on projects you like." You kind of step up instead of just going linear with the growth.
DG: What do you say to those people, (some might call them naysayers, others might call them very pragmatic people), who say, "Well the grass is always greener." What do you say to those folks who are kind of discouraging employees from looking at something else because, "You're going to go over to that company and it's not going to be what you thought it was.”
JH: There is certainly some validity to that. But, also, like I said, it's kind of a nothing ventured, nothing gained situation. I think that people who have really successful careers are bold, and they take some of these risks. Also, you've got to look at it on a case by case basis. There has been many a time when I've talked to somebody who's had a jumpy work history and maybe has had that "grass is greener" mentality a little too often. I've told them, "Look, you should probably get a couple years under your belt before you talk to me."
Find the happy medium between being too jumpy and being too stable in your career.
There are cases where that makes sense, but I think especially in heat treat, I've seen a lot of people that have been stable, they stay at their company a long time. If you've been with your company, especially going on the 10 year mark, it's kind of time to think about it. I'd say between 7-12 years, you've got to start thinking, "Are you going to retire at the company you are at now or are you going to start to make a move?" There is the opposite of being too jumpy and that's being too stable. Sometimes people look at someone like, "You've been with only one company for 30 years? You're not going to learn our ways."
There is kind of a happy medium there. Like I said, I'd tell people, look, be bold. Don't be afraid to take risks. This is a good market, and your skills are in demand. If you land with the wrong company, you'll find something else. It's not that big of a risk. But, when you're going through the interview process, ask a lot of questions. The candidate is interviewing the company as much as the company is interviewing the candidate.
DG: It's a scary thing to change jobs. I've heard statistics say that the one thing that frightens people more than public speaking is losing their job.
Now you mentioned, one of your first pieces of advice for potential job seekers was strike while the iron is hot. This is the time. You mentioned it's not going to last forever. How long do you think this tight labor market is going to be around? What's you prognostication here?
JH: For my business, I hope forever. But, seriously, I don't think so. These things are cyclical. I would say that we've probably got at least another 2-3 years that it's going to be like this. And then we'll probably see the broader economy start to shift at that time. I think, too, it's going to depend a little bit on how our industry is affected, specifically. There are some political implications. I think COVID helped quite a bit in bringing some of the manufacturing on shore, which I've read about in Heat TreatToday a couple of times. There are some things in our industry that might make it even tighter for longer.
I think, too, and maybe you have some comments on this, Doug, from the MTI meeting [in October 2021], but there seems to be a little bit of resistance in heat treat to get with some technology that can bring in some robotics and things of this nature, that would probably help with the labor market, but I think in our industry and specifics, it doesn't go that way as fast as some other industries.
DG: I think that's true. I was listening to those conversations when they were talking about the introduction of robotics. To me, my initial thought was, "Well that's easy. Robotics are easy if you've got high volume, low variable production." In other words, you're running a lot of the same part. Especially with commercial heat treating, which is not necessarily a large portion of the audience that we have, a lot of what we have are the captive heat treater, but, especially in the commercial heat treat world, you're dealing with basically a job shop which is very hard to automate.
But, with our more typical listener/reader with the captive heat treat shops, there is the opportunity for that and those things could, definitely, make a difference in the labor market. Yes, it's important. I think those people will move in that direction. I think we all will, the more comfortable we become with automation and artificial intelligence and things like that, the more we'll move in that direction.
Strike while the iron is hot.
This has been good. Is there anything else? I always like to ask the question just in case there is anything that has popped to your mind that you think would be helpful to our listeners. Anything else you would want to add?
JH: It's a really interesting time right now. I don't know that I'd add anything than what we've talked about. There is a lot of speculation out there. There are a lot of interesting analyses about what's happening. Like I said, it could be a rabbit hole we spend a lot of time going down. But, for sure, if there is anybody thinking there is even a potential opportunity, I'd strike now while the iron's hot. And, for companies looking to hire, I would get creative and try to be proactive and reach out to people and try to have that bench of candidates and try to think about how you can loosen your requirements, whether it be in-house training or maybe have somebody who hits 8 out or 10 bullet points you want instead of 10 out 10, that helps a lot.




 Battery Development for Sustainable Use
Battery Development for Sustainable Use Decarburizing Tech
Decarburizing Tech Hydrogen High, NOx Low
Hydrogen High, NOx Low