Heat treaters in the medical and aerospace sectors will eagerly tell you about titanium alloys. The hot alloy can be fantastic for intense applications once you reduce residual stresses that are developed during fabrication and increase their strength. This article is specifically about how duplex heat treatment of Ti alloys helps in relieving stress, optimizing ductility and machinability properties, and increasing strength.
An excerpt:
“Most commonly known for their excellent strength, corrosion resistance and low density, titanium alloys are a key material for important applications in the aerospace and medical industries. Duplex heat treatments of Ti alloys helps in stress relieving, optimizing ductility and machinability properties and increases strength further.”
Today, we look to our European information partner, heatprocessing, to explore what international tradeshows you can look forward to, such as Thermprocess 2023 next June!
"The international trade fair quartet GIFA, METEC, THERMPROCESS and NEWCAST is THE platform for meetings and business. International buyers, users, experts and decision makers from the metallurgy, heat technology and foundry industries meet here at four events, at the same time and at the same place." (Website)
EUROGUSS - International Trade Fair for Die Casting
"The international die casting industry meets at the biggest trade fair for die casting for the 14th time. The product range shows innovative solutions for die casting processes like aluminium die casting, magnesium die casting or zinc die casting. The event also focuses on topics like rapid prototyping, die casting machinery and material testing." (Website)
"HANNOVER MESSE is the most important international platform and hot spot for industrial transformation - with excellent innovations or unusual products. Here you will find all the facts that make one thing even clearer: participation is an absolute 'must'!" (Website)
Doug Glenn, publisher of Heat TreatToday, moderates a panel of 5 experts who address questions about the growing popularity of hydrogen combustion and what heat treaters need to do to prepare. Below is an excerpt of this lively and compelling discussion.
Today’s Technical Tuesday was originally published in Heat TreatToday's December 2021 Medical & Energy print edition.
Introduction
Doug Glenn (DG): Welcome to this special edition of Heat Treat Radio, a product of Heat Treat Today. We’re calling this special episode “Heat Treat Tomorrow: hydrogen combustion. Is it our future or is it just a bunch of hot air?” This discussion is sponsored by Nel Hydrogen, manufacturers of on-site hydrogen generation systems. I’m your host, Doug Glenn, the publisher of Heat Treat Today and the host of Heat Treat Radio. I have the great privilege of moderating this free-for-all discussion today with five industry experts who I’d like to introduce to you now.
Perry Stephens Electric Power Research Institute (EPRI)
Dr.-Ing. Joachim G. Wünning President WS Wärmeprozesstechnik GmbH
First, Perry Stephens. He is the principle technical leader of the Electric Power Research Institute (EPRI) and currently leads the end-use technical subcommittee of the low carbon resource initiative (LCRI) which is a collaborative eff ort with the Gas Technology Institute (GTI), and nearly 50 sponsor companies and organizations. They aimed at advancing the low carbon fuel pathways on an economy-wide basis for the achievement of decarbonization. EPRI is a member of the Industrial Heating Equipment Association (IHEA).
Joachim Wuenning (Joe Wuenning) is the owner and CEO of WS Thermprocess Technic Gmbh [WS Wärmeprozesstechnik GmbH] in Germany and WS Thermal Process Technology, Inc. in Elyria, Ohio. Joe’s company has been on the cutting edge when it comes to hydrogen combustion. In fact, the last time I heard you, Joe, was at the Thermprocess show in Düsseldorf, where you gave the keynote address regarding the advent and development of hydrogen combustion. Joe’s company has been a leader in hydrogen combustion. Joe’s company is an IHEA member as well. Joe is our European representative, and may provide us with a different perspective.
John Clarke is the technical director of Helios Electric Corporation (Fort Wayne, Indiana), a company that specializes in energy and combustion technologies. John is also a regular columnist for Heat Treat Today and a past president of IHEA.
Jeff Rafter is vice president of sales and marketing for Selas Technologies out of Streetsboro, Ohio and has a rich history in the combustion industry as well, including many years with Maxon Corporation. He’s got 28 years of industrial experience in sales, research and development, and marketing. He’s a combustion applications expert in process heating, metals refining, and power generation and has also served 10 years on the NFPA 86 committee and holds a patent for ultra-low NOx burner designs. He is also an IHEA member.
Finally, we have Brian Kelly with an equally rich history in combustion, spending most of his years at Hauck Manufacturing in Lebanon, PA, where he did a lot in sales and engineering before they were purchased by Honeywell. Brian currently works for Honeywell Thermal Solutions and is also an IHEA member.
Gentlemen, thank you for joining us. Let’s just jump right in. Brian, since I picked on you last, let’s go to you first on the questions.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electric Corporation
Jeff Rafter Selas Heat Technology Company, LLC
Brian Kelly Honeywell Thermal Solutions
Is Hydrogen Combustion the Future?
DG: Is this hydrogen combustion thing coming? And, if so, how soon and what’s driving it?
Brian Kelly (BK): It is coming and there is going to be a lot of back and forth in that it doesn’t make sense and all that. It is here. We’re seeing inquiries from customers that ask, “Hey, do we have burners that do this, control systems and stuff that do that?” The news that I get emails on, for example, is that with one of the steel companies in Europe, they already said their plan is totally going to be hydrogen. We’re delivering billets right now of hydrogen.
So, yes, it’s coming. Is it coming soon? It’s here today. Widespread? That’s going to be a longer road. I think you’re going to hear from people that know more about it than I do, but, certainly from industry buzz, we’re testing burners, we’re making sure our burners run on partial hydrogen, full hydrogen, safety valves, control valves, and all that is definitely within a lot of the testing that we’re doing right now beyond the usual R&D on lower emissions burners and things of that nature.
Jeff Rafter (JR): I have a slightly different answer, but I agree with Brian. I think hydrogen combustion has been here for over a century. The difference has been, it’s been largely restrained to a few industries that have a regular hydrogen supply. A great example would be refining and petrochemical industries. We have had, for literally decades, burners designed to burn pure hydrogen, for example, in applications like ethylene crackers.
The fundamentals of hydrogen combustion are very well known. The next evolution that we’re currently in the process of seeing is taking more industries into an availability of hydrogen as a fuel and modifying designs and process heating equipment to accept it. There are fundamentally a lot of changes that occur when you switch the fuel, and we can get into more of those later with more relevant questions, but it doesn’t come without challenges. There is quite a bit to be done, but I think the fundamental science is already well-known. There is a lot of design work to be done and there is a lot of economic and supply development yet to be had.
John Clarke (JC): Yes, I certainly think it is coming, but the timing is uncertain. And, when I say “coming,” I mean deployed in a certain or large volume. When we simply talk about hydrogen, I do think the order of deployment is somewhat predictable and when it comes to pure hydrogen, I think it will likely be deployed first for transportation, and only after that need is met, as a process heating fuel, widely. Now, if there is a breakthrough in battery technology, this order of deployment may change. But, right now, it looks like hydrogen represents an opportunity for higher energy density for long haul transportation. And, if we’re pushing hard to reduce CO2 or carbon emitted, I think policy will be implemented in a means to maximize a reduction of carbon. That’s where I think they’ll be pushing harder.
Now, that said, partial hydrogen, blending hydrogen into natural gas, is likely to occur perhaps sooner than that.
Joachim Wuenning (JW): Not really. I think a lot of things were said correctly and I strongly believe it has to come. If you believe in climate change, it must happen because we cannot use fossil fuels forever. I also don’t believe that we will have an all-electric world. I don’t believe in nuclear power, so we cannot get all our energy from that, therefore, chemical energy carriers will be necessary for storage and long-haul transportation. Is it coming soon? Of course, it is hard to predict how fast it will be. Now, fossil fuel is cheap so it will be hard to compete with as hydrogen is likely to be more expensive.
But certainly, what we see is the requirement from our customers to have hydrogen ready burners. Because, if they invest in equipment at that point, why would they buy a natural gas only burner. They should, of course, look for burners which are able to do the transition without buying all new equipment again. So, we have a lot of projects momentarily to demonstrate the ability of the equipment to run with hydrogen or natural gas and, preferably, not even readjusting the burners if you switch from one to another gas.
Perry Stephens (PS): I’ll try to add something a little different. At EPRI, we’re charged with providing the analysis and data from which other folks, like these gentlemen, are going to try to base important business decisions. Our work hasn’t focused specifically on hydrogen, but, more generally, the class of alternate energy carriers — molecules, gas, or liquid — that can be produced in low carbon first energy ways through renewable energy sources. A lot of our work is focused on understanding the pathways from the initial energy which as a biomass source, solar, wind, could be nuclear, could be hydro. These sources of electric power that ultimately have to be used to produce this low carbon hydrogen. One other pathway is hydrogen or hydrogen-based fuels produce the steam methane reformation process which uses a lot of hydrocarbons but would then require carbon capture and sequestration. The CO2 from these processes could be employed in a circular economy fashion. So, we look at all of these.
The real challenge is the challenge of cost. How do you produce this hydrogen or alternate fuel? And there are many other potential fuel molecular constructs that could be deployed. Ammonia is one being discussed in some sectors. And then how do you transport them, store them, and what is their fuel efficiency and the cost of either new equipment or conversion of existing equipment to deploy those. We’re not specifically focused on hydrogen. It is a very important energy carrier. It can be blended with fossil fuels in the near-term and then maybe expanded in the long term to higher percentages up to pure hydrogen depending on the application, depending on where you produce it. These costs must be evaluated and that is a big job that we’re doing at EPRI with our LCRI initiative right now. We are trying to understand that techno economic analysis, that is, what makes the most sense for each sector of the economy.
Why Not Electricity?
DG: Thanks, guys. Joe had mentioned global warming, a driving force here. Why not electricity? Why don’t we just convert everything over to electricity? Perry, you’re with EPRI, let’s start with you on that. Instead of going just straight-out hydrogen, why not just go to electricity?
PS: I think the question again rephrased might be, “when electricity and when hydrogen” because I think that’s really what we’re trying to decide. There are interesting areas of research involving catalysis techniques that dramatically improve the net energy efficiency of chemical processes, for example, that might make direct electrification of certain processes more competitive. There are electric technologies for the low- to midrange temperatures that are attractive and use pieces of the electromagnet spectrum to produce transformation of products, heating and/or other transformations, that are very cost effective today. So, we judge that a portion, maybe something approaching 30% of the remaining fossil fuel, could be electrified. A certain chunk, a quarter, maybe reduced consumption through energy efficiency, 30% or more through electrification. It’s that difficult-to-electrify piece. Steam-based processes and other direct combustion processes where electric technologies — for one reason or another, don’t look like they offer a strong solution, at least today — that we’re really concerned with. And, both in steam production and direct combustion of fossil fuels today, many cases we’re looking at having to have some sort of alternate combustible fuel.
JC: I’m not sure I completely agree with your question. In some ways, clean hydrogen, or environmentally or low carbon hydrogen, is electricity. It is simply a different means of storing electric power because the source of that is going to be some sort of renewable power, more likely than not, photovoltaics, wind, hydroelectric; those are going to be the electricity we use to break down the water to generate the hydrogen that we then go ahead and store. So, the alternative is whether we use batteries or hydrogen to store this electricity and make it available either in a mobile setting, in a car or a truck, or off-peak times, at times when we are not able to generate electricity from renewables.
I think the question really is more along the line of end use. When are we going to be using electricity for the final end use? We’re kind of process heating guys around this table. I think it’s going to come down to economics, for the most part. And I don’t think we’re quite there yet.
JW: Electricity is fine for some applications. I’ve driven an electric car for the last 10 years, but in long range, I drive the fuel cell hydrogen car from my father, so different technologies for different purposes. There might be batch processes where I can have a break of a week if there is no sunshine and do the batch processing when electricity is available. But if I have a continuous furnace with 100 megawatts which should run 365 days a year, it will be tough to produce the electricity constantly from a renewable basis to fulfill all these requirements. I think it’s just more economic and makes more sense to use the right technology for the right processes. It’s not an either/or. Use the right technology for the right application.
BK: I would just back what Joe says. It can be selective to industry, the furnace type, or the type of material being processed. I know I’ve dealt in my career with a lot of the higher temperature type applications — ceramics and heat treating and things of that nature. If you start getting above 2000 degrees Fahrenheit and up, and especially dealing with airspace, uniformity has a lot to do with it.
Electricity can be hard to get that uniformity without moving fans and having fans that operate at higher temperatures is another challenge. It’s extremely challenging and a big cost factor. What most people have said here is that it is probably not either/or. We see a lot of electricity being used but we’re fossil fuel burner guys, so we’re going to push that efficiency and that kind of cost.
You’re not going to want to miss the rest of this thought-provoking discussion. To watch, listen, or read in its entirety, go to www.heattreattoday.com/2021-09-H2-Reg.
Solar Atmospheres Souderton, PA incorporated a high-production vacuum furnace with a work zone of 48″x48″x72″ and a weight capacity of up to 7,500 lbs/batch. The furnace doubles the facility’s hydriding and de-hydriding capacity in the reclamation of titanium and tantalum materials.
Snam, an energy infrastructure operator in Europe, will collaborate with a developer of solutions for the green transition of the metals industry to decarbonize the metals sector in Italy and abroad. The companies will conduct studies and market analysis to implement metal production systems with green hydrogen.
The aim of the collaboration with Tenova is to provide commercial solutions tested in industrial plants to implement reductions in CO2 and NOxemissions. Snam will contribute expertise on hydrogen technologies and transport. Tenova will provide industry knowledge of combustion systems for heat treating.
Cosma Panzacchi EVP for Hydrogen, Snam Photo Credit: Snam.it
“Through this agreement,” Cosma Panzacchi, EVP for Hydrogen at Snam commented, “we further develop our network of partners and projects to introduce green hydrogen into the relevant productive processes of the metals industry. Hydrogen is essential to cut emissions from the production of steel and other metals, as well as from all hard-to-abate sectors such as cement, ceramic, chemistry and refining[. . .].”
“Everyone talks about green hydrogen,” Roberto Pancaldi, CEO of Tenova says, “but the reality is that its supply and use are still limited, and, at the same time, pressures to mitigate climate change are getting stronger. For this reason, we are developing a ready-to-use solution [. . .].”
Heat Treat Today publisher and Heat Treat Radio host, Doug Glenn, sits down with Bill Jones, CEO of the Solar Atmosphere Group of Companies, to launch this new periodic feature called Heat Treat Legends where senior individuals in the North American heat treat market share their expertise and experience with those less senior.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Welcome, everyone, to our inaugural episode of Heat TreatLegends. We're going to start with a true heat treat legend, a gentleman by the name of William Jones from Solar Atmospheres and Solar Manufacturing. We're going to talk to him about his life experiences and some of the things that we'd like to get his perspective on. So, Bill, first off, I just wanted to thank you for joining us. I appreciate you joining us for this episode of Heat TreatRadio.
Bill Jones (BJ): Thank you, very much, Doug, I appreciate the opportunity. As you know, I've had a long life, and to be a legend is something I never really expected. Most of us don't.
DG: Let's just talk a brief introduction — who you are, where you are right now, and what your role is in the companies that you own.
BJ: I've been a technocrat all my life. It started when I was very young, when I was about 7 or 8 years old. I've always been very technically oriented and technically driven. As a matter of fact, the various people that I have worked for have always complained about that, and they said, "You know, Bill, you're always interested in technology, and you're not interested in whether you're making or losing money. We don't want to hear about the technology, we want to see what's on the bottom line." That's sort of where I came from.
"I've been a technocrat all my life. It started when I was very young, when I was about 7 or 8 years old. I've always been very technically oriented and technically driven." - William Jones, CEO, Solar Atmospheres Group of Companies
After I graduated from college, I went to work for a small company, and we were involved in electromechanical things. A lot of our work was development work out of the DuPont company from their experimental station in Wilmington, Delaware, which was one of the premiere development centers in the country at the time. I don't think it's that way so much anymore, but, at the time, it really was a pyramid sort of place.
In my early days, I was introduced particularly into dew point analyzers. They had developed, what they called, a trace moisture analyzer which would measure down to about one or two parts per million. It was right out of the development laboratory and our company built it, and my boss, at that time, worked out to have a license to build the instrument. I ended up being the engineer in charge of putting the thing into production.
Like I say, at the time, (and we're talking about in the late 1950s or ‘60s), there was no real continuous recording of moisture or dew point. I'm talking about low, like down around -100 degrees Fahrenheit, a few parts/million. That was, sort of, a breakthrough. It was an interesting instrument. The instrument is still being built. So, I was very instrumental in that instrument.
That was my introduction into the technology, so to speak. Then, I went on and I became involved in optical pyrometers. As a matter of fact, I was going to bring with me, and I didn't, one of the early temperature optical pyrometers which was built by Leeds and Northrup. That was developed in the 1930s and it is still used today. It was the standard in the industry for many, many years. Anyway, that introduced me into the furnace industry, measuring temperatures with that instrument and then with an electronic optical pyrometer that was developed by another company. I learned all the problems with optical pyrometers respect to emissivity and all that sort of thing.
Those were my early years. I went to work, really, then, in about 1963 for Abar; I was the eighth employee with the company. That put me into the furnace business. Now, the Abar furnaces, at that time, were very high tech. They were designed to operate at temperatures of 4000 degrees Fahrenheit and up, above temperatures where you could really use thermocouples. That fit with my optical pyrometer experience; it was one of the reasons I went there. So, we were building these furnaces. We built them for the electronics industry, particularly for sintering of tantalum anodes, and so I had a very wide experience with that particular product. Then, it graduated into, and we got involved in, other technology. Particularly, we got involved with more normal, what I'll call, industrial processing, because this high temperature technology was either solid-state related, like with the tantalum capacitor or, at that time, with the development of the space launching and all that sort of thing.
With the changes in administration, we went away from space technology, to some extent, in the middle 60s, so it meant that we had this furnace technology and we had to put it to use. So then, we looked at industrial processes. We started to look at things like jet engine processing- processing parts for jet engines and all that sort of thing.
Those were my early years to get into this business. I went into the production aspect of the furnaces. And, of significant note, we built a number of furnaces for, what was, the atomic energy people, particularly at Oak Ridge, Tennessee. There was a bid that came out for a horizontal vacuum furnace, and it had a one-line drawing of a hot zone with a ring. (I shouldn't say a ring, we made it into a ring.) But it was this line drawing of a round hot zone with this part sitting in the center of it, which I really can't say too much about. But anyway, I didn't design that, but we had a couple of engineers that designed the hot zone
At that time, Abar was owned by a man by the name of Charlie Hill, and he overlooked the whole project. At the end of the day, after the thing was built, (but not turned on), they handed it over to me. I was like the equivalent of chief engineer for the company, so I had the task of starting that furnace up. It was a very interesting experience. It was, for the first time, when I really saw what that ring hot zone could do. I didn't really recognize all its advantages when we first put it online and started to test it, but we realized that we had something different. But, whenever you have something different, you don't always know what to do with it. That's about where we were. In a year or year and a half, we started to see the advantages of that hot zone.
I was instrumental in the development of the gas cooling system. The original system did not have any recirculation abilities, in other words, it would not quench; it was just static cooling. That whole thing of how to do that, I worked on, and after a lot of failures, I might say, we got it to work satisfactorily, and it has grown and grown and grown ever since.
There are other things about the furnace technology that I've had my fingers on and it's been a very pleasant experience, Doug. I could go on for the rest of our time talking about this, but I won't!
DG: That's good, that's good. At least it gives our listeners some sense of your background. And, I might mention Bill, besides being a technocrat, is also an author. He's authored a book called The Golden Nugget which came out in 2017. It goes into a lot of detail, mentioning a lot of the things you've mentioned here, and much, much more. If anybody is interested in getting a copy of that book, we'll put some information up at the end where people can either contact myself or you directly, Bill, and they can get a copy of that book.
BJ: Thanks, Doug, for the plug. Let me say this: Anyone who wants a copy of that book, I will be happy to send it to them at no charge, postage paid.
DG: Very good! You're being much more generous than I was going to be. I was going to say, feel free to call me, I'm going to charge you $50 for this book and you have to pay postage. ~chuckle~
Let's move on. Let me ask you a couple questions because people are going to be interested in knowing some of the life lessons that you've learned and things of that sort. When you look back on your career, which has been a good 50 years, I'm guessing, what would be the top one, two, even three accomplishments? When you're taking that 30,000-foot view and looking back, what do you see as far as major accomplishments?
BJ: The major accomplishment, obviously, is the development of the vacuum furnace, and that particular horizontal ring furnace. We didn't patent it at Abar, unfortunately. We should have, but we didn't know what we had, honestly, and then it got out into the field anyway and we couldn't patent it. Aside from that, that particular approach — that round furnace approach — has been duplicated by all our competitors around the world. That is a major accomplishment and it, really, has my name on it, which nobody will tell you, but that's okay.
DG: That's why we do these interviews. Just so people know, if you look behind you, Bill, on your screen, you've got a round cylinder furnace there. I think that's the type of thing you're talking about, there, with the flat band heating element.
"That was almost unheard of back then. Now it's been adopted all over the place, today. That's some of the major accomplishments."
BJ: Yes, round elements. It's a graphite hot zone which we developed. Our original hot zones at Abar were all metal. They were molybdenum and the elements were molybdenum, and the elements were all riveted together. Now, the advantage of graphite is that you don't have to rivet anything and, actually, part of my development was to be able to design the furnace, the elements anyway, so that they could be bolted together. Originally, the graphite heating elements, particularly the ones that were in the Ipsen furnace, and even predecessors before that, they were all tubular. They were put together not with threads, but they were put together, not like an erector set, but where you have pins and . . .
DG: Yes, couplers of some sort.
BJ: Yes, I'm not thinking of it right. But anyway, they were just pushed together, really, literally. They were troublesome; the joints loosened up. They were difficult. Cheap, yes. The graphite tube was very, very inexpensive. That was done at VFS (Vacuum Furnace Systems) when I established that company. We developed the round, and flat, thin, graphite heating elements which were bolted together with graphite screws and nuts. That was almost unheard of back then. Now it's been adopted all over the place, today. That's some of the major accomplishments.
DG: That is a major one.
BJ: Before you get off this, Doug, I selected the picture, that you noticed, on purpose. To heat treat something of that size and to bring it to full metallurgical properties, which they are (they are actually H-11 or H-13, I'm not sure which), but that's not exactly a forgiving alloy to heat treat and bring to full hardness of that size and weight. That's the advantage of our vacuum gas quenching over pressure. That furnace, or almost any one of ours, if you design it right, will do that job. I can tell you, in my early days getting into the heat-treating business, I tried to do big rolls like that and fell right on my nose.
This work was done out at our Hermitage plant which Bob Hill runs and it's an everyday thing, rolls like this and otherwise. That's why I put it up there.
William Jones, CEO of Solar Atmospheres Group of Companies, shares pinnacle moments from his life and lessons learned along the way.
DG: Right. That Hermitage plant is in western Pennsylvania and, yes, I've been in there and it's a great plant. You've got a lot of furnaces and much bigger furnaces than that, even.
I want to get to the human side of things. You've had a significant impact on a lot of people in the heat treat industry, me being one of them, to be quite frank. But I'm curious: When you were a young man getting involved in the industry, who were a couple of people who had a significant impact on you? Who helped you along?
BJ: I worked for a company up in Attleboro, Massachusetts for two years or so and they had developed a two-color optical pyrometer, and that's why I went to work for them. It had all sorts of problems because of emissivity — that’s a technical thing I don't want to get into — but the two-color pyrometer has not been well accepted because of that stumbling block.
Anyway, the owner of the company was Dr. George Bentley. I was with him for 2 years and I decided I wanted to leave the company. I was a field engineer for them in the mid-Atlantic operating out of Philadelphia. That company is in Boston. George called me on the phone, and he said, "Bill, I'd like to talk to you. I know you're leaving the company, but I want to have a time with you." I said, “ok.” This was back in the day when travel was not particularly great, so it took me most of the day to get up there. The next day I went in to see him about 9 or 9:30 in the morning.
I sat down with George and we both chitchatted for 15 or 20 minutes. The most important thing he said to me, at the end of the conversation, was, "Bill, I want to tell you something. I have observed you over the years and I can tell you, you are never going to be happy until you run and own your own business." I looked at him and that went right over the top of my head. That was never a thought, ever, in my mind. It didn't really have any impact for several years, but later I realized he was right. Until you're sitting in the top chair and until you're making the decisions of winning and losing, you don't know what it's all about. That was a prime moving event.
"[George said,] "Bill, I want to tell you something. I have observed you over the years and I can tell you, you are never going to be happy until you run and own your own business." I looked at him and that went right over the top of my head. That was never a thought, ever, in my mind. It didn't really have any impact for several years, but later I realized he was right." - William Jones, CEO, Solar Atmosphere Group of Companies
There were two people that were quite influential, and in a negative way: One was George Bodine from Lindberg, and the other was Sam Whalen from Aerobraze. Back towards the end of my Abar career, I had decided I wanted to go into the heat-treating business here in Philadelphia. My wife, Myrt, and I, independently, met with each one of them and their wives and we had dinner. And they said, "Ugh, Bill, you do not want to go into the Philadelphia area in the heat-treating business. It will never be successful." They both poured ice water down my back about going to business in the greater Philadelphia area in the heat-treating business. I cataloged that and, later, did it anyway. In a negative way, those two were very influential.
There were a lot of other people, too. Abe Willan at Pratt & Whitney. I had some people at General Electric that were very influential. There is a whole litany of people that I could thank for what they've done in my life and for what they've added to my career.
DG: Let's advance on here to the next question. I think this is always interesting to find out from somebody: One of those things if you knew at the beginning of your career, something you know now, what would it have been? Given your experience, what are the top two or three lessons that you've learned during your career that you think have been most helpful to you.
BJ: There are a lot of lessons learned. We, as practical people in the heat treat industry, tend to pooh-pooh education, not always, of course; I have metallurgists and PhD's working for us in the company. Anyway, my point is, those of us who are practical engineers and others who have come up through the ranks, like my son Roger and others, we tend to look at the practical aspects of heat treating.
What is the lesson learned from that? Well, education is really part of it. The basis of what we do comes from the field of chemistry. Metallurgy grew out of chemistry. If you don't have a decent educational background, then you don't know the basis of where we came from because that's the basis of where we're going. What I'm trying to say is: What is the lesson learned? The lesson learned is don't reinvent the wheel because the wheel does not have to be reinvented.
I think those of us in our younger years tend not to look over things like that. We tend to say, "Well, we're going to develop this and we're going to do it" come hell or high water and we end up falling on our nose. That's the point: take the time and effort to study what's been done and then go from there.
I would say, also, the other thing is to listen to what people in the field want and what their comments are about what you're trying to do. I think that's the most important lesson to share.
DG: Listen and learn, learn, and listen. Those are good, Bill. I appreciate that.
Are there any disciplines that you've developed, your work disciplines, your workday, or your work week? Are there any disciplines that you've developed over the years that have been helpful?
BJ: As I said, part of your discipline is your educational background. I don't want to emphasize that too much, but that's an important base to start from. My life has been a very workaday place. I have put all kinds of hours into my career and my work. I didn't do it to make money: I did it because, as I said in my early comments, I'm a technocrat. If I see something that needs to be developed, I work on it and I get to it.
I think work ethic, in our business, is very important. People who are successful, certainly in the heat-treating business and in almost any engineering discipline, have to put work into what they're doing. I'm talking about more than 40 hours a week; you're going to work 40-60 hours a week in order to accomplish. I know, Doug, you're doing that in what you do because I see the development of your magazine and all the things that you do; you're putting endless hours into the development of that thing.
The development of a business is like pushing a big cart up a hill. You're going to push, push, push, and get that cart up onto the top of the hill and you never stop pushing. You get to the top of the hill, and you think you're just going to relax and go from there, but you can't. There is always another mountain.
DG: Yes, another hill or portion of the hill. Let me ask you this, because it addresses the next question I wanted to ask you, and that was about work life balance. Have you had to struggle with that and how have you dealt with it?
BJ: Well, that's a very interesting comment. If my wife were here, she would tell you that I've dedicated my life to my work and I've abandoned her. That's not really quite true, except. . . . My wife, Myrt, and I have been married for more than 60 years and she is a wonderful helpmate. She has run the household since our early marriage and raised our children. I did too, but she was principal. The mother is the core of the family; the father is just a procreator, I guess. Getting your life in balance with work is always a challenge. I have been involved in church things for many years and one of our pastors once came to me with something he wanted me to do. His name was John Clark, and I said, "John, don't you realize how busy I am? To take this on is more than I really want to do." And he said to me, "Bill, don't you know, if you want something done, you go to a busy person?" So, I did it.
DG: I've got a two-part question for you, now. I'm sure over your career, you've had many ups and many downs. I want to start with one of the downs. What was one of the most difficult, trying times of your career? Then, after that, I want to know what was a highlight? What do you think was one of the pinnacles of your career?
"There is nothing that beats hard work and dedication . . . ." - William Jones
BJ: I would have to say the most trying time in my career is that I've been involved in three lawsuits. If you get involved with lawyers and with the court, believe me, that is a trial. I was successful in each one of these and not being litigated to the point where I had to either pay or go to jail or what have you. But when you get involved with the law and with attorneys, number one, it becomes expensive, and number two, you're going to have a lot of sleepless nights over it. That's just bad.
Now, I have learned to avoid that, at all costs, if I can. Look, when you're in the business world, there are going to be challenging things — something doesn't work or whatever, and somebody is going to come back at you if they can. We live in a very litigious world, that's the problem.
People don't always live up to their obligations. I've learned it's best to do that. I'll give you an example: Just within the last two years, this was not a legal problem, but we had a furnace that was in the field. It had a deficiency in the furnace, and it was not easy to fix. So, I made the decision to completely bring that furnace back here to our main plant and to give the customer a brand-new furnace. By the way, we're talking about something that is $600,000. It's better to do that than it is to suffer the consequences.
Now, we brought that furnace back and I, personally, went over that with a fine-tooth comb to find out what in the world was wrong with it. We located the problems (it was in the chamber) and I had the chamber remachined on the front flange and that meant tearing the whole furnace apart and putting it back together again. It was only 2 years old. We completely fixed the problem, put it back online and then we resold it. We, obviously, lost money in the whole process, but our customer ended up happy with a new furnace, we satisfied him, and we went on from there. There is just a highlight of some of the issues that you can get into.
There are personal issues that sometimes hurt, but there is also a lot of gratification, too. A lot of people have appreciated the things that we've done, and I've appreciated more what they've done!
DG: Right: lawsuits and things of that sort are, obviously, kind of the low point. Can you nail down one, when you look back? What was the most enjoyable highlight of your career so far?
BJ: When I tested that first round hot zone, I did it by myself at night in a plant where I was the only one there. We had a big sight glass in the front of the furnace, and I could see the entire hot zone, the heating element, the heat shield, the ring and so forth, and I was able to measure the temperature and it was a WOW. This thing works! That was a highlight.
DG: If I had answered this question for you, I would have thought you would have said something like starting your company and building two furnace manufacturing companies. You've got four successful commercial heat treat companies, as well. I would have thought that a lot of the accomplishments along those lines would have been highlights for you.
BJ: You're right. And, along those lines, the car bottom furnaces that we've built, particularly the ones that are at Hermitage in western Pennsylvania, are a highlight. The very first one is a chapter on how that furnace came to be.
Anyway, it was designed and built by a group of engineers. I was on top of that. We met weekly during the design phase. We didn't put it together completely here at Souderton, we put it together to know that it was vacuum tight and so forth, then we took the furnace all apart, shipped it to Hermitage, put it all back together again and we ran test cycles on that furnace, empty. It did everything that we wanted it to empty, but that's not putting a workload in it.
One of the reasons for building that furnace was to process these big titanium coils that were very heavy. So, we put six of them into the furnace. I said, "I want to process six of these coils," and we had like a 20-25 thousand-pound workload of titanium in the furnace worth a lot of money, we're talking about probably a million dollars of work in the furnace. At the time, Bob Hill said, "Bill, you're not going to run the final product first. I think we should make a run with just some scrap steel that we have around." I said, "No, Bob. I am thoroughly convinced this furnace is going to work and work right. Let's put the coils in there and run it." And we did. You know what? It was 100% right. It worked. It was a big success. There have been other things, too, but that was one of the highlights.
DG: Let me ask a couple final questions. Based on what you're seeing going on today in the world, in the industry, wherever you want to take this one, Bill, is there any advice or wisdom that you'd give to today's up-and-coming heat treat industry people?
"I think, from my prior comments you'll get this. There is nothing that beats hard work and dedication to what you're trying to do." - William Jones, CEO, Solar Atmospheres Group of Companies
BJ: Yes, I would say this and I think, from my prior comments, you'll get this: There is nothing that beats hard work and dedication to what you're trying to do. So, what would I say to a young person, let's say, somebody that is in college, and they want to think about their career?
First, you want to do something that you're happy doing. You don't want to work at something that you're unhappy at. If you're unhappy, get out of it and do something else. You want to be happy at your job. That's number one.
Then, you must be properly prepared for it. You must have enough education to go forward. If you're going to be a writer or something involved in marketing, you must have some experience and training in that field. I have a marketing person sitting in the room with me, so I have to say that. She's a young person, so I can talk to her. That's the kind of advice I would give to a young person. You want to be dedicated, you want to be happy, and you want to work at it. You have to work at it. You're not going to have it handed to you. At least here, in our economy, in the United States, which we have a wonderful opportunity, the only opportunity in the world is, really, here in the United States.
DG: Last question. This is a question that I'm curious about. The group of companies that you've established — Solar Manufacturing, Magnetic Specialties, all the Solar Atmosphere companies — are all US-based, family-owned and a single business, separate entities but all owned by you and Myrt.
BJ: That's right. I can tell you that 100% of our companies are owned by Myrt and I. We have no other shareholders or stockholders. Originally, at VFS, I did. That long story is in my book, but no, today, 100% Myrt and I own the businesses.
Of course, this is a two-edged sword. If all these businesses were up and running and they are all successful, like they are today, and if I were 40 years old, I would have another, possibly, 40 years to look forward to and to operate these businesses. Now, at my age, I'm over 80 years old, so how many years do I have ahead of me? You can count them on one hand if that. We don't know.
DG: I was going to say, let's not put a limit on that, the Lord knows.
BJ: That's right, exactly. That's exactly what I was going to say. You and I understand that all too well. It's all in the Lord's hands. Myrt and I both feel that we've got a few years ahead of us, but we just don't know. Someone else commented to me, they said, "Well, your other competitors, and so forth, have been bought and sold by other businesses and you have not." I've looked at these companies that have been bought. Somebody made some money when they were sold, but I can tell you the employees certainly didn't make out on that. Any employee that's involved, particularly if you're at the higher end of the company, your life is in jeopardy because you don't know what the new owners are going to do. Half the time, within two years, you're going to be out on the street and all the hard work that you've put into the company is going to go down the drain.
DG: Right. This is getting to the core of the question that I wanted to ask, and that was that you've got successful companies going on, their family owned, they're going into a third generation of Jones, who is going to be helping to run the business and things of that sort. So many of your competitors, whether they be furnace manufacturers or actual commercial heat treaters, have either been sold, consolidated into bigger companies or, on the furnace side of things, many of them are now owned by international companies, companies outside of the United States.
My question to you, specifically, is why do you think it is that Solar has been one of the few companies that has been successful in maintaining a privately-owned, family-owned business where others haven't?
Jamie Jones President Solar Atmospheres
Trevor Jones is the CEO of Solar Manufacturing and Magnetic Specialties
BJ: We are a family-owned company and the fact that we have not been bought or sold, (and we’ve had the opportunity, but I didn't want any part of it), what's the bottom line? Why? Well, it's very simple: Money is not a driving factor in my life or in my wife's life. Money is not it. You know, the old saying is, when you go to the grave, there's not going to be a U-Haul behind you. You're going there with what you came with, which is nothing. My father once said, "Money doesn't really mean anything except that you can live a little more comfortably," and he was right about that. But, at this point in our lives, my wife and I are comfortable enough, and we certainly don't need to add on and on and on to our personal wealth.
I guess, to put it in simple terms, there is no reason for us to sell the company. If we can turn it over to our operating people who now are running it, and if they can do it successfully, God bless them, and what I and my wife, Myrt, have started can continue. And, you're right – in the room with me is Trevor, my grandson, and he is the third generation. Behind him is another Jones, his name is Cole, who is now 14 years old. He's not working for the company; I don't know what he's going to do. Trevor worked in this company since he was 16 years old, maybe a little bit earlier. He's saying, “Yes, I think you're right” His whole life, like mine, has been dedicated to this business. I don't know if that answers your question.
EDITOR’S NOTE: Jamie Jones, a grandson of Bill Jones, brother of Trevor Jones, and the father of Cole Jones, is also one of the key third generation leaders. Jamie is president of Solar Atmospheres in Souderton and Trevor leads Solar Manufacturing in Sellersville.
DG: Yes, I think it does. I think your quick answer- you're not a money driven person says a lot.
Well, Bill, that's it. I really appreciate the time you've taken to spend with us. I want to encourage people in the industry to make sure that they pick up a copy of your book, The Golden Nugget - An Entrepreneur Speaks, by William Jones and Heather Idell. It's worth reading. Bill, thank you very much. I really appreciate the time you spent with us, today, and congratulations on being a heat treat legend.
BJ: Thank you very much. The Lord's blessed us in that respect, Doug, and you.
DG: Yes. Thank you very much.
BJ: You're welcome. Bye-bye.
Doug Glenn
Publisher Heat TreatToday
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
Need a refresher course on the "gas laws" and how they relate to heat treating? What exactly is going on at a molecular level in your vacuum furnace? This best of the web article gives a helpful review of the theory of gases and practical tips to make your heat treating experience easier.
An excerpt:
"The movement of gases is an important and interesting subject but one often dismissed as a topic best left to scientists. However, the Heat Treater needs to know something about the basic nature (theory) of gases and in particular how they behave in vacuum. The main difficulty is that too much theory tends to become a distraction. Our focus here will be to better understand what goes on inside a vacuum furnace."
Heat Treat Today publishes eight print magazines a year and included in each is a letter from the publisher, Doug Glenn. This letter first appeared in Heat Treat Today'sDecember 2021 Medical and Energy print edition.
Doug Glenn Publisher and Founder Heat TreatToday
It’s December. Another year is mostly in the rearview mirror — unbelievable! Second only to COVID-19, America’s embattled supply chain has been top-of-mind for pretty much everyone in the North American heat treat industry. Just yesterday, a frantic heat treater called me asking where he could get a certain type of quench fluid necessary for aluminum processing. His go-to supplier ran out and he was in dire need of enough fluid to completely refill his rather large quench tank. It’s not good when the shelves are bare at the industrial grocery store.
The supply chain troubles will most likely not end soon. After shuttering the economy for nearly a year, we should not be surprised.
Nevertheless, as 2021 winds down, there is MUCH for which we should be thankful.
Thankful for Ancestors Who Fought to Defend Freedom
You’re reading this in December; I’m writing in mid-November, just prior to the oft-forgotten holiday of Thanksgiving. In fact, just yesterday was Veterans Day here in the United States and Remembrance Day in Canada — a time to remember and give thanks for the sacrifices made by men and women who fought to defend their and our freedom. When we stop and think about all the freedoms that we continue to have because of their sacrifice, we should be immensely thankful. Beyond being thankful, I hope many of us will be as brave as them and continue the fight to keep us free from internal and external enemies . . .of which there are many.
Most of the time, defending freedom doesn’t look like war or armed combat. Most of the time, it simply involves saying “no” to the little intrusions that well-intended civil authorities attempt to press on us. It’s not a popular position to hold in 21st century America, but our Founding Fathers, who had a much better sense of the latent evil in ALL men, had a healthy skepticism about those in authority. Get this… they understood that ALL men were sinners (evil by nature) and would tend to use any power granted to them for their own good and at the expense of others. I’m thankful for people who still think like our ancestors and are willing to sacrifice so much for our freedoms.
Thankful for Colleagues and Industry Friends
I’m also very thankful for colleagues and friends in the North American heat treat industry who make being in this industry so enjoyable. There are a lot of very good people in this industry. As I tell many newbies, “There are just a lot of very nice people in this industry. You’ll fit right in!” There are countless numbers of you who invest time and energy into helping others. One of my favorites is Mike Shay. Mike is no longer active in the industry, but for years, he worked for Hauck Manufacturing and was also a fully invested Scout leader. Mike spent untold hours helping young boys mature into thoughtful, freedom-loving men. Mike is just ONE example. There are MANY more.
Although supply chain issues will undoubtedly continue, the one supply chain that will never run dry is the supply chain of thankfulness. Thank you for being a Heat Treat Today reader. And thank you for the time you invest helping others enjoy their time in this great industry. Happy Thanksgiving, Merry Christmas, and Happy New Year! The Heat Treat Today team wishes (and prays) for a good and prosperous 2022 for each of you.
Direct thermal measurement of temperatures within a turbine is limited due to many factors. Some thermal sensing systems are not able to measure the lower end of the spectrum, while other systems are not able to measure the higher end. In this article, learn how Nanmac and Rhenium Alloys, Inc. worked together to discover a thermal sensing system in hydrogen atmospheres that solved these issues and more.
Today's Technical Tuesday was written by Herbert Dwyer, chief technical officer of Nanmac and president of Herb Dwyer & Associates, LLC., and Todd Leonhardt, metallurgist and director of Research & Development at Rhenium Alloys, Inc. This article was originally published in Heat TreatToday’s December 2021 Medical & Energy print edition.
Introduction
Todd Leonhardt
Metallurgist and Director of Research & Development
Rhenium Alloys, Inc.Herbert Dwyer
CTO, Nanmac
President, Herb Dwyer & Associates
Direct thermal measurement of temperatures within the turbine (both fixed and aviation) and on the test stand, has been limited to 2642°F (1450°C). This uses a precious metal thermocouple composed of platinum (Pt) and rhodium (Rh) which are very expensive and have limited life above 3182°F (1750°C).
The conditions within the turbine also limit the choice of direct measurement systems due to the combustion by-products, wind speeds, pressures, shear forces, vibration, and thermal shock.
The recent focus on “green energy” gases that are more friendly to the atmosphere and offer excellent energy density per volume of gas points to a gas that has been around for many years — hydrogen. However, the use of hydrogen as a combustion gas within the turbine can be challenging as well. Molecular hydrogen is generally smaller than molecular oxygen. The by-product of the combustion of hydrogen and oxygen forms water. Water vapor is more climate friendly than carbon monoxide, carbon dioxide, or other forms of carbon found in turbines using standard jet fuels, natural gas, or combinations. Another challenge is the wide variety of temperatures to be measured at various points within the turbine, from inlet air to combustion to outlet air, the range can be from -22°F (-30°C) or lower to a predicted high of 4172°F (2300°C). No one type of thermal measuring system exists today that covers this total range. With this as a baseline, Nanmac and Rhenium Alloys, Inc. worked together to explore various combinations of material systems that could operate at the lower temperatures, plus reaching the upper temperatures of 4172°F (2300°C).
The system that could cover this range was the Type C thermocouple with a 5% tungsten and 26% rhenium wire composition. One key part of the system is the insulator which separates the two legs of the thermocouple, the second key part is the refractory sheath like tantalum or molybdenum. The range of temperature covered by this combination was from about 662°F (350°C) to 4172°F (2300°C). The actual testing temperature was performed from 1292°F (700°C) to 3992°F (2200°C).
Application and Testing Objectives:
Fixed and aviation turbines (includes direct mount and test stands)
Test temperatures above the 2642°F (1450°C) range
100% hydrogen atmospheres
Thermal shock issues
Life issues at elevated temperatures and stress
High shear stress caused by air flow
Low and high frequency vibrations
Mounting options to accommodate space issues
Atmospheric corrosion caused by particulates in combustion gases
Cold junction transition location
Mounting depth
Objectives, Equipment, Assembly, and Test Times
Of concern, as atmospheres approach the ultra-high temperatures (UHT) region above 2642°F (1450°C), there are materials interactions between the components of the thermocouple (sheath, insulators, and thermocouple wires) and the furnace environment (representing the combustion section of the turbine) at elevated temperatures. Individually, the materials have high melting points, but combining these materials within the thermocouple system can cause low melting point eutectic to form a reaction between materials to occur. These material interactions can cause the thermocouple to fail prematurely in service at unexpectedly lower temperatures than predicted.
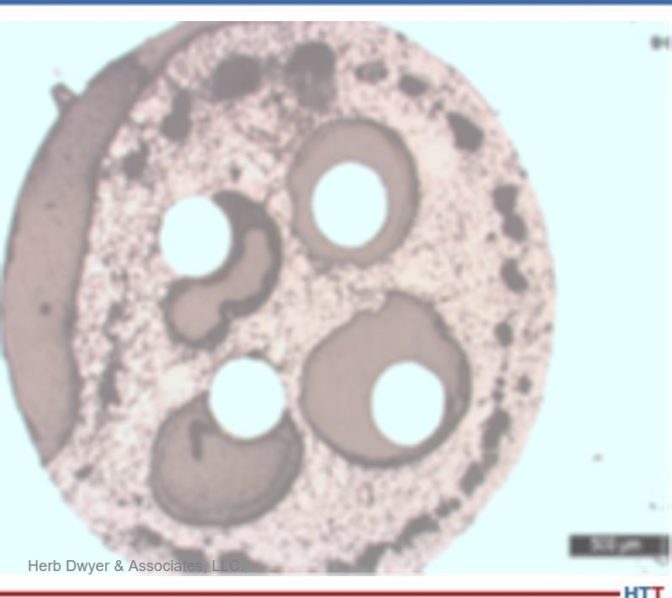
During Nanmac’s material compatibility testing, interactions between the sheath, insulators, and Type C thermocouple wire occurred. The weak link in the thermocouple system is the high temperature insulators of hafnia, alumina, and boron nitride. As the temperature approached the 3812°F (2100°C) test temperature, the insulators decomposed. Some of the observed failures appeared to be due to the hydrogen gas penetrating the end closure welds or even through the sheath walls; some of the insulators failed at these temperatures at much lower levels than expected. Some failure modes were caused by the insulator melting and attacking the thermocouple wires leading to fractures of the junction welds and the individual thermocouple wires.
Figure 1. The hafnia insulator failed above 3542°F (1950°C)
Photo Credit: Herb Dwyer & Associates, LLCFigure 2. 99 alumina failure above 3542°F (1950°C) during the transition to 3812°F (2100°C) 6 inches back from tip
Photo Credit: Herb Dwyer & Associates, LLC
Nanmac and Rhenium Alloys, Inc. used hydrogen cover gas because of access to a furnace which used that atmosphere. The use of hydrogen as a future combustion gas gave insight into how these material systems would operate in that harsh environment. The furnace also gave insight into the thermal shock issues from quenching the furnace with hydrogen gas for rapid cooling which allowed for a quick turnaround in testing. Additionally, the processes helped evaluate the possible impact of 100% hydrogen atmosphere on the insulator’s materials, wire junction welds, and sheath end closure weld. The furnace used for compatibility testing used a calibrated control system with a reference thermocouple and a calibrated optical pyrometer.
The test assemblies for compatibility testing were smaller lengths of typical thermocouple systems composed of the 0.050” walled molybdenum sheath. The insulators tested included: hafnia (HfO2); 99% alumina (Al2O3), and boron nitride (BN insulator and Type C 24 AWG [0.020]) thermocouple wire assembly, which was back filled with argon gas to prevent oxidation of the components. Test durations were one hour, two hours, and six hours, at elevated temperature and a complete post-mortem evaluation was performed on all test articles to evaluate compatibility of the thermocouple components at UHT.
Discussion:
The ASTM E20 Committee is exploring the possible increase in calibration temperatures from the existing 2642°F (1450°C) to 3182°F (1750°C) or higher. While it appears the individual materials can achieve these and even higher temperatures, tests indicate that this is not the case for all the combined thermocouple components.
Discussion of some of the material issues includes:
1. As atmospheres reach 3182°F (1750°C) and up to 4172°F (2300°C), materials are limited to refractory materials like:
Molybdenum, tantalum, platinum, and other alloys of these materials.
Ceramics like 99% alumina, zirconia, hafnia, boron nitride, silicon nitride (SiC), and others were tested.
Wire materials are limited to some alloys of tungsten (W) and rhenium (Re).
2. Combining these materials also lowers the system’s overall temperature. For example, the boron nitride, on its own, can reach temperatures up to 5252°F (2900°C), but when combined with the Type C wire and molybdenum sheath, it can only operate reliably to 3632°F (2000°C). Figures 1 and 2 are examples of failures of ceramic insulator exposed to high temperature service conditions.
NOTE: During lab analysis, at the various temperatures, it was observed that decomposition and significant degrading of the insulators had occurred. The exposure to the UHT not only attacked the ceramic insulators but also attacked the Type C wire and its sheath. Part two of this article will show some of the pictures of this attack and discuss some of the approaches to address this material issue at these UHTs, above the threshold of 3182°F (1750°C).
3. Cost now becomes a significant driver. Some of these materials, including alloys of platinum and rhodium can cost upwards of $2,000 or more per inch, are very hard to machine and form, and can contain hidden cracks and voids that under these extreme temperatures lead to reduced mechanical life.
4. The operating atmospheres have a significant impact on the alloys used, and high carbon loads from unburned fuel can also impact these refractory materials, for example:
Oxygen attacks molybdenum, tungsten, and even tantalum, although to a lesser extent than the attack on molybdenum.
Hydrogen’s small molecules can attack the insulator by penetrating the welds; the insulators exposed to this reducing gas oxidize, melt, and shrink causing potential grounding, secondary junction(s), and further mechanical failure.
Nitrogen becomes a significant factor when used above 1832°F (1000°C).
5. The operating environment is not friendly to the following:
The need to directly insert into the combustion gas flow chambers exposes the tip to very concentrated thermal and mechanical forces.
Space restrictions limit the wall thickness and lengths (to resist H2 penetration and handle the extreme heat, thicker walls and an OD of ¼ inch or higher are required).
A turbulent air flow at speeds up to 400 mph.
Air pressures to 500 psi or higher.
6. The shorter the thermocouple (TC) length, additional thermal transfer issues are exacerbated. For example, four inch or shorter lengths can adversely impact any brazed joints from the TC to extension wire [(the temperature in this area where the tip may be at 3632°F (2000°C)], can be 1832°F (1000°C) or higher. Braze joints fail at much lower temperatures.
The transition at this point may also have insulation issues since it may be difficult to control the addition of an acceptable insulator in the transition area. The potential of secondary junctions is quite high (any significant mechanical movement (expansion and contraction) can cause high stress and weak insulators.
A technique using swaging has been somewhat successful but requires materials that can be swaged, limiting options to very expensive alternatives today. Some mineral insulated (MI) cables may be acceptable but need more testing.
The cold reference junction may be unacceptably close to the high temperature (1832°F or 1000°C), thus requiring a relocation further away from this point, requiring possibly a unique analog to digital converter (A/D) like those used in cars. This has not yet been fully developed at this point.
Nanmac is working on a method to carry the TC wire further into the test stand or turbine. This will address the transition issue, enable the use of existing A/Ds, and offer potential integration into the turbine engine itself.
By using this method (see d, above) on the test stand, it is possible to economically investigate this method, maintain safe operations, and make it useable once the system issues are resolved at the test stand.
The Type C was chosen for this temperature requirement (4172°F or 2300°C)
Other than the Type D or A (both of which are in very limited supply and are basically of the same alloy construction), the Type C is well known and characterized, can operate up to 4172°F (2300°C), and has some significant history of use in this temperature realm [the tungsten (W)/Rhenium (Re) alloys are used regularly in high temperature metallurgical furnaces and even within the turbines].
Type C is recognized by ASTM and NIST, its accuracy is 1%, and by comparison calibration Type C has been shown to be capable to about 0.5%, not the 0.25% of the Type S or R, but at a cost of 75% or less and its life, at elevated temperatures, is good and predictable.
Type C has existing MI cable matching extension wire.
Type C has existing A/D systems; thus, it is easier to integrate.
Type C has existing connectors, color coded wire, and terminal connections.
Can other ceramics reach 4000°F (2204° C)? Can these ultra-high temperature systems be built commercially? To find out the answers to these questions, don’t miss the second part of this article in March’s (2022) Aerospace Heat Treating magazine and learn about the results, conclusions, and next steps.
About the Authors:
Herbert Dwyer is the CTO of Nanmac, and president of Herb Dwyer & Associates, LLC. Herb specializes in international business development, electromechanical manufacturing, heat treating furnace optimization, and thermal measurements up to 4172 °F. Herb has over 50 years of experience in the field of thermal and pressure sensors for the aerospace industry.
Todd Leonhardt, a metallurgist and director of R&D at Rhenium Alloys, Inc., possesses an in-depth knowledge of high temperature refractory metal and is an expert in rhenium. As a 38-year veteran of industrial and government research in the areas of material characterization and processing refractory metals, Todd has shared his knowledge in over 25 publications including NASA technical memorandum, peer review journal articles, and conference proceedings.
Hazelett Strip-Casting Corporation of Colchester, VT in the US has become a member of a global heat treat furnace solution provider headquartered in Leonding, Austria. This happened via an acquisition of a majority interest in Hazelett.
Hazelett technology is used in metal manufacturing processes worldwide to cast aluminum, copper, zinc, and lead into metal strip and bar used to create a variety of products. The company has been involved in the design and manufacture of continuous casting machines for the global metal industries for over 100 years. Similarly, the acquiring group, EBNER Group, has been involved in the design and manufacture of thermal processing furnaces for over 70 years. Both have been family-owned throughout their histories and this merger preserves that legacy.
Mino S.p.A, based in Alessandria, Italy will remain a shareholder, and David Hazelett will also remain as both a shareholder and president. "As family-owned businesses," Hazelett commented, "Hazelett and EBNER have the freedom to take a longer view; one that encourages investment in research and development, building long-term relationships, and preserving our environment.”
Hazelett plant Photo Credit: EBNER
EBNER Industrieofenbau is a global company and market leader in heat treatment facilities for the semi-finished metal products industry. EBNER specializes in the research, development, fabrication, installation and commissioning of heat treatment facilities for the ferrous and non-ferrous industries using the most environmentally friendly and energy efficient technologies.




 Source: Total Materia
Source: Total Materia