A worldwide supplier of high-temp piezo ceramics in the military, aerospace, and medical fields will receive a floor-standing, high-temperature, silicon carbide furnace. The furnace, powered by high-density silicon-carbide elements, will be used for processing glass products to 2,500°F.
L&L Special Furnace Co., Inc. will provide the furnace, model GLF836, which has a work zone of 18"x18"x36" with a double pivot horizontal door. The furnace, constructed from high-alumina refractory (with reduced silica), will help to delay the corrosive reaction between silica and the lead outgassing at elevated temperatures.
After the fourth annual nomination for Heat Treat Today’s 40 Under 40 Class of 2021 came to a close, Bethany Leone, editor at Heat TreatToday, shared what type of leaders would be recognized in the September 2021 Trade Showmagazine. Check out pages 32-55 for the full list of rising young leaders in the North American heat treat market.
Bethany Leone Heat Treat Daily / Heat Treat Radio Editor
Where did you come from? I mean, before you got into heat treating. And how did you become the heat treater that your colleagues know you to be today?
If you are like most people, heat treating was something that you fell into. You didn’t plan to go into the family business, but you did; your other opportunity at your dream job fell through and someone offered you this position; you were waiting for the chance of a lifetime and decided to pursue heat treat instead. . . .
The stories go on. Mundane, perhaps more often than not, but very much our stories.
Among the ordinariness of moving from point A to point B and making the small decisions to take on a new customer or take on a new cleaning or processing technology, we find rising young leaders of the heat treat market. The general manager at a small plant who continues to impress his colleagues and employer, or the young female operations handler whose capable, can-do attitude has driven her to vice president are the constantly felt, though not often recognized, leaders in our sphere.
Determining what is a leader is the first step to recognize these invaluable figures in our ordinary lives, hidden behind their families, books-of-the-month, and job transitions. But how to talk about a good leader? How do you put into words what is felt and not spoken? It’s a difficult question, but the best answer I can give you: tell a story.
These stories show hard work and initiative from one step to the next. . .
"Erick developed successful bilingual/bicultural work instructions and created a seamless process to develop new equipment using local resources, all during demanding project schedules and in the middle of the COVID crisis."
Leadership stories highlight cultivated talent on display. . .
"Lindsey’s communications background has helped Advanced Heat Treat Corp’s growth in technical material content for customers [. . .] Lindsey’s marketing expertise has increased AHT’s website traffic year-after-year, with a 45% increase since the pandemic."
A good story moves people with cutting edge reality and humanity of a leader. . .
"With [Matthew’s] newly acquired purchase of his first home, he is honing his abilities as a handyman from rough carpentry to finish work. Applying his perfectionist personality to every job, it’s truly hard to tell if it was done by him or a professional."
As you peel through these pages to look for the next technical article or skim for an advertiser who will meet your needs, pause for a moment with fresh eyes on the incredible narratives that make up Heat TreatToday’s 40 Under 40 Class of 2021.
Piotr Zawistowski Managing Director SECO/VACUUM TECHNOLOGIES, USA Source: secowarwick.com
An international cutting tool manufacturer will augment the capacity of its heat treat vacuum temper furnaces with two more at their North Carolina manufacturing facility.
This expansion to the company's heat treat capabilities comes two months after ordering their fourth Vector® from SECO/VACUUM. The two single chamber, horizontal, front-loading furnaces are designed with an all-metal hot zone for clean vacuum processing. This style will be able to keep up with most standard hardening, tempering, annealing, solution heat treating, brazing and sintering applications, as well as low pressure carburizing.
"We are thrilled to be an ongoing partner in this [client's] growth," said Piotr Zawistowski, managing director of SECO/VACUUM. "We know they have multiple competitive options for their vacuum heat treat equipment, so we take nothing for granted, and work hard to earn their business every step of the way."
ELLWOOD Aluminum, an Ohio-based manufacturer of aluminum products, recently acquired a 200,000-lb. batch homogenizing furnace to complete the Phase 2 expansion of their plant in Hubbard, OH.
Gillespie & Powers, Inc., a family-owned supplier based in St. Louis, MO, will deliver the furnace to be operational in July 2022. The furnace, the second of its kind at ELLWOOD Aluminum, will be used for manufacturing large diameter aluminum ingots and billets, as well as rectangular slabs and cast plates.
Ovako, a European manufacturer of engineering steel with a North American presence, will receive a 20MW alkaline water electrolyzer by the end of 2022. The electrolyzer will be used at their plant in Hofors, Sweden for hydrogen heating of steel prior to rolling and hot forming.
Rickard Qvarfort President of Business Ovako Hofors
"In June," says Rickard Qvarfort, president of the business unit at Ovako Hofors, "we announced our collaboration with the Volvo Group, Hitachi Energy, H2 Green Steel and Nel Hydrogen with the purpose to invest in fossil-free hydrogen in Hofors[. . .] We are now very pleased to have reached this important milestone of the project. The electrolyzer technology will enable us to eliminate CO2 for heating steel before rolling."
Jon André Løkke CEO Nel Hydrogen
Nel Hydrogen Electrolyser AS, a division of Nel ASA, is scheduled to deliver the electrolyzer in 2022 for first hydrogen production in 2023. The electrolyzer will produce oxygen and hydrogen for Ovako's steel-heating processes and will decrease CO2 emissions by 50%.
"We are very excited to announce the delivery of electrolyzer equipment to Ovako, and this groundbreaking project," Jon André Løkke, CEO at Nel Hydrogen explains. "There is huge potential in reducing CO2-emissions from steel-heating processes through the use of green hydrogen, there are numerous similar sites with equally large potential for decarbonization across Europe and the rest of the world."
¿Se siente siempre seguro cuando selecciona equipos de tratamiento térmico? Do you always feel confident when selecting heat treating equipment?
There are many factors involved when making a purchase. Read this guide on how to select and buy new equipment by Carlos Carrasco, founder of Carrasco Hornos Industriales. The Spanish version is below, or you can check out both the Spanish and the English translation of the article where it was originally published: Heat Treat Today'sNovember 2021 Vacuum Furnaceprint edition.
¿Se siente siempre seguro cuando selecciona equipos de tratamiento térmico? Hay muchos factores involucrados cuando se hace una compra. Consulte este artículo para conocer los pautas que lo ayudarán en el proceso de selección y compra. Autor: Carlos Carrasco, fundador de Carrasco Hornos Industriales.
Carlos Carrasco Fundador Carrasco Hornos Industriales
¿Por qué es conveniente esta guía?
Este artículo ayuda a los ingenieros a comprar equipos de tratamiento térmico. Hay muchas razones para seleccionar cuidadosamente los hornos industriales. Uno, es el costo del horno en sí y otro, es que el producto que se está tratando térmicamente afectará los resultados de su empresa.
En un equipo para tratamiento térmico, hay más ingeniería especializada de lo que parece en el exterior. Hay varias y muy sólidas razones, para hacer una cuidadosa selección de estos equipos, pues sus componentes son inherentemente de alto precio y en la mayoría de los casos, los resultados del tratamiento térmico tienen un importante efecto en la economía de su empresa.
El objetivo de esta guía es el de tratar de ayudarle a hacer la mejor selección del equipo; porque su decisión afectará no sólo al proyecto, su presupuesto y resultados, sino también a su capacidad como ejecutivo. No será la primera vez que escuche usted comentarios respecto a equipos adquiridos por la empresa en etapas anteriores a la suya o en la misma, y es común en la industria, tanto nacional como internacional, que los operadores o el personal de mantenimiento, comenten: “Cuando adquirieron este horno, nadie pensó en los problemas de mantenimiento [. . .] Como ellos no son los que lo usan día con día, no se dieron cuenta de cuánto trabajo se requiere para mantenerlo o bien para trabajar confi ablemente con él”.
Déjese ayudar, pues como ingenieros consultores en hornos y experiencia de más de 50 años en este ramo; tanto en la fabricación, venta y mantenimiento, con buenos resultados, los comentarios siguientes seguramente pensamos le serán útiles.
Horno de temple al vacío
Primer paso: solicitud de la cotizacion
Al solicitar una cotización, nadie mejor que Ud. puede conocer los requisitos que deben tener sus productos tratados térmicamente. Un proveedor confiable, debe ser capaz de entender todas sus necesidades de tratamiento térmico a partir de la solicitud de cotización que le presente. Consecuentemente, su solicitud deberá ser clara, concisa y tendrá como mínimo los siguientes datos:
Proceso de tratamiento térmico a efectuarse en el equipo.
Forma, dimensiones generales y pesos del (los) producto(s) a tratar térmicamente.
Volúmenes de producción por hora, día o mes.
Número de horas disponibles para el trabajo de tratamiento térmico.
Material del que están construidas las partes.
Combustible disponible o en su caso, si la calefacción será por medio de electricidad.
Tensión eléctrica disponible en la planta.
Espacio disponible para la instalación del equipo.
Consideraciones especiales del manejo de la carga y la descarga.
Es conveniente que Ud. sepa que los fabricantes de hornos necesitan la información anterior para empezar a definir una serie de opciones del equipo que podría ser el más adecuado para sus procesos. Por ejemplo, la producción horaria define: Las dimensiones del espacio para calentar la carga, el tipo de horno, continuo o por lotes, la cantidad de calor a ser liberada en el horno, así como el método de carga y descarga y los dispositivos para acomodar o transportar la carga como charolas, canastillas o bandas transportadoras. Todo lo anterior influye, tanto en el costo inicial como en el de operación, porqué, a fin de cuentas, el costo del equipo propuesto y su funcionalidad, están en relación directa a las especificaciones de su solicitud de cotización.
Ah, y por favor, no trate de llevar a cabo todos los procesos de tratamiento térmico habidos y por haber en un único horno, ni tampoco quiera tomar precauciones de futuras necesidades de producción, de las cuales no tiene ahora ninguna certeza, ya que es difícil llevar a cabo en un solo horno varios procesos que involucran diferentes temperaturas, volúmenes de producción, etc. Un enfoque en este sentido conduce a equipos sobredimensionados y posiblemente fuera de su presupuesto.
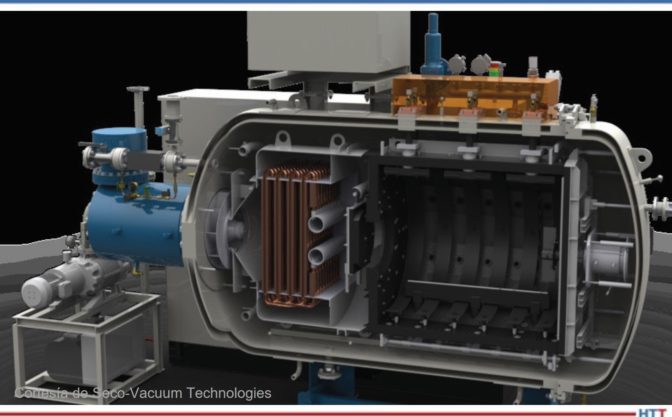
Horno de vacío para carburizado a baja presión
Segundo paso: selección de proveedores
Presente su solicitud de cotización, solamente a quien tenga la capacidad técnica y experiencia para preparar una oferta, que satisfaga dicha solicitud. Utilice siempre referencias de instalaciones previas, y de preferencia similares, o mejor aún, iguales a la que usted requiere.
El costo de los equipos para tratamiento térmico es elevado y representa un atractivo a empresas e individuos que consideran la posibilidad de obtener beneficios económicos. La verdad, es que el diseño y construcción de estos equipos involucra una considerable cantidad de ingeniería, resultado de costosas inversiones en investigación y desarrollo con retroalimentación de casos prácticos (los fracasos enseñan) que han sido aprovechados en beneficio de los clientes potenciales. En suma, no permita que sus necesidades sean el método de aprendizaje de un proveedor. Aquí es donde no hay sustituto a la experiencia.
De hecho, el proveedor con experiencia y sólida capacidad técnica es el único que estará en posibilidad de garantizar resultados desde el principio. Desde luego, a Ud. le interesa obtener resultados dentro de especificaciones, desde la primera carga que sale del horno, y no comprar excusas, promesas y retrabajos para corregir lo que de inicio está mal hecho. Quizá, con buenas intenciones, pero poca y en algunos casos, nula experiencia.
Tercer paso: estudio y evaluación de las ofertas
El proveedor responsable invertirá tiempo y dinero en el estudio y preparación de la oferta, porque no puede correr el riesgo de que su proyecto no cumpla su cometido. Ahora la responsabilidad de evaluar las propuestas recae sólo en Ud.
No hay proveedor responsable, que no haya sufrido la decepción de que su oferta sea leída de atrás para adelante. Nos referimos a que el precio es la primera línea que lee el cliente potencial. Hágase una pregunta: ¿Su necesidad primordial es, un precio o un equipo de tratamiento térmico que sea capaz de procesar las piezas para que cumplan sus especificaciones de su tratamiento térmico? La lectura cuidadosa de la oferta, le dará la respuesta a sus necesidades de producción y a la justificación del costo del horno. Si hubiese alguna sección que no sea de su completa comprensión, no dude en llamar al proveedor para que haga las aclaraciones correspondientes. Por favor, no malentienda. La inversión en equipos de producción es muy importante, pero más importante será que la inversión sea rentable.
El equipo para tratamiento térmico debe satisfacer una necesidad de producción y de ciertas especificaciones metalográficas. Consecuentemente, las dimensiones del espacio en donde serán colocadas las partes, quizá sea el factor principal en el diseño del horno. Esto se debe, a que los metales sólo son capaces de calentarse hasta una cierta temperatura, a una razón que está determinada por el método de calefacción, la geometría y acomodo de la carga. Sólo los proveedores experimentados, pueden hacer los cálculos correctos para que su propuesta satisfaga las necesidades de producción del proyecto, del que Ud. es responsable. Solicite al proveedor le muestre y explique la memoria de cálculo que conduce al dimensionamiento del sistema propuesto.
¿Cómo se soportan y/o transportan las partes dentro del horno? Éste es un punto de gran importancia, por el costo inicial de estos componentes y también por los costos del mantenimiento futuro. Conviene tener en cuenta que, cualquier mecanismo que trabaje a alta temperatura, siempre será problemático su mantenimiento y reposición. Las bandas de eslabones fundidos, por ejemplo, (de mayor costo inicial) soportan mejor y durante mayor tiempo, cargas pesadas en comparación con las bandas de malla metálica. Sin embargo, hay notable diferencia en los costos de componentes de aleación Cromo-Níquel, comparados con los de acero al carbón, pero su uso es prácticamente imperativo.
Los hornos tienden a deteriorarse rápidamente en cualquier lugar en donde haya fuga del calor. Asegúrese de que el diseño de las puertas sea el mejor posible para evitar esta fuga de calor y también de que su horno no tenga puertas que no necesita. Esto le ahorrará costos de mantenimiento.
Por lo que respecta al temple, los sistemas de circulación de agua o aceite son de extrema importancia, lo mismo que la capacidad del tanque. De lo contrario, el medio de temple puede sobrecalentarse y los resultados de su proceso, podrían no ser satisfactorios.
En un horno destinado a operaciones de baja temperatura (180 a 600° C), por ejemplo, procesos de revenido, es necesario disponer de un ventilador para la recirculación del aire caliente del horno. La uniformidad de la temperatura en las partes y la rapidez a la que se calientan las mismas, depende de la velocidad de la recirculación, del peso del aire y del diseño del horno que debe forzar el paso del aire en forma óptima, a través de la carga, con la utilización de mamparas deflectoras o plenos de distribución. En los hornos de alta temperatura (700 a 1200° C), la transferencia de calor depende de la radiación de éste hacia la carga y su superficie expuesta, por lo que un ventilador de recirculación no es necesario. El tratamiento térmico, es un proceso crítico en lo que se refiere a temperatura. Los pirómetros reguladores de temperatura deben tener la precisión necesaria.
Escriba sus dudas sobre la oferta y pida al proveedor que las aclare en forma extensa y por escrito. Las respuestas le facilitarán el hacer un segundo análisis de la oferta y compararla con otras ofertas; además, tendrá un registro para revisión por parte de otros colaboradores en el proyecto. Pida opinión sobre sus observaciones a las propuestas, pues uno tiende a pensar en círculos.
Solicite a los proveedores, le entreguen una lista de instalaciones similares a la suya en las que hayan intervenido. Generalmente, los colegas industriales se muestran imparciales en sus comentarios sobre la experiencia que hayan tenido con un determinado proveedor.
Finalmente, haga un cuadro comparativo, en la forma más objetiva posible. No pierda de vista que, frecuentemente las ofertas no incluyen algunas cuestiones subjetivas, que pueden ser importantes para una selección final. Por ejemplo, es probable que algunos proveedores tengan mayores conocimientos y experiencia en ciertos procesos, sencillamente porque han invertido tiempo y dinero para encontrar las mejores soluciones al proceso y Ud. podría verse beneficiado con esas experiencias.
Cuarto paso: el precio
Seguramente, ahora que ha comprendido el alcance de las propuestas que ha recibido y que cumplen con sus necesidades de producción y calidad, se dará cuenta que aún así habrá diferencias entre sus distintos proveedores que podrían llegar a ser significativas.
Este es el momento en que un fabricante de hornos industriales podrá justificar sus costos. Y usted sabrá si ha realizado su oferta pensando en Ud. como un futuro cliente satisfecho o únicamente en los beneficios económicos que la venta le reportará.
Conclusiones
Son innumerables los casos en que los equipos fueron mal seleccionados: “La sub-estación y/o la torre de enfriamiento no tuvieron capacidad”, “El equipo no es lo que esperábamos”, “Nunca nos dijeron que el horno necesitaba gas en esas capacidades”. Estos son sólo algunos de los comentarios que todos hemos escuchado.
Tómese todo el tiempo que requiera para analizar sus opciones, piense el porqué hay diferencias de un proveedor a otro y solicite que le sean aclaradas. Pida a sus proveedores las opciones a las que puede acceder con el equipo que está solicitando y que éstas sean cotizadas como eso: opciones. No se olvide de solicitar las refacciones que pudieran ser utilizadas durante el primer año de operación de su horno.
Para finalizar, sólo el tiempo dirá si al seleccionar sus hornos, éstos funcionaron como se esperaba.
Sinceramente, esperamos que estas recomendaciones le orienten en la selección de hornos industriales para tratamiento térmico y estamos seguros, que así será. Seguro que debe haber más preguntas relacionadas con este tema, no dude en contactarnos para obtener ayuda.
Sobre el autor:
Expertos en hornos. Representantes de diversas compañías fabricantes de hornos industriales, partes de refacción y equipo de combustión. Con más de 55 años de experiencia en la industria y consultores. Carlos Carrasco es fundador y expresidente del capítulo México de la ASM International.
Marcin Stokłosa Project Manager Nitrex Poland LinkedIn.com
ELVIAL S.A.,a large aluminum extrusion company in Greece, has purchased an aluminum extruder furnace to meet needs created by their plant's expansion and increasing manufacturing capacity.
"This additional NX-815 E furnace [. . .] will help increase the production of building materials by the company," says Marcin Stokłosa, project manager at Nitrex. "The first furnace has been operational since 2016."
The NX-815 E is a retort furnace used for extrusion. It operates with NX connect software, and uses the NITREG-C (nitrocarburizing) and NITREG (gas nitriding) technologies for dies extrusion. The order also included a lifting device. All processes for this furnace are compliant to AMS 2759/10.
An ELVIAL representative cited good equipment, technology and service to explain why ELVIAL chose to do business with the supplier this second time.
Looking for Endothermic generators? See listings for equipment and services in the Heat Treat Buyers Guide
As Heat Treat Today takes the rest of the week off to enjoy a full harvest filled with family and friends, we want to be sure that we let you know how grateful we are to serve and support you in your heat treating needs. This year, we rejoice in the friendships, successes, and wonderful people God has blessed us with in this industry.
Be blessed this Thanksgiving, and we'll see you bright 'n early on Monday, November 29th.
Two German companies, with international reach and North American locations, signed a long-term cooperation agreement to further technical development and marketing of fluidized bed technology for the heat treatment of metal components. The partnership between the two companies focuses on combining innovative quenching processes with fluidized bed technology.
Ralf Giebmanns (PEER Energy) and Andreas Guderjahn (Schwing Technologies) want to further advance heat treatment processes and develop new resource-saving and cost-cutting processes with the new G4Q® bath medium
Specifically,PEER Energy GmbH and Schwing Technologies GmbHwill research results and developments of heat transfer rates. The application focus is on faster and more uniform heating and cooling processes for metal parts with the aim of conserving resources and further reducing unit costs.
"We are pleased to cooperate with Schwing Technologies. Together with the proven technology leader for fluidized bed heat treatment and with our latest approaches, we want to open up opportunities in new heat treatment markets," emphasizes Ralf Giebmanns, managing director of PEER Energy. Andreas Guderjahn, heat treatment expert at Schwing Technologies, adds: "We will make use of the extensive knowledge and vast experience of the PEER Energy team for the analysis and design of heat treatment lines and jointly develop innovative processes."
By means of heat treatment, the mechanical properties of conventionally or additively manufactured components are adapted to their static or dynamic application requirements. In this context, the proven and established fluidized bed technology is known for its superior temperature uniformity, robustness and flexibility. It scores particularly well when it comes to high throughput with consistently high quality.
Carbon/carbon composite. What is it? Why is the vacuum furnace industry excited about its use in graphite vacuum furnace fixtures, grids, and leveling components?
In this Technical Tuesday, originally published in Heat Treat Today’s November 2021 Vacuum Furnaceprint edition, explore this new material game changer and learn about its versatility in this informative article by Real J. Fradette, senior technical consultant, Solar Atmospheres, Inc., and Roger A. Jones, FASM, CEO emeritus, Solar Atmospheres, Inc.
Roger Jones, FASM, CEO Emeritus, Solar Atmospheres, Inc. Additionally, Real J. Fradette, Senior Technical Consultant at Solar Atmospheres, Inc.
Introduction
The vacuum furnace industry has searched for many years for the ideal material to be used in fixtures and grids for processing workloads at elevated temperatures. The support structures should be lightweight to achieve desired metallurgical results during the cooling phase of the process cycle. These lighter-weight supporting members will also result in overall lower processing costs due to shorter heating and cooling portions of the overall furnace cycle.
The latest and most successful material used in graphite vacuum furnace fixtures, grids, and leveling components is a carbon/carbon composite (C/C) structure. Graphite is an allotrope and a stable form of carbon.
Carbon/Carbon Composite Material
Carbon fiber reinforced carbon matrix composites (C/C composites) have become one of the most advanced and promising engineering materials in use today. These C/C composites consist of two primary components: carbon fibers and a carbon matrix (or binder). They are among the strongest and lightest high temperature engineered materials in the world compared to other materials such as basic graphite, ceramics, metal, or plastic. C/C composites are lightweight, strong, and can withstand temperatures of over 3632°F (2000°C) without any loss in performance.
Ingots processed with graphite support members
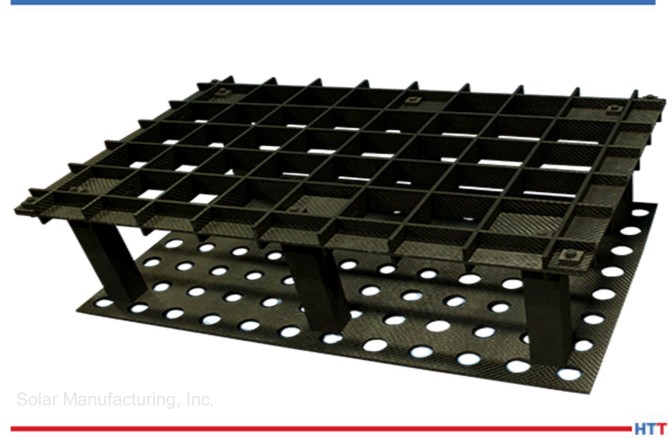
Typical Carbon/Carbon Composite Two-Tier Fixture
Properties of Carbon/Carbon Composites
C/C composites are a two-phase composite material where both the matrix and reinforced fiber are carbon. C/C composites can be tailored to provide a wide variety of products by controlling the choice of fiber type, fiber presentation, and the matrix carbon/carbon composite. They are primarily used for extreme high temperature and friction applications.
C/C composites combine the desirable properties of the two-constituent carbon materials. The carbon matrix (heat resistance, chemical resistance, low-thermal expansion coefficient, high-thermal conductivity, low-electric resistance, low-specific gravity) and the carbon fiber (high-strength, high elastic modulus) are molded together to form a better combined material. The reinforcing fiber is typically either a continuous (long-fiber) or discontinuous (short-fiber) carbon fiber type.
CFC design fixturing for medical implants
Summarizing Properties of Carbon/Carbon Composites
Excellent thermal shock resistance
Low coefficient of thermal expansion
Excellent thermal shock resistance
High modulus of elasticity
High thermal conductivity
Low density (about 114 lb/ft³)
High strength
Low coefficient of friction (in the fiber direction)
Excellent heat resistance in nonoxidizing atmosphere. C/C composites retain their mechanical properties up to 4982°F (2750°C)
High abrasion resistance
High electrical conductivity
Non-brittle failure
Benefits of C/C composites
The carbon fiber matrix can be used to create racks, plates, grids, and fixtures for vacuum heat treating applications.
Various Configurations of C/C Used as Fixtures and Grids
Below are several examples showing different applications of how C/C component graphite materials are used in typical vacuum furnace applications:
347 screens: 347 screens that were annealed at 1875°F in partial pressure nitrogen. The screens were too wide for our normal furnace grid, so we used graphite fixturing to get the screens into the center of the furnace to accommodate the width. The graphite also allows for the screens to settle flat during the heat treating.
Titanium aerospace components: Very intricate and precise graphite fixturing designed to minimize warpage during the solution age heat treatment of these 5-5-5-3 titanium aerospace components. The fixturing was manufactured by 5-axis machining equipment and it allows the part to move during the heat treatment and then settle back into the exact contour of the fixture.
Steel aerospace components: 4340M aerospace components hardened and tempered in partial pressure nitrogen. Graphite fixturing was used to minimize distortion and holes were machined into the graphite plates to help with the cooling phase of the cycle.
Titanium ingots: 10-2-3 titanium ingots homogenized at 2350°F for 24 hours in high vacuum, 10-5 Torr. Each ingot weighs about 10,000 pounds. The fixturing serves two purposes: it keep the ingots from rolling during the heat treatment process, and it also contours to the shape of the ingot so there are no flat spots after the homogenization.
Titanium strips: Titanium strips annealed at 1450°F and aged in high vacuum, 10-5 Torr. Strips were placed on a laser leveled graphite plate to maintain flatness during the run.
Ingot fixtures: These are graphite support members that are used to process the ingots on the first page of the article. They maintain the shape of the ingots while providing support.
The above images are just a small sample of the many supporting graphite designs that have become so critical in vacuum furnace processing. C/C component graphite material can be readily machined for special shapes and applications. We look forward to finding many more ways to successfully use these graphite components.




 A worldwide supplier of high-temp piezo ceramics in the military, aerospace, and medical fields will receive a floor-standing, high-temperature, silicon carbide furnace. The furnace, powered by high-density silicon-carbide elements, will be used for processing glass products to 2,500°F.
A worldwide supplier of high-temp piezo ceramics in the military, aerospace, and medical fields will receive a floor-standing, high-temperature, silicon carbide furnace. The furnace, powered by high-density silicon-carbide elements, will be used for processing glass products to 2,500°F.