Aalberts Surface Technologies Group will expand their Dzierżoniów, Poland hardening plant with a new AFT process line. The line, based on two-chamber atmosphere furnaces, will boost the plant's manufacturing of transmission components and specialized hardening processes including carburizing, nitrocarburizing, and annealing.
SECO/WARWICK, parent company of North American furnace supplier SECO/VACUUM Technologies, will provide a main furnace, a tempering furnace, and an endothermic atmosphere generator, loading/unloading devices, and auxiliary infrastructure. The line offers both conventional load arrangements with modular accessories and hardening baskets.
"The new line will significantly increase our capacity and will allow us to expand our business to other Eastern European countries,” said Bartłomiej Olejnik, managing director, Aalberts Surface Technologies Heat Sp. z o.o.
Heat Treat Todayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 29 news bites that will help you stay up to date on all things heat treat.
Equipment Chatter
Baowu Aluminum Technology Co., Ltd.’s continuous annealing and chemical pre-treatment line for processing strip coils for the aluminum market supplied by Tenova produced its first hot coil.
A Midwest manufacturer of brass components is upgrading their heat treat capabilities with a new furnace from Gasbarre Thermal Processing Systems.
Plastometrex, a materials science startup, is working with global testing and inspection provider Element Materials Technology.
A global bearing manufacturer decided to furnish one of its Chinese plants with a vacuum furnace by SECO/WARWICK with gas quenching, carburizing (LPC), and carbonitriding (LCPN).
To support R&D and additive manufacturing projects, Solar Atmospheres of California has added some small vacuum furnace capacity to their equipment offerings.
An Indian manufacturer of feed machinery and contractor for “turnkey” agricultural engineering projects has placed an order with SECO/WARWICK for a Vector® vacuum furnace with vertical insertion of loads.
Heat treatment specialist Bodycote provided solutions for the world’s first hydroformed architectural stainless-steel façade screen that was manufactured by German fabricator Edelstahl-Mechanik. This screen was installed in the newly constructed Science and Engineering Complex at the Harvard University campus in Boston, MA.
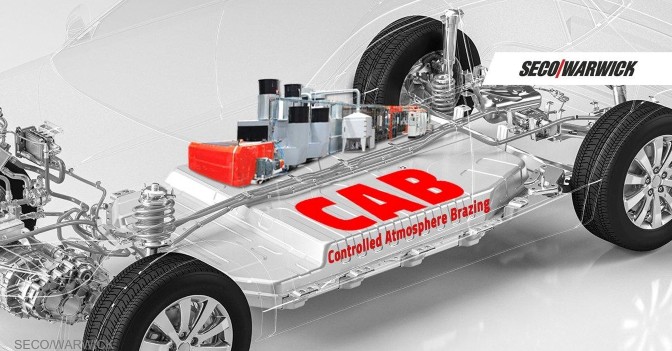
SECO/WARWICK will install a continuous line for controlled atmosphere brazing (CAB) of large-dimension battery coolers at the plant of a European manufacturer of heat exchangers.
A Gasbarre Thermal Processing Systems integral quench furnace line was recently commissioned to a manufacturer of specialty nut and bolt assemblies in the eastern U.S.
One of the largest Brazilian hardening plants has started to operate a SECO/WARWICK Vector® vacuum furnace.
Tenova’s team at Baowu Aluminum plant, China; Pomini Tenova’s equipment Photo Credit: Tenova
Indentation Plastometer solution from Plastometrex Photo Credit: Plastometrex
Vacuum furnace from SECO/WARWICK for Chinese manufacturing plant Photo Credit: SECO/WARWICK
Additive manufacturing furnace support at Solar Atmospheres of California Photo Credit: Solar Atmospheres
Vector® furnace for the agricultural industry Photo Credit: SECO/WARWICK
Inspired by the shapes, strength, and thinness of everyday objects like tin cans and soup bowls, Behnisch Architekten worked with Josef Gartner GmbH/Permasteelisa North America Corp. and the German fabricator Edelstahl-Mechanik to create the world’s first hydroformed tensile façade. Photo Credit: Brad Feinknopf
Gasbarre Thermal Processing Systems’ integral quench furnace system Photo Credit: Gasbarre Thermal Processing Systems
CAB line for European manufacturer Photo Credit: SECO/WARWICK
Personnel/Company Chatter
With increased interest in U.S. semiconductor research and manufacturing, ECM USA, Inc. recently announced a strong bi-monthly sales order pattern for 2021 related to their product expansion both in research & development and with laboratory furnace systems.
Pfeiffer Vacuum introduced OmniControl® universal control unit for pumps and measurement instruments.
Ipsen reported a surge in interest for standardized equipment and revealed a steady increase of orders for TITAN® vacuum furnaces this year, with five in July. Clients range from those in cutting tools and machinery to additive manufacturing and aerospace.
Heating technology company Kanthal announced the agreement to divest its semiconductor capital equipment business to Yield Engineering Systems, Inc., headquartered in Fremont, CA.
Bodycote increased hot isostatic pressing capacity in Greenville, SC.
Nitrex, a global provider of fully integrated surface treatment solutions, has announced that G-M Enterprises has made its official market debut under the Nitrex banner as of January 2022.
Nancy Easterbrook has joined HarbisonWalker International (HWI), a refractory products and services supplier in North America, as the director of Recycled Materials.
HarbisonWalker International is building a manufacturing and service hub for its steel customers in North America.
During the Metal Treating Institute’s (MTI) Fall Meeting, Ipsen, along with several other vested organizations, presented donations to support the MTI Educational Foundation, which provides scholarships for the next generation of heat treating industry professionals.
GHI Smart Furnaces celebrated the 84th anniversary of their founding in December 1937.
HeatTek announced the purchase of an additional facility in Ixonia, WI to serve primarily as a distribution center for the rapidly growing company’s components and spare parts inventory. This expansion follows another plant acquisition in West Allis, WI.
Hubbard-Hall announced that they’ve made the Dow product line available on their eCommerce site.
JIPELEC rapid thermal processing with automation Photo Credit: ECM USA, Inc.
Leading women at HarbisonWalker International(HWI) based at the company’s headquarters in Pittsburgh, PA have recently been recognized for their work: HWI has promoted Melissa Bihary to vice president of People and Organizational Effectiveness Also, the — the workforce development and education partner of the — has presented Bryn Snow, director of Application Technology-Nonferrous/Glass at HWI, with a STEP Ahead Award. Lastly, Jodi L. Allison, CAP,OM, has been promoted to chief executive assistant & administrative manager at HWI.
At the recent Metal Treating Institute (MTI) 2021 Fall meeting held in San Antonio TX, Ed Engelhard, vice president of Corporate Quality, has been recognized with the MTI Award of Industry Merit. This award is given in recognition of current/ongoing commitment to the betterment of the commercial heat treating industry with one or more significant accomplishments.
Tony Karadimas has been nominated as vice president of UPC-MARATHON Sales and NITREX.
Bodycote in Syracuse, NY passed certification to AS9100 standard with zero findings.
A group of 70 employees and management of SECO/WARWICK located in Świebodzin, Poland planted 3,000 beech seedlings on Lumberjack and Forester World Day.
Nitrex Metal, Inc., global provider of fully integrated surface treatment solutions and technologies, was selected to be part of a “Global Thought Leaders” series broadcast on CBS News.
Deep Cryogenics International trademarked the slogan “Infinitely Renewable, Infinitely Recyclable” for the use of liquid nitrogen in their deep cryogenic treatment process.
Melissa Bihary, Vice President of People and Organizational Effectiveness Photo Credit: HWI
Bryn Snow, Director of Application Technology-Nonferrous/Glass Photo Credit: HWI
Jodi L. Allison, CAP, OM, Chief Executive Assistant & Administrative Manager Photo Credit: HWI
Tony Karadimas, Vice President of UPC-MARATHON Sales and Nitrex Aftersales Photo Credit: UPC-Marathon
Ed Engelhard, Vice President of Corporate Quality, awarded MTI Award of Industry Merit Photo Credit: MTI
SECO/WARWICK and sustainable practices Photo Credit: SECO/WARWICK
Advertisement for CBS News feature on Nitrex Metal, Inc. Photo Credit: CBS News
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to bethany@heattreattoday.com.
Over the past year, we’ve seen numerous new technologies in the way of research, new partnerships, and conversations throughout the industry. So in honor of today being #NationalTechnologyDay, we’re sharing an original content article about just several of these new technologies that are changing the work of heat treaters across North America.
Research
Using HIP to Advance Oregon Manufacturing Innovation Center Programming– “‘Today’s globally competitive manufacturing industry demands rapid innovations in advanced manufacturing technologies to produce complex, high-performance products at low cost,’ observes Dr. Mostafa Saber, associate professor of Manufacturing & Mechanical Engineering Technology at Oregon Tech.”
College Students Implement a NEW Heat Treat Solution with Induction? – “‘We were in shock,’ Dennis admitted, ‘because we didn’t expect it to [work].’ The expectation, Dennis continued, was that something would go wrong, like the lid would not be able to clamp down, or the container would leak.”
The Age of Robotics with Penna Flame Industries – “The computerized robotic surface hardening systems have revolutionized the surface hardening industry. These advanced robots, coupled with programmable index tables, provide an automation system that helps decrease production time while maintaining the highest quality in precision surface hardening.”
Heat Treat Radio: Five experts (plus Doug Glenn) discuss hydrogen combustion in this episode. An easily digestible excerpt of the transcript circulated by Furnaces Internationalhere and is available to watch/listen/read in full for free here.
Heat Treat Radio: Get on-the-ground projections of what technologies Piotr Zawistowski believes will be bringing in the future. Watch/listen/read in full here
Heat Treat Radio: HIP. The Revolution of Manufacturing, that is, according to Cliff Orcutt. Watch/listen/read in full here
Heat Treat Radio: Will indentation plastometry find its way into North America? If you’ve been listening to James Dean, it seems like it already has. Watch/listen/read in full here
Heat Treat Radio: Fluxless inert atmosphere induction brazing. That’s a mouthful! But what is it? Watch/listen/read in full here
Piotr Zawistowski Managing Director SECO/VACUUM TECHNOLOGIES, USA Source: secowarwick.com
An international cutting tool manufacturer will augment the capacity of its heat treat vacuum temper furnaces with two more at their North Carolina manufacturing facility.
This expansion to the company's heat treat capabilities comes two months after ordering their fourth Vector® from SECO/VACUUM. The two single chamber, horizontal, front-loading furnaces are designed with an all-metal hot zone for clean vacuum processing. This style will be able to keep up with most standard hardening, tempering, annealing, solution heat treating, brazing and sintering applications, as well as low pressure carburizing.
"We are thrilled to be an ongoing partner in this [client's] growth," said Piotr Zawistowski, managing director of SECO/VACUUM. "We know they have multiple competitive options for their vacuum heat treat equipment, so we take nothing for granted, and work hard to earn their business every step of the way."
Heat Treat Todayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 20 news bites that will help you stay up-to-date on all thing heat treat.
Equipment Chatter
A leading Chinese aviation company began cooperating with SECO/WARWICK, placing an order for a Vector® vacuum furnace for carburizing and gas quenching. The furnace will be used for the manufacturer of hydraulic pump components and other machinery.
Tenova Italimpianti, a technologies and equipment supplier for industrial furnace providers, recently received a contract from Metalloinvest for the reconstruction of the Heating Furnace 2 in the second rolling unit of Alexey Ugarov OEMK, in Russia.
Tenova LOI Thermprocess has received an order from Wuhan Iron & Steel Co. Ltd. (WISCO) in Wuhan, China for the installation of a continuous quench for the efficient cooling of thin steel plates.
SECO/WARWICK vacuum furnace goes to China
Tenova to revamp OEMK heating furnace for Metalloinvest
Personnel/Company Chatter
Nitrex’s Aurora commercial heat treat facility is now in the hot testing phase of its newly installed low-pressure carburizing (LPC) and vacuum system, which is expected to start production in September.
Can-Eng Furnaces International Ltd. welcomed Johan Vargas to its Mechanical Engineering team.
Mike Stowe, senior energy engineer at Advanced Energy, recently won an ACEEE Champion of Energy Efficiency in Industry award in the industrial leadership category.
Selas Heat Technology Co. announced that Burner Design and Controls(BDC) of Hazelwood, Mo. has joined their network of manufacturers’ representatives. BDC will be handling Selas burners, valves, mixers, and control components serving customers in Missouri, Kansas, Iowa, and Southern Illinois.
The Industrial Heating Equipment Association (IHEA) recently gathered for its annual meeting in St. Pete Beach, FL, where the National Board of Directors and Executive Officers met in person. The leading Board of Directors consisted of both continuing and new members. Scott Bishop of Alabama Power –Southern Company serves as president; Jeff Valuck of Surface Combustion, Inc. as vice president; Brian Kelly of Honeywell Thermal Solutions as treasurer and Michael Stowe of Advanced Energy serves as past president. Jason Safarz returns to the IHEA Board of Directors as a regional sales manager at Karl Dungs, Inc. Jeff Rafter, vice president of sales and marketing with Selas Heat Technology Co., joins the IHEA Board of Directors this year. Continuing their service for 2021–2022: Gary Berwick, Dry Coolers; Alberto Cantu, Nutec Bickley; Bob Fincken, Super Systems, Inc.; Doug Glenn, ; Francis Liebens, SOLO Swiss Group; John Podach, Fostoria Infrared; and John Stanley, Karl Dungs, Inc.
The Industrial Heating Equipment Association (IHEA) acknowledges their current committee chairpersons on the IHEA Committees and Divisions: Government Relations Committee led by Jeff Valuck, Surface Combustion, Inc.; Safety Standards and Codes Committee led by Kevin Carlisle, Karl Dungs, Inc.; Education Committee led by Brian Kelly, Honeywell Thermal Solutions; Marketing Communication & Membership Committee led by Erik Klingerman, Industrial Heating The Infrared Division is chaired by Scott Bishop, Alabama Power – Southern Company; and the Induction Division is chaired by Michael Stowe, Advanced Energy.
Alvis Eimuss, head of Customer Support at CENOS, presented the company’s most recent software, CENOS Induction Heating simulation software’s version 3.0 at a webinar titled, “Webinar: CENOS 3.0 release”.
Mike Stowe at Advanced Energy, ACEEE Champion of Energy Efficiency in Industry
Continuing their service for 2021–2022: Gary Berwick, Dry Coolers; Alberto Cantu, Nutec Bickley; Bob Fincken, Super Systems, Inc.; Doug Glenn, Heat Treat Today ; Francis Liebens, SOLO Swiss Group; John Podach, Fostoria Infrared; and John Stanley, Karl Dungs, Inc.
Johan Vargas, Mechanical Engineering at Can-Eng Furnaces International Ltd.
Expansion at Nitrex Aurora heat treat facility
Kudos Chatter
Braddock Metallurgical announced that they achieved the renewal of Nadcap accreditation at their Bridgewater, Boynton Beach, and Jacksonville locations. Additionally, Braddock Metallurgical earned the special Nadcap recognition of Merit.
Solar Atmospheres – Souderton, PA announces that it has been awarded Nadcap 24-month Merit status for heat treating, brazing and carburizing.
Metallurgical Processing, Inc. in New Britain, CT has achieved two-year Merit status with PRI/Nadcap with 10 checklists ranging from Aluminum, Ion Nitride, Vacuum Furnace Brazing and Carburize among others.
The Bodycote team in Berlin, CT completed a three-day Nadcap audit for electron beam welding, maintaining their Merit status for a further two years.
Bodycote teams at Silao, Romulus, and Canton Haggerty were awarded the Supplier Quality Excellence Award from General Motors for their work in 2020.
Isostatic Pressing Services, LLC successfully completed the PRI evaluation process, becoming Nadcap certified for various criteria including AC7102/6 and AC7102/8 Rev A among others.
Thermal-Vac Technology has been nominated and asked to take part in the Orange County Business Journal’s celebration of the 22nd annual Family-Owned Business Award.
Allied Mineral Products of Columbus, Ohio celebrates its 60th anniversary in August 2021.
SECO/WARWICK, a Polish company with American roots, was awarded a prize at the USA-Central Eastern Europe Investment Summit & Awards, one of the key events summing up the economic partnership between the U.S. and the Central Eastern European region. The award for the Most Successful Expansion was accepted by Sławomir Wozniak, the president of SECO/WARWICK Group
The European Steel Technology Platform (ESTEP) reconfirmed Roberto Pancaldi, Tenova CEO, as member of the Board of Directors in the position of vice president. Enrico Malfa, Tenova R&D Director, was appointed member of the Clean Steel Partnership’s Board at ESTEP
Source: Braddock Metallurgical on LinkedIn
Solar Atmospheres – Souderton, Pa. announces Nadcap Merit status
Nadcap accreditation with Merit status for Bodycote’s Berlin, Ct. facility
Source: Thermal-Vac Technology on LinkedIn
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to bethany@heattreattoday.com.
Piotr Skarbiński Vice President of the Aluminum Process and CAB Products Segment SECO/WARWICK Group Source: SECO/WARWICK
A continuous line for controlled atmosphere brazing (CAB) of large-dimension battery coolers will be installed at the plant of a European manufacturer of heat exchangers. This purchase is consistent with continental trends to invest in building supply chains for the manufacture of electric vehicles.
This is the second year in a row that the client is ordering CAB line from SECO/WARWICK, the Polish sister company to SECO/VACUUMin North America; this current commission will be the widest CAB line that the supplier has ever built. Its usable dimensions will allow the customer to manufacture large-dimensioned vehicle battery coolers at a mass scale. The dynamic growth of battery sales involves the growth of sales of other parts such as battery coolers. They are manufactured using highly-specialized continuous lines for controlled atmosphere brazing.
"Globally, we sell more and more CAB lines, which prove well in this industry," said Piotr Skarbiński, vice president of Business Segment Aluminum Process and CAB at SECO/WARWICK. "Our equipment is operated not only in Europe, but also in Asia and North America."
A European machinery group will receive a vacuum furnace for hardening and tempering processes, and its design has been customized in order to meet the group’s need to harden aviation steel used as landing gear. The heat treatment solution will improve the process economy in European plants and is characterized, in part, by low energy consumption.
Maciej Korecki Vice President of Business for the Vacuum Furnace Segment SECO/WARWICK
To meet this particular application, SECO/WARWICK engineers fitted the Vector® vacuum furnace with a non-standard system for subquenching with liquid nitrogen that enables the required quick cooling down of landing gear components. The solution has also been expanded with a vacuum system designed with a diffusion pump and is equipped with a directional cooling option and convection heating system with a specially designed fan.
“This is already the fourth purchase order for a furnace from this product segment from this customer,” commented Maciej Korecki, VP of Business Segment for Vacuum Heat Treatment Furnaces at SECO/WARWICK, the sister company to North American heat treat supplier SECO/VACUUM. He also added that “The product solves the customer’s problem with the hardening of special aviation steel, significantly increases the capacity of the existing production line of this component, and also improves process parameters, since the current devices used by the customer are not fitted with a subquenching system using liquid nitrogen. It will certainly be one of the unique solutions completed this year.”
A manufacturer in the automotive industry has placed an order for a large-capacity, high vacuum furnace, equipped with a cooling station to increase the performance of the system. This furnace will complete their new production plant and aid in vacuum aluminum brazing various components.
Maciej Korecki Vice President, Business Segment Vacuum Heat Treatment Furnaces SECO/WARWICK (source: SECO/WARWICK)
SECO/WARWICK, the sister company of North American manufacturer SECO/VACUUM, provided the furnace to the automotive manufacturer of engines, filters, electric equipment, and cooling systems. For this project, the client required that the vacuum furnace have automatic loading and transportation of parts, as well as an increase in precise control of temperature uniformity and distribution.
"The equipment [. . .] has been installed in a new production plant that will significantly improve the capacity of the entire group," explains Maciej Korecki, vice president of the Business Segment of Vacuum Heat Treatment Furnaces at SECO/WARWICK. "A key to success in this project was the huge trust displayed by our partner and close cooperation at the design stage."
Looking for vacuum aluminum brazing furnaces? See listings for services and products in the Heat Treat Buyers Guide
What's the future of ferritic nitrocarburizing and how does it compare to other hardening processes? When it comes to metal hardening, there are many variations on central processes, including recent innovations in how to apply hardening processes.
This Technical Tuesday brings you a quick overview of how hardness technologies differ, specifically nitriding and FNC, and how certain heat treaters have developed these specific hardness technologies.
Understanding the Various Hardening Processes
If you want to know the future, the best you can do is understand the past and present. Let’s begin with looking at the most common hardening processing methods. Here are a few excerpts from “Elevate Your Knowledge: 5 Need-to-Know Case Hardening Processes” by Mike Harrison, engineering manager of Industrial Furnace Systems Division at Gasbarre Thermal Processing Systems:
Read more about these 5 processes in Mike Harrison's article. Click to read.
Carburizing: “Gas carburizing is a process where carbon is added to the material’s surface. The process is typically performed between 1550-1750°F, with carburizing times commonly between 2-8 hours [this spec is disputed, and times may run up to 24 hours]; of course, these values can vary depending on the material, process, and equipment. The most common atmosphere used for atmosphere gas carburizing is endothermic gas with additions of either natural gas or propane to increase the carbon potential of the furnace atmosphere.”
Nitriding: “Gas nitriding is a process where nitrogen is added to the material surface. The process is typically performed between 925-1050°F; cycle times can be quite long as the diffusion of the nitrogen is slow at these temperatures, with nitriding times typically ranging from 16 – 96 hours or more depending on the material and case depth required. Nitriding can be performed in either a single or two-stage process and has the potential to produce two types of case, the first being a nitrogen-rich compound layer (or “white layer”) at the surface that is extremely hard and wear-resistant but also very brittle.”
Carbonitriding: “Despite its name, carbonitriding is more closely related to carburizing than it is to nitriding. Carbonitriding is a process where both carbon and nitrogen are added to the material surface. This process is typically performed in a range of 1450-1600°F [this spec is disputed, and temperatures may go up to 1650°F] and generally produces a shallower case depth than carburizing.”
Ferritic Nitrocarburizing (FNC): “In the author’s opinion, just like with carbonitriding, ferritic nitrocarburizing (FNC) is named incorrectly as it is more closely related to nitriding than it is with carburizing. FNC is a process that is still mostly nitrogen-based but with a slight carbon addition as well. The added carbon helps promote compound layer formation, particularly in plain carbon and low alloy steels that do not contain significant nitride-forming alloys. This process is typically performed in a range of 1025-1125°F with cycle times much shorter than nitriding, typically 1-4 hours.”
Low Pressure Carburizing (LPC): “Low-pressure carburizing (LPC), or vacuum carburizing, is a variation of carburizing performed in a vacuum furnace. Instead of the atmospheres mentioned previously, a partial pressure of hydrocarbon gas (such as acetylene or propane) is used that directly dissociates at the part surface to provide carbon for diffusion. After LPC, the workload is transferred to a quench system that could use oil or high-pressure gas, typically nitrogen.”
Nitriding
Learn more about the basics of hardening at Heat Treat Radio. Click to listen,
Gas nitriding, a process over 100 years old, is a hardening process that involves diffusing nitrogen into the surface of steel to create a hard, wear-resistant case. Among many benefits, the part will have enhanced fatigue properties, anti-galling properties under load, and a resistance to softening at elevated temperature. This makes it an excellent choice for the aerospace industry.
There is some recent history regarding problems related to the “white layer”. In a typical microstructure, the “white layer” is a nitrogen-rich surface layer and the diffusion layer exists beneath it.1 It is essential that the surface layer be controlled to avoid an overly brittle part. Mark Hemsath the vice president of Sales – Americas for Nitrex Heat Treating Services, elaborated on this in a Heat TreatRadioepisode:
"Doug Glenn: I assume, with all the modern day technology and whatnot, we're able to control that white layer and/or depth of nitriding layer through your process controls and things of that sort."
"Mark Hemsath: Yes. Nitriding has been around a long time, but one of the problems that they had was controlling the white layer. Because they basically would just subject it to ammonia and you kind of got what you got. Then they learned that if you diluted it, you could control it. That's with gas nitriding. Then plasma nitriding came around and plasma nitriding is a low nitriding potential process. What that means is it does not tend to want to create white layer as much. It's much easier to control when the process itself is not prone to creating a lot of white layer, unlike gas. Now, in the last 10 – 15 years, people have gotten really good at controlling ammonia concentrations. They've really learned to understand that."
"ZeroFlow nitriding is ammonia-based gas nitriding," commented Dr.Maciej Korecki, PhD Eng., vice president of the Vacuum Furnace Segment at SECO/WARWICK Group. "It is distinguished by the fact that the nitrogen potential is controlled by introducing the right portion of ammonia at the right time and only ammonia, instead of a continuous flow of a mixture of ammonia and diluent gas."
"Consequently, the ZeroFlow method uses the minimum amount of ammonia needed to achieve the required nitrogen potential and replenish the nitrogen in the atmosphere, taking into account the situation where no ammonia is supplied to the furnace at all, no flow, hence the suggestive name of the solution," he continued. "Using ammonia alone in the nitriding process, we are dealing with a stoichiometric reaction (as opposed to some traditional methods), that is, one that is uniquely defined and predictable based on the monitoring of a single component of the atmosphere. Therefore, the ZeroFlow process controls very precisely through the analyzer only one gas, obtaining an improvement in the quality and repeatability of the results compared to various traditional methods."
According to Dr. Korecki, the process is about going back to the basics of nitriding: "The inventor of the method is Prof. Leszek Maldzinski of the Poznan University of Technology, who developed the theoretical basis and confirmed it with research. Then, more than 10 years ago, a partnership between SECO/WARWICK and the Poznan University of Technology initiated a project to develop and build the first industrial furnace designed to perform the ZeroFlow nitriding processes. The furnace was launched at SECO/WARWICK's research and development department (SECO/LAB®), where the method has been implemented and validated on dozens of industrial-scale processes."
Ferritic Nitrocarburizing
This nitrogen-based process can produce a deeper compound layer than nitriding, which is great for industrial machinery applications where this deep layer is needed for increased wear resistance and the critical strengthening of a deep case depth is not essential.
FNC has gone through a technical evolution with different heat treaters in the industry developing their own unique applications with method in mind. We'll look at two recent examples: AHT's Super Ultra Ox and Bodycote's Corr-I-Dur.
Edward Rolinski Senior Scientist Advanced Heat Treat, Corp. (Source: https://www.ahtcorp.com/)
According to experts at Advanced Heat Treat Corp. (AHT), Edward Rolinski (Dr. "Glow"), Jeff Machcinski, Vasko Popovski and Mikel Woods, "Thermochemical surface engineering of ferrous alloys has become a very important part of manufacturing. Specifically, nitriding and nitrocarburizing (FNC) processes are used since their low temperature allows for treatment of finished components. They are applied to enhance the tribological and corrosion properties of component surfaces.2 In many situations, nitriding replaces carburizing even if the nitrided layer is not as thick.3 A post-oxidizing step, applied at the end of FNC, leads to significant enhancement of corrosion properties by formation of a magnetite layer (Fe3O4).
"AHT’s newly developed process, UltraOx® Hyper, results in superior wear and corrosion resistance and allows for good control of the parts’ blackness. The latter is very important when the treatment is used for firearms. While the parts’ corrosion resistance improves with nitriding alone, the additional steps in UltraOx® Hyper significantly extend corrosion resistance. AHT is committed to achieving its customers’ desired metallurgical and cosmetic results through R&D and investing in state-of-the-art equipment. These innovations allow for flexibility in these areas."
In recent news, wave energy pioneer CorPower Ocean will be using Bodycote's thermochemical treatment, Corr-I-Dur®, for CorPower’s high-efficiency WECs. Image Source: www.waterpowermagazine.com
From Bodycote, they say that their proprietary Bodycote thermochemical treatment “Corr-I-Dur® is a combination of various low temperature thermochemical process steps, mainly gaseous nitrocarburising and oxidising.”
They explain, "In the process, a boundary layer consisting of three zones is produced. The diffusion layer forms the transition to the substrate and consists of interstitially dissolved nitrogen and nitride precipitations which increase the hardness and the fatigue strength of the component. Towards the surface it is followed by the compound layer, a carbonitride mainly of the hexagonal epsilon phase. The Fe3O4 iron oxide (magnetite) in the outer zone takes the effect of a passive layer comparable to the chromium-oxides on corrosion resistant steels.
"Due to the less metallic character of oxide and compound layer and the high hardness abrasion, adhesion and seizing wear can be distinctly reduced. Corr-I-Dur® has very little effect on distortion and dimensional changes of components compared to higher temperature case hardening processes."
How to Implement?
We’ve seen a lot of development in way of nitriding and ferritic nitrocarburizing (FNC), but for many heat treaters, you inherit specific processes and traditions of accomplishing heat treatment and do not have the chance to understand how to implement each process. Read the full 21 point comparative resource at FNC vs. Nitriding
Conclusion
The more informed you are, the better decisions you can make. For example, knowing these recent developments in metal treating and hardening is sure to help you decide whether to shift directions in how you company process parts for electric vehicles, or if you are ready to expand your offerings for your aerospace clients. It is clear that each of these processes have a future all-their-own. It’s up to you to decide whether that future should be yours, too.
For more information on the basics of hardness, listen to the what, why, and how of hardening with Mark Hemsath, an expert on metal hardness and vice president of Sales – Americas for Nitrex Heat Treating Services, on this Heat TreatRadio episode with Doug Glenn, publisher of Heat TreatToday. You can also review the resources below that were referenced in today’s article.
2 “Thermochemical Surface Engineering of Steels”, Woodhead Publishing Series in Metals and Surface Engineering: Number 62, Ed. Eric J. Mittemeijer and Marcel A. J. Somers, Elsevier, 2015, pp.1-769.
3 J. Senatorski, et. al, Tribology of Nitrided and Nitrocarburized Steels”, ASM Handbook Vol 18, Friction, Lubrication and Wear Technology, ed. G. Totten ASM International, 2017, pp. 638-652.
Senatorski, J. Tacikowski, E. Rolinski and S. Lampman, “Tribology of Nitrided and Nitrocarburized Steels”, ASM Handbook Vol 18, Friction, Lubrication and Wear Technology, ed. G. Totten ASM International, 2017.
“Thermochemical Surface Engineering of Steels”, Woodhead Publishing Series in Metals and Surface Engineering: Number 62, Ed. Eric J. Mittemeijer and Marcel A. J. Somers, Elsevier, 2015, pp.1-769.
Brazilian commercial heat treater Tecnovacum recently received a vacuum furnace, produced in cooperation between a Polish-based furnace suppler and a Brazilian-based furnace manufacturer.
For the first time in the history of the SECO/WARWICK Group, parent company to North American SECO/VACUUM Technologies, the order was executed in a 50/50 cooperation system – Tecnovacum’s financing plan with an industry development bank stipulated that at least 50% of the equipment production would be in Brazil with Combustol Fornos Ind Com. Ltda, who was the partner for this project.
Maciej Korecki Vice President of the Vacuum Furnace Segment SECO/WARWICK (source: SECO/WARWICK)
The Vector vacuum furnace is the first product that the supplier has provided to Tecnovacum. To implement the government subsidy program, the equipment must have 50% of the production in the territory of Brazil. The furnace was developed in close cooperation with the Brazilian partner – Combustol Fornos Ind Com. Ltda. Cooperation between the two companies has been ongoing for six years in terms of sales, supplies and start-ups of furnaces in Brazil.
"This is an exceptional situation, the first one, but certainly not the last," commented Maciej Korecki, vice-president of the Vacuum Segment of the SECO/WARWICK Group. "Under our supervision and in close cooperation, the Brazilian partner made the casing and the control cabinet in Brazil, and the company was also responsible for the equipment assembly and start-up [. . .] We are glad that we have a partner who is not only able to carry out the assembly, start-up and service of our equipment on site, but also build the entire vacuum furnace in cooperation with us."





 Aalberts Surface Technologies Group will expand their Dzierżoniów, Poland hardening plant with a new AFT process line. The line, based on two-chamber atmosphere furnaces, will boost the plant's manufacturing of transmission components and specialized hardening processes including carburizing, nitrocarburizing, and annealing.
Aalberts Surface Technologies Group will expand their Dzierżoniów, Poland hardening plant with a new AFT process line. The line, based on two-chamber atmosphere furnaces, will boost the plant's manufacturing of transmission components and specialized hardening processes including carburizing, nitrocarburizing, and annealing.

 Heat Treat
Heat Treat