Ask the Heat Treat Doctor®: How Does One Determine Which Quench Medium To Use?

The Heat Treat Doctor® has returned to offer sage advice to Heat Treat Today readers and to answer your questions about heat treating, brazing, sintering, and other types of thermal treatments as well as questions on metallurgy, equipment, and process-related issues.
The Heat Treat Doctor® ha vuelto para ofrecer sabios consejos a los lectores de Heat Treat Today y para responder a suspreguntas sobre el tratamiento térmico, brazing, sinterizado y otros tipos de procesamiento térmico, así como preguntassobre metalurgia, equipos y problemasrelacionados con los procesos.
This article was originally published in Heat Treat Today‘s September 2024 People of Heat Treat print edition.
To read the article in Spanish, click here.
Quenching is a critical step in the heat treating process. And while there are often several choices available to the heat treater, a delicate balance exists between what is available to us and how we can optimize its performance characteristics to meet our client’s requirements/specifications. Material, part design (geometry), pre-and post-manufacturing requirements, loading, allowable dimensional change (i.e., distortion), and the process itself must be taken into careful consideration. Let’s learn more.
Quenchants — A Brief Overview
Today’s quenchants offer a broad and, in some instances, overlapping range of capabilities. But at a fundamental level, the role of a quenchant is to extract heat from the part surface to meet a specified critical cooling rate and achieve the desired microstructure in the component part necessary to achieve the required mechanical and physical properties. In hardening of steels, for example, one must miss the “nose” of the time-temperature transformation (TTT) curve if the desired end-result is a martensitic (or bainitic) microstructure. By contrast, the cooling rate for a normalizing process requires cooling in “still air” — a term that is often misunderstood and which we will cover in a future discussion.

However, a quenchant (Figure 1) is more than just its cooling rate. Quenchants should be stable over their service life, especially with respect to degradation (e.g., oxidation), be safe, be easy to service and maintain, have a high vaporization point, ideally not interact with the part surface, be used within their optimum performance range, have long life, be easily removed by cleaning after quenching, and be cost effective.
As a very broad-based characterization, quenchants can be divided into the following general categories:
- Liquid quenchants (e.g., water-based, oils, polymers, molten salts, and molten metals)
- Gaseous quenchants (e.g., air, nitrogen, argon, hydrogen, steam, carbon dioxide, sulphur dioxide, reducing gases, protective atmospheres — synthetic or generated, high-pressure gases)
- Solid quenchants (e.g., water-cooled dies, plates, powders)
- Mixed media quenchants (e.g., mist or fog quenching, fluidized beds)

Selection of the Optimal Quench Medium

Various factors must be taken into consideration when selecting the best quench medium. The following are some of the important considerations when selecting the proper quench medium (Figure 2):
- Material — chemistry, hardenability, form (e.g., bar, plate, forging, casting), type (e.g., wrought, powder metal), and cleanliness to name a few
- Part geometry/design — shape, size, weight, complexity
- Mill or preheat treatment condition — annealed, normalized, pre-hardened, stress-relieved
- Stress state — the cumulative effect of both mill operations and customer manufacturing operations prior to heat treatment
- Loading — baskets (alloy, C/C composites, graphite plates, etc.)
- Process parameters — temperature, time, preheating
- Equipment selection — is it optimal or simply adequate for the job?
- Quench medium(s) available — their limitations as well as their advantages
It is important to talk briefly here about two aspects of the quench medium selection process. First, note the difference between hardness and hardenability (which we will discuss in more detail in the future). Heat treaters tend to focus on hardness (since we can easily measure it in our shops), but hardenability is a critical consideration in quench medium selection. Hardenability is a material property independent of cooling rate and dependent on chemical composition and grain size. When evaluated by hardness testing, hardenability is defined as the capacity of the material under a given set of heat treatment conditions to harden “in-depth.” In other words, hardenability is concerned with the “depth of hardening,” or the hardness profile obtained, not the ability to achieve a particular hardness value. When evaluated by microstructural techniques, hardenability is defined (for steels) as the capacity of the steel to transform partially or completely from austenite to a defined percentage of martensite.

Second, one must be aware of both the average and instantaneous value of the heat transfer coefficient alpha of the quench medium. Although the maximum quenching “power” may be described by the instantaneous heat transfer coefficient, the average heat transfer coefficient (Table 1) provides a better relative comparison of the various quenching media since it represents the value of the heat transfer coefficient over the entire range of cooling (from the start to the end of quenching). It is important to remember that the ability to manage (not control) distortion is a delicate balancing act between uniform heat extraction and proper transformation.
A Common Example — Quench Oil Selection
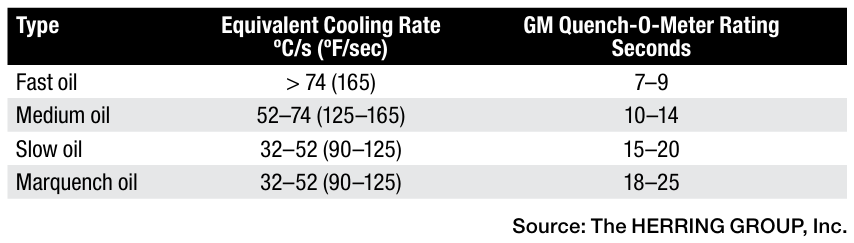
Important factors to consider when selecting a quench oil, which hold true in a slightly modified form for most liquid quenchants, are: the type of quenchant (i.e., quench characteristics, cooling curve data — new and over time); quench speed (see Table 2); usage temperature; effective quench tank volume (i.e., the one gallon per pound of steel [8.4 L/kg] rule); and the client’s requirements.
Quench tank design factors also play an important role and involve the following:
- Volume of oil in the quench tank
- Number of agitators or pumps
- Location of agitators
- Type of agitators (fixed or variable speed)
- Internal tank baffle arrangement (draft tubes, directional flow vanes, etc.)
- Quench elevator design (i.e., flow restrictions)
- Quenchant flow direction (up or down through the load)
- Propeller size (diameter, clearance in draft tube)
- Maximum (design) temperature rise of the oil after quenching
- Height of the oil over the workload
- Heat exchanger — type, size, heat removal rate (instantaneous BTU/minute)
- Oil recovery time to setpoint
Finally, consideration must be given to factors such as: part mass; part geometry (e.g., thin and thick sections, sharp corners and holes, gear tooth profile/modulus, thread profile, etc.); part spacing in the load; effective flow velocity through the quench area (empty and with a load); stress state from prior (manufacturing) operations; post heat treat operations to be performed (if any); loading including the grids, baskets, and fixture (material and design); and the material (chemistry and hardenability).
Final Thoughts
Quenching, considered by many to be a complex and multi-faceted subject, is one heat treaters must constantly monitor and control. In future installments we will be discussing many of the individual aspects of quenching. What is important here is to recognize that done correctly, quenching
(in whatever form) will optimize a given heat treatment and help produce the highest quality parts demanded by the industries we serve.
References
Daniel Herring, Atmosphere Heat Treatment, Volume II: Atmospheres | Quenching | Testing (BNP Media Group, 2015).
Božidar Liščić et al., Quenching Theory and Technology, Second Edition (CRC Press, Taylor Francis Group, 2010).
Daniel Herring, “A Review of Gas Quenching from the Perspective of the Heat Transfer Coefficient,” Industrial Heating, February 2006.
About the Author

“The Heat Treat Doctor”
The HERRING GROUP, Inc.
Dan Herring has been in the industry for over 50 years and has gained vast experience in fields that include materials
science, engineering, metallurgy, new product research, and many other areas. He is the author of six books and over
700 technical articles.
For more information: Contact Dan at dherring@heat-treat-doctor.com.
For more information about Dan’s books: see his page at the Heat Treat Store.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
Ask the Heat Treat Doctor®: How Does One Determine Which Quench Medium To Use? Read More »