Social media has become an ubiquitous part of daily life for many of us. Karen Gantzer, managing editor of Heat Treat Today, shares how the editorial team is leveraging this tool to help heat treaters across North America.
This article first appeared inHeat Treat Today'sMarch 2022 Aerospace Heat Treat print edition. Feel free to contact Karen Gantzer at karen@heattreattoday.com if you have a question, comment, or any editorial contribution you’d like to submit.
Karen Gantzer Managing Editor Heat TreatToday
I like Instagram. I don’t post, but I do like to read other people’s posts. I get creative ideas for entertaining and decorating, as well as incredibly delicious recipes, innovative garden designs, and challenging fitness options. One of the influencers I follow shared that a video she posted a few weeks ago had received 9 million views. She was thrilled at its viral status because it also brought many new followers to her account.
Why does the increase in followers bring such joy? Well, it shows that people are certainly interested in what is being shared and perhaps has some relevance to the viewer — maybe he/she can resonate with it in some way. Or, at the very least, wants to find out why all the attention because, let’s be honest, who wants to suffer from FOMO?!
For the last year or so, it has been a goal of Heat Treat Today to “up our game” in the social media realm because, for us, we see it as a vehicle to help people become better informed. The articles chosen for posts and the way in which they are promoted have been intentional by design. I think there may be a science to this whole social media thing!
Who knew?!
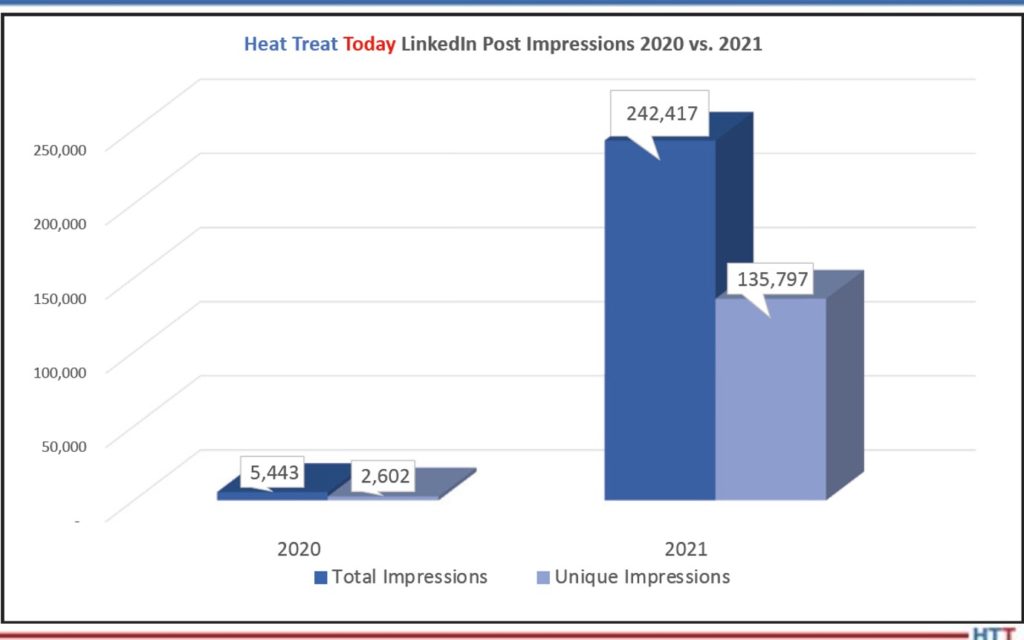
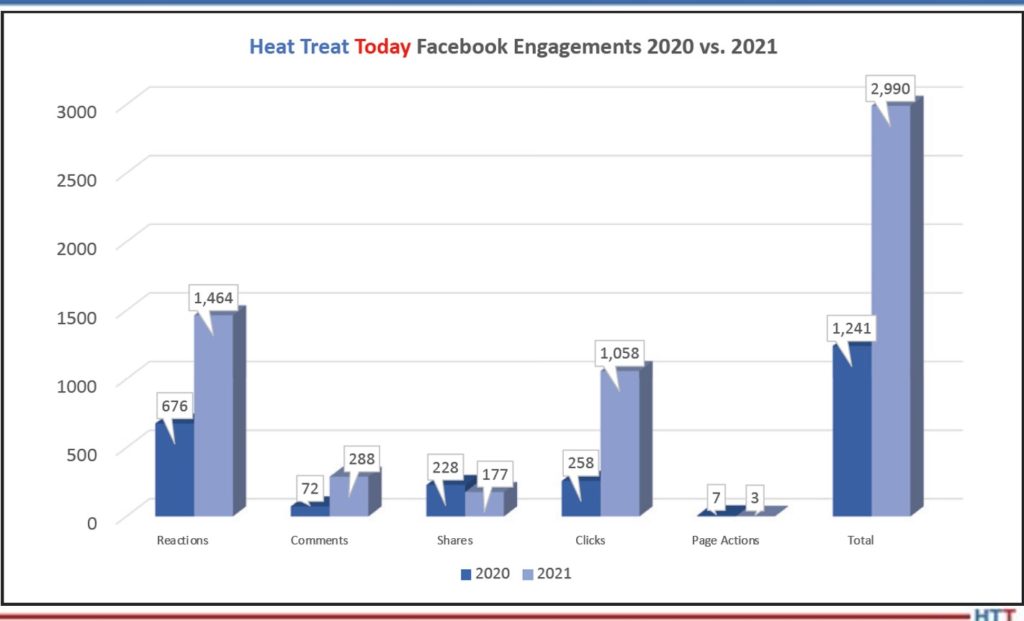
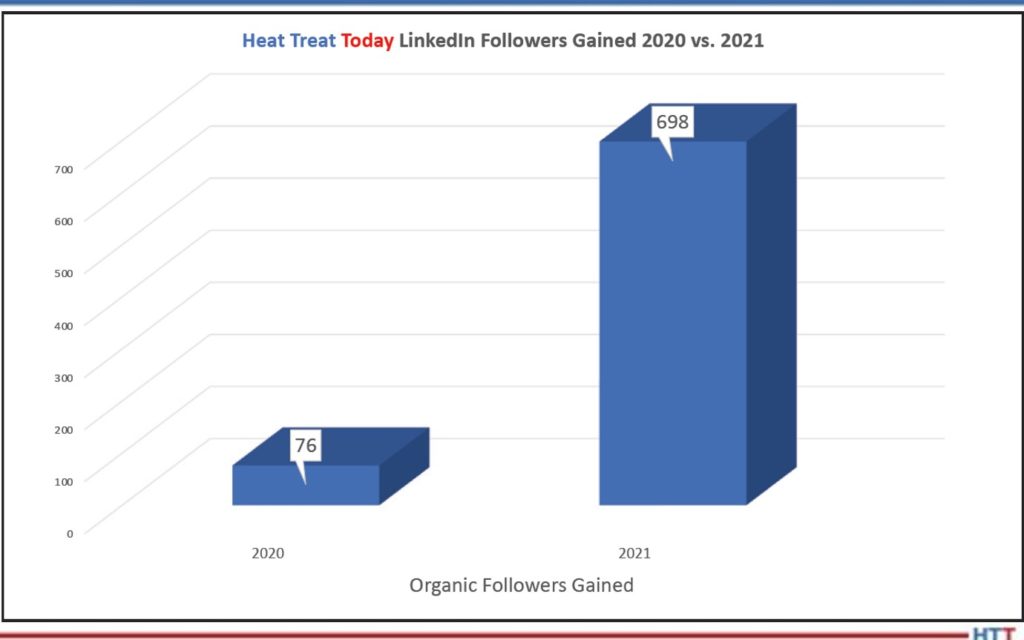
The team, led by Social Media Editor Alyssa Bootsma, has been working diligently to discover that secret sauce to growing social media presence and helpfulness. In 2021, we celebrated the fruits of their labor because the data is showing that people are seeing value and relevance in the Heat Treat Today posts on LinkedIn, Facebook, and Twitter.
Of course, there is a learning curve to all new endeavors and this one is no different. Holding fast to our mantra of “The beginning of wisdom is the definition of terms,” we’ve learned about “post impressions”, “engagements”, “number of followers”, and “page likes.” And, just to be clear, the majority of the stellar Heat Treat Today team are young rising stars who probably already knew this, but the more seasoned among us, i.e., Doug and me, were on a steeper learning trajectory!!
The Heat Treat Today team is passionate about sharing incredibly helpful information that will assist you in your heat treat decisions and add to your own knowledge bank. It looks like the word is spreading through social media and we are thrilled. In these graphs, see the increases we’ve enjoyed. We are thankful for each of you who are following us and if you haven’t had the opportunity yet, please take a look at the Heat Treat Today content and consider following us. If there are topics you’d like to see or suggestions you’d like to make, please email Alyssa at Alyssa@heattreattoday.com. We’ve only just begun!
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Tata Steel will receive an IIOT (industrial internet of things) solution for their industrial furnaces. This solution is designed to reduce emissions and increase furnace throughput by measuring, maximizing, and maintaining energy input through the combustion process.
PSNERGY LLC's Total Combustion Solution consists of combustion monitoring and alerting, which delivers simple and actionable combustion performance reports resulting in reduced equipment downtime, as well as radiant tube inserts to absorb and radiate energy into the load. This package is set to increase productivity and reduce emissions at Tata Steel furnaces. The project will be completed by the end of Q2 in 2022.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
A 28” wide, 4 zone mesh belt annealing and brazing furnace has been commissioned for Bluewater Thermal Solutions, a U.S. based commercial heat treater.
The furnace from Gasbarre Thermal Processing Systemsis installed in Bluewater’s annealing and brazing facility in Coldwater, MI. The mesh belt furnace is designed with a maximum operating temperature of 2100℉ with a capacity of 1,600 lbs/hr, and utilizes a blend of nitrogen and hydrogen atmospheres. The system incorporates an Allen-Bradley PLC and integrated dewpoint meter to ensure precise process control for consistent and reliable part quality. This is the fifth such Gasbarre furnace at this location.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Peter Zawistowski Managing Director SECO/VACUUM TECHNOLOGIES, USA Source: secowarwick.com
An American manufacturer of automotive metal seals will be replacing an existing vacuum furnace to meet high performance standards for its tooling and precision sealing products.
SECO/VACUUM, a SECO/WARWICK Group company, will deliver a Vector® high-pressure gas quench furnace (HPGQ). It has a chamber size of 24” x 24” x 36”, will be equipped with SECO/PREDICTIVE maintenance software designed to predict issues before they occur, and includes various technologies that will ensure high quality performance and process repeatability.
"We have worked very hard to create the tools and metrics necessary to manage our customers’ vacuum heat treatment processes accurately and without unplanned service interruptions," said Peter Zawistowski, managing director of SECO/VACUUM, "and while that gives us an important edge, we are also fully committed to direct contact with the customer to anticipate problems and solve them before they occur."
In addition to the hardware and supervisory tools, the furnace supplier will provide extensive training on the new Vector and support it with a 5-year preventive maintenance program.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
In induction hardening, power supply, generator issues, and coil problems can all cause damage to parts. Consider one more area where problems may develop: improper care of polymer quenchants. Several key variables play a role in maintaining polymer quenchants, and in protecting the final product. Learn what these variables are in this article by D. Scott MacKenzie, Ph.D., senior research scientist of Metallurgy at Quaker Houghton, Inc.
This Technical Tuesday feature will be published in Heat Treat Today's May 2022 Induction Heating print edition.
D. Scott MacKenzie, Ph.D Senior Research Scientist -- Metallurgy Quaker Houghton, Inc.
Introduction
Induction hardening is commonly used to heat treat gear teeth, shafting, and other parts that require a high surface hardness for wear or strength. The process uses a power supply, RF generator, induction coil, and quenching mechanism (spray or immersion) to yield a high surface hardness and advantageous residual surface stresses. Heating is very fast, with selective heating of the desired part. An induction hardening line can be integrated readily into cellular manufacturing.
There are many problems that can occur in induction hardening that can have nothing to do with the power supply, RF generator, or coil. These are process-related issues that are often due to improper or inadequate process control. These problems can manifest themselves as improper part hardness or cracking; improper pattern; quenching issues such as foaming or excessive drag-out; corrosion issues; or biological issues such as bacteria and fungus or odors. In this short article we will discuss proper process control of polymer quenchants.
Concentration Control
Concentration control is one of the most important process parameters in induction hardening. Improper control can result in soft parts, cracked parts, or excessive distortion. The concentration of the polymer can change due to quenchant drag-out during operation, or due to evaporation of the water. Another source of inaccurate polymer control is contamination from coolants, or process fluids from prior operations if the parts are not cleaned prior to induction hardening.
The most common method of concentration control is by handheld digital or analog refractometer. A small drop of the quenchant is placed on the sample window of the refractometer, and the refractive index (in °Brix) of the quenchant is determined. The refractometer reading is then multiplied by the factor associated with the quenchant to determine the concentration.
However, contamination from using hard water, or other contamination from coolants, etc., can cause the factor to shift lower, resulting in an error in concentration measurement. The refractometer should be verified using kinematic viscosity at routine intervals, to monitor and correct the proper multiplying factor.
If the concentration is low, the polymer should be added. If the concentration is high, the water should be added.
pH
pH is the measurement of the acidity of the solution and is a measure of the health of the system. It infers the presence of adequate corrosion inhibitor. Steel parts tend to rust when solutions are at a pH of less than 7 and have a passive film at a pH greater than 8.5. Further, biological growth is stunted as the pH is increased. Contamination, especially by chloride containing coolants, or from water containing high levels of chloride can result in the pH dropping, and rust occurring. In water, when evaporation occurs, the chloride will concentrate. Should the pH drop below 8.5, then a pH booster or corrosion inhibitor should be added to increase the pH.
Corrosion Inhibitors
There are two types of corrosion inhibitors commonly used in polymer quenchants — nitrite/nitrate corrosion inhibitors, and amine based corrosion inhibitors. These different types of inhibitors should not be mixed due to incompatibility. Most machining coolants contain amine type of inhibitors, so this type of inhibitor is usually recommended for induction hardening unless the parts are thoroughly cleaned and rinsed prior to induction hardening.
Biological Availability
Biological activity, such as fungus or bacteria, can affect the performance of the quenchant. This generally affects the quench system by clogging filters, and clogging quench spray heads. It is also an odor issue, resulting in a strong mildew or rotten egg smell.
The test for biological activity is usually a simple dip slide. The slide, containing an agar-type growth medium, is washed with the fluid, and allowed to sit for three days. Bacteria growth will be evident on one side, and fungal growth is visible on the other side. The levels of bacteria are usually rated from 1–11, indicating bacteria or fungus in a logarithmic scale. When the bacteria exceed 6 or 106 CFU/ml, the fluid should be treated with a biocide. If the fungus count exceeds 102 CFU/ml, then it should be treated with a spectrum fungicide. The system should also be thoroughly cleaned prior to dumping and recharging to prevent contamination of the new bath.
Image: Polymer quenchant contaminated with coolant. Failure to properly wash and rinse parts prior to induction hardening can contribute to rusting, cracked parts, and unsightly surface condition. Source: Quaker Houghton, Inc.
One thing to note, is that the use of biocides is extremely hazardous. Very small quantities (ounces) are required to kill the biological activity in a 10,000-gallon tank. Proper safety equipment (Tyvek suit, chemical safety goggles, face shield, and chemical resistant gloves) should be used to dose a system to kill biologicals. The use of biostable quenchants, such as Aqua-Quench™ 145 or Aqua-Quench™ 245 can avoid the use of dangerous biocides.
Contamination
Contamination is the most common cause of quenchant failure in induction hardening. This is due to improper or inadequate cleaning of parts prior to induction hardening. The contaminants do not burn off , but act as a source for rusting and other surface defects.
The quench tank is not a cleaning tank. Parts should be free from coolants and other fluids prior to heat treatment. Even a small amount of residue on each part can build up in the system, and thousands of parts are processed. For long life of the quenchant bath, proper cleaning of parts is required.
Conclusions
In this short article, the importance of several key variables was illustrated. Proper control of these variables will lead to properly heat treated parts, and long quench bath life.
About the Author: D. Scott Mackenzie, Ph.D., is senior research scientist in Metallurgy at Quaker Houghton. In 2008, he was awarded the Materials Science and Engineering Departmental Distinguished Alumni award from The Ohio State University. He is the author of several books, and over 100 peer-reviewed papers. Scott received a B.S. in Metallurgical Engineering from The Ohio State University and holds an M.S. and Ph.D in Metallurgical Engineering from the University of Missouri. He has served on the ASM Heat Treating Society Board of Directors, and is past president of the International Federation of Heat Treating and Surface Engineering.
For more information: scott.mackenzie@quakerhoughton.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Andrew Bassett President Aerospace Testing and Pyrometry Source: Aerospace Testing and Pyrometry
A large aluminum producer in the U.S. Midwest received assistance from a North American pyrometry service provider to ensure their heat treat and laboratory furnaces were ready to run.
After the visit from the pyrometry service provider, Aerospace Testing & Pyrometry, Inc. (ATP), four laboratory furnaces were certified and three of four heat treat furnaces were wired and ready to go. One 40 point survey, two 35 point survey and one 25 point survey on a forty foot tall drop bottom furnace.
"We love our Pyrometry Services," commented Andrew Bassett, president of ATP. "All the certifications will be run through our newest venture, Aerospace Compliance Software."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Sometimes our editors find items that are not exactly “heat treat” but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing. To celebrate getting to the “fringe” of the weekend, Heat TreatToday presents today’s Heat Treat Fringe Fridaybest of the web article reviewing why and how the steel industry is contending with hydrogen as a “green” solution to CO2 pollution.
The heat treat industry is bustling with visions of using hydrogen as the heating gas for combustion burners; in fact, you can watch the debate unfold as to it’s potential, promise, and application in this Heat TreatRadio episode here. But Thomas Wingens of WINGENS International Industry Consultancy told us that much of the hype is really coming from the steel industry: the potential to replace the coke in blast furnace productions with hydrogen. This would decrease a lot of CO2 emissions. In a previousHeat TreatFringe Friday, we shared the world’s first “fossil-free” steel delivery. This time, read how other steel producers are responding to the pressures to go green.
[blockquote author=”” style=”1″]Around 71 per cent of steel produced today comes from an iron-ore-based method. This typically uses a blast furnace at temperatures of around 1,500°C in which carbon, usually coal, is used to remove oxygen and impurities from the ore to make pig iron. The latter is then turned into steel via a basic oxygen furnace whereby oxygen is blown onto the liquid iron to burn unwanted elements.[/blockquote]
We're flipping through Heat Treat Today's technical articles today to highlight four heat treat-related processes: hardening, ferritic nitrocarburizing, titanium processing, and stress relieving. Read our top picks of technical articles from these categories that include a back pocket resource, a podcast episode, and a review of past and future innovations.
Sometimes, the best technical advice comes out in a conversation. Mark Hemsath and Doug Glenn took three Heat TreatRadio episodes to talk about the basics of metal hardening. Listen to or read the transcript of the first episode in this series to get a leg up on metal hardness.
"I think the most important thing is that with metals, you’re trying to get certain features that allow it not to wear over time. At the same time, you want the part to last. You don’t want it to break, you don’t want it to chip, you don’t want it to seize up, so there are a lot of different things you can do with the parts to give them certain wear characteristics and hardness."
How is nitriding different from ferritic nitrocarburizing? Temperature? Materials processed? Costs? Industries? This article is a resource: a table that compares these two processes against the other.
"Skim this straight forward data that has been assembled from information provided by four heat treat experts: Jason Orosz and Mark Hemsath at Nitrex, Thomas Wingens at WINGENS LLC – International Industry Consultancy, and Dan Herring, The Heat Treat Doctor at The HERRING GROUP, Inc."
Titanium is its own animal, so its sometimes helpful to take a moment to identify what it is and how processing this metal might change in the future. Check out this article to learn more.
"The recycling of titanium is of a different magnitude than other metals due to its value. It took a shortage of titanium in the 1980s–and some innovative metallurgy–to transform valuable titanium scrap back into a qualified ingot. To do this, metallurgists used the reactivity of the metal to their advantage."
It's not as flashy as a huge furnace, but understanding stress relieving is key to heat treat parts correctly. Plastometrex is a new technology to advance what we know and how we test stress on projects. Read all about.
"The oxidized layer was then removed and the Hardox steel samples were indented in the locations that are shown in Figure 5a. The indentation data were analyzed and converted into stress-strain curves using the SEMPID software. Two are shown in Figure 5b, where it is apparent that the high temperature brazing process has affected the strength characteristics of the material in that location."
Heat Treat Today publishes eight print magazines a year and included in each is a letter from the publisher, Doug Glenn. This letter first appeared in Heat Treat Today'sMarch 2022 Aerospace Heat Treatingprint edition.
Doug Glenn Publisher and Founder Heat TreatToday
What does cryptocurrency (crypto) have to do with the heat treating industry? Within the past two weeks, I spoke with two suppliers in our industry who are making equipment to help cool crypto mining equipment, both of whom are diverting a portion of their manufacturing capacity to fulfill crypto demand. To that extent, the crypto craze is affecting the North American heat treat market in some capacity. So, let’s talk about cryptocurrencies because it’s a hot topic — and we deal with heat in this industry!
The question I’d like to mull over publicly is whether crypto has what it takes to be legitimate money.
Money — a widely accepted medium of exchange — has the following characteristics:
It is relatively scarce.
It is easily divisible.
It is easily portable.
It is durable.
It is uniform/fungible.
It is widely recognized/accepted.
I suggest we add one more characteristic to this list: It needs to be understandable.
Crypto’s Success or Failure
Something becomes money when people come to recognize it as a commonly accepted item which maintains its value over time. It is something widely and commonly valued and nearly everyone will accept it in exchange for another item or service. There must be a “perceived value” — both today and in the future.
This is where crypto has a few hurdles to clear before it can become real money. While there is a relatively small (but growing) number of people currently using cryptocurrencies, it is certainly far from being widely accepted, primarily because it is not widely understood — and some would say it is not understandable.
Source: Aliaksandr Marko/Adobe Stock
For example: Where does it come from? How is it made? Who makes it? Where is it kept? How do I trade it for other goods and services? What am I trading? Why is it valuable? Where do I keep it? What does it look like? Can I withdraw it and keep some at home? Can I carry it around? Can I see, touch, and feel it? Does it still exist if the electricity goes out? If it fell in the woods when no one was around, would it make a noise?
If cryptocurrencies are going to succeed in becoming money, they are going to have to be understandable to the common man. The common man is going to have to “believe” in it. They’re going to have to understand what it is, where it comes from, why it is valuable, and why it will continue to be valuable into his/her retirement years and beyond.
The Good of Crypto — Limited Supply
Cryptocurrencies do have (purportedly!) one thing going for them that our current currency lacks — limited supply. If the claim is true that there is a limited supply of cryptocurrency, then that is a clear and very important advantage it has over the U.S. dollar, because it can be endlessly printed if those in charge so desire. There is nothing physically stopping the Federal Reserve Banking System — those in charge of the currency — from printing and printing and printing. Cryptocurrencies, on the other hand, if we are to believe those in charge of their creation, have a limited supply (at least some of them). At least that’s what we’ve been told.
The reason the U.S. dollar is in such trouble now is because those in charge of the currency in the past have created way too many dollars. It’s just paper (or credit) and there is essentially NO LIMIT to how many dollars can be created. When too many dollars are created, the value of each dollar shrinks and the money itself becomes less and less valuable because it can buy fewer and fewer items. If crypto is going to succeed, the supply is going to have to be understandably and believably finite. Unfortunately, it’s not obvious to the common man that this is the case.
Beyond Governments
Money will come into existence without the help of government. Cryptocurrencies are a great reminder of that economic fact! Individuals, acting freely, will sooner or later settle on a widely accepted medium of exchange which is relatively scarce, divisible, portable, durable, uniform/fungible, widely recognizable/accepted, and understandable. If governments step in and make any currency, crypto or otherwise, “legal tender” or insist that only they can create money (what has historically been called “monopoly of the mint”), then I suggest we run from that money. Free people acting freely will settle on the best medium of exchange without government help. Whether or not crypto will be that next medium of exchange remains to be seen.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Marcin Stokłosa Project Manager Nitrex Poland LinkedIn.com
Qatar Aluminium Extrusion Co. (Qalex) recently received a nitriding system. The aluminum profiles manufacturer wanted to equip a second extrusion plant with an independent nitriding furnace to save on handling, processing time, and costs associated with having to transport extrusion dies back and forth from its first factory for nitriding work.
The client chose a compact system from Nitrex, an international provider in surface treatment with North American locations. The model NXK-1015 furnace is equipped with process technology designed for nitriding extrusion dies.
Marcin Stokłosa, project manager at Nitrex Poland, said, "Qalex was . . . very pleased with our technical support and spare parts accessibility. What they ordered is an exact copy of the first Nitrex installation – an identical configuration with the same furnace model, size and process technology."
Installation and startup were completed in January 2022.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com






 Why does the increase in followers bring such joy? Well, it shows that people are certainly interested in what is being shared and perhaps has some relevance to the viewer — maybe he/she can resonate with it in some way. Or, at the very least, wants to find out why all the attention because, let’s be honest, who wants to suffer from FOMO?!
Why does the increase in followers bring such joy? Well, it shows that people are certainly interested in what is being shared and perhaps has some relevance to the viewer — maybe he/she can resonate with it in some way. Or, at the very least, wants to find out why all the attention because, let’s be honest, who wants to suffer from FOMO?!
 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com

 Tata Steel will receive an IIOT (industrial internet of things) solution for their industrial furnaces. This solution is designed to reduce emissions and increase furnace throughput by measuring, maximizing, and maintaining energy input through the combustion process.
Tata Steel will receive an IIOT (industrial internet of things) solution for their industrial furnaces. This solution is designed to reduce emissions and increase furnace throughput by measuring, maximizing, and maintaining energy input through the combustion process.