Changes are inevitable, but the world today is changing so rapidly that it’s constantly keeping us on our toes. Do two men from different parts of the world and lots of experience within the heat treating community have vastly different perspectives on the happenings in the heat treat industry?
We want to find out, so we asked a question that focuses on the world of heat treating to Thomas Schneidewind, the editor-in-chief ofheat processing magazine, and Doug Glenn, the publisher and founder ofHeat TreatToday. The question: Will the war in Ukraine impact the heat treat industry?
Thomas’s expertise lies in the European market while Doug’s resides in the North American market. We will feature their responses in each print magazine. Will their views align? Time will tell. Enjoy this first installment of an ongoing column. This column was first published in Heat TreatToday’sMay 2022 Induction Heating print edition.
Will the War in Ukraine Impact the Heat Treat Industry?
Will, or how will, the war between Russia and Ukraine directly or indirectly impact the industry? What immediately comes to mind?
Thomas Schneidewind, Editor-in-Chief, heat processing magazine
Thomas Schneidewind Editor-in-Chief heat processing Magazine
First of all, the war in Ukraine is a humanitarian catastrophe. And the first war in Europe since 1945 marks a turning point in history. It has a strong impact on the global economy and hits the thermprocess industry in particular. The exploding energy prices lead to shutdowns of sites in the steel industry. That means that some investments will be frozen.
Europe’s Turning Point
Due to the economic downturn more and more companies are facing another difficult year. Machine and plant builders are affected by the imposed sanctions. Most of the companies are engaged in Russia and in Ukraine as well. One example: Against the background of the war in Ukraine and the human suffering associated with it, SMS group has ceased its main business activities in Russia and Belarus, with the exception of safety-critical maintenance work. New orders will not be accepted. All companies who have strong relationships with clients in Russia and Ukraine are taking care of refugees. SMS will be taking in one hundred families from Ukraine at its German locations in Hilchenbach and Mönchengladbach.
In Europe we see a completely new set up of the political agenda. Specifically, the German so called Energiewende (the country’s planned transition to a low-carbon, nuclear-free economy) will be pushed by the decision makers. The German economy has a long way to go to be independent from Russian gas and oil. The war will affect people and businesses all over the world – we see a historical turning point. For Europe and for the whole world.
Doug Glenn, Publisher, Heat Treat Today
Doug Glenn Publisher and Founder Heat TreatToday
The first thing that needs to be clearly communicated is that our thoughts and prayers are with all of those being adversely affected by this war. The loss of human life, personal freedom, and property are the most important impacts of this crisis. Everything else – including what follows in this short column – is somewhat insignificant.
Energy Shortages
Higher energy prices caused by supply shortages are and will continue to happen. More so today than any time in history, markets are global and what happens halfway around the world will have an impact everywhere. The U.S. has imported nearly 20% of its energy from Russia, and with that supply being cut off, we are and will continue to see rising gas, natural gas, and oil prices.
The U.S. could do more to help ourselves and the world through this crisis, however. Mark Mills from the Manhattan Institute asserts that today, with oil prices at $120 per barrel, the U.S. is producing 1.5 million FEWER barrels of oil than we were last year when oil prices were only $60 per barrel. The energy problem in the U.S. is not fundamentally a lack of energy and it is not a market problem. It is a political problem caused by those who have pushed for “green” at all costs.
Supply Chain
Supply chains are and will continue to be disrupted. Being the largest economy in the world and geographically removed from the crisis, I anticipate that U.S. supply chains may not be as badly hurt as those in Europe, but the disruptions will continue. As we all know, if a manufacturer is missing just ONE PART, the entire end-product is on hold. It is completely unpredictable how and when this will impact the North American heat treat industry, but it is safe to say that it is and will continue taking a toll.
Increased National Debt
Probably the most significant long-term impact of the crisis is the continued irresponsible growth in national debt. Now exceeding $30 trillion, our country does not need a war to incur more debt. But as we all know, there is nothing like war to drive national debt through the roof.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Sometimes our editors find items that are not exactly "heat treat" but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing. To celebrate getting to the “fringe” of the weekend, Heat TreatToday presents today’s Heat Treat Fringe Fridaybest of the web video that announces and describes how a thoughtfully designed and machined medical implant allows orthopedic surgeons to increase their precision in treating a variety of distal femur fractures.
Piotr Skarbiński Vice President of the Aluminum Process and CAB Products Segment SECO/WARWICK Group Source: SECO/WARWICK
A roller-type furnace intended for spheroidizing annealing of bearing steel forgings will be operated in the Kielce plant of global bearing manufacturer NSK. The process line built around a roller-type furnace is intended for heat treatment of workpieces will be assembled into bearings to be used, for example, in the automotive sector.
The company received the same SECO/WARWICK furnace years ago, and the line featuring it has been operating in the NSK factory for seven years now. This type of equipment has technological roots in the U.S.
"We know that bearing production requires a huge amount of precision," said Piotr Skarbiński, VP in charge of this product segment at SECO/WARWICK Group. "The required metallographic structure can be achieved in the production process only with a strict and repeatable regime of a many-hour thermal process. That is why our production line intended for this purpose is based on full automation of processes. This enables the elimination of all errors resulting from the human factor."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Are you ready for summer? Heat TreatToday’sIndustry Calendar features the key events of the season to make sure you do not miss an important meeting or tradeshow. Check out three June 2022 events in today’s original content piece below!
If you have an event to add — or want to give us a heads up on an event that you and others are going to attend — feel free to reach out to the editors at editor@heattreattoday.com.
Heat TreatToday’sIndustry Calendar is located under “Resources” on www.heattreattoday.com, and if you want to find out how to navigate this feature yourself, check out this article here!
Production Brazing Seminar
June 7 - June 9
"This program, which runs from 8AM to 5PM each day for three days (Tues-Thurs) at The Simsbury Inn (Simsbury, CT) provides detailed information about all aspects of brazing of a wide range of metals and joining of ceramics. All brazing processes and filler metals are covered in this program. This course, taught by Dan Kay, who has over 50-years of hands-on brazing experience in operating and[. . .]"
Additive Manufacturing with Powder Metallurgy (AMPM) 2022
June 12 - June 15
"Focusing on metal additive manufacturing, AMPM2022 will feature worldwide industry experts presenting the latest technology developments in this fast-growing field."
"ceramitec is the meeting point for the international ceramics industry: Every branch, every market leader, every decision-maker, and the entire value chain is represented here. And it is this that makes ceramitec the leading international trade fair within the industry."
Tempering. A vitally important step in the hardening process and a process that is used extensively throughout the heat treatment industry. There are three main schools of thought on how to achieve a properly tempered part. Here we have asked three experts to share their knowledge on the specific approach they feel works best for tempering: Bill Stuehr of Induction Tooling, Mike Zaharof of Inductoheat, and Mike Grande of Wisconsin Oven. Learn how each approaches tempering and why they feel it works well for them.
Please note that mechanical properties and microstructure, in addition to hardness, need to be carefully considered when choosing any tempering process so as to help ensure the part is fit for its intended purpose.
This Technical Tuesday article first appeared inHeat Treat Today’sMay 2022 Induction Heating print edition.
Induction Tempering: Captive Heat Treating
By William I. Stuehr, President/CEO, Induction Tooling, Inc.
William I. Stuehr President/CEO Induction Tooling, Inc.
I can only speak to this subject through a lens of 46 years and thousands of induction hardening applications. That said, I have had many tempering inductor requests within the domain of captive heat treating. The commercial induction heat treaters that I service most always use oven tempering because it is accurate, economical, and easy.
Figure 1. Wheel bearing hub and spindle sectioned and etched to show the selective hardened surfaces. Source: Induction Tooling, Inc.
For the captive heat treat departments processing high volume components, the interest in induction tempering as an in-line process sparked in the mid-1970s with the production “cell” concept. This was most evident in the manufacturing of modular wheel bearing assemblies – raw forgings were fed into the cell and completed units exited. Modular wheel bearings are composed of a hub and a spindle. Within the production cell both needed selective induction hardening and tempering. The specification for the wheel spindle required a casehardened profile to provide wear and strength and for the wheel hub, the bearing races were hardened. Equipment manufacturers designed and built specialized high-volume parts handlers, integrated with the proper induction power supplies to operate efficiently within the cell. The inductors, both hardening and tempering, were designed, built, and characterized to produce a specification hardened part (Figure 1).
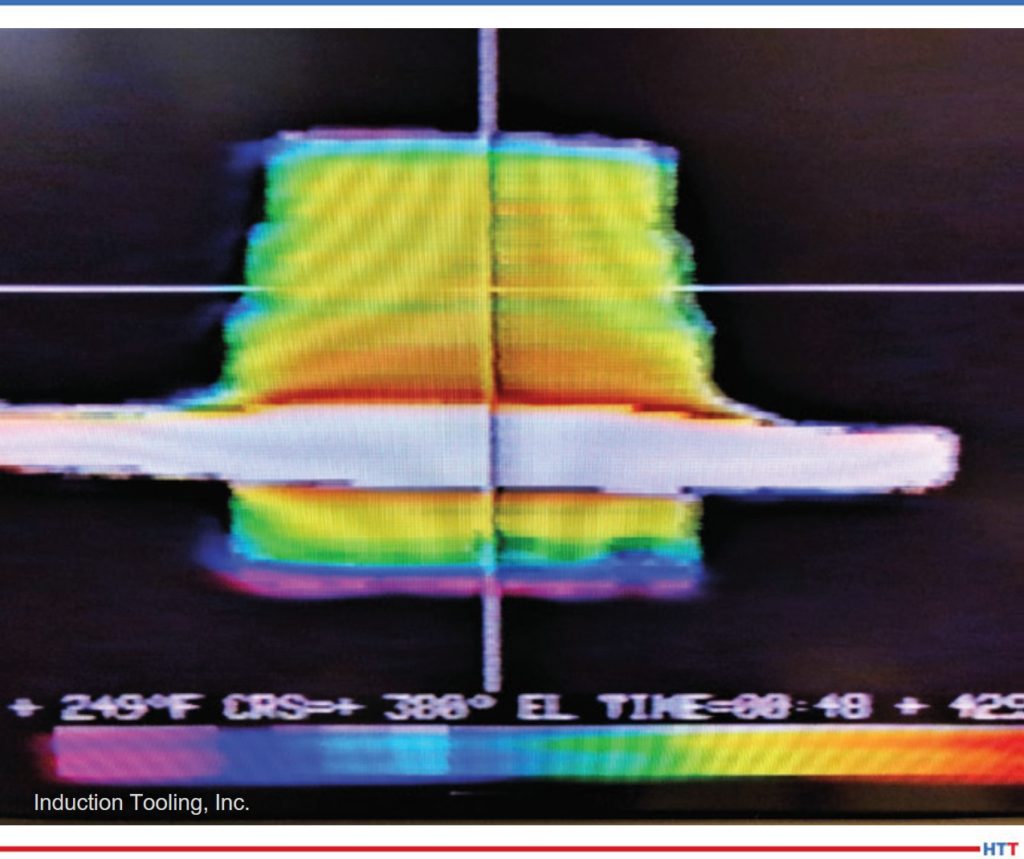
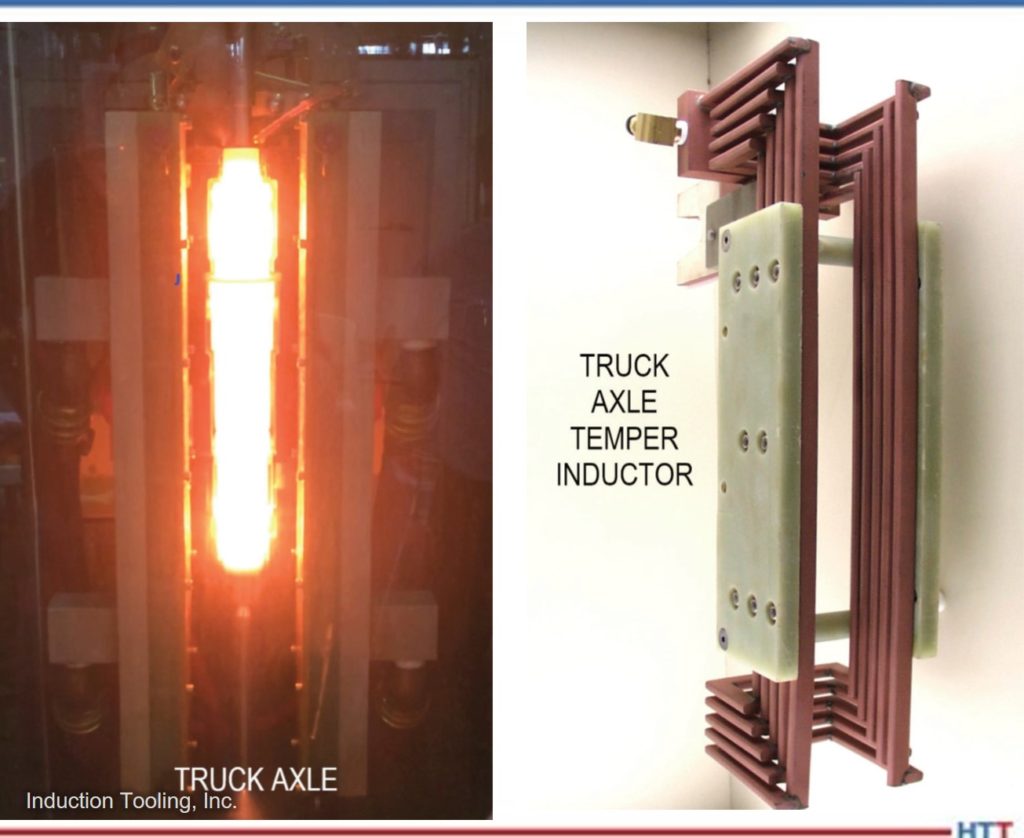
Figure 2. Thermal image of a wheel spindle Source: Induction Tooling, Inc.Figure 3. Truck axle and truck axle temper inductor Induction Tooling, Inc.
Induction hardening for the hub and spindle is quick – usually five seconds or less; induction tempering is a much longer heating process. Both parts required a low power soak until the optimum temperature was achieved. For the two wheel bearing components, tempering had to be accomplished either in a long channel-type inductor or several multi-turn inductors to keep pace with hardening. The long channel inductor was designed to hover over a conveyor belt. The belt would move the hardened hub or spindle at a slow, even pace allowing the precisely controlled induction energy to migrate throughout. Care was taken in the design and length of the channel inductor to assure temperature uniformity. Multi-turn inductors are circular solenoid designs that required the hub or spindle to lift and slowly rotate at three or four locations in order to complete the temper. As in hardening, the temper installation required its own induction power supply. Thermal imaging confirmed the results (Figure 2).
Truck axle shafts are another high production component that is induction hardened and tempered. Often the axle shafts are robotically loaded in a vertical or horizontal inductor. The shaft is rotated, heated, and then shuttled to a quench position. The loading robot then moves the hardened axle shaft to another inductor, usually within the same unit, specifically designed for the tempering process. A separate induction power supply controls the input energy. The temper time can be equal to the induction hardening time added to the quenching time. This will allow for the proper input of uniform induction temper energy (Figure 3).
Today, high production automotive driveline components are routinely induction tempered. Among the examples explained are CV joints, gears, and camshafts. Monitoring of the induction energy is different compared with furnace tempering. When heating parts with complex geometries, it is necessary to focus upon where the induction energy is concentrated. Heat conduction can be carefully monitored to confirm that an overheat condition does not occur at the target temper areas. Power input, soak time, and inductor characterization control these
fundamentals.
Induction tempering is sometimes attempted using the hardening inductor. For some very low volume parts, depending upon the part geometry and induction power supply frequency, the results may be acceptable. Careful power control and timing along with thermal imaging is needed to confirm the results. Again, since tempering takes longer, output will be much slower. Experience has demonstrated that a part specific tempering inductor coupled with a dedicated induction power supply works best.
About the Author: Bill Stuehr is the founder and president of Induction Tooling, Inc, a premier heat treat inductor design and build facility. The holder and partner of many induction application patents, Bill shares his expertise and generously donates his time and facility resources to mentor young students entering the heat treat industry.
By Michael J. Zaharof, Customer Information & Marketing Manager, Inductoheat
Michael J. Zaharof Customer Information & Marketing Manager Inductoheat
Induction tempering is the process of heating a previously hardened workpiece to reduce stress, increase toughness, improve ductility, and decrease brittleness. A medium-to-high carbon steel (i.e., 1045, 1050, 4140, 5160) heated above the upper critical temperature causes a high-stress shear-like transformation into very hard and brittle martensite. This untempered martensite is generally undesirable and too brittle for postprocessing operations such as machining and can pose a concern for poor performance in high fatigue applications. Therefore, tempering is needed to reduce internal stresses, increase durability, and reduce the possibility of cracking.
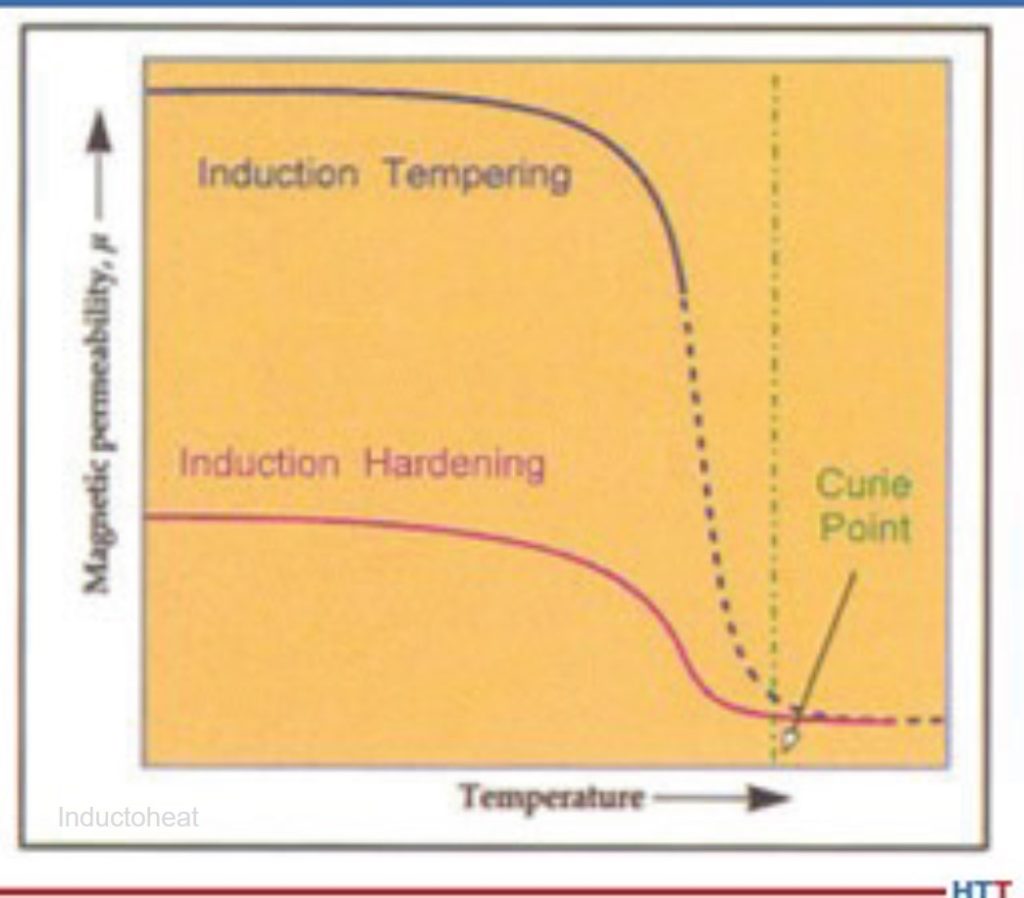
In most cases, induction tempering occurs in-line and directly after the induction heating, quenching, and cool-down operations. Traditionally, workpieces are moved to a tempering spindle or separate machine after hardening. Once moved, the part is then inductively heated and often force cooled to ambient temperature. The induction tempering process itself generates temperatures on the workpiece (typically) well below the curie point (248°F-1112°F/120°C-600°C – solid blue line in Figure 1). This phenomenon is referred to as “skin effect,” where the current density is highest at the surface of the material. Therefore, a lower inverter frequency is most desirable in order to increase the electrical reference depth.
However, while most cases reflect a secondary/separate station for induction tempering, this is not always the case. Recent advancements in power supply technology permit “real-time” frequency and power adjustments. These next-generation induction power supplies have brought tremendous flexibility into the market and have allowed induction hardening and tempering to occur at the same station, on the same induction coil. Using such a novel approach with induction heating often speeds up production while reducing the number of part movements. Induction tempering is a preferred method for many manufacturers as it offers several notable advantages. In production applications, it is viewed as a fast-tempering method, as the parts are heated quickly, cooled, then moved on to the next operation, reducing potential bottlenecks.
There is no need to collect the parts, place them into batches, and wait for long subsequent processes to finish before moving them down the production line.
Figure 1. The induction tempering process itself generates temperatures on the workpiece (typically) well below the curie point. Source: Inductoheat
Induction is a clean process and does not rely on combustible gases or chemicals that may be harmful to the environment. Additionally, it is also a very efficient process as induction power supplies are only powered on when needed compared to batch processing (like those requiring an oven). Ovens must be preheated prior to use and can often stand idle for long periods between batches, as the pre-heat/cooldown cycles can be lengthy. Induction heating equipment is also physically smaller in most cases and occupies much less real estate on the manufacturing floor.
Individual part traceability and data collection are possible when utilizing induction tempering. If paired with a quality monitoring system (QAS), data can be evaluated in real-time and compared to a known good “signature” for the part during the induction tempering process. This allows precise control of the process and the ability to reject parts that deviate outside of established metrics. It is also an effective tool for detecting process issues early when a variation occurs minimizing potential scrap and helping to prevent delivery of “bad” parts to the end customer.
Induction tempering offers many advantages over other methods of tempering and is an effective choice in many applications. Due to the benefits of speed, efficiency, repeatability, and environmental cleanliness, induction technology is widely accepted and is being used throughout many industries today.
References:
[1] “In-Line Tempering on Induction Heat Treating Equipment Relieves Stresses Advantageously,” by K. Weiss: Industrial Heating, Vol. 62, No. 12, December 1995, p. 37-39.
[2] “Induction Heat Treatment: Basic Principles, Computation, Coil Construction, and Design Considerations,” by V.I. Rudnev, R.L. Cook, D.L. Loveless, and M.R. Black: Steel Heat Treatment Handbook, G.E. Totten and M.A.H. Howes (Eds.), Marcel Dekker Inc., Monticello, N.Y., 1997, p. 765-871.
About the Author: Michael Zaharof is a customer information & marketing manager at Inductoheat in Madison Heights, Michigan. He has been with the company since 2011 and has worked in the sales application, digital media, outside sales, and engineering departments. Michael has a bachelor’s degree in computer science in information system security.
By Mike Grande, Vice President of Sales, Wisconsin Oven
Mike Grande Vice President of Sales Wisconsin Oven
Tempering (also known as “drawing”) is a process whereby a metal is heated to a specific temperature, then cooled slowly to improve its properties. It is commonly performed on ferrous alloys such as steel or cast iron after quench hardening. Quenching rapidly cools the metal, but leaves it brittle and lacking toughness, which is a desirable characteristic that represents a balance of hardness and ductility. After quenching, the material is tempered to reduce the hardness to the required level and to relieve internal stresses caused by the quenching process. The resulting hardness is dependent on the metallurgy of the steel and the time and temperature of the tempering process. Tempering is performed at a temperature between approximately 255°F (125°C) and 1292°F (700°C). In general, tempering at higher temperatures results in lower hardness and increased ductility. Tempering at lower temperatures provides a harder steel that is less ductile.
Draw batch ovens: the high-powered workhorses of the tempering process Wisconsin Oven
Tempering is performed in a convection oven using a high volume of air circulating through and around the load of steel being tempered. The air is heated in a plenum separated from the load, then delivered to the load at high velocity through distribution ductwork using a recirculation blower. Since the air is the medium used to carry the heat from the source (a gas burner or heating elements) to the load, it is important that the blower recirculates a high volume of air through the heating chamber. Further, since air becomes significantly less dense at higher temperatures, the recirculated air volume must be higher for ovens operating at higher temperatures in order to provide sufficient mass (pounds or kilograms) of air to transfer the heat from the source to the load.
For example, a typical batch tempering oven designed to process a 2,000 lb. load with dimensions of 4′ x 4′ x 4′ might have a recirculation rate of 10,000 cubic feet per minute (CFM). At this airflow volume, the oven recirculating system operates at 156 air changes per minute, which means all the air passes from the recirculating blower through the heating chamber 2.6 times per second. At a temperature of 1000°F (538°C), for example, the weight of the air being recirculated is 290 lbs. (132 kg) per minute, or 17,400 lbs. (7,909 kg) per hour. It is this high volume of air that provides good heat distribution to the load being processed and ensures tight temperature uniformity within the load during tempering.
The higher the mass of air being recirculated, the tighter the temperature uniformity will be. The temperature uniformity (±10°F or 6°C, for example) defines how much the temperature is allowed to vary within the load being tempered. If the oven operates too far outside of this tolerance, the parts may not be tempered uniformly, and the hardness might vary among different parts in the same load. It is important that the temperature uniformity of a tempering oven be verified (“certified” or “qualified”) by testing, and that this is repeated periodically, as well as after any changes or repairs are made that could affect the uniformity.
About the Author: Mike Grande is the vice president of Sales at Wisconsin Oven with a bachelor’s degree in mechanical engineering and over 30 years of experience in the heat processing industry. Over that time, he has been involved with convection and infrared technologies, and several industrial oven energy efficiency design advancements.
The next type of tempering we’d like to address is rapid air tempering. This process involves “any tempering technology taking advantage of rapid heating methods combined with shortened soak times at temperature based on those predicted by use of the Larsen-Miller calculator.”1 Here “rapid heating” is defined as “any heating method that accelerates conventional furnace heating.”2
Table 1.3 Thermal profile of conventional tempering and vertical rapid air furnaces
Rapid air tempering takes advantage of the use of a higher initial heating temperature (i.e., the use of a so-called heat head) to drive heat into the part more quickly. Additionally, rapid air tempering shortens soak time at temperature (from the more conventional furnace tempering times).
The Larson-Miller calculator is used in rapid air tempering to provide a comparison of hold times at various tempering temperatures and the results of tempering time change is assumed be the same (see example below); however, the interpretation of the data and results are left to the end user.
Larson-Miller Calculator
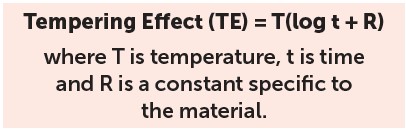
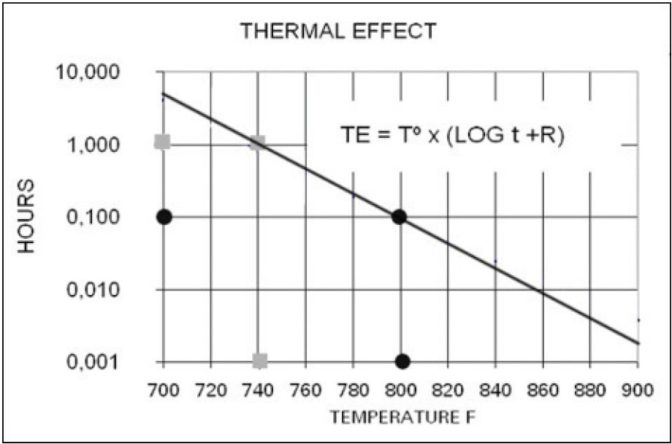
There are various reports describing the use of the Larson-Miller equation for assessing stress-relieving and tempering process conditions.4 “The relationship between time and temperature can be described as a logarithmic function in the form of the Larson-Miller equation, which shows that the thermal effect (TE) is dependent on the temperature and the logarithm of time:
“This thermal effect is also interpreted as the tempering parameter. For example, a material that is required to be tempered at a temperature of 740°F for one hour has the same TE as a material treated at 800°F for 6 minutes (Fig. 1).”5
Figure 1.5 The “TE” is a logarithmic function of time
References:
[1] Roger Gingras, Mario Grenier, and G.E. Totten, “Rapid Stress Relief and Tempering,” Gear Solutions, May 2005, pg. 27-31.
[2] N. Fricker, K.F. Pomfret, and J.D. Waddington, Commun. 1072, Institution of Gas Engineering, 44th Annual Meeting, London, November 1978.
[3] Thomas Neumann and Kenneth Pickett, “Rapid Tempering of Automotive Axle Shafts,” Heat Treating Progress, March/April 2006, pg. 44.
[4] Lauralice C.F. Canale, Xin Yao, Jianfeng Gu, and George E. Totten, “A Historical Overview of Steel Tempering Parameters,” Int. J. Microstructure and Materials Properties, Vol. 3, Nos. 4/5, 2008, pg. 496.
[5] Roger Gingras and Mario Grenier, “Tempering Calculator,” in ASM Heat Treating Society, Heat Treating: Proceedings of the 23rd ASM Heat Treating Society Conference September 25-28, 2005, David L. Lawrence Convention Center, Pittsburgh, Pennsylvania, USA, Daniel Herring and Robert Hill, eds., Materials Park, Ohio: ASM International, 2006. pg. 147-152.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Hydrogen will be the future of steel making. But how do we put the technology into place and make it work? H2 Green Steel has picked up the task and wants to prove that a carbon neutral production with hydrogen is possible. heat processing spoke with Mark Bula, CCO of H2 Green Steel, about the technological potential of hydrogen, challenges, and the role of digitalization within the overall process.
This article is provided byHeat TreatToday'sEuropean information partnerheat processing.
heat processing: Could you give us a brief overview on H2 Green Steel and the actual status of the project?
Mark Bula CCO H2 Green Steel
Mark Bula: Our company was formed in 2020The series A financing was us. When I was hired in January of last year, we talked about raising €30–35 million raise. We tripled that figure. In fact, we are turning away series A investors. There is no doubt that there is interest in the project from commercial, customer, and investor point of views.
Our project started with equity founders of another company. They stored electric energy at the base of mobile towers and realized that there is a technological opportunity in batteries of electric vehicles. Those founders wondered what to do about the big CO2 issue in the production of steel. That is how it all started. Now, we have our financing put in place. We filed for permits in December 2021 — a big milestone. There are always concerns, but with support we can overcome these challenges. So far, the feedback has been phenomenal — people are excited about our project.
Our company moves fast. We want to have our financing completed by the end of the year. We brought in external expertise from the U.S. and assume there will be a three-year building cycle. There is official interest from equity investors. They are now doing their due diligence. Banks are interested as well. We also have a large team for the project at this stage — about 80 people are working on it. In general, we see an opportunity in hydrogen to abate heavy industry. Hydrogen is a critical component there. Furthermore, we have pre-sold agreements with potential customers. This is essential to help secure financing for this greenfield project.
heat processing: Talk about technology. On your website, you state that you want to undertake the industry's technological shift. How do you define that?
Mark Bula: There are a few shifts that need to happen. We must move away from blast furnace steel making. Every product based on that will create huge amounts of CO2. Electric arc furnace (EAF) mills are running the world. These mills must use certain levels of virgin iron product to make more than a basic grade of steel. In blast furnaces, you end up making pig iron, and we must move away from that since It requires more hot-briquetted iron (HBI) and direct-reduced iron (DRI). Putting a hydrogen unit in front of a DRI unit certainly is a technological shift from gray to green iron. There are not many steel mills with a DRI tower connected directly to an EAF, however we will directly hot feed our EAF furnaces with green iron or DRI. That creates efficiencies and significantly lowers the CO2 footprint and decreases the electricity being used.
In a next step, many mills must look to change exposed applications. We believe this will be our phase 2 focus. We also will be working on a non-grain-oriented steel for the EV motors. Think about 195 kg CO2 per ton of steel produced. With that figure you could cover everything from the battery over the panels to the support structure of an electric vehicle. In the long run the industry must get rid of the blast furnaces. The only way to do so is to develop a virgin iron product that works with a low CO2 footprint. The only way we at H2 Green Steel know, so far, is the hydrogen process. With natural gas, there is still a high CO2 footprint.
heat processing: There is the possibility to produce 5 million tons of steel annually. How could you (technologically) scale that figure up?
MarkBula: We plan to produce 5 million tons of steel in phase 1 and phase 2, ending in 2030. With phase 1 we include a 2.5 million ton capacity mill. We start planning the product and customer mix and will add another 2.5 million tons in the later phase. In phase 1 we will have three electrical furnaces and one caster, and in phase 2 we will add a second caster and at least one EAF.
heat processing: How does digital leadership influence H2 Green Steels´ processes?
Mark Bula: A bank analyst said H2 Green Steel should offer more than just green steel as our unique selling proposition. So, we will also place a heavy emphasis on providing a B2C experience in a B2B industry. We will utilize digitalization strategies to provide a customer experience above our competition. We believe that there are three different hydrogen processes out there, each with advantages and disadvantages. If they are managed properly, they can create an efficient process. We have an algorithmic model and a digital lab. It allows us to test these three different types of hydrolysis. We have filed a patent on it.
Intellectual property will be key to design these hydrogen facilities. This is how digitalization affects our front end. The back end is machine learning technology. It is all about intelligence and big data. The question is: how we can crunch big data information faster to make better decisions? If we miss a in the furnace or the caster, we can reapply that with our algorithm before it hits the end of the caster. It is not only about efficiency, but about energy usage. The last pain point would be the traceability of the CO2 footprint. The figures must be justified. For instance, if someone says, I have 125 kg CO2 in this coil, he needs to prove it. Our team focuses on that. Those who are best in traceability will be rewarded.
heat processing: What will Germany's role be within H2 Green Steels' transformation towards green steel?
Mark Bula: Germany is a critical component of the global steel industry. The country has the largest market for green steel. It must be the epicenter of how green steel will be accepted in Europe. The interest of customers and the will to understand the market lie in Germany. Central and Northern Europe are ahead of the curve, compared to Southern Europe.
But the call for green steel came from the German auto industry. In the past, many mills have been built here. We believe green steel will start where the raw materials and renewable energy are readily available at the lowest cost. Central Europe may not have these valuable resources but must figure that out to have a viable green steel industry.
The Nordics are right now a good location for new steel mills. Regarding brownfield sites: I applaud everyone who wants to pull a blast furnace down and put an EAF up. This will help improve our industry's CO2 footprint, but there are significant challenges and costs to do so. Tradeoffs exist, but available low-cost fossil-free energy will be the driver and will likely impact the locations of new supply chains in the future. For now, that is in the Nordics.
Our company is Swedish, and we found a good home here. The site selection went on for three quarters of a year. Our are logistics, energy, raw materials supply, and knowledge.
heat processing: Where do you get your green hydrogen?
Mark Bula: We will make it ourselves. We will need fossil free energy to power it. 800 megawatts is a huge amount of electricity at the moment. In Boden, Sweden there is access to hydro capacity. The issues are the grid systems and the trunk lines. Until now much of the excess electricity was shipped to Finland, but this country has started a nuclear plant recently. They will not need as much power anymore. Now we have access to generation in the Nordics. All the power we need to make hydrogen is wind and water. We use 99% renewable energy.
heat processing: You are starting off in the European market. What are your perspectives for the Chinese market?
Mark Bula: We see a great need for green steel in Europe. When materials get to be shipped too far, carbon footprint is added automatically. We must identify markets that want our product that we can sustainably ship to. There will be opportunities to sell overseas, but now we are very focused on the German and European automobile market. The demand is much broader than that. It is about white goods, furniture, construction, and covers all industry segments.
The market does not stop in the all make science-based target promises. They have plants not only in Europe, but elsewhere. Our market probably is global, but we must be respectful of our carbon footprint. We have a high ambition about circularity and try to be as carbon neutral as possible in anything we do. We want to start with the lowest CO2-footprint we can, to make steel in scope 1, 2, and upstream 3. Ultimately getting to net zero, we will look at our downstream. One of our investors is in the shipping business. It will be interesting to work with this company, to develop shipping on a hydrogen base.
heat processing: Does the conflict in the Ukraine affect your company in any way?
Mark Bula: It is unbelievable that this is happening in Europe. The whole company feels for Ukraine and the horrible situation they are in. It is way too early to tell right now what will happen. The Ukraine has a lot of steel-related minerals. The supply chains must be rewritten. The amount of Russian steel that comes into Europe is significant.
For our company, this is a long play: No one will build a steel mill for the next 10 years. It is rather a 100-year horizon. I would rather build in a downturn because steel and concrete are cheaper. We may have the inverse here. On a long term you can see more demand for fossil free products in this region, and we are in the business for the long term. Right now, the market is still in shock and has an irrational pattern. Pertaining to resources, we are all affected and need to talk about it. We haven’t seen the end of it yet.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
It seems like the world is going green! Induction heating is in the game with its green technology. It does not consume fossil fuels, nor does it produce any hazardous emissions or carbon dioxide (CO2). When compared to gas heating, induction offers a safer, cleaner, and more comfortable work environment. In this comprehensive article by Girish Dahake, Ph.D., senior vice president of Global Applications at Ambrell Corporation, discover more green benefits of induction heating that could make a difference for your business.
This Technical Tuesday article first appeared inHeat TreatToday’sMay 2022 Induction Heating print edition.
Girish Dahake, Ph.D. Senior Vice President, Global Applications Ambrell Corporation
What Is Induction Heating?
Induction heating is a fast, efficient, precise, repeatable, non-contact method for heating metals or other electrically conductive materials.
An induction heating system includes a power supply which converts line power to an alternating current. This current is delivered to a workhead and work coil creating an electromagnetic field within the coil. The workpiece is placed in the coil where this field induces a current, generating heat in the workpiece. The water-cooled coil is cool to the touch and is placed around or adjacent to the work piece. It does not touch the workpiece and heat is generated by the induced current flowing in the workpiece.
The workpiece can be a metal such as steel, copper, aluminum or brass, or a semiconductor such as carbon, graphite, or silicon carbide. Nonconductive materials such as plastics or glass are inductively heated using an electrically conductive susceptor, typically graphite.
Along with the many environmental benefits, induction heating offers numerous benefits to employees and the organization using the technology. It eliminates smoke, waste heat, noxious emissions, and loud noise.
Many processes that produce emissions can be converted to induction heating including:
Flame preheating
Flame brazing
Flame melting
Flame hardening
Flame shrink fitting
Gas fired oven heating
Welding torches (for joining)
Along with improved air quality, there are several other safety benefits. They include:
Reduction in risk of contact burns: Since induction heats only a zone of the workpiece, there are limited hot areas which lessens the risk of employee contact. This significantly reduces the risk of contact burns when compared to the outside of gas-heated ovens or exhaust systems.
Zero explosive gases: Induction uses electricity for the energy source. This eliminates the handling of high-pressure explosive gases. Often these gases are transported in a hot crowded environment which increases the risk of catastrophic failure
No ultraviolet (UV) exposure: Unlike flame heating, induction releases no UV into the environment. This eliminates the risk of UV damage that can occur to the skin and eyes of employees from flame heating sources.
Of course, with induction heating there are safety considerations. Proper installation, signage, employee training, personal protective equipment, and lockout procedures can help mitigate risk.
Induction is a uniquely energy-efficient heating process that converts 70–90% of the energy consumed into useful heat. When compared to electrical ovens, which are generally only 45% energy efficient, induction heating has two times the overall efficiency. Gas oven efficiency is typically only 25–30% energy efficient, indicating induction can be up to three times as efficient. Since induction requires no warm-up or cooldown cycle, startup and shutdown heat losses are eliminated. The repeatability and consistency of the induction heating process make it highly synergistic with energy-efficient automated systems.
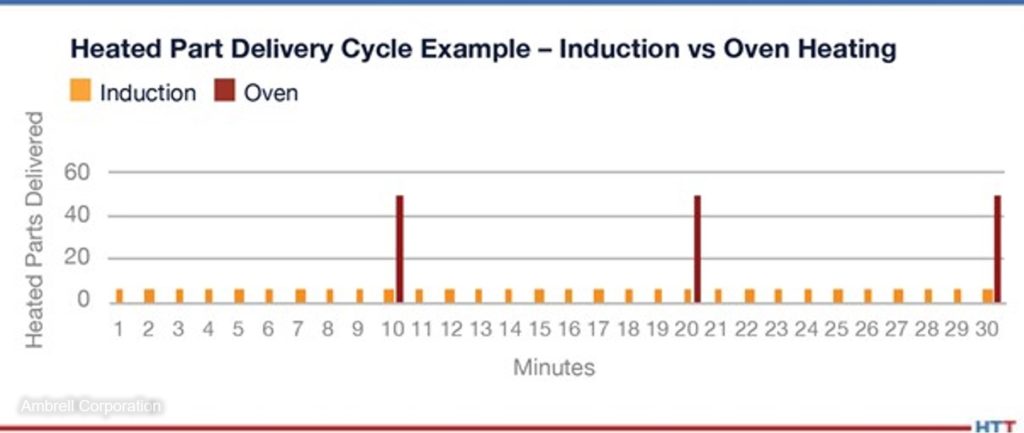
Induction Supplies More Consistent Output Than Oven Heating
The use of constant flow induction heating results in significantly higher efficiency than batch oven heating. Losses in both energy and time due to oven loading and unloading are eliminated with induction heating. Induction enables a consistent flow of parts which is even more critical if onward steps in the manufacturing process require heated parts. This reduces the heat loss from the part when it reaches the next step, thus increasing the overall efficiency of the cycle. This overall savings is not only realized in production efficiency but also results in the better use of heating energy.
Induction Can Be More Cost Effective Than an Oven
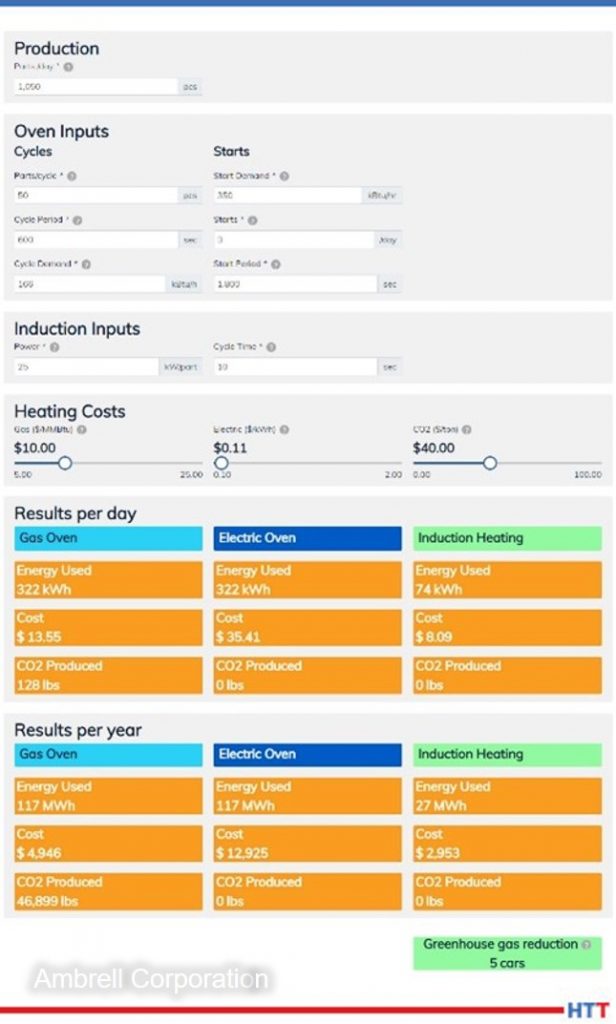
Figure 1 Photo Source: Ambrell Corporation
In this scenario (Figure 1), a client using an oven switches to induction. The environmental benefits are considerable. Given the inputs you see in the image, induction heating saves 128 lbs. of CO2 per day and over 46,899 lbs. per year. This is the equivalent of removing five internal combustion engine cars from the road.
The cost savings of induction heating compared to a gas oven are often considerable too, and the difference compared to an electric oven is typically even more significant. The cost variables depend on local rates, so we recommend using an energy calculator to apply your current rates. We have created one that is available at http://green-energy.ambrell.com.
Induction heating wastes little heat due to the direct transfer of energy to the workpiece, resulting in significant energy savings.
Is Induction Right for My Process?
Now that you have learned about the environmental benefits of induction heating that can result in utility savings, the question becomes: is induction right for your process? Induction is particularly ideal when you have a high-volume process that requires consistent part quality. That said, there are many scenarios where induction can be optimal. Induction manufacturers often offer complimentary feasibility testing. That is a great place to begin when determining if induction is the right fit for your process.
About the Author: Dr. Girish Dahake, senior vice president, Global Applications for Ambrell Corporation, has over 25 years of induction experience and leads a worldwide team of induction application experts. He holds multiple industry-related patents, has authored numerous papers, and frequently presents at professional conferences on topics such as induction heating, nanoparticle heating, and heat staking. He holds a Ph.D., in Mechanical and Aerospace Engineering from the University of Rochester.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Natural gas is the dominant energy source used by heat treaters and its price and availability is critical to all U.S. industry, so let’s look at the data and nail down some simple quantitative facts and maybe answer this pressing question: How will the war in Ukraine impact natural gas production and consumption?
This column is a Combustion Corner feature written by John Clarke, technical director at Helios Electric Corporation, and appeared inHeat TreatToday’sMay 2022 Induction Heating print edition.
If you have suggestions for savings opportunities you’d like John to explore for future columns, please email Karen@heattreattoday.com.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electrical Corporation
As political pundits seek to explain the cause and impact of the war in Ukraine, I am struck by the lack of quantitative information they use to support their opinions and analyses. Given the complexity of the U.S. energy market, with a myriad of imports and exports between countries (especially Canada and Mexico), it is no wonder that people can support any preconception they have by simply omitting this import or that export. As always, we will focus exclusively on natural gas.
Let’s start with some basic facts. FACT: 40% of our electricity in the U.S. in 2021 was generated using natural gas1 and 20% of electricity generated in Europe is from natural gas2 — so even a vacuum furnace runs on a substantial quantity of this fuel.
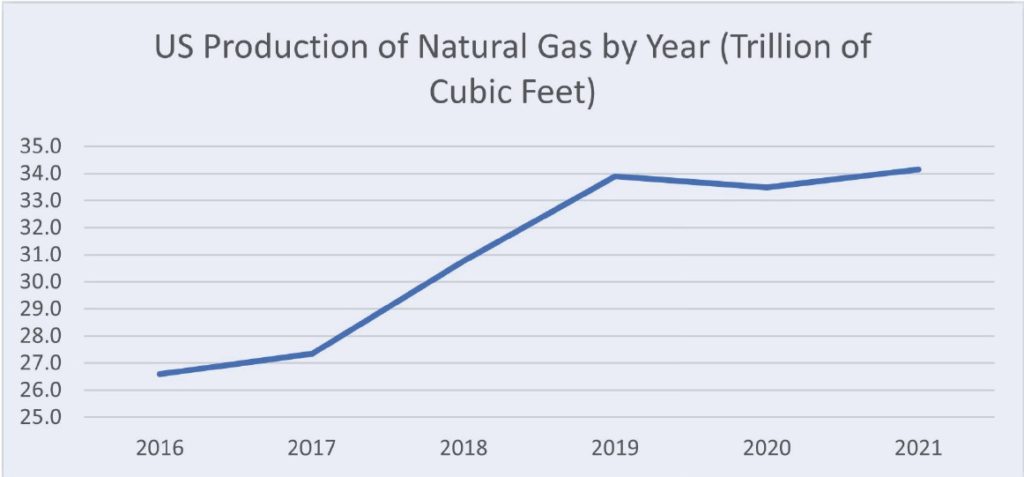
One of the challenges when discussing energy markets is the many different units of measure people use to describe production, consumption, and costs. Our preferred unit of measure for natural gas production and consumption will be trillion cubic feet or 1 quadrillion British Thermal Units (BTU)* per year (one cubic foot of natural gas contains 1000 BTU (HHV)). To put this in perspective, if we pay $4.70 per mmBTU** — one trillion cubic feet is valued at 4.7 billion dollars. In 2021, the United States produced 34.1 trillion cubic feet or roughly 161 billion dollars of dry natural gas.
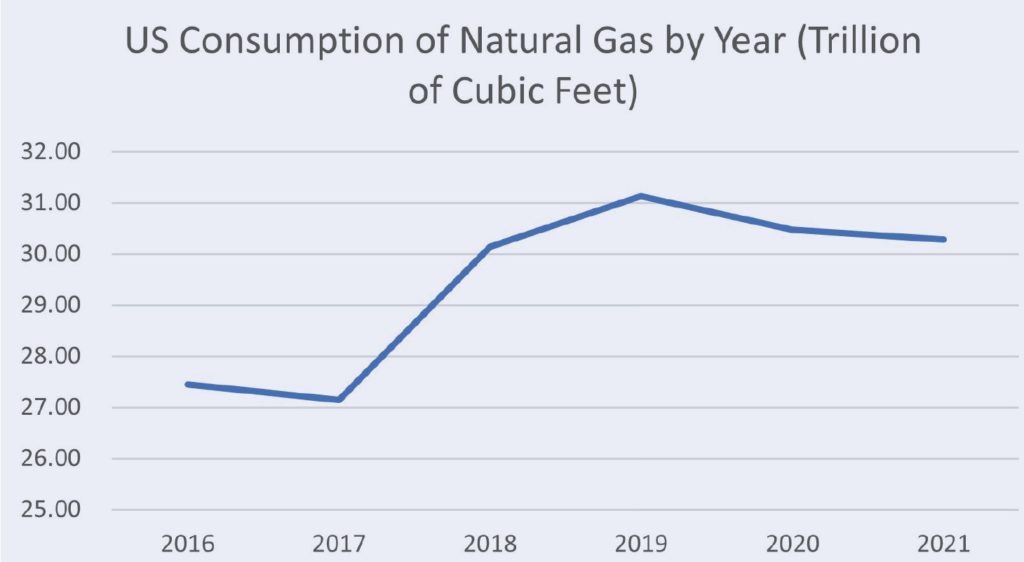
FACT: U.S. production of natural gas was at an all-time high in 2021 and is rising.3, 4 The U.S. is the largest producer of natural gas in the world by a significant margin. U.S. consumption has fallen over the last two years because of our COVID recession — but it is projected to rise in 2022.
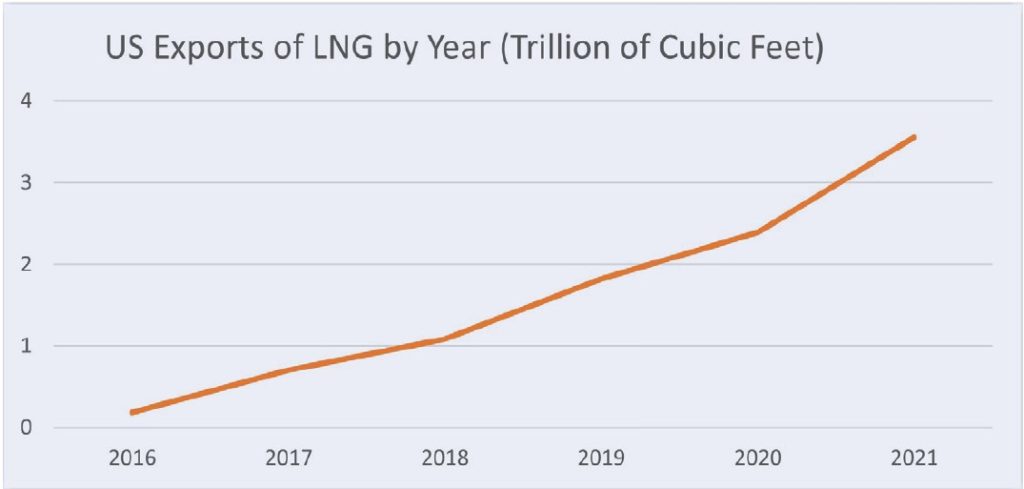
Liquified Natural Gas (LNG) Exports
Natural gas can be exported via ship in its liquified state. The following graph shows the U.S. exports of LNG in recent years.5 Our ability to export LNG is limited by facilities that compress and cool the gas to its liquid state and the availability of tankers to move the gas across the ocean. Both ports and ships require significant capital investments and take time to construct — so there is a limit to the rate we can expand exports. Even as we export LNG, we continue to import some natural gas from Canada — but we are obviously a net exporter of natural gas by a considerable margin.
FACT: In 2021, the U.S. exported roughly 10% of the natural gas it produced as LNG. The U.S. is currently the largest exporter of LNG6 while Russia is the largest exporter of gaseous natural gas. Australia and Qatar are also major players in the LNG export market, and we may see these three countries vying for the top spot in the coming decade. The big advantage enjoyed by LNG is once liquified, it is a fungible source of energy — it can be exported to anywhere with a suitable port. Gaseous natural gas must travel through a pipe.
In 2021, the European countries in the Organization for Economic Co-operation and Development (OECD) together imported about 80% of the natural gas they use. Of this number, roughly 6.6 trillion cubic feet per year is imported from Russia, the largest importers of Russian gas include Germany — 1.70, Turkey — 0.95, Italy — 0.92, and France — 0.62 trillion cubic feet per year.
The U.S. has significantly expanded its LNG supplies to Europe in 2019—20217 to an annual rate of 1.86 trillion cubic feet in January of 2022,8 but LNG import capacity is still limited — with additional import facilities coming online in the next few years. Prior to 2019, Europe had little volume of LNG imports, so all the movement of natural gas was by pipeline.
While our price for natural gas in the U.S. has gone up considerably in the last year (approaching a mean of about $5.00 per mmBTU on the spot market), the price in Europe is running about six times as much — $30.00, with recent spikes as high as $60.00 per mmBTU. So, we load a typical LNG tanker with $15 million in natural gas in the U.S., and in 20 days, we lose 4% of the load to vapor, which we burn to power the ship, and offload $86 million at a port in Germany. Of course — this is an oversimplification, but the point is obvious. This price differential will continue to drive the market to invest in new production, LNG ports and ships — and apply upward pressure to our domestic price.
With or without the instability caused by the Russian invasion of Ukraine, we can expect a reliable supply of natural gas to fuel our furnaces and generate our electricity in the United States, but we can also expect higher prices to remain with us for the foreseeable future. Can the U.S. supplant Russia’s natural gas imports? The data indicates the answer is yes — but it will take time and investment. No matter what the outcome of the current war, the West will question the reliability of Russia as an energy supplier and explore all options to lessen their dependency on Russia’s oil and natural gas exports.
*1 BTU is the energy required to heat 1 pound of water, 1 degree Fahrenheit.
**Rough Henry Hub Price per mmBTU of natural gas at time of publication
John Clarke, with over 30 years in the heat processing area, is currently the technical director of Helios Corporation. John’s work includes system efficiency analysis, burner design as well as burner management systems. John was a former president of the Industrial Heating Equipment Association and vice president at Maxon Corporation.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Heat Treat Todayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 12 news bites that will help you stay up to date on all things heat treat.
Equipment Chatter
Following a record year for new equipment orders in 2021, Ipsen’s Vacuum Technology Excellence Center continued that trend by booking 22 new vacuum furnace orders in the first quarter of 2022.
Tenova will supply a second Electric Arc Furnace (EAF) to Tosyali Algeria.
22 Ipsen vacuum furnaces booked in Q1 of 2022
Tenova EAF for Tosyali Algeria
Personnel/Company Chatter
Tenova announced their new corporate website which is designed as a digital hub, targeting specific needs through dedicated portals and customized paths to serve their stakeholders.
Nitrex, a global provider of fully integrated surface treatment solutions, has announced the completion of its Poland plant expansion.
Salzgitter AG and Tenova have concluded an important agreement for the realization of SALCOS® – Low CO2-Steelmaking.
thyssenkrupp Steel will join ResponsibleSteel, a non-profit organization, that ensures, through a global standard and certification program, that steel is responsibly sourced and manufactured at every stage.
Preview of Tenova’s new corporate website
Salzgitter AG and Tenova signed memorandum of understanding for technical implementation.
thyssenkrupp Steel joins ResponsibleSteel
Personnel/Kudos Chatter
Graduate engineering students at Clemson University collaborating with Aalberts surface technologies – accurate brazing presented their final projects on topics ranging from sustainability to shipping and a lot of interesting topics in between.
Kamila Baran is a new quality engineer at Bodycote’s Romulus plant.
Tony Olszewski is the new vice president of Sales at Plibrico Company, LLC, a supplier of monolithic refractories and installation services.
Advanced Heat Treat Corp. (AHT) announced that Chris Molencupp joined the company as its new regional sales manager. Molencupp will be responsible for driving sales from Michigan, Indiana, Ohio, and Canada.
Werner Ponikwar will be thyssenkrupp nucera’s new chief executive officer and will assume this position on this year. As deputy CEO, Denis Krude will assume the newly created function of chief operating officer.
Pelican Wire, a Wire Experts Group company, welcomes three new management team members. Joining the company are Mike Dunn as the new plant manager, Bob Soares as quality manager, and Doug Wanser as maintenance manager to the Naples, FL manufacturing facility.
A group of some of the graduate engineering students at Clemson University after presenting their final project.
Kamila Baran, Quality Engineer, Bodycote
Chris Molencupp, Sales Manager, Advanced Heat Treat Corp.
Tony Olszewski, Vice President of Sales, Plibrico Company, LLC
Mike Dunn, Plant Manager, Pelican Wire
Bob Soares, Quality Manager, Pelican Wire
Doug Wanser, Maintenance Manager, Pelican Wire
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to bethany@heattreattoday.com.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
A firearms manufacturer based in the U.S. has ordered a vacuum heat treating furnace from a Pennsylvania manufacturer.
Solar Manufacturing Inc. announced the receipt of the heat treat furnace, a model HFL-5748-2IQ, which has a hot zone of 36” x 36” x 48” deep with a weight capacity of 5,000 lbs. Its maximum operating temperature is 2400°F and it heats to 2500°F for hot zone bake out. The furnace design also has a temperature uniformity of ±10°F and is AMS2750 compliant with vacuum levels in the low micron range.
For rapid turnaround for work cooling, a 100 HP gas blower is provided for operating at 15 PSIG (2-bar) in nitrogen gas. The furnace is complete with a SolarVac® Polaris fully automated and programmable industrial controls package, and a Eurotherm digital chart recorder.







 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com



 A roller-type furnace intended for spheroidizing annealing of bearing steel forgings will be operated in the Kielce plant of global bearing manufacturer NSK. The process line built around a roller-type furnace is intended for heat treatment of workpieces will be assembled into bearings to be used, for example, in the automotive sector.
A roller-type furnace intended for spheroidizing annealing of bearing steel forgings will be operated in the Kielce plant of global bearing manufacturer NSK. The process line built around a roller-type furnace is intended for heat treatment of workpieces will be assembled into bearings to be used, for example, in the automotive sector.









 Rapid Air Tempering
Rapid Air Tempering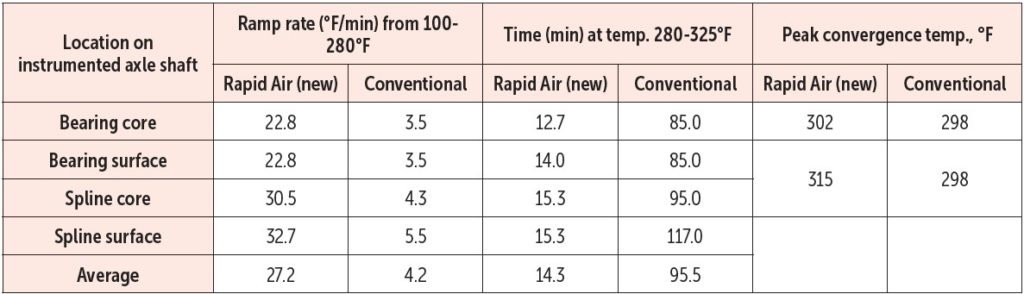





 Heat Treat
Heat Treat 











