Eric Ford, Vice President of Sales and Marketing, Graphite Metallizing Corp.
In this Technical Tuesday original article, read how an automotive manufacturing plant is able to solve high-temperature bearing failures by upgrading to bearings that use a self-lubricating material that can operate in extreme temperatures. Author, Eric Ford, Vice President of Sales and Marketing at Graphite Metallizing Corp., shares how these bearings decreased the need for unplanned and costly maintenance of parts in the case study that follows.
An automotive engine manufacturing plant in the Midwest upgraded the bearings in their gas nitriding ovens after encountering numerous failures with rolling element bearings.
An example of a flame curtain in an industrial setting (Photo source: Graphite Metallizing Corp)
This large manufacturing plant runs automated gas nitriding furnaces for treating their various engine components. A flame curtain, at the entrance to the furnace, produces a vertical stream of combustion products to minimize both the infiltration of room air into the furnace chamber and the disruption of the furnace atmosphere inside. The bearings for the conveyor rollers, closest to the flame curtain, are subjected to intense heat for a short period of time, about 30 seconds, which is enough to cook the grease in the bearings and degrade their performance.
In many automotive plants, these machines are running 24/7 for up to six months at a time. Any breakdown of this equipment has serious consequences in terms of profitability and delivery schedules.
Excessive Downtime
The plant was having trouble with the repeated failure of the rolling element bearings, located just prior to the furnace’s flame curtain. These bearings were failing within six months, causing unscheduled maintenance and downtime. Though there was an automatic grease system, temperatures of approximately 300°F resulted in the grease being cooked away rapidly, resulting in conveyor roller seizure.
When the bearings seized, production on the line stopped. The furnaces then needed time to cool sufficiently for maintenance personnel to be able to access and replace the bearings. Starting the system up again wasted yet more production time.
The conveyor transporting the parts has bearings to support the load and convey the product through the furnace. (photo source: Graphite Metallizing Corp)
It was taking three people about four to six hours to replace the bearings and start the furnace again each time the bearings failed. These unscheduled shutdowns cost tens of thousands of dollars in production loss, labor, and materials. In addition to the expense of the downtime, there was also the added safety risk of handling parts when unloading the furnace and performing maintenance on the equipment, which was still hot.
Successful Trials
At a heat trade show during this time, the production manager of the plant learned about Graphalloy bushing materials; Graphalloy is the name for a specific family of proprietary graphite/metal alloys developed by Graphite Metallizing Corp of Yonkers, NY. Its featured qualities include non-galling, corrosion resistant, dimensionally stable, and can operate at temperatures from cryogenic to higher than 1000°F (538°C). These materials work very well in severe environments and services due to their self-lubricating properties – no grease or oil is required. There are more than 100 grades of these high-temperature bushings which are designed for specific conditions.
Flange Bush 845 (photo source: Graphite Metallizing Corp)
Soon after the show, company representatives went to the plant and proposed a simple drop-in replacement for the current greased bearing flange block assemblies. The production manager agreed to test a few of the company's 4-bolt flange blocks with copper bushings, and they were installed a few weeks later.
The target was a difficult one: The production supervisor said that a doubling of the lifespan of the roller element bearings would enable the plant to stick to its twice-annual scheduled maintenance intervals. By achieving this goal, unscheduled maintenance shutdowns would be avoided.
During the one-year trial period, the high-temperature bushings were a success. Based on the positive result, the production manager installed additional bushing assemblies of this brand type during subsequent scheduled maintenance dates, until all furnaces had been converted to new self-lubricating bushings.
The original bearing assemblies, installed over six years ago, have been operating without a single failure or showing any appreciable wear.
By replacing the metal bearings with newer graphite bushings, the automotive company eliminated at least two unscheduled shutdowns and dozens of hours of maintenance work per year. According to the production manager, using this has saved this automotive giant hundreds of thousands of dollars to date.
A Pennsylvania producer and provider of steel wire and rod products, Liberty Wire in Johnstown, PA, underwent an intensive nitrogen-methanol controls upgrade for a continuous furnace line. The process included a new control system and panel for a continuous annealing furnace line to process coiled wire products.
SSI Controls Matrix (photo source: Super Systems Inc.)
Mike Cassidy, the Liberty Wire Controls Analyst, led the installation with Super System Inc. (SSI) project engineers, “I’m very pleased with SSI and the new system... I’m looking forward to working with them in the future.”
The SSI Matrix control system was incorporated to control the automated flow and mixing of the process gases. SSI HMI and eFlo 2.0 meters were also integrated to provide Liberty with the latest in hardware, software and communications technology.
Youngstown Tool & Die (YTD), an Ohio manufacturer of aluminum extrusion dies, upgrades its in-house atmosphere heat treatment capabilities with the purchase of two high-pressure gas quench (HPGQ) furnaces. The decision to buy stems from the manufacturer’s plans to expand within their community.
Dave Mrdjenovic, General Manager, Youngstown Tool & Die (photo source: Youngstown Tool & Die)
“Our expansion,” said Dave Mrdjenovic, General Manager at YTD, “has been facilitated by a localized government development program to expand employment and business development in our area, so we are moving quickly to take advantage of the program. Upgrading our existing atmosphere furnaces to high pressure gas quench vacuum furnaces will significantly improve our performance as we grow.”
The two Vector® HPGQ furnaces were provided by SECO/VACUUM (a SECO/WARWICK Group company).These furnaces are designed for the heat treatment of dies in all types of applications, such as stamping, molding, and extrusion as well as for other uses. Because Vector’s HPGQ system cools dense masses both evenly and quickly without distortion, die quality and consistency are improved compared to the more historically used atmosphere heat treatment methods. These furnaces create a bright and clean final product.
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
In this conversation, Heat Treat Radio host, Doug Glenn, interviews Nitrex CEO, Jean-François Cloutier, to hear about how Nitrex has been able to expand and rebrand their company while creating mutually beneficial relationships between itself and end-users at a global level. Click below to learn more about the “art of the deal," strength-based management, and global growth.
Click the play button below to listen.
The following transcript has been edited for your reading enjoyment.
Doug Glenn: Jean-François (JF) Cloutier, the CEO of Nitrex, will be sharing his background on how his company reenvisioned themselves in the industry, implementing six initiatives resulting in a transformative rebranding of the entire organization. JF will also talk about what “the art of the deal” looks like and what a mutually beneficial business relationship looks like with GM Enterprises.
Let's start with some background before getting into Nitrex's synergy with GM Enterprises and “the art of the deal.” JF, let's hear a little bit about your background.
Jean-Francois Cloutier, Nitrex CEO
JF: I've been in the industrial world for many years. I worked for Bombardier a Canadian train and planes manufacturer, for roughly 17 years. I had my own business for a few years before that. I then worked for the rail division of Caterpillar called Progress Rail; it was acquired by Caterpillar in 2006. I worked for them for 3 years. I wanted to be closer to the family, so I came back and started at Nitrex in April of last year. I've worked in different countries and in different places for both Bombardier and Caterpillar, from Canada and the US to Mexico and China. I've worked in supply chain for some years, so we were involved in supply chain at the time with heat treating services. I was not an expert, but I was familiar with the industry and knew some of the processes, so I decided to join Nitrex.
DG: It's been interesting to watch over the last year or so, to see the progress made. It seems to me you've got a really solid management team in place.
JF: I think it's a well-balanced team between people of experience from the industry that worked at Nitrex for many years. Obviously, Michel Korwin [President at Nitrex Metal and United Process Controls at Nitrex Metal Inc.] staying on board as an advisor was very good for me as he's got tremendous experience. There is Chris Morawski [Special Acquisitions Advisor at Nitrex Metal Inc.] as well, and Paul Oleszkiewicz [Vice President at Nitrex Metal Inc.]. So we have people with lots of years of experience. Even a gentleman like Jason Orosz [President of Heat Treating Services at Nitrex Metal Inc.] that you probably know. Jason has been in the industry for many years and his family business has been involved with Nitrex for many years. Jason is relatively young, he's not even 40 and he's got probably 20 years already in the business. Also, we brought in some people. Olivier Caurette [President at United Process Controls] who is a guy who used to work for Bombardier as well in different fields and different countries; he's quite a global guy. There is Elizabeth D. [Vice President Global Human Resources at Nitrex Metal] from Caterpillar. I think we have a solid team in place. I mean, the team was very good before, as well. But with the direction we wanted to take, with the growth, and becoming a bit more global, we felt the need to bring in people with global experience too.
DG: Let's talk a little bit about the business units that currently exist in Nitrex. I heard the webinar, but why don't you run down through the basic business units of Nitrex. We'll talk about them independently, but let's get an overview first.
(source: Nitrex)
JF: Absolutely. Nitrex was founded in 1984 and it grew throughout time organically, but also through acquisitions, and that's how the company, in the end, became vertically integrated with 3 divisions, especially UPC (United Process Controls) will now be branded UPC Marathon, as you probably heard on the webinar. UPC grew through multiple acquisitions, Process-Electronic, and Marathon Atmosphere Engineering. The company Nitrex grew throughout time through acquisitions, and more recently with GM Enterprises. This is a unique position in the market. There are not that many companies vertically integrated with design and manufacturing capabilities like furnaces (that's NTS), heat treating services which is what we call HTS, and United Process Controls (now UPC Marathon) with controls, software and different equipment for the heat treating industry. So, this position is quite unique, and for us, it has been working very well because the goal of the company, or how we present ourself, and that's a bit where the rebranding came from. We presented ourselves as a solutions provider. It may look very wide, but what it means is that we can go beyond selling a product, so we have experts in different fields of metallurgy and obviously people with lots of experience in heat treating. But, we can go beyond selling a furnace or we can go beyond selling a component. When we're approached by a customer usually, unless they want to buy specific components, most of the time there is a challenge, there is a problem to solve. We have to understand the problem, where it's coming from, what's the application and that kind of brings us into understanding a little bit more the component or the application and that's one of the reasons why we consider ourselves a solution provider. We can work with OEMs and understand the problematic and go beyond the equipment itself. Then we can sell them the proper equipment or upload the proper recipe to the furnace, if it's a problem related to that, but in any case, that's why we consider ourself a solution provider. Since we started to grow internationally, and after the acquisition of GM Enterprises, presenting ourselves to the market as a solution provider, we looked at how the company was positioned in the market, in terms of corporate image. We realized that it was probably time to rebrand some of our brand and present ourself to the market with a more accurate image of who we are, and that's what generated the discussions around it's probably time to rebrand. We had the new management team on board and the company, after putting together a strategic plan, definitively we saw a need to diversify as well. So all of this together supported the need to rebrand.
DG: Let's talk a little bit more specifically about your acquisition of GM Enterprises. Address the thinking behind that and the vision that lies ahead for that company.
JF: It is in line with our philosophy of being in the complexity, high range heat treating provider. We're are in a big niche. It is two words that may look contrary, but we are in gas nitriding, and we were known for gas nitriding, but we were a little bit more than that; we have other processes internally. But to go back to the reasoning of acquiring GM Enterprises. GM Enterprises is a lead in their field in the US and it was very complimentary in terms of product for its value with what we have. GM was mainly focused on the American business and Nitrex was more global, so it's a good compliment for GM and for us. And the other thing, and the main thing really, is to be in the vacuum and get in the segment where we were less present, which was the aerospace segment, as well as MIM, defense, and 3D printing. We were not so much in those fields. Nitrex is more industrial, automotive and a slight presence in aerospace, but now with the acquisition of GM, we reinforced those segments. That was a good compliment to the product portfolio, a good compliment in terms of market, and also in terms of company values, were quite aligned. Both companies were born with an entrepreneur mindset and grew like that throughout the years, and despite the difference in size, Nitrex is larger in size than GM, those values are still present in both companies. I think it was a good fit, and the timing was right. I'm glad that Suresh Jhawar, the previous owner decided to stay with us, because obviously he's a library of information and knowledge, same as Michel Korwin and Chris Morawski. So to your point about the management team, yes, it is a good management team and I think it reinforces that point.
DG: I've known Suresh for many, many years and he is a good guy. I do like his entrepreneurial spirit. Let's talk about “the art of the deal.” Very briefly, can you give us a timeline and about how the deal came about with GM.
Mrs. Veena Jhawar, G-M Enterprises COO; Mr. Jean-François Cloutier, Nitrex CEO; Mr. Suresh Jhawar, G-M Enterprises President
JF: The discussion started last fall and it went pretty quick and smooth. Suresh and his team are good negotiators as well, so we had some good discussions, but honestly, I think it went pretty well and the deal was completed at the beginning of this year. We started to look at the synergies between the two companies and one of them was definitely the potential to sell GM products in other geographies where Nitrex is a bit stronger. That's why I was saying it was a complement to our product portfolio, but also in terms of market. We started to work on that and started to train our people internally, both the GM sales team as well as vice versa on both products. The Nitrex sales network will definitely benefit GM products, so there is great potential in Europe and China as well. Even though GM has sold in the past in China, at Nitrex we have a sales force there. We have a plant as well as opening a new one in the (15:45) of China, in Ningbo, more precisely. We're expanding in China so that will benefit definitely GM and other products of Nitrex.
I think the future of GM is expanding in geographies where the products were not necessarily sold that much in the past; so leverage the sales network of Nitrex and share the knowledge internally between the two companies. GM Enterprises remains an entity like it was but is now part of the larger group Nitrex.
DG: Can you address the management team over there now? I understand Pontus [Pontus Nilsson] is staying on but you've brought somebody else new into the GM position.
JF: Yes, thank you for asking. We've brought in a gentleman by the name of Larry Jackson. Larry is a longtime aerospace guy. He's been in the aerospace industry for many years in charge of various operations. It wouldn't be a bad idea one day to organize something with him, if you have an interest. But, Larry has been managing aerospace operations for a long time. He joined us about 3 months ago. That was part of the plan when we acquired the company that eventually Suresh would want to start phasing out gradually despite his long years of experience, he is still full of energy and wants to stay around. In terms of succession planning, it was important to bring someone who would want to stay with us for a few years, so we brought in Larry. He has brought in as well a supply chain manager and started to make some improvement in the operation. It is going very well and he is well-integrated as well with Nitrex so operation, best practices, procedures, and processes that we were following at Nitrex are now being implemented at GM. So far it is a successful integration.
DG: You've got a very interesting, succinct, very powerful tag line: “Mastering Strength Worldwide.” You've already talked a little bit about some expansion going on in the Ningbo in China, maybe address for the readers some other things that might be going on, most notably, presence in Europe, Poland and any other places that you anticipate growth worldwide, maybe with the exception of North America, which we can address independently.
(source: Nitrex)
JF: We're expanding our plant in Poland or starting to talk about expansion. The plant in Poland is our flagship in terms of design and manufacturing of furnaces. About a year ago when I joined, well, the team before me had started to look at the expansion potential or possibility, so we moved forward with that project. That is going to double our capacity. Right now, obviously, we're going through some challenges in the economy in general, however, the business is good for Nitrex and we still see lots of potential to grow, so we decided to pursue the expansion of that plant which should be completed before the end of this calendar year. That is a very important project for us. The other one I mentioned is Ningbo in China. We already have a site in Wuxi, China, west of Shanghai, there is some demand in that area of China, and others. But we're starting with Ningbo after discussing with our partners in China, our team there, as well as some customers, we decided to move forward with the expansion. That should be ready some time in the Fall as well. Again, in line of strength and growth, I'll explain a bit where we're coming from with Mastering Strength. In terms of expansion, we see ourselves expanding in China; in Poland, which is our flagship site, we'll continue to grow.
We are investing in the US, as well, in our Chicago plant, which is an important operation for us. We signed, as well, a rep agreement with a company in India which was a geography where we were not so present, so we're making some steps into India as well. So far, it's a story of growth. There might be some other acquisitions. I cannot talk about it right now, but we're still looking at growing.
DG: These expansions internationally, the Ningbo and Poland, are they for heat treatment services, are they for equipment, or are they for controls?
JF: Good question. It is for NTS, Nitrex Turnkey Systems, so for furnaces, as well as United Process Controls. We're making more space for both divisions. And I should think we have some heat treating services capacity there, but the floor is mainly used for furnaces as well as for UPC. So that site is becoming our main site within Europe to supply our customers.
DG: Is there anything more you want to address as far as growth internationally?
JF: No, I think on the international side, we talked about India, China, which we are seeing now a strong comeback in China after the situation being a bit more under control in terms of Covid-19, so there's a rebound in China. So far, Nitrex has gone through the storm quite well. This company has been through different storms in the past, like in 2008/2009 for instance, and because this integration of three different divisions, I think that's one of the key success factors of this integration. When customers sometimes delay some decisions, then our other divisions do well, so we compensate. The synergy between the three and now we will integrate a little bit more a “cell network” between the three companies, so that will help us going through future storms, if any, but we will be even better prepared on the global scale to face that kind of storm. Also, in terms of manufacturing capability, we have the capability to manufacture in different sites inside the Nitrex group, so that should help us get through potential storms in the future.
DG: You were talking about plant expansion and Chicago. Let's use that as a segue into discussing North America plans a little more.
JF: In the US, we have different HTS – site heat treating services – with UPC. We also have United Process Control as one facility in Milwaukee. But, we are investing in our Chicago site with Nitrex equipment but some other processes as well that we will be talking in the near future that's underway. We're expanding the infrastructure: Chicago is a good location for us, well located close to different industries. We're serving industry all companies as well as automotive jobs there, so we saw the need to expand there. This site, and others, will also grow. We equip some of our sites with our own equipment, with Nitrex equipment. We have other processes, although most of our sites are, in general, equipped mainly with Nitrex gas nitriding furnaces. That's one of the reasons we were interested in GM as well. It was a good diversification for us. We were not so present in aerospace, and now it's a good balance between aerospace, automotive, industrial... We started to see some growth in defense and that's a segment that we are going to keep an eye on. When we put all this together, that's why we decided to keep investing in Chicago. Our site in Indiana we simply equipped with an additional furnace. Michigan, where we serve the automotive industry, but also industrial, there is some growth plan there as well. In general, that's why the story has been quite good the last year, it's been a growth story.
To go back to your point about mastering strength. We put a group together, and we tried to identify the values and what are the elements that bringing the three divisions together under a similar or harmonized set of values, and that's what people came with. We have strong processes, we have strong people in the company, strong knowledge that was accumulated for years that we gained through working with different OEMs, but also people with a lot of experience still with us. The word “strength” was coming often, so that's why we decided to build more on that. That's why you'll see more and more mastering strength. It's based on strong processes and strong people. We make parts last longer and stronger, etc.
DG: I also liked your 'LEAD' acronym that you used in the webinar- leadership experience agility and diligence. Diligence is one of those things not often remembered as a real virtue. Sometimes, you have to just stick to it, you know?
JF: That's part of that focus group we put together. They came up with different values and when we summarized them, we found it interesting that they made the word 'LEAD'. It was a characteristic of the people here. I was really proud of the team. Agility is also a good one, because at times, especially in the situation we're in right now, I think remaining agile despite the growth is something we always have to keep in mind. Always keep the entrepreneur and customer service.
DG: I think we've covered all of these things, but I'll just throw these out because I thought this was a good slide that I captured off of your presentation. You have- initiatives that we've started, and there were six items there and I think we've hit on all of these, but if you want to expound on any of these, let me know. There was increased production capacity, expand heat treat services capacity, expand global footprint into new geographies, optimize sales network and good market strategies, implement modern management systems and selectively pursue M&A opportunities. Of course, that one is of interest to me but I can understand your reservation to be cautious on that. Does anything jump out that you want to expand on in those six?
JF: Like you said, I think we covered the essence of most of them. We're investing as well in a system because as we're growing and bringing on board, like GM for instance, there is a need to make sure we are connected all together and that we speak the same language in terms of financial language, but as well as operations, so metrics, etc. So we're implementing a system. And that leads to connectivity. We talk a lot about connectivity these days, but first internally, we have to make sure that we are all connected so that we can keep growing with a solid platform. Then, when we make other acquisitions, we will make sure that we have a management system in place that allows us to quickly integrate any other companies. But it leads also to connectivity.
You were asking me earlier where I see the future. Definitely, digitalization and connectivity is something that will be quite important in our industry and for us. When I look at different OEMs, what they're doing, and after I've worked for many years in OEMs, definitely the complexity of supply chain, velocity of supply chain is increasing and the OEMs want to have fast response with no disruption in their operation, and heat treating is part of their supply chain. So, we need to adapt. They are getting into connectivity; Caterpillar is doing it and many other OEMs, so I think that's the future of the heat treating industry. At least for Nitrex, we are moving in that direction of having our equipment connected and making sure that all our sites can be managed in the standard way. But connectivity to the equipment, having assets connected, etc. So that's something we're investing in R&D now.
DG: Two final things. One if you can speak briefly to Novacap and their role in all of this and then I've got one other question after that I want to spring on you and see what you think.
JF: Novacap invested in Nitrex, becoming a majority shareholder in 2015. Novacap is a leading private equity firm in Canada. They are basically composed of operators, so people who've worked or managed companies, a lot of them are part of Novacap team. It's a really good partner for Nitrex because obviously they are interested in the operations. They get involved when needed, but they leave enough space for the management to maneuver. They were obviously instrumental behind the deal with GM Enterprises and other deals potentially to come. So far, it's a very good partnership. It's more than a partnership actually; they are our major shareholder.
DG: Do they have a 51+, if you don't mind me asking?
JF: Yes, they are a majority shareholder.
Another advantage is within their portfolio of companies, they invest in different companies and we are working with some of them actually. Some are in the projects to double up for their capabilities for Nitrex, so it's been a good marriage so far.
DG: Here's the question I want to spring on you. I've got a big smile on my face because it's not a hard question to answer. I just like getting a little bit more on the personal side of things. You've been with Nitrex a year. What is that excites you most about the future? And secondly, what is it that's keeping you up at night, in the sense of, what are you worrying about?
JF: Let's start with the first one. While it's a global company with tremendous potential for growth – its amazing products, a good reputation, solid people on board, I think there's a good recipe here and lots of knowledge here in the company. – there is great potential to be better known to the OEMs because of the knowledge in metallurgy in this company in heat treating. Our people can go way beyond just selling a product. There is a lot of potential and that excites me a lot. I think a global team, a company of that size with a heat treating business, there are not that many, so that's very exciting.
Things keeping me up at night – I think we should always remain alert and agile with what's going on in the market, so not that it's keeping me up at night. But, when we go through challenges like we're going through right now, we need to move at a faster pace on many initiatives and that's why we are launching, or we have launched, multiple initiatives, some I shared with you here. That's part of remaining agile. It's good to be challenged and it's good to stay always on the edge because the market is changing, and it forces us to adapt and fast. I like that actually. My management team likes it. They don't like to be in the comfort zone.
I think the key takeaway that I would like your readers to remember Nitrex as a solutions provider going beyond the sale of a product. We can get involved and help customers solving complex engineering problems and that is how we want to present the company to the market and our customers.
Read more about Nitrex's rebranding: https://www.heattreattoday.com/industries/manufacturing-heat-treat/nitrex-reveals-new-brand-identity/
Read about the July expansion in at the Illinois plant: https://www.heattreattoday.com/equipment/heat-treating-accessories/vacuum-pumps-gauges-valves/vacuum-pumps-gauges-valves-news/commercial-heat-treater-expands/?oly_enc_id=
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
Solar Atmospheres of Western PA (SAWPA) will expand their material hardening repertoire by adding vacuum oil quench (VOQ) capabilities. The decision to go with a vacuum oil quench was influenced by serious concerns for the environmental and furnace operator safety. The Safety & Health Achievement Recognition Program (SHARP) provides standards for health and safety, some of which caused Solar Atmospheres to question heat treating processes that utilize explosive endothermic gases and flammable open oil quench tanks. As a result of these concerns, Solar Manufacturing and Solar Atmospheres commenced engineering meetings in 2019 to design and build a US-manufactured, safe and quality VOQ.
Solar Atmospheres Vacuum Oil Quench Furnace (Photo source: Solar Atmospheres)
Early this week, Bob Hill, president, SAWPA, Hermitage, PA, announced that the company had purchased and will install a new 36” x 36” x 48” VOQ furnace capable of safely quenching 2,000-pound loads without carbon potential concerns. The furnace, the first of its kind manufactured by Solar Manufacturing, Sellersville, PA, will be operational in early 2021.
Additionally, SAWPA is constructing a 15,000 square foot building to make room for the VOQ furnace line. Besides the VOQ furnace, the line also includes a parts washer, two tempering furnaces, and a charge car. The building expansion will be completed mid-summer 2020 making the entire SAWPA complex 120,000 square feet under one roof.
This is one of the best thermocouple basics articles you’ll read this year. It covers the different types of thermocouple, questions to consider when deciding which type of thermocouple to use, as well as a fascinating discussion on thermocouple wire and wire insulations.
Ed Valykeo, Thermocouple Specialist, Pelican Wire
John Niggle, Business Development Manager, Pelican Wire
Learn about thermocouples and their place in your heat treat department in this Technical Tuesday original Heat TreatToday article by John Niggle, Business Development Manager, and Ed Valykeo, Thermocouple Specialist, at Pelican Wire, Naples, FL.
This article appears in the upcoming edition (June 2020) of Heat Treat Today’sAutomotive Heat Treating magazine.
The six common types of temperature measurement sensors used in industry are thermocouples, RTD’s, infrared, bimetallic, liquid expansion and change of state devices. Thermocouples are by far the most used of all these sensors. Their popularity is due to their simplicity and ease of use, as well as their size and speed of response. For these reasons, thermocouples are commonly used in the automotive industry for purposes such as component testing, for example brakes, exhaust gas temperature measurement, and in oven temperature profiling in paint systems. Most importantly for readers of this article, thermocouples are widely used in heat treat applications as well.
A thermocouple is a simple, robust, and cost-effective temperature sensor used in a wide range of temperature measurement processes. It consists of two dissimilar metal wires that produce a voltage proportional to a temperature difference between either ends of the pair of conductors. Thermocouples are self-powered and require no external form of excitation.
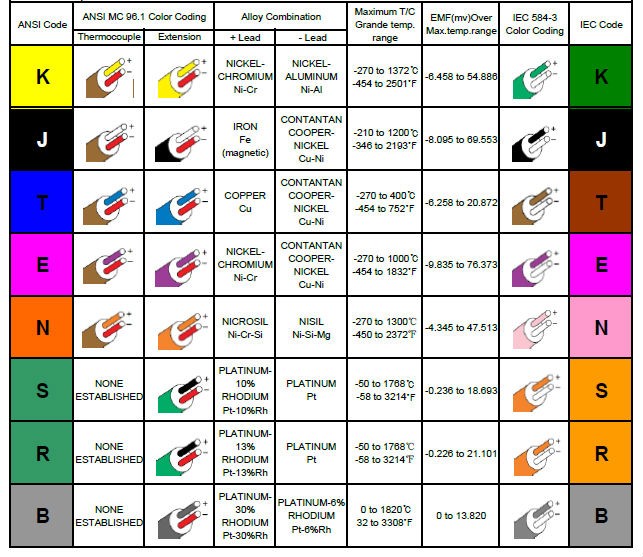
Thermocouple materials can be divided into two groups based on their compositions. The two types are base metal and noble metal thermocouples. Base metal thermocouples are made of inexpensive and readily available metals such as nickel, iron, copper and chromium. Noble metal thermocouples are made of costly elements such as platinum, rhodium, gold, tungsten, and rhenium. This article will focus on base metal thermocouples.
For convenience, base metal thermocouples are identified by letter, K, J, T, E, and N. Type K and J are the most widely used in industry. Base metal thermocouples are chosen for use based on emf output, temperature range, and the most often overlooked, environment. Base metal thermocouples are used in a wide range of industries including medical, diagnostics testing, vehicle engines, gas appliances such as boilers, water heaters, and ovens. They are widely used in the heat treat industry. Thermocouples are invaluable in monitoring and validating critical processes.
Type K Thermocouple
Type K thermocouples are nickel based so they work well in most applications. Type K thermocouples have good corrosion resistance. They’re inexpensive, accurate, reliable, and have wide temperature ranges. Maximum continuous temperature is 2012°F (1,100°C).
Advantages:
Good for high temperature applications
Appropriate for use in oxidizing or inert atmospheres at temperatures up to 2300°F (1260°C)
Best in clean oxidizing atmospheres
Disadvantages:
Not recommended for use under vacuum or partially oxidizing atmospheres
Not for use in sulfurous atmospheres unless protected
Not recommended in a vacuum at high temperatures
Type J Thermocouple
Type J thermocouples consist of a positive leg of iron and a negative leg of copper nickel alloy. They have smaller temperature ranges and shorter lifespans at higher temperatures than the Type K. They are equivalent to the Type K in terms of expense and reliability. It is a good choice for general purpose applications.
Advantages:
Relatively high thermoelectric power
Appropriate for use in vacuum, air, reducing, or oxidizing atmospheres
Disadvantages:
The Iron leg is susceptible to oxidation
Should not be used in sulfurous atmospheres
Iron leg limited at subzero use due to rusting and embrittlement
Type T Thermocouple
Type T are very stable thermocouples and are often used in extremely low temperature applications such as cryogenics. They are found in other laboratory environments as well. The type T has excellent repeatability between –380°F to 392°F (–200°C to 200°C)
Advantages:
Very stable
Moisture resistant
Useful to 700°F (370°C)
Can be used in vacuum, reducing, or inert atmospheres
Disadvantages:
Lower temperature range
Type E Thermocouple
Type E are nickel-chromium versus copper-nickel thermocouple alloy combinations that produce the highest emf per degree of any of the base metal thermocouple alloy combinations. Type E can be used in temperatures from 300°F to 1600°F (149°C to 871°C).
Advantages:
Good in oxidizing atmospheres
Higher temperature range than type J
More stable than type K
Has the highest output EMF of any standard type
Disadvantages:
Vulnerable to sulfur attack
Only short-term use in a vacuum
Only short-term use under partially oxidizing conditions.
Only short-term use in alternating cycles of oxidation and reducing atmospheres
Type N Thermocouple
Type N thermocouple alloys are nickel based. Type N shares the same accuracy and temperature limits as the Type K. Type N has better repeatability between 572°F to 932°F (300°C to 500°C) compared to the type K.
Advantages:
Good in oxidizing or inert atmospheres
Less aging as compared to Type K
Better suited for nuclear environment
Disadvantages:
Do not use in sulfurous atmospheres
Slightly more costly than Type K
Thermocouple Color Code Chart
Questions to Ask When Choosing Thermocouples
Besides the metallurgy of the thermocouple, consideration needs to be given to the style of sensor, probe or wire, and construction of the wire that carries the signal from the sensor to the instrument reading the signal. The purpose of the sensor is to achieve the same temperature as the process it is measuring and relay that temperature to the process instrumentation. The process being measured should dictate the type of sensor. If the process would in some way damage the sensor or invalidate its accuracy through corrosion, flow, pressure, or another condition, then a probe style sensor would be best. If the temperature being measured is in a static environment like a paint booth in an automotive assembly plant, an engine and exhaust system on a test stand, heat treating oven, or even a fluid that is not flowing, then a wire style sensor should work. The wires can even be tack welded in smelting or forging operations in one-time use applications.
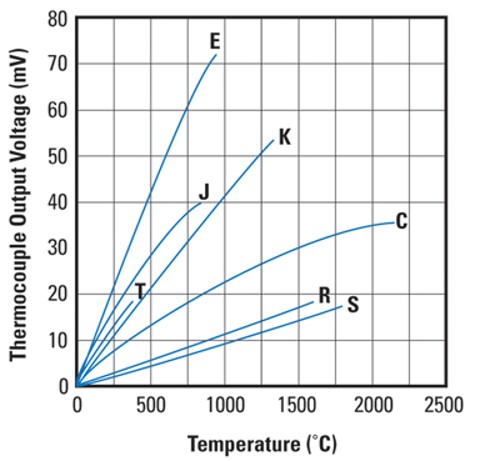
Thermocouple Output Voltage for Types E, J, T, K, C, R, S
Thermocouple Wire
Thermocouple wire construction or design has many factors to consider. These factors include accuracy, resistance to heat, abrasion, moisture and chemicals, flexibility, and durability as well as size constraints Accuracy falls into two classifications, Standard Limits of Error and Special Limits of Error. Special Limits of Error wire or conductor shares the same metallurgy with Standard Limits of Error but has better accuracy as the name implies. Standard Limits of Error wire or conductor would have a wider understood range of inaccuracy. A quick rule of thumb for understanding the accuracy divergence between special and standard limits of error; special limits of error tolerance ±2.0°F (±1.1°C) up to 500°F (260°C) and then 0.4% beyond 500°F (260°C). As an example, the tolerance for a special limit thermocouple at 1000°F would be ±4.0°F (±2.2°C) (1000 X .004). For a standard limit thermocouple, the quick rule of thumb is ±4.0°F (±2.2°C) up to 500°F (260°C) and then 0.8% beyond 500°F (260°C). Using the same example, the tolerance at 1000°F (538°C) for a standard limit thermocouple would be ±8.0°F (±4.4°C) (1000 X .008).
Extension grade is a third class or grade of wire that should also be mentioned. Extension grade wire should not be confused with either of the thermocouple grade wires mentioned previously. Extension Grade wire in fact should not really be considered a thermocouple grade wire, but rather a signal wire that carries the signal of the temperature being measured by the sensor to the process instrumentation. Typically, extension grade wire is not exposed to the same conditions that the probe and thermocouple wire would be. It is usually removed at a distance from the process being monitored, and as such, the requirements for the construction of the extension grade wire are not as stringent. For instance, the heat resistance requirement for the insulation would not be as high or critical. The maximum temperature extension grade wire is certified to is 392°F (200°C).
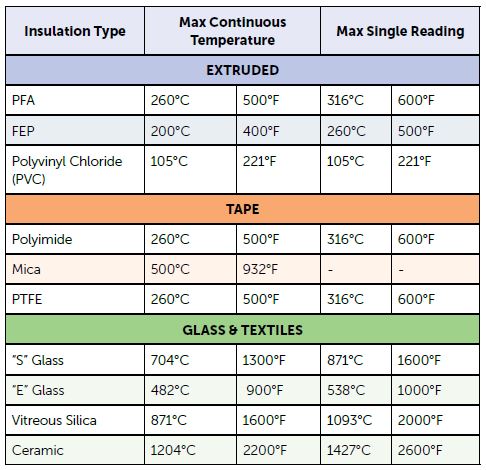
The choice of insulation is a critical factor in thermocouple wire design. Selection of insulation is influenced greatly by the atmosphere in which the wire will be operating. In the case of extension grade wires, the conditions will not be very demanding, for the most part, so PVC is a commonly used insulation. It has sufficient heat resistance for most environments, although not to the maximum certification temperature extension grade wire of 392°F (200°C), and has adequate moisture, chemical and abrasion resistance as well as flexibility. PVC is also an economical choice for insulation.
However, in many instances especially as the distance to the sensor and process temperature being monitored decreases, PVC does not have the properties necessary to withstand the conditions of those environments. This is particularly true of heat resistance with PVC being rated to 221°F (105°C ) only. Other insulations offer much higher heat resistance with the additional benefits of abrasion, moisture and chemical resistance if required. These other insulations can be broken down into 4 categories. Those categories are: extruded insulating compound, tapes, fiberglass, and high temperature textiles. Common extruded higher heat resistant extruded insulations would be fluoropolymer compounds like FEP and PFA. Heat resistance of these compounds range from 392°F to 500°F (200°C to 260°C). They exhibit excellent abrasion, moisture, and chemical resistance as well. They are also cost-effective solutions within their functional temperature ranges. Wires using fluoropolymer compounds for insulation are many times chosen for their smaller overall size.
Tapes most often used for insulating thermocouple wires are polyimide, PTFE, and Mica. They are normally chosen for higher heat resistance requirements. In the case of polyimide tape, it would be chosen when a lighter weight wire is desired. A desirable feature of PTFE tape is that it is a thermoset. Depending upon the tape, heat resistance is rated at 500°F (260°C) for polyimide and PTFE to 932°F (500°C) for the mica insulation. The polyimide tape has good abrasion, moisture and chemical resistance as does the PTFE. Mica is usually used to supplement PTFE and fiberglass insulations in dual insulation wire constructions. Flexibility of the wire is reduced with the use of mica tape. The overall dimensions of tape insulated wires are like wires with extruded insulation, except for mica taped wires as the mica tape increases the wall thickness of the wire.
Wire insulation types and temperature rating
If higher heat resistance is required, then the next logical insulation is fiberglass. Fiberglass insulation can be braided on the individual conductors, then braided again over both conductors to form the overall jacket; or the individual conductors can have fiberglass spiral wound, or ‘served’, around them with a braided overall jacket over both. This determination in construction is usually dependent on the gauge of the wire and the limitations of the braiding equipment.
The two types of glass encountered are E glass and S glass. E glass is rated for 900°F (482°C) and S glass for 1300°F (704°C). Glass insulated wires will have slightly larger walls than extruded, and tape insulated wires yield slightly larger overall diameters. While giving the user higher heat resistance than extruded or taped insulations, glass sacrifices some abrasion, moisture, chemical resistance and possibly some flexibility depending upon the wire gauge. Glass is seen in the automotive world because of the higher temperature requirements for component testing.
For more demanding heat resistance applications, there are the high temperature resistant textile insulations. These would be vitreous silica and ceramic fibers. Ratings for these insulations are 1600°F (871°C) for vitreous silica and 2200°F (1204°C) for ceramic. These insulations are also applied to wires on braiding equipment. These textiles produce a heavier wall than any of the other insulations previously mentioned so wires constructed with materials will have larger overall dimensions as well. Additionally, the insulations would be considered somewhat fragile and would lack abrasion resistance so they would best be used in a static environment. Applications requiring moisture or chemical resistance would not be recommended for these.
There are other options for thermocouple wire construction available including the gauge of the conductors, whether solid or stranded, shielding, drain wires, twisting, cabling, custom color coding or even applying a metal overbraid such as stainless steel or Inconel. While there are many constructions that are considered standard, not all applications are the same and there may be multiple processes with a facility requiring different types of sensors and wires. Given the critical nature of temperature in many manufacturing processes and testing scenarios, it is important that the data is gathered accurately, reliably and consistently to be relayed to the process instrumentation where the validity of the results can be trusted. It is best to consider as many factors and requirements as are known then consult with a manufacturer for the sensor and wires that would be best for the different processes being monitored.
About the Authors: John Niggle has been the business development manager at Pelican Wire since 2013 and has prior sales experience in process instrumentation. Ed Valykeo, a 40-year veteran in the wire industry, many with Hoskins, is a thermocouple specialist who has worked with Pelican for 10 years.
Nadcap is a ubiquitous topic in the aerospace industry. In this original Heat Treat Todaycolumn, veteran heat treating partner, Todd Wenzel, of Throughput/Bluestreak, shares his opinion of the accrediting of Nadcap parts.
This article first appeared in the latest edition (March 2020) of Heat TreatToday’sAerospace Heat Treating magazine.
Todd Wenzel, president of Throughput Consulting, Inc.
First of all, I want to admit that I am not a quality manager, nor have I played one on TV, nor did I stay at a Holiday Inn Express last night. I just want to convey what I have seen in the heat treating realm regarding Nadcap accreditation. I also want to state upfront that if your company plans on aggressively pursuing aerospace part processing, it is always preferable to have your AS9100 and Nadcap accreditations in place.
My basic point to convey is that, in my humble opinion, it is not always necessary to have a Nadcap accreditation to actually process aerospace parts. Why would I make such a “treasonous” quality claim? Let me share two real examples that I have witnessed, and perhaps you have also witnessed.
Example 1
I have worked directly with many heat treating companies over the past 15+ years. Many have a Nadcap accreditation, many are in the process of obtaining it, and many that do not have it. My first example is an experience one well-respected heat treater had when setting up a new facility in a new location that would be physically positioned to tap into Nadcap work. They established this new facility and began the process of obtaining their AS9100 and Nadcap accreditation, none of which is inexpensive, as you are well aware.
Simultaneously, they started to market and talk to prospective customers about this new resource they would have for their aerospace parts. They eventually discovered that even though they had a stellar reputation in the industry, and their commitment to obtaining AS9100 and Nadcap was well documented, they found it extremely difficult, and even impossible, to move these prospective customers away from their current heat treat supplier(s) who were NOT Nadcap certified. WHAT, how could that be?!
Photo source: TAV Vacuum Furnaces
Well, it turns out these non-Nadcap heat treaters were “grandfathered” into the manufacturer’s supply chain. They had been processing parts before Nadcap “requirements” and had sufficient quality control to produce the required results. I’m sure there was also a cost component here since the grandfathered heat treaters did not have the added expense of obtaining and maintaining a Nadcap accreditation. Plus, there was the inherent corporate inertia to not want to change unless forced into a change, in this case suppliers.
So, what did the Nadcap accreditation do for this heat treater, completely set up to serve the aerospace industry? Bupkis.
Example 2
In this second example, there is again a well-respected heat treater who has an AS9100 accreditation, but not Nadcap. They leverage their software-based quality management system like very few other heat treaters. Nearly every piece of data they need for an audit is literally one or two mouse clicks away. They fly through audits 50%-75% faster than other heat treaters, many without any findings, and every auditor who has the opportunity to work with them is astounded at the MES/QMS system they rely upon to produce these results.
Along comes a very well-known aerospace manufacturer who is looking for other heat treating suppliers. They show up for their normal audit, and what they find is not what they were expecting. Remember, this heat treater does NOT have a Nadcap accreditation, which is supposed to be a “requirement” for processing any aerospace parts.
Their audit went much faster than normal, and they passed with zero findings, which is almost unheard of for this manufacturer of flight-critical parts. The auditor said this company is in the top tier of heat treaters he had worked with and was “blown away” by the QMS system that provided them with the flexibility to drive customer-specific production control right down to every step performed on the shop floor. Plus, all of the supporting documentation of calibrations, training, document revisions, and much more was easily available to back up the processing history.
The auditor also said that the founder of this aerospace company always emphasized that they should NOT exclude potential suppliers that are not Nadcap or AS9100; they just need to have a fully vetted quality system. Obviously, this heat treater’s MES/QMS system met that standard in spades!
Conclusion
I am NOT implying there is no value to having AS9100 or Nadcap accreditations, but what I am saying is that as long as you have a well-vetted QMS system, you should not avoid marketing your company to process aerospace parts.
Obviously, you would need specific thermal processing equipment to do so; but, a well-vetted MES/QMS system that is designed to give your company the quality “leverage” you need to compete in the aerospace market is, in many respects, the main resource you need to expand your business into aerospace and beyond.
About the Author: From its inception in 2004, Todd Wenzel has served as president of Throughput Consulting, Inc., an enterprise software consultancy serving the metal treating industry.
An aerospace fastener manufacturer, located in Pennsylvania, received three multipurpose bench mounted box furnaces used to test high-temperature aerospace fasteners.
The new model GS2026, from L&L Special Furnace Co., Inc. includes a spring assist vertical lift door that allows for effortless loading and unloading even at high temperatures. The control is an industrial control system that includes a Eurotherm temperature control, overtemperature protection and a recirculation fan for uniformity.
L&L Special Furnace Model GS2026 bench mounted box furnace (Photo source: L&L Special Furnace Co. Inc.)
The GS2026 has internal dimensions of 18” wide by 12” high by 24” deep. It has an operating voltage of 208, 220, 240 volts single phase, 60 or 50 hertz. The furnace is constructed from 3” lightweight IFB firebrick, backed up with 2” of board insulation. The elements are supported in hard ceramic element holders. These provide long element life and are easily replaced.
These additions now bring a total of five GS series furnaces at its facility.
The changes and current events occurring in our cities, states, country, and around the world are causing our heads to spin and our equilibriums to stagger. While information from the latest Industrial Heating Equipment Association’s (IHEA) Executive Economic Summary will come as no surprise for many, an unexpected, yet welcome projection will be sure to bring hope and encouragement to our weary spirits.
The report begins by explaining the incredible speed, fluidity, and “real time” fluctuations of information. “The data stream that informs the assessments we review each month has been affected right along with everything else in the economy. The changes have been taking place at a bewildering pace, outdated almost as soon as the data is collected.” Hence, because these numbers are so organic, “This set of numbers and graphs are only as accurate as they were a week or so [ago], and by now, they have all changed in significant ways.”
Despite the data pointing downward, almost universally, there are two of the twelve sectors assessed that have shown growth — steel consumption and capital investment. The summary states, “Steel consumption should be down given all the problems outlined in manufacturing and construction. There has been very little traditional demand for steel and that would lead one to expect deteriorating consumption. The slight uptick suggests that some users of steel are preparing for a return to higher prices down the road when there is an economic recovery and thus, they are trying to buy now while prices are low.”
Sectors buying steel now and storing it until they see their own demand start to recover.
The motivation behind the gain in the capital investment index has been similar to that of steel consumption. “Now is the time to invest in new equipment or even expanded facilities as the prices are very low and there is some willingness to deal. This is a pattern that is nearly always seen during recessions . . .”
In a recession, acquisition of capital goods and physically expanding facilities occurs.
As to the rest of the numbers, the report says, “The first and most important is that this is an artificial recession imposed by a lockdown strategy intended to address another issue. In the simplest of terms, the economic crisis is collateral damage in the war on the COVID 19 outbreak.”
But, as we conclude, there is optimism as we get a glimpse of, in the words of Paul Harvey, “the rest of the story.”
“There is a surprisingly level of confidence as far as the future is concerned. The analysts that have been looking at the expected progress of the economy, as well as the virus, still contend that we are in the midst of a “V” recession – one that falls very quickly but rebounds just as fast. The assertion is that there is enough pent up demand to drive consumer behavior, and this will encourage business to respond quickly, and that will mean they will bring the majority of their workforce back from their “furlough,” and that will encourage even more consumer activity. . . It all becomes a matter of timing and the resilience of the consumer.”
The report is available to IHEA member companies. For membership information, and a full copy of the 12-page report, contact Anne Goyer, Executive Director of the Industrial Heating Equipment Association (IHEA). Email Anne by clicking here.
There are many young folks in the North American heat treat industry who are giving their time, talent, and education to making the industry a better place to work. But who are they? Help us recognize them.
The Heat Treat Today 40 Under 40 initiative is an opportunity for the heat treat community to give loud applause to the ladies and gentlemen rising up as leaders in the North American heat treat industry.
We are honored to conduct this recognition for the ninth year in a row. We need your help to locate the hidden heat treaters who don’t step out on their own behalf; who work in shops, hidden within in-house heat treat operations; and who are outside of our connections. We want to hear from YOU to know who you think is a rising young leader in the North American heat treat industry. Perhaps it is you!
Who To Nominate
A young person working for a manufacturer with in-house heat treat (excellent!), or a colleague/yourself working in the heat treat industry
Based in North America
40 years old or younger at some point in the nomination year
Models excellent heat treat knowledge/abilities
Evidences significant accomplishments/contributions to the industry
Demonstrates leadership skills and character
Where Winners Are Announced and Recognized
Featured announcement in Heat TreatToday’sSeptember People of Heat Treat/Trade Show Issue.
Special digital edition announcement to Heat TreatToday’s entire Heat TreatDaily e-newsletter distribution list.
Periodic highlights in the Heat TreatDaily e-newsletter for one year.
1-year special website section at www.HeatTreatToday.com/40under40. All content can be easily forwarded and is social media friendly.
Each nomination should take 10 minutes. Multiple nominations are allowed. (When you nominate a heat treat customer or colleague, your company will be recognized as their nominator. Points!!)
1. Click the “Nominate Now!” button.
2. Share nominee information:
current job title and employer
contact email
Optional: years in the heat treat industry and year of birth
3. Share why they stand out through concrete benchmarks/descriptions of their leadership. The best things to include are:
Leadership qualities and character
Evidence of initiative and/or accomplishments
Evidence of contributions to the industry
Demonstrable evidence of having positions of leadership and/or is on a leadership track
Optional: a professional image of the nominee.
4. Leave your contact info.
Nomination Deadline: June 26, 2026
Contact Kelsha with any 40 Under 40-related questions!