What's most important when heat treating: time, quality, costs, aesthetics?
With competing demands, you need to discern when cleaning parts pre- or post-heat treat is a beneficial, or even necessary, step. In today's Technical Tuesday, provided by SAFECHEM, dive into this topic -- to clean or not to clean -- and examine 6 easy questions you can ask yourself when planning any heat treat load.
Is Cleaning a Must in Heat Treat?
The answer is neither a simple "yes" nor a simple "no" – it depends.
In the past, cleaning has not been given much attention to in heat treatment, and the step is often bypassed. However, the attitude is slowly changing. On the one hand, product specifications and higher quality requirements are driving the demand for cleaner products – both visually and qualitatively. On the other hand, evolving materials used in upstream manufacturing has amplified the need for cleaning. Environment-friendly cutting fluids, for example, can go deep into the substrate where their complete removal is necessary to ensure successful thermal treatment.
Contact us with your Reader Feedback!
But still, the question remains: should you clean or not clean?
To answer that, we need to differentiate between cleaning pre-heat treat, and cleaning post-heat treat.
The main goal of cleaning pre-heat treat is to remove upstream contaminants such as cutting oils, coolants, chips and dust to ensure a clean, smooth surface. Their remnants could otherwise become baked on surfaces which might require costly processes to remove. Pre-cleaning is also key to protecting the furnaces. It prevents the formation of smoke and oil vapors resulting from burned oils, which in itself is also an environmental and worker safety issue.
Pre-Heat Treat Cleaning Key To Nitriding and Carburizing
The reality is that the majority of heat treaters have not fully recognized the need for cleaning prior to heat treat (with the exception of brazing). And this is of particular concern for demanding applications such as nitriding and carburizing, where a cleaned surface is fundamental to achieving good heat treat results.
"Cleanliness conveys quality, standard and care, while also offering protection to critical furnace equipment. For certain heat treat applications, including gas nitriding, ferritic nitrocarburizing and low pressure carburizing, cleaning is almost non-negotiable. For others, cleaning could be a competitive advantage that helps differentiate your products." Photo Credit: Adobe Stock
Insufficient cleaning can lead to challenges such as non-uniform layers, soft spots and stop-off paint issues. Particularly with nitriding, spotty nitriding layers may not be obvious to the eyes and can only be detected under microscope. Phosphate additives in corrosion inhibitors can also work themselves deep into the surface of deep drawn parts, which can cause spotty nitriding patterns if not removed properly.
When it comes to cleaning post-heat treat, cleaning is a standard step after oil quenching where most heat treaters rely on water-based systems to do the job. Of course, it is common knowledge that water and oil do not mix well, so residues could still remain. Therefore, how clean the parts need to be will depend very much on the end-use application (e.g., will the parts be shipped to clients? Will they be machined further?) as well as client quality requirements. Medical applications, for example, would have strict residual particle size limitations in place.
The Real (Hidden) Risk of Not Cleaning
Tackling a heat treat failure where cleaning is an apparent contributing factor needs not be problematic. The real challenge lies in cases where the heat treat process seems to have worked – while in fact it has not.
Complaints about unexpected nitriding/carburizing layers, or component problems with equipment, can arise when parts are in the final assembly, are already in use, or are even out there for many years. The link between these issues and (the lack of/insufficient) cleaning can become very hard to detect by then.
Hence, the pain point for heat treaters does not have to be “in the present.” Client claims issues that come back to bite in the future represent a far greater risk, precisely because of their unpredictability. Cleaning should not be taken lightly because it can mitigate future problems that heat treaters are not necessarily aware of at this point.
The Bottom Line Is This . . .
Cleaning is good housekeeping. Cleanliness conveys quality, standard and care, while also offering protection to critical furnace equipment. For certain heat treat applications, including gas nitriding, ferritic nitrocarburizing and low pressure carburizing, cleaning is almost non-negotiable. For others, cleaning could be a competitive advantage that helps differentiate your products.
When assessing your need to clean, consider these questions:
What would be the cost of not cleaning? I.e., what damage could potential claims cause in terms of money, time, delays, client trust and corporate reputation?
What are the costs to maintain/replace your furnace?
What are the technical justifications?
What are your client expectations in terms of quality, aesthetics, and applications?
What are your corporate standards in terms of health, safety and the environment (HSE)?
Are you producing parts for high-value manufacturing sectors such as aviation, automotive, or medical devices, where your product quality can make or break your business?
Needless to say, cost will be a key driving factor. Do you have a high enough utilization rate to justify the cost of investing in a cleaning system? If not, outsourcing to job shops could be a potential option.
If you do have the cost argument to invest in an in-house solution, do not cut corners! Don’t be tempted to choose the cheapest cleaning option available. Companies do that and realize years later that the system is not working properly and have to shell out another large sum to upgrade their equipment. Because it is not always obvious that your heat treat failures are a direct result of poor cleaning, as a best risk mitigation policy, take a step above rather than a step below – no one loves paying twice!
In the age of new technology, KarenGantzer, managing editor of Heat Treat Today, reflects on a year of "pivoting" to make heat treating content deliverable over the best media. If you don't know about the ebook library and podcast videos on the website, find out what Karen has to say about launching these helpful products.
This article first appeared inHeat Treat Today's December 2021 Vacuum Furnacesprint edition. Feel free to contact Karen Gantzer at karen@heattreattoday.com if you have a question, comment, or any editorial contribution you’d like to submit.
Karen Gantzer Managing Editor Heat TreatToday
Several years ago, I remember hearing glowing reviews about the Barnes and Noble Nook. How wonderful it was to take one device that could hold numerous full-length books instead of actually having to physically carry all of them! Wow, little did we know then how the advent of the Nook, and eventually the Kindle, would not only revolutionize reading for pleasure, but also the way in which we learn and take in information.
As you know, Heat Treat Today believes that people are happier and make better decisions when they are well informed. That often includes pivoting to ensure we are covering all bases to get the information out there. It was with that belief that Heat Treat Today jumped into the ebook realm. There is always excellent technical information to share that will be helpful to you, and ebooks provide a beneficial and user-friendly platform. It’s a win-win for both the authors and readers. And an added bonus is that you don’t even need an e-reader or app to read any of our ebooks. Just download the book on your device and you’re set to go.
There are two titles currently in the Heat Treat Today ebook series. The first one is Hydrogen Generation and Its Benefits for Heat Treaters. It shares useful information about generating your own hydrogen, a key reducing agent in thermal processing atmospheres. Presently, it has almost 350 downloads. The second, High Pressure Heat Treatment: Leading the Renaissance of Hot Isostatic Pressing, explores high pressure heat treating through the many facets and advances of hot isostatic pressing and has 225 downloads. Both were written in cooperation with Nel Hydrogen and Quintus Technologies, respectively.
Keep an eye out for new titles because coming soon to your virtual ebook shelf are books covering AMS2750F and CQI-9 Rev.4. Both are based on the highly popular Heat Treat Radio episodes that discuss these relevant and important standards.
Not only do we have options for the readers, but we also have compelling and informative video formats for those who like to watch and listen. Heat Treat Radio has recently produced special video episodes. One, with close to 300 interactions, is Heat Treat Tomorrow: Experts Look Forward 10 Yearsthat Heat Treat Today partnered with Eurotherm to produce. It includes a panel of 5 experts who address questions about the next 5–10 years in the heat treat industry, specifically focusing on the trends.The latest video, with 71 downloads, is Heat Treat Tomorrow – Hydrogen Combustion: Our Future or Hot Air? In it, Doug Glenn talks with 5 industry experts who address questions about the growing popularity of hydrogen combustion and what heat treaters need to do to prepare. In fact, you can read part of the transcript on page 34.
Heat Treat Todayis here to help you in whatever way we can. So, if you’re interested in collaborating on an ebook or video or have a topic suggestion that is a must for everyone to hear about, please contact me at karen@heattreattoday.com.
In order to meet increasing market demand, a global auto manufacturer is including the installation of a second automated nitriding cell to help expand production capacity of automotive parts. The capital equipment will allow the client to bring the production process in-house for greater control, flexibility, and enhanced effectiveness.
This is the client's third order from Nitrex and second nitriding cell installation in this phase. Nitrex will undertake almost all aspects of the cell for 24/7 lights-out manufacturing: furnaces, charge cars, loading/unloading and magazine tables, and auxiliary equipment (e.g., atmosphere neutralizer, water cooling stations, charge cooling station, etc.). All equipment will be connected to the Protherm 9800 automation platform for automatic handling and processing, which improves workflow efficiency, process reliability, furnace utilization, work order tracking, and real-time performance metrics.For this latest order, six continuous flow-through nitriding systems, furnace model NXHL-910512, were ordered to create the fully automated cell, which is responsible for automatic loading/unloading, processing, and transport. Delivery is planned for August 2022, and the cell should start operating in autumn.
"This chain of events helps increase the plant’s efficiency and productivity: the cell selects the furnaces in which it is possible to place consecutive batches or delivers the batches to several furnaces to process. Since charges are transferred to a cooling station outside the furnace, the furnace can continuously process batches without affecting the workflow and productivity," adds Nikola Dzepina, the executive of International Accounts. "This is a huge process simplification for the furnace operator and enables an automatic and autonomous operation of the area of the plant that controls surface treatment, allowing to increase productivity but also to maintain the repeatability of results."
L&L Special Furnace Co., Inc. model GS1714 Photo Credit: L&L Special Furnace Co., Inc.
A worldwide manufacturer of catalytic convertors, medical devices and pollution environment controls is set to receive 10 bench-top lab furnaces that will be used as part of a precious metals recovery system. The assay division recycles many parts that were originally deployed as catalytic convertors for diesel motors, medical components, and electrical parts.
The precious metals are burned out of the existing product and placed in crucibles. The crucibles are heated in the L&L Special Furnace Co., Inc. model GS1714 at temperatures between 1,800°F/982°C and 2,200°F/1,204°C. This allows any impurities in the metals to rise to the surface and be removed for further refinement. The model GS1714 has an effective work zone of 10” high by 15″ across by 13″ deep.
Quenching is typically associated with oil, water, or high pressure gas quenching. But Bill Disler from AFC-Holcroft suggests that we not forget about salt quenching. It is good and it is green. Listen as he and Heat TreatRadio host, Doug Glenn, walk through the benefits and drawbacks of an oft-forgotten form of quenching.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): First time, welcome to Heat TreatRadio.
Bill Disler (BD): Thank you very much, Doug.
DG: It’s good to have you and it’s about time we had you here. I’m pretty sure, this is your first time on Heat TreatRadio, but you’ve written several articles for us, all of which have been very well received, so we appreciate that.
If you don’t mind, give our listeners a brief introduction to yourself and your history in the heat treat industry.
Doug Glenn, host of Heat Treat Radio, and Bill Disler, president and CEO of AFC-Holcroft, talk about the goodness and greenness of salt quenching.
BD: Sure. I started out in heat treat back in 1987 I’ve been in the industry for quite a while. I came out of college with an electrical engineering and math computer science degree and ended up working at Holcroft back then. After a short period of time as an electrical engineer, I ended up over in China helping debug some control systems and my 6-week stint turned into 2 years. It gave me a jump start with some appreciation hands-on with furnaces, building furnaces, pushers, continuous and batch and rotaries.
Over the years, I’ve done quite a few different things from managing an advanced controls group, estimating sales and had a little stint outside of heat treat with a German company called Dürr (when Holcroft was going through some ownership transitions) and that gave me a little bit of a nice perspective, I think, outside of heat treat, so when I came back to AFC-Holcroft (after they acquired Holcroft), it opened my eyes to some things. I love the heat treat world, but we’re not always the fastest moving with technology, so that gave me a little bit of an insight with what the automation lines for building engine blocks and heads and things were all about.
Along the way, I was president of ALD-Holcroft, which was a joint venture between ALV (the German vacuum carburizing group) that gave me a lot of insight into a different form of process where mainly atmosphere and vacuum carburizing and gas quench. On the way through the journey, I ended up in the corner office at AFC-Holcroft. I’m still an engineer and a little bit of a sales guy at heart, I think.
DG: How long have you been president of AFC-Holcroft?
BD: That’s a good question. I think it’s been about 8-9 years now. From before we went through the transition with the acquisition into the AICHELIN Group, which happened in July of 2016, which is already almost 5 years, I guess, and several years before that.
DG: Good, and you’re out of Wixom, Michigan in the Detroit area.
BD: We have plenty of global entities and partners, but home base for the engineering team and me is Wixom, Michigan. It is not very far from where Holcroft started in downtown Detroit in 1960.
DG: Let’s jump into our topic today. We’re going to talk about quenching. Heat Treat Today has down a lot of different articles on various types of quenching, most of them have been focusing in on either high pressure gas quenching, oil quenching, and maybe some polymer water type quenching. We’re going to talk, today, primarily about salt quenching, but, if you don’t mind, give us the 30,000-foot view on some of those more chic, popular, newer types of quenching, if you would.
BD: Quenching, obviously, is for our customers and our listening group and, I assume, one of the most critical things in a lot of our heat treat processes. Since I’ve been involved in heat treat, which has been a few years, there has always been focus on different types of medias to quenchant. Over the years, I’ve come to look at quenching as a basic thermal heat transfer process. As we talk about salt eventually, we can talk about some of the other processes and some of the fundamentals that people don’t always understand about, say, oil. Frankly, we, and the general population of people that carburize and quench, generally it’s oil that’s the common quenchant. It is still, far and away, the most popular from anything else out there. Oil is a very flexible quenchant. It’s tried and proved. It’s predictable. But it does have one challenge and, I think, this ties into the evolution into gas quenchant.
The challenge with oil is it boils. As you take a hot part and put it into oil, the reason we all focus of quench agitation, too much speed and too little, is to try to take the oil past the part before it boils. The reality is you just can’t do that. You can help it, but there is always going to be a vapor phase. The challenge with that is the non-even heating of heat transfer into a liquid versus heat transfer into a gas is significantly different. You’ve got two phases with oil that you’re quenching the parts into. What’s probably the most common concern with quenching is distortion.
Over time, I think, that’s the introduction of gas quench. The evolution of trying to control distortion is mainly from oil, I’ll call it a two-phase quench, where you have liquid, heat transfer and a gaseous heat transfer taking place to a single-phase quench. When you compress gas, it’s already a gaseous phase. If you get into an 18-bar quench, say, the higher the pressure, the better the heat transfer, but it’s a single-phase quench which means, generally, you don’t have that big differential and temperature when you’re quenching parts, so your distortion tends to improve.
The challenge with gas quenching is that even at higher pressures, 18-bar or reasonable pressures, in a cold chamber going from a hot chamber to a cold chamber quench (like on the larger systems that are used in some of the automotive gears) the heat transfer coefficient is still not very good so you’re just not able to take enough heat away fast.
That was really the big evolution in the introduction of gas quenching, which I tend to talk about separate from vacuum carburizing. But the gas quench element was all about distortion control. Transmission gears in automotive, they were hoping to go from oil quench, where they had to get the distortion and hard grind them (which is very expensive), to gas quench and then they wouldn’t have to grind. The reality is, generally, they still grind today, but the gas is a better heat transfer media when it comes to distortion in oil because it’s single-phase. It just can’t take a lot of heat out fast. That’s where we’re seeing salt come back into the picture, even for martensitic-type quenches.
If we look at that evolution, we went from oil to gas quench for distortion, but now, a lot of the challenges people are seeing are that the heat transfer rate limitations (you’ve got to go to very light trays and carbon fiber fixtures and things like this) it’s got its limitations. Also, for certain parts, it could just be too thick to take the heat away quick enough to be successful. The other big thing is, it’s not cheap. You’ve got very complex high-pressure chambers, 300-horse motors and so on.
DG: Right. You’re sucking down the electricity, we know that for sure, with the high horsepower motors, typically.
BD: Yes, and unfortunately, they must cycle. In a big plant, it’s one thing having a lot of power consumption, but it’s another thing where you have these high horsepower motors starting and stopping all the time. It’s not usually things that our customers like, but clearly, it’s an acceptable heat transfer quench system, and for the right set of parts, it can be a very good fit. I think that we’ve gone through an evolution where a lot of customers went from one type of quenching into this and we’re seeing a lot more activity with them saying, “Wow, you know, we really like the distortion control, but what else is there?” This is where salt starts coming back into the mix.
DG: Which is what we really want to talk about. I think that’s probably a good segue, Bill, to get over into it. Salt quenching. What is it? I don’t know that a lot of people use it, so please explain it for the uninformed.
BD: A lot of people I’ve known in the heat treat industry for a long time, when I bring up salt, they ask, “Why are you bringing up salt? That’s nasty stuff. We don’t want to use that.” First, I guess I should start out saying we’re talking about salt quenching. Historically, when people talk about salt, they talk about high temperature salts, as well, that had cyanide and things like this in it. Nasty animals.
DG: For salt bath heat treating, is how you’re heating it up, but we’re not talking about that.
BD: Correct, we’re not talking about that. We’re talking about using conventional atmospheric equipment and then quenching instead of oil or polymer or gas or something else and taking it into molten salt.
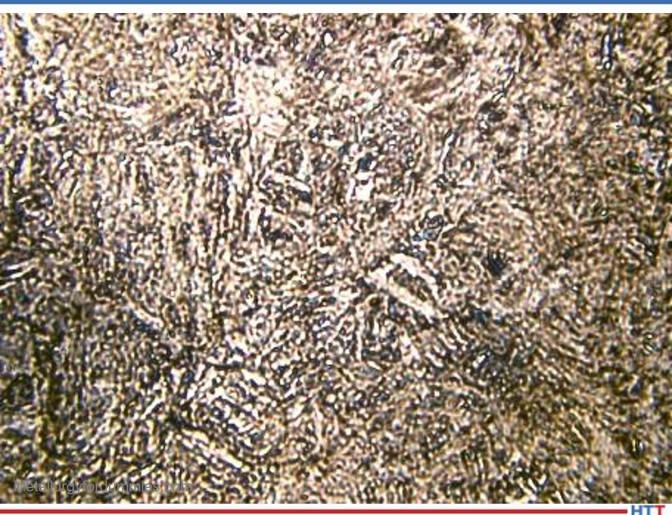
I’d say, in general, the most common thoughts with salt are to use it for bainitic quenching. If you’re quenching into a bainitic structure, salt has always been the only way to do this.
“If you’re quenching into a bainitic structure, salt has always been the only way to do this.” -Bill Disler Photo Credit: Metallurgy For Dummies
The reason is you can take it up into the temperatures where you form bainite, which I’ll say is often 600 or 700°Fahrenheit, where they’re using salt to quench into a bainitic structure versus martensite which is a lot of our conventional heat treat. I’ll call it a bit of a specialized process, but it’s very common. All your spring steels and a ton of parts are better bainitically quenched.
In general, you’ll see a lot of mesh belts doing stamped parts in a molten salt. Most of those are in the bainite — spring clips, retaining clips and things like that. But you also have batch systems that have the ability to quench into salt-type environments. Still, I’d say the majority are in the bainitic quench. But what we’re seeing the growth into, and much more activity, is martensitic quench. I’ll just say “transmission gears” for the sake of an example. What people might not realize, and it wouldn’t be appropriate to name the company, but one of the big three in the day, an American automotive company, prior to going to gas quenching, back in carburizing, all of their transmission gears were quenched into salt. Rows and rows of pusher furnaces into salt quench to get martensite. The benefit of that, that they saw -- and I’ll say that these lines were built in the ‘70s and the ‘60s -- so this isn’t new, they were using molten salt to get martensitic quenching in transmission gears because it was less distortion than oil. Then, their evolution was to go into with some of the German dual clutch transmissions came gas quenching.
Interestingly enough, some of those folks are now saying, “Wow, that was really expensive. I’ve got this equipment for 10+ years and maybe I should revisit some of the other stuff that used to give us the same distortion in martensitic.” This, I think, is the journey that salt has gone through. It is not a new process; it’s been around for a lot longer than I’ve been in the business. But it does have a stigma of "dirty" which is, I think, maybe unfair. And, if it’s confused with high-temperature salts, then it has an environmentally unfriendly feel to it.
DG: I want to talk about that. I want to talk about the “greenness” of it in just a second.
You’ve given us a sense that it’s been around for quite a while, salt, and salt quenching, but let’s talk about some of the advantages.
BD: To me, sometimes it’s easier for somebody to be able to visualize what’s happening in a quench and then these pieces fall into place. Let’s say you used the example of parts with significantly different thicknesses. They can be challenging for any kind of quench media. But the big thing that causes distortion and can cause different problems is the vapor phase of oil. So, we’re going to compare to oil. If you think about the things that happen when you get a vapor film or some bubbling on the surface of a part, it’s all about uneven heat transfer. I use the example of — if you want to take something out of your freezer and thaw it, you have to sit it on your kitchen counter in the air and how long will it take to thaw or put it in some water. It’s a radical difference in heat transfer between a gas and a liquid. This is what happens when you get a film boiling with oil. We do a lot of things to minimize that, that’s quench agitation. But if you have a big, thick piece of material here and a thin piece here, this is going to give up its heat quick really quick, this one may not. You’ve got to get into the core that you’re still taking heat out. There’s a heat transfer rate and I’d say that salt, at a quenching temperature of maybe 350 degrees, is going to have, roughly, about the same heat transfer rate as oil. It’s not about heat transfer as much as the fact that it is all uniformly cool.
Even if the heat treat transfer coefficients of oil versus salt were similar, the reality is, in a quench you’re not getting the liquid heat transfer rate in oil in all aspects of the part, and so those areas cool much slower, where salt won’t boil. That’s the key: salt doesn’t boil in the temperatures we’re dealing with so it’s always a liquid heat transfer rate.
DG: Right. In a sense, with oil, you think you’re dumping it into a liquid, but the fact of the matter is, for some fractions of a second or fractions of a minute, you actually have a gas quench going on there, if you will, because of the vapor, right? You’ve got an insulating layer there that is preventing the liquid from actually hitting the metal, so you’re getting ununiform quenching.
BD: Yes. Let’s say you’ve got a ring gear or something. Like everybody, you’ve got flow of oil coming into the bottom. You might be getting nice liquid heat transfer here, but what’s on the other side where you’ve got a little less flow and you’ve got a bigger vapor barrier on that side and, guess what? that’s what makes the gear bed. So, whether or not we’re talking about a gas quench or a salt quench, the characteristics of the quenchant are the same, they’re a single phase and that brings a huge amount of benefits in heat transfer. You could talk about something like a “blind hole,” it’s hard to quench a blind hole. As an example, it’s hard to carburize or quench a blind hole. That’s one thing. Let’s say, for instance, in a blind hole, a good argument for vacuum carburizing, if that’s a big issue and you need to carburize inside of it, because vacuum carburizing can probably get inside more than endo. But when it comes to quenching, they’re hard to get into either way, but imagine oil getting into a hole that’s very hot.
What’s going to happen? You’re going to get boiling in that hole. I’m not saying that salt’s going to cure all those problems, but you don’t have it boiling trying to get into the hole. You’ve still got to get the fluid into the hole, which is a problem, but you don’t have the vapor that’s pushing it back out. In those cases, it’s very much a case by case. I think that the physics of salt, and if people can visualize what’s happening when you’re quenching, it’s not magic, it’s just that it’s a single-phase quench and that brings a lot of benefits. It’s a single-phase quench with much better heat transfer rates than, say, 18-bar nitrogen. This is where you can use it in places where you can’t gas quench a part. If you’ve got a thicker part and you can’t get the heat out of it in the gas quench, you may very well be able to get the distortion benefits from salt, but still get the heat transfer rate that you need to quench out the part.
DG: One of the things you mentioned, Bill, with oil, was that the reason you engage in a lot of the stirring of the quench, the agitation, and things of that sort, is to help keep that to, hopefully, eliminate the vapor stage and keep the oil flowing over the part, so that helps with the distortion. Do you have to do the same thing agitation-wise with salt or do you do the same thing with salt? Do you agitate to quench, as well?
BD: We still want to be moving the salt past the parts just like any media. It’s not as much a worry about boiling, but we’re still transferring heat into the salt. You want to take that heat and move it away from the parts. Agitation is the vehicle to do that. You were talking about uniformity before, the tank uniformity of a salt quench versus an oil quench, it’s all about the same. We can hold uniformity throughout. The bigger thing is instantaneous temperature rise with the quench which is a different topic which is really a function of the volume of the tank. I’d say, we still want to move, in most cases -- and it’s not as sensitive if you’re in a mesh belt where you’re dropping parts down through a tank, you might not need that agitation -- but, in a batch or a fixtured, continuous load, we definitely would want to still agitate the salt.
DG: Primarily, to keep the cooler salt, if you will, coming by which therefore can increase your heat exchange and heat extraction.
BD: Right. Your heat transfer rate would stay constant because you’ve got the same temperature salt through it.
DG: I’ve got one other quick question: Oil quench runs typically at what temperature? What temperature do you keep the oil quench bath and what temperature do you keep the salt quench? Are they roughly the same?
BD: No, they can be significantly different. It depends on lots of things, but I’ll say that we typically see oil running from 120–150°Fahrenheit up to 350°Fahrenheit. In fact, we’ve had customers run over 400°Fahrenheit with special oil, but generally, you’re up into the flashpoint of the oil and it’s not really a great idea. Those are all martensitic quenches. Remember, oil can’t get you bainite; you can’t go high enough in temperature to get a bainitic quench. If you’re quenching it to bainite in salt, which is still very common, you’re above the martensite start point for materials which, of course, depends on the alloying of the material, call it 400°Fahrenheit, roughly.
Above those temperatures, salts are very comfortable, and they’ll run up to 800° with no practical limit, but there is no need to go much higher than that for bainite. If you wanted to get into martensitic quenches, you’re going to be down around the 300-degree temperatures. You can’t go to lower temperatures with salt. Your realistic lower point would be about 300° which I tell anybody looking at it, you’ve really got to look at your parts, your alloy and everything else to make sure it’s still a fit. But, in most cases, that can give people what they’re looking for. It’s not a “one size fits all.”
DG: Right. That was one of my questions: Just how low can you go?
BD: You could, arguably, go down to maybe 250, but the lower temperature salts don’t behave that well, so I’d say probably in the 300–350° range. That is also probably for a customer that is looking to optimize distortion control, as long as they can get the hardenability at those temperatures of their materials and so on. That’s probably the sweet point for trying to minimize distortion. But it is always a balancing act because you’re still at a temperature that is higher than some of the colder oils. There could be some parts that simply may not be a great fit, that’s why we have to look at them on a case by case.
"The other big thing that’s very important is that in the current systems, we reclaim close to 99% of the salt. If you look at an oil quench, you go into an oil quench, you come out, you wash the oil off, and it ends up in a washer kind of messy and homogenized and we have skimmers of various types and then you get this sludge that you must get rid of." - Bill Disler, AFC-Holcroft
DG: Another thought that jumps to mind is that you don’t have a flash point with salt, I assume.
BD: Not in the temperatures we’re working with.
DG: Is salt quenching green?
BD: Yes. As we said before, I think the first reaction of the average listener when I say, “yes” is: That guy doesn’t know what he’s talking about! We’re dealing sodium nitrite/sodium nitrate salts. I won’t go so far as to say it is exactly what your table salt is, but it is not that different. There is no cyanide in it, there are no "nasties" in it. Depending on where you are, small quantities can probably go down the drain, some places not. You’re not going to dump down a bunch, obviously, but it is not like oil.
The other big thing that’s very important is that in the current systems, we reclaim close to 99% of the salt. If you look at an oil quench, you go into an oil quench, you come out, you wash the oil off, and it ends up in a washer kind of messy and homogenized and we have skimmers of various types and then you get this sludge that you must get rid of. With salt, you’ll come out of the quench with some liquid salt on it, you’ll go into a washer but that salt then dissolves back into the water. Generally, there is a multiphase wash with a wash/rinse/rinse. Then, after we get a certain percentage of salt in the wash solution, we thermally evaporate the water off leaving the salt back where it can be reintroduced into the quench tank. When you look at it from that standpoint, salt is reclaimed.
Oil, unless you’re really getting into high-tech thermal recovery for oil, is not friendly to get rid of. The other thing is, you’re recycling your salt. You’ve got to load it up once, but you don’t have the life expectancy problems, typically, with salt. You can rejuvenate it, you can mix your balances over time. Oil, yes, you can recycle oil and do additives, but if someone is picky about their heat treat, after a year or two, you better be dumping the oil and starting all over again. Where does that oil go? It’s contaminated oil. From an environmentally friendly standpoint, as ironic as it sounds to some people, salt is a very, very green process. We recycle almost all of it.
DG: On-site, too. It sounds like when you’re recycling or reusing it, you’re able to do most of that on-site whereas a lot of people are sending oils out, right? They’ve got to send them out, get them tested and all that good stuff.
BD: Yes, this is all on-site, so you have a recovery system, whether it’s a batch or a continuous-type operation, you can recover the salt. From an environmental standpoint, it is much greener. We’re trying to let people know that because there is a lot of movement to environmentally friendly heat treat, whether we start seeing more electric furnaces or not, we’ll see, but the carbon footprint has to be looked at, but quenchant is one of them that has a bad rap.
DG: Yes. I was watching the other day about the first batch of completely green steel was delivered to a car company and manufactured--or maybe it was an off-road vehicle company like Caterpillar or somebody like that--and they had made their first fully "green" piece of equipment from green steel that came from somebody. But you’re right, the point being: green is here.
BD: Green is here. That’s a bit of the benefit, I would say, over oil to gas quench, as well. I think we’ll be seeing more. All of the people in the furnace manufacturing world will soon be delivering carbon footprint data on furnace information. A lot of our customers are already looking for that. It’s already in Europe, but it’s coming to the U.S. as well. What’s interesting is we start comparing our experience with LPC and gas quench. With electricity, now we’re tracking to where you’re making the electricity. If it’s from a coal plant or a natural gas plant, there is still a carbon footprint to it. I think as we unravel these complicated topics, it will be interesting to see how well conventional atmosphere, and something like salt, fairs in that comparison.
It’s interesting, but people forget, even with vacuum furnaces, which we’ve built quite a few of, they are water cooled. Water cooling and pumping water through stuff that you have to put additives in and everything else is not environmentally friendly. The irony is, over my career in atmosphere furnaces, there has been an ongoing push to get all the water off of the furnace. It used to be water cooled fans, water cooled doorframes; I don’t want any of that now. It’s all air cooled. Even endo-generators. Then, here you go in this new environmentally green system and you’re pumping tons of water around. As we started doing some comparisons with salt, oil, and all of the other systems that we offer, it is coming out interesting what is really green and what the perception has been out there.
DG: I think that’s generally true for most of the green movement is what’s perceived to be green and what might really be green is a different thing. If you read in our August issue, we had a column by Lourenco Goncalves who is the chairman/president/CEO of Cleveland-Cliffs and he had very interesting things to say about what people think is green and what really is green.
What’s perceived to be green and what might really be green is a different thing. Like Kermit the frog said, "It’s not easy being green!" Photo Credit: LoggaWiggler at Pixabay.com
BD: It’s an interesting topic and a sensitive one. We’ll be hearing more about it, I’m sure.
DG: On a completely serious note, here: When I graduated from high school in 1980, our class song was Kermit frog singing "It’s Not Easy Being Green." Now we know, it isn’t easy, actually! Most companies will tell you, it’s not so easy. So, Kermit had something there. He was a man (frog?) ahead of his time.
One other environmental question for you about the salt quenching: How about the work environment around salt? Is there off gassing? Is there anything hazardous to workers near it? If you work near a salt bath furnace, forget it, come in with a facemask on. But how about salt quenching?
BD: We’ve got an austemper heat treat (it’s just belt austempering) up here in the Detroit area. If you walk into that plant, it’s incredibly clean. You don’t have the oil fumes, vapors, and things like that, which in any plant, if it’s properly vented and so on, isn’t a big deal, but you don’t have that feel to it. There is nothing toxic about it.
But it’s like any other quenchant: If you’re operating oil or salt at 300° or above, you’ve got to take care. Whether it’s oil or salt, they don’t mix well with water because it’s above the boiling point of water, as an example. I’d say in those areas, those two have similar challenges, it’s just a matter of dealing with a hotter quenchant.
The one challenge with salt -- and these are "conventional"/a bit older equipment -- is the carryout. When you carry out salt as molten, when it cools down it solidifies on the surface. Instead of getting a little grease and/or oil on your transfers, you can get solidified salt. It’s not fun or desirable. So, with salt, if you’re in a batch line, for instance, it’s more pronounced and you do have to have some special maintenance procedures to rinse down your transfer car and things like this. As long as you do that, it’s very easy to maintain. The reality is, you’re coming out of a hot quench, and when you get it onto a transfer car to get to a washer, it can solidify. Once you get to the washer, then it’s easy street. In your continuous furnaces, it’s really not an issue because you’re going right from one area right into a washer and it’s much more contained. The reality is your batch systems can get a bit messier. If you’re then taking, say, a hot load that was quenched to a bainitic temperature and putting it into a washer, you could be putting a 600°Fahrenheit load into a washer and you get a lot of steam.
The challenge is, if you don’t contain the steam, the steam can contain salt in the vapor. Just like oil can be in vapor, too, but it’s just a different animal. You don’t want that any more than you want an oil vapor. It can stick on different things. I would say that would be the one reality about salt in batch. The newer systems and things that we focused on is overcoming that. For instance, by quenching in salt (if it’s not batch) moving directly into a multistage washer before that load even comes out onto a transfer so there is no carryout of salt. By the time the parts come out, they’re perfectly clean. The nice thing is, remember, washing salt off of a part with water versus washing oil off with water, another big topic maybe you’ve had some podcasts on is washing oil.
“There is nothing toxic about it.” -Bill Disler Photo Credit: BRRT at Pixabay.com
You know that story of oil and water don’t mix? Well, they don’t. However, salt and water do mix. Salt goes into solution in water, and we carry it away and you’re going to get nice, clean parts. That’s another nice byproduct of a system designed properly. In the older days of those old big pusher furnaces, one of the automotive companies was making transmission gears — those were open salt tanks. So, we’ve come out of a furnace into an open salt tank and then you’d bring it up and take it into the washer and the temper. Along the way, you had all kinds of salt buildup. You must remember, those were about 50 years old. So, the key is designing equipment to manage it differently containing those wash fumes and things like that.
That’s what we see the next evolution of salt quench systems being because we do see salt becoming more common, definitely asked for after the people have had their interests with compressed gas quenching and distortion control. Now that it’s coming back, we really need to think about repackaging it to keep it clean in the plant.
DG: With every system, whatever it is, there is maintenance involved. Are there any special maintenance requirements on a salt quenching system?
BD: Yes. I’d say it’s different than a conventional oil quench system. Any quench system that you’re looking at has its uniqueness to maintenance. Salt can be something that needs to be learned a bit if it’s new to somebody. We talked a little bit about the risk of salt solidifying and creating a mess, so you have to rinse it down. As I said, in a transfer car, in a batch situation, we normally would suggest a parking station where you can rinse that car down very easy. You do have to look for salt buildup on some of the systems. It is not difficult maintenance, but you have to be attentive to it.
The one thing I’ll say is a benefit with oil in some cases, when you have carryout, it gets all over your equipment, it’s a lubricant. It’s messy, it’s undesirable, but it’s a lubricant. . . until a bunch of other stuff gets tied into it and then it can be an abrasive lubricant. Salt doesn’t bring you that benefit. So, you have a little bit more housekeeping. There are a lot of recommendations on how to do that.
Also, generally, for a quench system, we would recommend a holding tank that you can pump out the tank with versus some plants would use a tanker and have a company come in and pump out tanks. The reason for that is, if you had maintenance or if you had a different issue, you want to try to keep that salt liquid. When you’re looking at things, if you were running a heat treat where you really wanted to shut it down for extended periods of time, bring it back up and so on, you had to look closely at salt because salt takes a while to re-liquefy once it solidifies. It’s not the kind of thing you turn on and off like one of the benefits of the gas quench- you can turn it on and off. Again, there is no one size fits all; it’s got a blend of benefits and some challenges, so it just depends on the operation itself.
DG: Is there danger in a salt quench system if power goes out and the salt solidifies? Are you going to ruin your equipment or is it just all froze up and now needs heated back up?
BD: We would recommend pumping it into another tank. But if, in fact, it was to solidify, you just have to take the time to re-melt it when you get power back.
DG: Okay. It’s not like ice, I assume; it doesn’t expand and crack you tank.
BD: No, it’s not going to blow up or anything.
DG: Let’s move into a practical question about applications. I have a two-part question. First, what are some typical applications for salt quenching, and then, secondly, are there products and/or processes that people are doing that they not ought to even think about salt quenching? So, first, what are the good ones, secondly, what are the ones we shouldn’t think about?
BD: Again, I take salt quench applications into two categories. The most common, that we talked about earlier, are bainitic quenches — austempering and things. We even see it now becoming more common- ductal iron austempering which is a slightly different process starting with a different material. The benefit of that, and we’ll see more and more of it, is it’s got a tremendous strength to weight ratio, even better than aluminum, as an example. It’s a great way to lightweight certain things. So, we have the whole world of bainitic quenching, which is pretty traditional with salt, but the less traditional would be the martensitic type quenching, or we’ll say more conventional to most of our people using oil.
One application we’re seeing a lot of activity with is in-gears. The reason for gears being something that people are looking close at because they’re so sensitive to distortion. Even when people went to gas quench, they found that to get quiet transmissions, they still did some light grinding. But, just to be clear, the less distortion you have, the less grinding you do. Grinding isn’t a nice process; you’re grinding away on some hard steel. That is something, especially when we look at electric vehicles coming out, some of those power trains are now spinning at much higher RPMs. Distortion is going to be even more sensitive to them and I suspect that salt could play a role for them, especially in some of the volumes if they don’t want to get into some of the complications and expenses of a gas quench type system.
"Recently, AFC-Holcroft got a patent on a quench severity probe which can measure that in salt. Whereas before there was no way to measure that, we can now, with a probe, see the change in quench severity with this technique within a quench tank so that it’s more repeatable." - Bill Disler, AFC-Holcroft
DG: How about people that shouldn’t even think about salt if you’re doing a certain type of product?
BD: Again, I think part of it is the application itself. Getting into salt, if you’re already in oil, is a commitment. There are a lot of benefits to it. There are going to be some parts where, maybe, you can’t get the heat transfer quenching down to 300°. If you need to be in a cold oil (a lower temperature quench) to get certain characteristics, salt is probably not going to be a great fit for you.
There are interesting things happening now with salt that may be worth mentioning and it’s been going on for a while, but, interestingly, we talk about vapor barriers and all this stuff, there are some people that add small amounts of water to salt. AFC-Holcroft has been doing a lot of research on this because the actual physics of how this works is kind of mystifying.
Even for austempering ductal iron, when you’ve got salt at 600-700°Fahrenheit, there is water often added to the salt to increase its quench severity. The question you obviously ask is, “Well, how the heck do you get water to stay in salt in anything over 212?” It does, in fact, happen. It stays in a liquid form (based on some testing we’ve done), whether it’s a combination of pressure and some other physics going on.
The interesting thing is, when we did testing with the heat transfer rate, it’s not just conventional water blend with salt to give you the heat transfer coefficient change with salt with a little bit of water in it, but it appears that as you do quench and there is water, it’s the latent energy that is needed to transfer the water into gas -- which is a little bit of something we’re trying to work against, right? -- that absorbs a lot more energy out of the material.
We know that water is a very severe quenchant so it can really change the quench severity of salt with small (we’re talking about 1-3%) water in salt. Recently, AFC-Holcroft got a patent on a quench severity probe which can measure that in salt. Whereas before there was no way to measure that, we can now, with a probe, see the change in quench severity with this technique within a quench tank so that it’s more repeatable.
It’s a complicated topic. If people want to follow-up and ask me some questions about it later on, I’m happy to talk about it.
DG: So, you patented this quench severity probe?
BD: Yes, we got a patent.
DG: I see another Heat TreatRadio in your future!
BD: We’ve got a few patents. I don’t talk a lot about them, but we’ve got some interesting things going on. That was one we started working on a couple of years ago because people, for a long time, added water to salt to change the quench severity, but it’s a very difficult thing to measure. Now, being able to look at means to measure in-situ is potentially an important ingredient in the next years for people that start transferring into this as a more viable quench option.
DG: One other question, really quick, and maybe a very brief answer: The parts that come out of a salt quench compared to the parts that come out of a high-pressure gas quench, how about the cosmetics of them?
BD: They’re not going to be as bright and shiny as coming out of a gas quench. I don’t think there’s anything out there right now that’s going to give you the same cosmetics as gas quench. If you have an application where that’s really important, gas quench is hard to beat. I will tell you there are pros and cons to that. First, a vast majority of parts that are gas quenched; gears, as an example, still go through a shot peening process. That’s not for cleanliness, it’s for surface strength.
The other thing is, as we’re working with ALD-Holcroft, a lot of these systems now have to etch the parts coming out of heat treat. The benefit of nice clean parts is they’re nice and clean. The downside when you’re managing a captive or commercial heat treat is you can’t tell a green part from an untreated part. Believe me, there have been some nightmares where that didn’t go well. And they all look the same. Ironically, for all the benefits that that has, it added in our lines in the gas quenching systems, etching the part so that you could tell, but it’s still not a perfect scenario. Again, if you need nice, clean parts, salt is not going to give you bright and shiny.
DG: Last question: If I am a captive heat treater currently using oil, currently using high pressure gas quench, what are the questions I ought to be asking myself about, potentially, transitioning back over to salt? How do I know my process is a good candidate?
BD: That’s a good question. There are ways that we can look at a particular material, type of part, and the big thing, first, is can we get the heat transfer rate to get the hardenability at the temperature that salt is able to quench at. If you vet a part through that process, you could then look at doing some testing with distortion and so on. If you could be a candidate for a hotter oil quench with your part, this is probably quite viable. If you need to get into cold oil with the heat transfer rates there, it’s worth doing some testing only because, again, sometimes you don’t know exactly what the true heat transfer rate you’re getting with oil is because it could be that vapor phase is playing a little bit of a game with you. Even though the textbook transfer rate of salt isn’t quite as good as it would be for an oil quench in that situation, it might bring benefits beyond just those static numbers, so we need to do some testing and things like that.
The big thing I will say is it’s not a plus to salt, but I’m here to be objective. We build all kinds of equipment not just salt quench. The one thing I’d say a captive work commercial needs to look at and it’s also a factor with the design of the equipment: We’ve been in a lot of heat treats, Doug, and I’m sure some of you go in there and you want to make sure you don’t have your leather-soled shoes on because everything has a film of grease on it from the oil.
The one thing that we tell customers is that if you’re going to put in salt, it’s better if you can have it in an area that is separate from your oil quenches. The reason is that, depending on the system, you can still get vapor if you don’t vent, say, a washer really well. You won’t get it off of the quench because it never boils. It’s, generally, the washer. In the older days you’d see steam coming out of a washer that looked like a leaky tea kettle boiling over. Those systems you’ve got to be careful because there is salt residue in that vapor.
Mixing salt residue with oil is not a good combination. The reason is oil will burn, it’s got the carbon in it; salt is an oxidizer. You really don’t want those two mixed because it can burn more aggressively and create more of a danger. One of the hurdles of people looking at salt is that it is not easy to just put in any old heat treat. If you’ve got an oil quench line, sticking a salt line right next to it, we wouldn’t advocate that.
The newer equipment we’re coming out with, we’ve got a new product that’s been developed to address that specifically (to contain any salt vapor), but the risk that people should look at is mixing salt and oil. If either one of them are allowed to go into vapor phase, you don’t want those two vapors condensating together because the salt can be your oxidizer to oil which wants to burn. For safety reasons sake, we would advocate trying to do this in a separate area. This can be a huge hurdle to a lot of people.
VIVA ALUMINIUM SYSTEMS – a Vias Group member – has recently acquired a turnkey system for nitriding extrusion dies after experiencing heightened demands for its extrusion profiles.
Marcin Stokłosa Project Manager Nitrex Poland Photo Credit: LinkedIn.com
With these demands from the industrial and construction markets, VIVA decided to expand its manufacturing capacity, installing an additional extrusion press and nitriding equipment. The new pit furnace has an effective work zone of 39" diameter by 59" high (1000 x 1500 mm) with the capacity to nitride a 4400 lbs. (2000 kg) load. The Nitreg® process technology adapts to the application requirements, achieving a high throughput per extrusion run and scoring a high number of runs per treated die, which in turn optimizes tool life and lowers tooling cost for a faster return on investment.
"We are delighted to do business with VIVA again," states Marcin Stoklosa, product manager at Nitrex. "Fostering customer loyalty is a top priority at Nitrex and key to building an ongoing partnership for future growth."
We’ve assembled some of the top 101Heat TreatTips that heat treating professionals submitted over the last three years into today’s original content. If you want more, search for “101 heat treat tips” on the website! Today’s tips will remind you of the importance of materials science and chemistry.
By the way, Heat TreatToday introduced Heat Treat Resources last year; this is a feature you can use when you’re at the plant or on the road. Check out the digital edition of the September Tradeshow magazine to check it out yourself!
Induction Hardening Cast Iron
Induction hardening of cast irons has many similarities with hardening of steels; at the same time, there are specific features that should be addressed. Unlike steels, different types of cast irons may have similar chemical composition but substantially different response to induction hardening. In steels, the carbon content is fixed by chemistry and, upon austenitization, cannot exceed this fixed value. In contrast, in cast irons, there is a “reserve” of carbon in the primary (eutectic) graphite particles. The presence of those graphite particles and the ability of carbon to diffuse into the matrix at temperatures of austenite phase can potentially cause the process variability, because it may produce a localized deviation in an amount of carbon dissolved in the austenitic matrix. This could affect the obtained hardness level and pattern upon quenching. Thus, among other factors, the success in induction hardening of cast irons and its repeatability is greatly affected by a potential variation of matrix carbon content in terms of prior microstructure. If, for some reason, cast iron does not respond to induction hardening in an expected way, then one of the first steps in determining the root cause for such behavior is to make sure that the cast iron has not only the proper chemical composition but matrix as well.
(Dr. Valery Rudnev, FASM, Fellow IFHTSE, Professor Induction, Director Science & Technology, Inductoheat Inc.)
14 Quench Oil Selection Tips
Here are a few of the important factors to consider when selecting a quench oil.
Part Material – chemistry & hardenability
Part loading – fixturing, girds, baskets, part spacing, etc.
Part geometry and mass – thin parts, thick parts, large changes in section size
Distortion characteristics of the part (as a function of loading)
Stress state from prior (manufacturing) operations
Oil type – characteristics, cooling curve data
Oil speed – fast, medium, slow, or marquench
Oil temperature and maximum rate of rise
Agitation – agitators (fixed or variable speed) or pumps
Effective quench tank volume
Quench tank design factors, including number of agitators or pumps, location of agitators, size of agitators, propellor size (diameter, clearance in draft tube), internal tank baffling (draft tubes, directional flow vanes, etc.), flow direction, quench elevator design (flow restrictions), volume of oil, type of agitator (fixed v. 2 speed v. variable speed), maximum (design) temperature rise, and heat exchanger type, size, heat removal rate in BTU/hr & instantaneous BTU/minute.
Height of oil over the load
Required flow velocity through the workload
Post heat treat operations (if any)
(Dan Herring, “The Heat Treat Doctor®”, of The HERRING GROUP, Inc.)
How to Achieve a Good Braze
In vacuum brazing, be certain the faying surfaces are clean, close and parallel. This ensures the capillary action needed for a good braze.
A good brazing filler metal should:
Be able to wet and make a strong bond on the base metal on which it’s to be applied.
Have suitable melt and flow capabilities to permit the necessary capillary action.
Have a well-blended stable chemistry, with minimal separation in the liquid state.
Produce a good braze joint to meet the strength and corrosion requirements.
Depending on the requirements, be able to produce or avoid base metal filler metal interactions.
(ECM USA)
Pay Attention to Material Chemistry
When trying to determine a materials response to heat treatment, it is important to understand its form (e.g., bar, plate, wire, forging, etc.), prior treatments (e.g. mill anneal, mill normalize), chemical composition, grain size, hardenability, and perhaps even the mechanical properties of the heat of steel from which production parts will be manufactured. The material certification sheet supplies this basic information, and it is important to know what these documents are and how to interpret them.
Certain alloying elements have a strong influence on both the response to heat treatment and the ability of the product to perform its intended function. For example, boron in a composition range of 0.0005% to 0.003% is a common addition to fastener steels. It is extremely effective as a hardening agent and impacts hardenability. It does not adversely affect the formability or machinability. Boron permits the use of lower carbon content steels with improved formability and machinability.
During the steelmaking process, failure to tie up the free nitrogen results in the formation of boron nitrides that will prevent the boron from being available for hardening. Titanium and/or aluminum are added for this purpose. It is important, therefore, that the mill carefully controls the titanium/nitrogen ratio. Both titanium and aluminum tend to reduce machinability of the steel, however, the formability typically improves. Boron content in excess of 0.003% has a detrimental effect on impact strength due to grain boundary precipitation.
Since the material certification sheets are based on the entire heat of steel, it is always useful to have an outside laboratory do a full material chemistry (including trace elements) on your incoming raw material. For example, certain trace elements (e.g. titanium, niobium, and aluminum) may retard carburization. In addition, mount and look at the microstructure of the incoming raw material as an indicator of potential heat treat problems.
(Dan Herring, The Heat Treat Doctor®)
Aqueous Quenchant Selection Tips
Determine your quench: Induction or Immersion? Different aqueous quenchants will provide either faster or slower cooling depending upon induction or immersion quenching applications. It is important to select the proper quenchant to meet required metallurgical properties for the application.
Part material: Chemistry and hardenability are important for the critical cooling rate for the application.
Part material: Minimum and maximum section thickness is required to select the proper aqueous quenchant and concentration.
Select the correct aqueous quenchant for the application as there are different chemistries. Choosing the correct aqueous quenchant will provide the required metallurgical properties.
Review selected aqueous quenchant for physical characteristics and cooling curve data at respective concentrations.
Filtration is important for aqueous quenchants to keep the solution as clean as possible.
Check concentration of aqueous quenchant via kinematic viscosity, refractometer, or Greenlight Unit. Concentration should be monitored on a regular basis to ensure the quenchant’s heat extraction capabilities.
Check for contamination (hydraulic oil, etc.) which can have an adverse effect on the products cooling curves and possibly affect metallurgical properties.
Check pH to ensure proper corrosion protection on parts and equipment.
Check microbiologicals which can foul the aqueous quenchant causing unpleasant odors in the quench tank and working environment. If necessary utilize a biostable aqueous quenchant.
Implement a proactive maintenance program from your supplier.
(Quaker Houghton)
Container Clarity Counts!
Assure that container label wording (specifically for identifying chemical contents) matches the corresponding safety data sheets (SDS). Obvious? I have seen situations where the label wording was legible and accurate and there was a matching safety data sheet for the contents, but there was still a problem. The SDS could not be readily located, as it was filed under a chemical synonym, or it was filed under a chemical name, whereas the container displayed a brand name. A few companies label each container with (for instance) a bold number that is set within a large, colored dot. The number refers to the exact corresponding SDS.
(Rick Kaletsky)
Check out these magazines to see where these tips were first featured:
When "the die is cast," heat treaters should make sure that they're using NADCA 207 standards. Prepared by the North American Die Casting Association (NADCA) for its members, they provide recommendations on how to produce dies for die casting to optimize thermal tool life in terms of thermal fatigue.
In today's best of the web article, check out what some of the essential requirements are and how this standard could help in "maximizing the resistance of tools to the occurrence of cracks from thermal fatigue."
An excerpt:
However, the content of this specification is so well processed that it is valid not only for the production of die casting dies and for thermal fatigue, but also for many other applications, and is the best information material for commercial vacuum heat treatment plants, tool shops and die casting foundries, enabling the elimination of fundamental errors in the tool making process.
Heat Treat Todayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 29 news bites that will help you stay up to date on all things heat treat.
Equipment Chatter
Baowu Aluminum Technology Co., Ltd.’s continuous annealing and chemical pre-treatment line for processing strip coils for the aluminum market supplied by Tenova produced its first hot coil.
A Midwest manufacturer of brass components is upgrading their heat treat capabilities with a new furnace from Gasbarre Thermal Processing Systems.
Plastometrex, a materials science startup, is working with global testing and inspection provider Element Materials Technology.
A global bearing manufacturer decided to furnish one of its Chinese plants with a vacuum furnace by SECO/WARWICK with gas quenching, carburizing (LPC), and carbonitriding (LCPN).
To support R&D and additive manufacturing projects, Solar Atmospheres of California has added some small vacuum furnace capacity to their equipment offerings.
An Indian manufacturer of feed machinery and contractor for “turnkey” agricultural engineering projects has placed an order with SECO/WARWICK for a Vector® vacuum furnace with vertical insertion of loads.
Heat treatment specialist Bodycote provided solutions for the world’s first hydroformed architectural stainless-steel façade screen that was manufactured by German fabricator Edelstahl-Mechanik. This screen was installed in the newly constructed Science and Engineering Complex at the Harvard University campus in Boston, MA.
SECO/WARWICK will install a continuous line for controlled atmosphere brazing (CAB) of large-dimension battery coolers at the plant of a European manufacturer of heat exchangers.
A Gasbarre Thermal Processing Systems integral quench furnace line was recently commissioned to a manufacturer of specialty nut and bolt assemblies in the eastern U.S.
One of the largest Brazilian hardening plants has started to operate a SECO/WARWICK Vector® vacuum furnace.
Tenova’s team at Baowu Aluminum plant, China; Pomini Tenova’s equipment Photo Credit: Tenova
Indentation Plastometer solution from Plastometrex Photo Credit: Plastometrex
Vacuum furnace from SECO/WARWICK for Chinese manufacturing plant Photo Credit: SECO/WARWICK
Additive manufacturing furnace support at Solar Atmospheres of California Photo Credit: Solar Atmospheres
Vector® furnace for the agricultural industry Photo Credit: SECO/WARWICK
Inspired by the shapes, strength, and thinness of everyday objects like tin cans and soup bowls, Behnisch Architekten worked with Josef Gartner GmbH/Permasteelisa North America Corp. and the German fabricator Edelstahl-Mechanik to create the world’s first hydroformed tensile façade. Photo Credit: Brad Feinknopf
Gasbarre Thermal Processing Systems’ integral quench furnace system Photo Credit: Gasbarre Thermal Processing Systems
CAB line for European manufacturer Photo Credit: SECO/WARWICK
Personnel/Company Chatter
With increased interest in U.S. semiconductor research and manufacturing, ECM USA, Inc. recently announced a strong bi-monthly sales order pattern for 2021 related to their product expansion both in research & development and with laboratory furnace systems.
Pfeiffer Vacuum introduced OmniControl® universal control unit for pumps and measurement instruments.
Ipsen reported a surge in interest for standardized equipment and revealed a steady increase of orders for TITAN® vacuum furnaces this year, with five in July. Clients range from those in cutting tools and machinery to additive manufacturing and aerospace.
Heating technology company Kanthal announced the agreement to divest its semiconductor capital equipment business to Yield Engineering Systems, Inc., headquartered in Fremont, CA.
Bodycote increased hot isostatic pressing capacity in Greenville, SC.
Nitrex, a global provider of fully integrated surface treatment solutions, has announced that G-M Enterprises has made its official market debut under the Nitrex banner as of January 2022.
Nancy Easterbrook has joined HarbisonWalker International (HWI), a refractory products and services supplier in North America, as the director of Recycled Materials.
HarbisonWalker International is building a manufacturing and service hub for its steel customers in North America.
During the Metal Treating Institute’s (MTI) Fall Meeting, Ipsen, along with several other vested organizations, presented donations to support the MTI Educational Foundation, which provides scholarships for the next generation of heat treating industry professionals.
GHI Smart Furnaces celebrated the 84th anniversary of their founding in December 1937.
HeatTek announced the purchase of an additional facility in Ixonia, WI to serve primarily as a distribution center for the rapidly growing company’s components and spare parts inventory. This expansion follows another plant acquisition in West Allis, WI.
Hubbard-Hall announced that they’ve made the Dow product line available on their eCommerce site.
JIPELEC rapid thermal processing with automation Photo Credit: ECM USA, Inc.
Leading women at HarbisonWalker International(HWI) based at the company’s headquarters in Pittsburgh, PA have recently been recognized for their work: HWI has promoted Melissa Bihary to vice president of People and Organizational Effectiveness Also, the — the workforce development and education partner of the — has presented Bryn Snow, director of Application Technology-Nonferrous/Glass at HWI, with a STEP Ahead Award. Lastly, Jodi L. Allison, CAP,OM, has been promoted to chief executive assistant & administrative manager at HWI.
At the recent Metal Treating Institute (MTI) 2021 Fall meeting held in San Antonio TX, Ed Engelhard, vice president of Corporate Quality, has been recognized with the MTI Award of Industry Merit. This award is given in recognition of current/ongoing commitment to the betterment of the commercial heat treating industry with one or more significant accomplishments.
Tony Karadimas has been nominated as vice president of UPC-MARATHON Sales and NITREX.
Bodycote in Syracuse, NY passed certification to AS9100 standard with zero findings.
A group of 70 employees and management of SECO/WARWICK located in Świebodzin, Poland planted 3,000 beech seedlings on Lumberjack and Forester World Day.
Nitrex Metal, Inc., global provider of fully integrated surface treatment solutions and technologies, was selected to be part of a “Global Thought Leaders” series broadcast on CBS News.
Deep Cryogenics International trademarked the slogan “Infinitely Renewable, Infinitely Recyclable” for the use of liquid nitrogen in their deep cryogenic treatment process.
Melissa Bihary, Vice President of People and Organizational Effectiveness Photo Credit: HWI
Bryn Snow, Director of Application Technology-Nonferrous/Glass Photo Credit: HWI
Jodi L. Allison, CAP, OM, Chief Executive Assistant & Administrative Manager Photo Credit: HWI
Tony Karadimas, Vice President of UPC-MARATHON Sales and Nitrex Aftersales Photo Credit: UPC-Marathon
Ed Engelhard, Vice President of Corporate Quality, awarded MTI Award of Industry Merit Photo Credit: MTI
SECO/WARWICK and sustainable practices Photo Credit: SECO/WARWICK
Advertisement for CBS News feature on Nitrex Metal, Inc. Photo Credit: CBS News
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to bethany@heattreattoday.com.
Heat treaters in the medical and aerospace sectors will eagerly tell you about titanium alloys. The hot alloy can be fantastic for intense applications once you reduce residual stresses that are developed during fabrication and increase their strength. This article is specifically about how duplex heat treatment of Ti alloys helps in relieving stress, optimizing ductility and machinability properties, and increasing strength.
An excerpt:
“Most commonly known for their excellent strength, corrosion resistance and low density, titanium alloys are a key material for important applications in the aerospace and medical industries. Duplex heat treatments of Ti alloys helps in stress relieving, optimizing ductility and machinability properties and increases strength further.”





























 Heat Treat
Heat Treat