Heat TreatTodaypublishes eight print magazines a year, and included in each is a letter from the publisher, Doug Glenn. This letter first appeared in Heat TreatToday'sSeptember 2021 Trade Show print edition.
Doug Glenn Publisher and Founder Heat TreatToday
We believe people are happier and make better decisions when they are well informed. That’s the mantra that every Heat Treat Today team member knows by heart. These simple words drive pretty much every thing we do.
Be helpful. That’s it. Simple.
As we round the fourth corner and head for the finish line of 2021 – yet another pandemic year (!) – let’s set our sights on 2022 and some new and interesting things that Heat Treat Today will be doing to help you make better decisions.
(1) Our new, big launch in 2022 will be Heat Treat Boot Camp (see the ad on page 22A). This will be a never-before-seen face-to-face event for those who want to get up to speed quickly on the commercial side of the North American heat treat industry. Ideal for new employees or for investors wanting to understand the basics of the marketplace, heat treat industry expert Thomas Wingens and I will spend a day and a half cramming 2+ years’ worth of information into the heads of the attendees. From a 30,000-foot level, we’ll cover the materials, markets, products, processes, and players that make up the North American heat treat market. When attendees leave this seminar, they’ll be way ahead of their peers who have not taken this course. They’ll be happier because they will be well informed and able to make better decisions.
The actual date(s) and location(s) have not been confirmed, but you can check the latest information at www.heattreattoday.com/bootcamp.
(2)Heat Treat Buyer's Guide is another helpful tool that will assist our readers – manufacturers with their own in-house heat treat shop especially in aerospace, automotive, medical, and energy as well as general manufacturing – make better decisions. We launched this industry-leading platform earlier this year (2021) and so far, it has been very successful. If you haven’t seen it, take a minute to visit www.heattreatbuyersguide.com. You’ll love it. And if you’re a supplier to the industry and you are not listed in this valuable resource, please contact me and we’ll get you listed ASAP.
(3)Heat Treat Radio, Heat Treat Consultants, and the ever-popular Heat Treat Daily are three other resources that are constantly helping our readers stay happy by being well informed. You can get to Heat Treat Radio at www.heattreattoday.com/radio. You can check out Heat Treat Consultants at www.heattreattoday.com/consultants. And you can subscribe to our weekday e-newsletter, Heat Treat Daily, by going to www.heattreattoday.com/subscribe. The ConsultantsPage is especially helpful for those in-house heat treaters who are experiencing heat treat "brain drain". Call one of the consultants listed on this page, and they’ll give you a hand.
(4) And finally, if you want more can’t-miss-resources, check out the list of 39 Top Heat TreatResources listed in this month’s edition. We’ve gathered some super helpful information from around the industry – information that will make you happy. . . because you’ll be well informed and able to make better decisions.
The most helpful thing we can do is keep you and your people well informed, with “people” being the operative word. People (you) truly are our most valuable asset. Read Ken Gronbach’s column on page 8 for more insights into gaining and maintaining people over the next decade and enjoy learning about the 40 Heat Treat Today’s rising young leaders in the North American heat treat industry – 40 Under 40 Class of 2021 found on pages 32-55.
Here’s to you being well informed and happy. Enjoy this issue.
Heat TreatToday publisher Doug Glenn wraps up this three-part series with Pelican Wire experts by talking with John Niggle from Pelican Wire about thermocouple insulation types and considerations.
The first two episodes cover the history, types, vocabulary, standards, and other basics of understanding how thermocouples work. Listen to the previous episodes of the series here.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Welcome to Heat TreatRadio!
John Niggle (JN): Yes, it's good to see you again, Doug. I know we've run into each other a couple of times out there in the field. I'm looking forward to having the opportunity to do all of this stuff in person again.
DG: It will be nice. Before we hit the record button, we were talking about shows this fall and hoping that they happen because you, like I, are ready to get out and go.
You are the business development manager for Pelican Wire. If you don't mind, give us just a little bit of background about you and about your experience in the whole thermocouple world.
Pelican Wire headquarters
JN: Sure, absolutely. As you said, I am the business development manager at Pelican Wire. I've been at Pelican since 2013 so we're working out my eighth year here. I'm a career industrial sales representative. I do have previous experience also, actually, in the process instrumentation industry. Way back when, before I even knew how to spell thermocouples, I was selling that stuff when I first got out of college. My career has, sort of, gone full circle, let's say.
DG: Very nice. Well, you've got plenty of years of experience, which is great. We've had two previous episodes with your colleague, Ed Valykeo, and we covered a good bit of stuff. We covered a lot of basics in the first episode. We covered standardization, and things of that sort, in the second episode. I want to encourage any listeners who haven't listened to those episodes, feel free to go back, Google “Heat TreatRadio” and search for “Pelican Wire” and listen to episodes 1 and 2.
John, you and I want to move forward. I'm always kind of curious about this question: From your perspective, with your experience, why do we use thermocouples? Let's talk about what they are and why we use them.
JN: First of all, we have to assume that somebody is trying to measure the temperature of some sort of a process- a process or an event of some kind. That's basically what they're trying to do. Compared to other devices like RTDs, bimetal thermometers, liquid expansion state change devices and so forth, thermocouples are robust, they're inexpensive; they're repeatability, they're ease of use and size -- all of those factors lead them to be more widely used than another sort of thermal measurement device of any kind. It is the preferred method.
On top of that, I mentioned the expense part. Because they're relatively inexpensive, there are certain industries, the heat treat industry and smelting industry, for example, consider these as, actually, consumable or disposable. So, the cost factors in significantly in the industry that we're talking about here.
DG: I live in western Pennsylvania and the town where my wife grew up, there was an old Leeds and Northrup manufacturing plant. I believe they made the consumable thermocouples for melt shops. You would, basically, throw the thermocouple in and it would melt quickly but it would give you a response during that time.
CLICK to Listen!
JN: Right. And, as I mentioned earlier, the response factor is important, or that's one of the factors considered, when people are looking at thermocouple wire. And, you're correct, Ed Valykeo, as you mentioned, has 40 years of experience in the industry and has seen exactly the same sort of thing that you're talking about where people will just tack weld it onto something that gets thrown into a furnace or it gets thrown into a melting pot or something like that, and they're looking for that instantaneous temperature.
If you don't mind, I'll tell you that we've done some work, actually, in the aerospace industry and we had a customer that we sold significant, literally miles, of thermocouple wire to (when I say aerospace, it was specifically for space exploration) and this was because of whatever we had done with the insulation. I can't tell you, because it was before my time, but this is what was relayed to me- they were able to get another 3 - 4 seconds of temperature measurement out of that wire. That critical, extra data for them made all the difference in the world.
DG: We're going to get to the insulation part which should be interesting. You won't have to tell us any trade secrets, but we are headed in that direction anyhow.
So, different types of thermocouples. Again, just a review question for us. Why use them? Why the different types and why are we using different types?
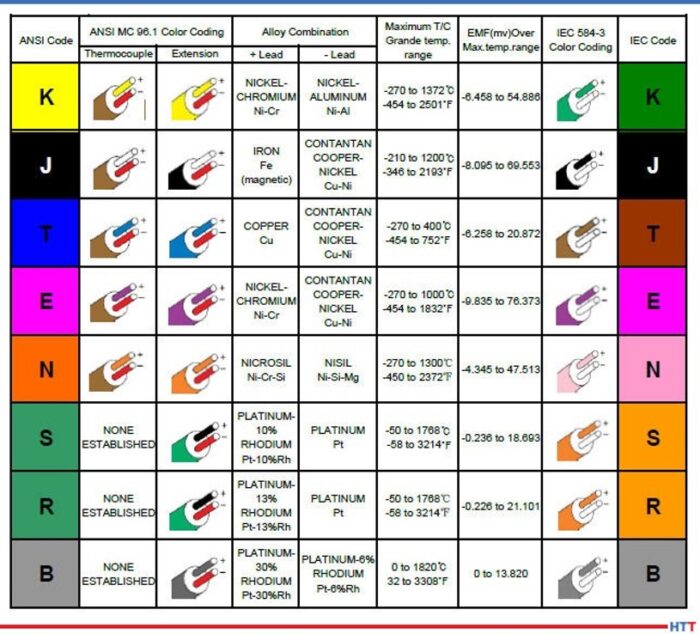
JN: Forgive me, Doug, and the rest of the audience, for that matter, if I end of repeating some of the things that came out in the previous episode. Basically, when you're talking about thermocouples, there are the two chemistries; for lack of a better term, you have “base” and “noble” metals. The base metals are really the metals that we focus on at Pelican. The noble metals are the more expensive ones- rare earth metals, tungsten, titanium, platinum and all those sorts of things that people spend exorbitant amounts of money on. There are purposes for those, but, typically, what you're going to see in the heat treat industry, in particular, you're going to see a lot of the base metals.
I like to say that, truly, the 20 gauge K, in particular, is the 800 pound gorilla in the room. It's almost considered, and I think it would be by people in the industry, a commodity. There are untold miles of that wire that are used in the heat treating and smelting industry. K is used, really, because of the temperature range. It fits in well with what people do in the heat treating industry. It is good for temperatures from zero up to around 1260 C. It's inexpensive, it covers the ranges that those people are looking for, and, again, it's the 800 pound gorilla in the room when it comes to temperature measurement in the heat treating industry.
Click to read the Heat Treat Today Original Content article on thermocouples.
The other types such as J comes up periodically, particularly if you're looking at lower temperature ranges. You won't see it quite as often in the heat treating industry. You will see it somewhat, but not to the degree that you would K. The J thermocouple wire has an iron leg so it does oxidize and you need to be careful about that sort of thing. Type T thermocouple wire has a narrower range. It has very good response times in cryogenic and cold temperature applications. The higher, upper end of type T thermocouple wire, typically, wouldn't be of terrible interest to the audience that we're involved with here, for the most part, because the upper ends around 370 to 400 C degrees, in lab environments; that's where it's going to be the most popular.
There is also type E. It's a higher temperature, as well. Response time. Broader range is a little bit better than K at lower temperature ranges. An interesting one is type N that you will see fairly often in the heat treating industry. For those people not familiar with type N, it is different alloys than type K. It covers virtually the same temperature range that type K does and will, actually, have less drift than type K. It is more expensive because of the alloys that it is made of, but, again, if you're interested in less drift, then type N is worth looking at. It hasn't quite caught on in the US the way it has in, say, Europe, in particular, and that really has to do with the infrastructure of the instrumentation. People have instrumentation that is either calibrated for K or J or something like that. Now, there is instrumentation out there, now, that would use K and N both, so we may see more, particularly, in the aerospace industry I would think it would become more and more popular.
DG: That's helpful. It's always good to hear those things over again.
How about the parameters and/or the factors that need to be considered when you're constructing the wire to start with? What do we need to be worried about in that area?
JN: I don't know if I like the word “worried” exactly, Doug. It's more, what do we need to think about? What do we need to be concerned about? Besides the metallurgy that we just talked about, we need to think in terms of what the sensor is actually going to look like. Is it just the wire? Thermocouple wire, by itself, can be a thermocouple; that's it, without any protection or anything like that.
As I mentioned earlier, you can tack weld it to an ingot, or something like that, and there you go. You don't have any probe, there is no thermal well to protect it or anything like that. But, what we do need to think about, then, is the process that it's going to be involved in. Where is it going to be used? Is it going to see an environment where there is a flow. Is it going to see an environment where somehow the thermocouple wire can become damaged? In that case, then, we're headed in the direction of talking about what our customers are interested in. And for a customer for Pelican Wire, we're mainly talking about people who actually assemble thermocouples – they make the connections, they have the molds and all that sort of thing.
To be clear, Pelican Wire just makes wire. And, again, the thermocouple wire can be used as a thermocouple, but a tremendous amount of wire is actually connected to some sort of a sensor or a probe, as I said, and is protected in a thermal well or something along those lines.
"But, what we do need to think about, then, is the process that it's going to be involved in. Where is it going to be used? Is it going to see an environment where there is a flow. Is it going to see an environment where somehow the thermocouple wire can become damaged? In that case, then, we're headed in the direction of talking about what our customers are interested in."
John Niggle
DG: Do we also have to be concerned with oxidizing, carburizing atmospheres, corrosive atmospheres? Is that, also, something that we need to be aware of?
JN: Absolutely. And that is one of the reasons you will see a probe thermocouple is because the wire is protected from that atmosphere. Nearly all of the wires that we talked about would be affected, particularly, in say, like a sulfurous environment; it would be subject to corrosion, oxidation and something along those lines.
Other factors, of course, are the accuracy and how much space we have. Believe it or not, if it's going to go into a small orifice, then we need to think about what the age size is going to look like. And then the environment: Is it going to be abrasive? Is there movement? Is there some sort of braiding motion that could wear a hole in the wire in the insulation and so forth? There are a lot of things to think about.
DG: And, it would probably be a good idea, especially if our heat treat people are running anything outside of the norm, regardless of what it is, whether it be atmosphere, configuration, fixturing, if there is anything outside the norm, they would probably be wise to mention it to the thermocouple wire and/or thermocouple probe manufacturer and make sure that they know so that you guys can get help get the right thing on there in their furnace.
JN: Yes, absolutely. At the end of the day, we work with this every day. We have design engineers on staff who can assist with technical questions and so forth and, of course, our customers, and the actual thermal wire assembly people, this is what they do every day of the week.
“I'll tell you that we've done some work, actually, in the aerospace industry and we had a customer that we sold significant, literally miles, of thermocouple wire to (when I say aerospace, it was specifically for space exploration) and this was because of whatever we had done with the insulation.”
DG: Let's talk about something a little bit new, I guess, to our conversation here in this 3-part series, and that is the insulation that's going to go around these wires. Can you tell us what are the different types of insulations and what are the advantages and/or disadvantages of each, and why would we be using them?
JN: I'll break it down into, what I would call, the four basic categories. That would be an extruded insulation, insulations that are tapes, fiberglass insulations that are routinely worked with and then, of course, high temp textiles. High temp textiles, in particular, would be of interest to the audience here in the heat treat metallurgy world.
Extruded insulations can be a variety of thermoplastics. A term that, I think, Ed has probably mentioned before and we've talked about before is extension grade wire. That typically has a PVC insulation on it and the reason PVC works for that is that it's cheap and extension grade wire, typically, does not see the sorts of high temp environments that you're going to see in processes. It's really a signal wire that takes the signal from the probe or from the sensor to the process control device.
DG: So what kind of temperature tolerances can the extruded wire handle? Are we talking 300, 400 degrees? I guess you talk C, I talk F.
Teflon frying pan
JN: We talk whatever language our customer likes to talk, but we do talk C quite a bit. So, PVC is quite low, it's in the 200s F. But, when you're looking at fluoropolymer insulations (and Pelican is really a high temp house, so we focus on the higher temp insulations) you have FEP and PFA, those are in the 200s. PFA actually goes up to 260. So, you can see, it's probably not suitable for heat treating applications, smelting and that sort of thing. The advantages to those compounds would be that you're going to have abrasion resistance. Think about your Teflon frying pan: it's slick, it's smooth. So, if you're in an environment where there is some movement, it will be good for that. And, of course, it will have excellent moisture resistance and chemical resistance. Those would be the advantages to the extruded wire. The other advantage would be, because you'll have a thinner wall than you will with the other insulations, you'll have some more flexibility. So, if you have a type N radius, you can go around a corner easily.
The next step up, in terms of temperature resistance, would be the tapes. Basically, in that area, you're looking at PTFE tape, mica take and capped-on tape or polyamide tape. Those will give you slightly higher heat resistances. The mica, in particular, would give you more. (Mica, as a matter of fact, is used as a supplement to the PTFE to give it even higher heat resistance.) Mica will go up to 500 C, PTFE and the polyamides match, in terms of heat resistance, the extruder products around 260. What they do give you, again if you use the tapes, is the heat resistance you're looking for, some abrasion resistance and the moisture resistance. You'll have less flexibility because those products are stiffer, but they're also going to be a little bit lighter weight unless you incorporate the mica into it. Then, when you do that, you're going to end up with an even stiffer wire and it will be a little bit heavier, and all those will be larger in diameter than an extruded wire. If you look at an environment where you need to poke the wire through a hole and that hole is an eighth of an inch, you need to think really hard if what you're doing is going to work.
DG: So you've got extruded and you've got tapes.
JN: The next step after that would be fiberglass. In the case of fiberglass, you have E glass and S glass. Of the two, E glass would have the lower temperature resistance and you're looking at 482 C on the high end. For S glass, you're up to 704 C. Now you're starting to talk about insulations that you will see in the heat treat environment; it's quite common, especially on the S glass side where you're looking at the 704, you'll see a lot of people that need 500 C for whatever reason. The advantage, obviously, to the glass, as I mentioned, is the higher heat resistance.
There are disadvantages. Think about fiberglass for a minute. We actually have to saturate the wire to keep it from fraying without it ever really experiencing any abuse. If we don't saturate it, then the wire can fray, and you can get fiberglass in your fingers even, which is unpleasant. So, fiberglass has some disadvantages like that. If you put it in an environment where there is some movement, abrasion, vibration or something like that, it can be problematic. Also, it's going to be stiffer because it's saturated, typically. Sometimes you'll even see those saturants even cause problems in a heat treat environment where, if it gets too hot, the saturant can leave an ash behind. You're going to lose flexibility, as I said. You're not going to have the abrasion resistance, the chemical resistance or the moisture resistance that you're going to get from an extruded product.
The other one that we see, again, literally miles and miles and miles of, in the heat treat world would be what's called Refrosil and Nextel, (those are both, actually, trade names). We're talking about vitreous silica and ceramic. Again, those are, what we call, high temp textiles. Now, you're looking at products that are in the 1200 C range. Ceramic goes up to 1204, vitreous silica is in the 870's. Again, there are some of the same disadvantages with those that you're going to have with glass. It's going to be somewhat fragile. We don't saturate those because the saturants are not going to hold up in the environments that they're going to be placed into, so you would have that ash residue left.
Again, it will be stiff, it will be even larger in diameter than the fiberglass, which is larger than tape which is larger than the extruder products. Of course, you're not going to have the abrasion resistance, the moisture resistance or the chemical resistance. But it does protect the wire in those elevated temperature environments that are critical for the heat treating industry.
DG: Let's back up a bit. I want to understand something you said. You said, in the fiberglass, it is saturated and in the textiles it's not. I want to know what you mean by saturated.
JN: It's either a solvent-based or a water-based saturant that is applied to the wire to protect it. Think in terms of a varnish. It would be like a protective coating. Again, it just keeps the exterior of the wire, the bare wire, from being exposed. It's a coating, but we call it a saturant.
DG: High temperature textiles tend to be the stuff we're using, in the heat treat industry, probably most.
JN: Yes. Again, when I mentioned the 800 pound gorilla in the room, the 20-gauge K with the vitreous silica or the Refrosil would be an extremely popular product in the heat treating industry, absolutely.
DG: Let me ask you a very, very fundamental question. I'm curious of your answer to this. Why do we insulate wires at all? Is it done to protect from temperature or is it done simply to protect them from crossing with each other and grounding or shorting out? Why do we insulate?
"I'll go back to something that I know Ed talked about: the Seebeck effect. You have this loop; if you don't have that loop, then you don't have anything. You don't have the EMF, the electromotive force, that you're looking for."
John Niggle
JN: It is the second part. When you look at any wire construction, the two singles have to be insulated from each other. I'll go back to something that I know Ed talked about: the Seebeck effect. You have this loop; if you don't have that loop, then you don't have anything. You don't have the EMF, the electromotive force, that you're looking for. We do make a wire that is not duplex, but, typically, what you're going to see is a wire that has two singles and then it's duplexed with an insulation over the top. We do make a wire that the two singles are jacketed in parallel and then no jacket is placed over the top but that is for an application that wouldn't be suitable for the heat treat industry.
DG: I asked that question, because for those who are unbaptized in this conversation, it's kind of interesting. So, we're talking about insulation and we're doing a lot of conversation about temperature ranges and, for someone who wouldn't think so, they would say, "Well, that means you're insulating because of temperature." But, really, the reason you're insulating wire is for electrical. It's to keep them apart. It's just how high of temperatures those insulations can handle, not that you're insulating the wire to keep them cool. Right?
JN: Absolutely not.
DG: That may sound very basic, but there may be people that think that, so I want to get that on the table.
JN: Most of the people in the audience are probably familiar with this already. Typically, what happens is the wire is stripped so we have exposed ends. And then those ends, as we mentioned earlier, can be tack welded onto something or they can just be out there. The thermocouple world, by the way, is an incestuous world where we have customers, we kind of compete with those customers, some of our customers compete with others of our customers but then they buy supplies from each other. You probably already know that from talking with other people in this industry. At any rate, the wire is stripped and then it's either tack welded or it's connected to some sort of sensor or probe of some kind.
DG: It's a tangled web, the whole thermocouple world. You've got customers, yet you sell to certain suppliers who also sell to those customers. It can be complicated! But that's OK, we'll let you guys worry about that; we just want to make sure the thermocouples are good and we'll be in good shape.
Another question for you: We talked about the process and a lot of different environments about what type of thermocouple you should use, but does the process being monitored influence the type of insulation that should be used? Obviously, temperature is going to have an impact, but is there anything else?
JN: Yes. Let's circle back to what we talked about earlier just a little bit. When you look at the process, you need to think of what is going to happen to that wire? Is it going to see, first of all as you mentioned, the temperatures? That is certainly important so that comes into play with the insulation. But, we need to think about, Is there movement? Is there going to be some abrasion? Is there some sort of activity that could damage the wire somehow? Then, we need to look at the chemicals, like we talked about. Do we need some chemical resistance? Do we need water resistance? Is it going to be submersed in something? Those things all need to be considered.
Again, as I mentioned earlier, the actual placement of the wire. Does it need to be inserted in a hole? At Pelican, we produce wire down to 40 and actually 44 gauge which, I think, will probably be stunning to most of the people in your audience because, again, 20-gauge K is what these people think about. In the heat treating industry, what you see is they need a robust wire, something that's going to be able to handle those temperatures and a large conductor like that.
Another thing to think about, actually, is a bend radius. Are you going to put the wire somewhere where it needs to go around a corner, around a bend? Then, are you better off using a stranded wire? A stranded wire is going to have more flexibility. You can buy a 20-gauge stranded wire, you can buy 24-gauge, 28-gauge, 36-gauge.
DG: Now, what do you mean by stranded?
JN: Stranded wire would be instead of just one solid 20-gauge conductor, you have multiple strands that make up that 20-gauge. But, if you think about it, multiple strands of wire will actually be more flexible. You'll still get the same results, but it will be more flexible if you need to go around a corner or if you need to insert it into something.
DG: It's almost like a braided wire as opposed to a solid.
JN: Yes. Now braiding is a little bit of a different process. When we're talking about stranded wire, it's, basically, just spiral. Braided is more crossed into each other, which, coincidentally, is the way that the fiberglass and the high temp textile insulations are made – those are actually braided. And, by the way, I'll just toss this out, it's made on equipment that really hasn't changed since the ‘20s. I'm not talking about the 2020s, I'm talking about the 1920s! Rumor has it, some of that braiding equipment was, actually, designed by Thomas Edison. I'm not sure if that's really true. But that is the process used to apply the fiberglass and high temp textiles.
DG: So, anything else as far as any other considerations we need to take into consideration when we're talking about choosing insulation? If not, that's fine.
JN: I think I covered them, Doug.
DG: At Pelican Wire, your company, I know you guys deal with a broad number of markets, I'm sure, one of them being heat treat. What do you see as any special demands or special concerns that are, maybe, unique or, at least, inherent in the heat treat market?
". . . what you see is insulations that are higher in temperature resistance, as well. In some cases, as I mentioned earlier, in ovens where there is a saturant involved, we could see ash. Some people ask that saturant not be applied to the fiberglass and that's certainly something that can be done."
John Niggle
JN: For the heat treat market, again, I'll go back to what I said earlier, we see a lot of 20-gauge K used. It's because of the higher heat requirements, the higher heat that is involved with the processes of heat treating. Secondly, what you see is insulations that are higher in temperature resistance, as well. In some cases, as I mentioned earlier, in ovens where there is a saturant involved, we could see ash. Some people ask that saturant not be applied to the fiberglass and that's certainly something that can be done.
Sometimes we're even asked to not put tracers. We go back to what we talked about earlier with the metallurgy- you have two legs, a positive and a negative leg. Well, how do those end users tell those legs apart if they look similar, if they're an alloy of some kind? So, we put a tracer wire in there so you have a red leg and a yellow leg, in the case of type K, or sometimes you just have a red leg depending on what they ask for. Those tracers can, actually, cause problems, too, if the ovens are hot enough and they are in there for long enough times. We even have customers who ask us not to put tracers in their wire, for that matter.
Accuracy, of course, is extremely important. I know that Ed, in a previous episode, talked about standard limits, special limits and all that sort of thing. Typically, you're going to see special limits used in the heat treat industry and, in some cases, we're asked even for special calibration points. In previous podcasts, I've heard you talk with other people about AMS2750 and how that comes into play. It is extremely critical for the folks in the heat treating industry and something that clearly a thermocouple wire producer has to understand.
Episode 1 of 3 of AMS2750 series
DG: Let's say you've got a customer that calls you and wants to talk about their thermocouple needs, let's say there is some sort of special need. What would you suggest they have, in hand, when they call you? What do you need to know from them to help you do a better job with their thermocouple needs?
JN: Honestly, the first question we do ask is: What temperature are you going to be running this at? How hot are we going to be? We, absolutely, need to know that. That helps us narrow down the alloy that we might be looking at, whether it's type K, type J, type E, or whatever. And then, of course, it's a natural thing to dial in the insulation after that. Quite honestly, one of the things that frustrates me is when people say, "I need Teflon." Well, OK. Do you need FEP or do you need PFA? Those are both fluoropolymers like Teflon is. We need to talk about temperature resistance, so don't tell me you just need Teflon. We do need some specifics when it comes to that sort of thing. Again, we talked earlier about stranding and stranded wire. Do you need some flexibility? What gauge size do you think you need? How robust does this wire need to be? Those are some of the key factors we need to know about.
DG: Let's say, for example, somebody does want to get a hold of you or Ed, your colleague who was on the first two episodes, how is best to do that? How can we get a hold of Pelican Wire?
JN: Our web address is www.pelicanwire.com, about a simple as it possibly gets. Our email addresses are, actually, quite simple, as well. If anybody wants to email me, it's jniggle@pelicanwire.com. You can contact me directly, if you want to, or we have a sales inbox and that is simply sales@pelicanwire.com. We do have a phone number, but it seems a lot of people don't care about phone numbers as much these days. But the number is 239-597-8555.
DG: I have one, unrelated, question for you that I know the world is wanting to know: How is it having a company in Naples, Florida, that's what I want to know?
JN: I'll tell you what, Doug, the answer today will be different than the answer in October or December. It's actually quite nice. We moved down here 8 years ago in 2013. I moved from the Midwest and didn't really feature myself owning palm trees, but I own palm trees, which is pretty darn cool. We are, as the crow flies, about 3 miles from the water, where I live anyhow, 20 minutes by car. Our office and manufacturing facility are, actually, on the very edge of the everglades. You can see the picture in the background behind me. That's our building. That's actually facing east. That is a sunrise over the everglades. We're on the very edge of the everglades. There is a lake right next to our building and then, after that, it's everglades all the way over to Miami. And, real quick, our weather pattern comes from the east. It doesn't come from the Gulf. This time of year, in the summer at about 3:00 in the afternoon, about the time that we're doing this call right now, a thunderstorm blows up and it comes from the east over the everglades and it moves to the west. The trees blow that direction, you can see it coming. It's interesting. During the wintertime, I have to tell everyone, you'd probably be jealous, but it is truly paradise.
DG: Yes! I've been to Naples, ate at a nice restaurant down there, years ago, but it was very nice.
You guys are also employee-owned, right?
JN: That's correct, yes. The company is over 50 years old. The founder of the company passed away in 2008 and, before he passed away, he converted the company to an employee-owned operation. So, we've been employee-owned since 2008. We've purchased a couple other companies since then that folded into, what we call, the Wire Experts Group. Pelican Wire is part of that. We have a sister company out in Colorado. We bought another facility in Chicago and folded that into our company in Colorado. So, yes, we're employee-owned and it works out really well for the employee owners, I'll tell you that much.
DG: That's great. John, it's been a pleasure talking with you. Thanks for taking the time. I appreciate your expertise. Hopefully, we will see you out on the pavement somewhere in the real world.
JN: I'll, actually, be seeing you at the heat treat show in about 3 weeks.
DG: That's about right, yes.
JN: Hopefully, some of the people that are listening we will see, as well.
Doug Glenn
Publisher Heat TreatToday
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
Doug Glenn, publisher of Heat TreatToday, moderates a panel of 6 industry experts who address questions about the growing popularity of hydrogen combustion and what heat treaters need to do to prepare. Experts include Joe Wuenning, WS Thermal; Jeff Rafter, Selas Heat Technologies; Brian Kelly, Honeywell Thermal Solutions; John Clarke, Helios Electric Corporation; and Perry Stephens, EPRI.
Get IMMEDIATE access to this 60-minute, highly-informative discussion.
Creation requires endurance and continued hard work. Find out what creative applications and research services your colleagues are committed to bringing from across the heat treat industry.
These innovations could bring the next level of innovation to your industrial plants. Enjoy!
Novel Mechanical Testing Systems Powered By Finite-Element Analysis, Optimization Algorithms, and Machine Learning
- An excerpt from a Heat TreatRadioepisode with James Dean -
Doug Glenn: You may have already stated this a little bit, but briefly: indentation plastometry is basically taking an indentation to be able to test, not just hardness or not even necessarily hardness, but the deformation or the strain of material. Do you have to know the microstructure of the material when you’re doing these tests?
James Dean: That’s a good question. In principle, no. If we were to dig deep into the mechanics of what’s going on within our system and our software package, you’d come to recognize that it’s, from a mathematical point of view at least, insensitive to microstructural features. There is a numerical method underlying this – a finite-element analysis – therefore, treating this as a continuum system doesn’t take account explicitly of the microstructure.
When you’re doing the test, it’s actually helpful to know something about the microstructure simply because our technology is all about extracting bulk mechanical behavior engineering properties. Therefore, when we do our indentation test, it is important that we are indenting a representative volume of the material.
It is important that we are capturing all of the microstructural features that give rise to the behavior you would measure in a microscopic stress strain test. Otherwise, you can’t pull out those bulk, core engineering properties, and therefore, the scale on which you do the indent is important. Your indenter has to be large relative to the scale of the microstructure. So, it’s only at that level that you need to understand or know anything about the microstructure.
DG: This test is a nondestructive test, right? You said you can actually test live materials, correct?
JD: Yes.
DG: You don’t have to destroy them, you don’t have to machine them, you don’t have to make them into something you can rip apart, right?
Bert demonstrates the benefits of working with a collaborative robot to induction harden steel parts. The robot gives the operator the ability to work directly next to it, as opposed to conventional robot arms where fencing and distance is required.
The computerized robotic surface hardening systems have revolutionized the surface hardening industry. These advanced robots, coupled with programmable index tables, provide an automation system that helps decrease production time while maintaining the highest quality in precision surface hardening.
A few benefits of this service are:
Increased wear resistance
Higher hardness and longer life
Less processing time
Higher efficiency and productivity
Maintain tensile strength
Quick turnaround of the project
Consistent, repeatable process
Less distortion when compared to furnace treatment
High Pressure Break Through For Additive Manufacturing
- An excerpt from a Heat TreatRadioepisode with Johan Hjärne -
DG: Doing it all- stress relief, HIP, age, or whatever. Just for clarity sake, you’ve got a typical HIP process, you’re going to heat it up, put it under very high pressure, then, normally, if you didn’t have the high pressure heat treatment capabilities, you would have to cool that part down which is typically cooled quite slowly in a conventional HIP unit, taking more time and whatnot. It then comes down to ambient, or close to ambient, where it can be held, you take it out, you put it back in another furnace (a normal furnace, not a HIP furnace), take the temperature back up, get it to the point where you want it, quick cool it, quench it, to a certain extent, to get the characteristics that you’re looking for, and you’re done. What we’re talking about here is the combination of those two processes plus potential other things like stress relief, and all that, in a single unit, correct?
JH: Yes. This has very beneficial effects on time. Many of the HIP vendors do not have HIP and heat treatment in the same facility. Now we have sold a couple of units to some new HIP vendors that have this capacity, but, historically, the HIP vendors didn’t have both HIP and heat treatment. First, the customer had to send it to a service provider for HIPing, they got the part back, they had to send it to somebody that could do the heat treat step, and then got the part back, and so on. The time, and specifically for additive manufacturing, is important. Keep in mind they can do a part pretty fast, anywhere between a day to two days, worst case a week, but then having to wait week after week after week to get the part back for the HIPing or for the heat treating.
DG: So there’s a substantial, potential time savings, for sure; not just process savings in between furnaces, but the fact that you can buy one furnace and do both of those things.
Let’s talk for just a second about what types of products are most effectively HIPed and/or, if we can, high pressure heat treated.
JH: As I said before, we really started to realize the potential with this technology with the additive manufacturing world. That is were we started to realized that we can actually make a difference here. Not only does it have a beneficial effect for the total time, but having the components under elevated temperature for a shorter period of time is actually beneficial for the microstructure; the grain doesn’t grow as much.
Recent improvements include a new cooling tower, chiller system, enhanced duct work, LED lighting in the plant, a renovated breakroom for the associates, a quality room for the engineering staff, a new HVAC system for the front offices, and upgrades in technology systems.
The updated technology is not only used for improving efficiency and data analysis, but also for communication. It has been key to improving operations and has had a significant impact on relationships with clients. Franklin’s ability to effectively communicate enhances collaboration, which allows FBMT’s clients to more efficiently manage their supply chains, reduce the cost of rework and scrap, and better serve their clients.
Heat Treat Radio host Doug Glenn sits down to talk with Johan Hjärne about high pressure heat treating and an e-book recently published by Heat Treat Today in cooperation with Quintus Technologies. Learn more about high pressure heat treating in this informative interview.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn(DG): For this edition of Heat Treat Radio, I have the great pleasure of sitting down with Johan Hjärne (JH) from Quintus Technologies. Let's give the listeners a sense of who you are, how long you've been in the industry and your experience with HIPing. If you don't mind, please introduce yourself.
JH: Absolutely, thank you so much, Doug, for that introduction. My name is Johan Hjärne and I work for Quintus Technologies. I've been with the company for around 10 years now. I started up where we have our head office, which is in Västerås, Sweden, 10 years ago as an R&D manager there. Later, I had other roles like product manager for our hot isostatic presses. I also worked as a global business development manager, responsible for the strategies for a couple of years, and since four years ago, I'm now the business unit director for Quintus Technologies here in the American region. I am responsible for our hot and cold isostatic presses and also our other business unit which is called Sheet Metal Forming Presses. Before I joined Quintus, I worked within the aerospace industry for 10 years.
DG: I've been to your office, but I want everyone else to know: You guys are located just north of Columbus, Ohio.
To learn more about HIPing, download this free ebook.
JH: That's absolutely correct. It is a little suburb of Columbus called Lewis Center just north of Columbus.
DG: The reason we decided to get together on this podcast was because you and I and our respective teams have just successfully completed the publication of an eBook, which basically we've entitled “High Pressure Heat Treatment.” It deals with HIPing and some other things. So, that's the occasion for this meeting. I want to ask you to discuss, briefly, with us about high pressure heat treating. What is it and why did we decide to do this eBook on it?
JH: A very good question. As I indicated before, I have a background in the aerospace industry and when I worked there we were responsible for some components in a jet engine. We had big castings and we typically 'HIPed and shipped' these castings. HIPing, to at least us in the aerospace where I worked at the time, was like a black box. We really didn't know. We knew that the results were better if we HIPed, we could use less material, the material got stronger, etc, etc. So, when I started at Quintus, at the same time we had made some progress with increasing the cooling rate in our HIP system.
A HIP system basically works in a way where you apply a high temperature and high pressure and then you cool down, and during this process you take away the pores. We had realized that the cooling part of this cycle could be shortened drastically with some updates of the equipment. At the same time, additive manufacturing started to grow. They started, after awhile, to understand and realize that even though the process of additive manufacturing is a brilliant process, (you can do fantastic things in a short period of time), many times they ended up with porosity in the parts.
The aerospace industry, the medical implant industry, and others required that these pores be taken away. So, they reached out to us and wondered what we could do about this. When we said that the HIP cycle is perfect, you can remove the porosity from your part, they started to ask questions like, “Why do I need to heat treat it afterwards? Why do I need to do something else afterwards? Isn't this enough without gas to remove the porosity?” That is where we started to add one and one together to see, well, the cooling rates we can apply in our modern HIP system might actually be good enough to do this heat treat section. So, for materials that were suitable for this, we started to elaborate, and that is how we started to work with this and development it more and more.
DG: Let's talk about the difference, then, between traditionally HIPing and what this high pressure heat treatment is. Process-wise, what is the difference?
JH: Process-wise, as I explained a little bit briefly before, the HIP process is basically increasing the temperature in the furnace, or in the pressure vessel, and then we apply a high pressure. After the material has been under these conditions, we need to cool the pressure vessel to be able to take out these parts. The next step, in many cases, is a similar heat treat process, but without any pressure. So, basically, after the HIP step, you take out the parts from the HIP and you redo almost the same cycle, without pressure, just to be able to cool it faster and get the correct material properties. When we realized that this cooling step was high enough and that we can do it already in the HIP system, then we could basically remove that subsequent solutionizing step. Basically, it is applying the same cooling rate, as they had in the solutionized step, directly in the HIP unit. Combining these two is what we call high pressure heat treatment.
The systems we have are also capable of running pressure and temperature independently. If we take an additive part which is being printed on a build plate, you can, in principle, take that build plate, put it in one of our HIP systems, you can run a stress relief cycle to begin with where you only use an elevated temperature without any pressure whatsoever, you can increase the pressure and the temperature when you want to go into the HIP cycle, you can quench it down to do the solutionizing step and you can even, if you find it reasonable, do an aging step. This whole process could, in principle, remove four different steps. It is always a question of do you want to take the whole build plate and do that, or do you want to remove the parts from the build plate before you HIP and heat treat it, and so on and so forth. That is always up to the customers. The machines we provide are capable of taking care of the whole process, of doing it all.
DG: Doing it all- stress relief, HIP, age, or whatever. Just for clarity sake, you've got a typical HIP process, you're going to heat it up, put it under very high pressure, then, normally, if you didn't have the high pressure heat treatment capabilities, you would have to cool that part down which is typically cooled quite slowly in a conventional HIP unit, taking more time and whatnot. It then comes down to ambient, or close to ambient, where it can be held, you take it out, you put it back in another furnace (a normal furnace, not a HIP furnace), take the temperature back up, get it to the point where you want it, quick cool it, quench it, to a certain extent, to get the characteristics that you're looking for, and you're done. What we're talking about here is the combination of those two processes plus potential other things like stress relief, and all that, in a single unit, correct?
JH: Yes. This has very beneficial effects on time. Many of the HIP vendors do not have HIP and heat treatment in the same facility. Now we have sold a couple of units to some new HIP vendors that have this capacity, but, historically, the HIP vendors didn't have both HIP and heat treatment. First, the customer had to send it to a service provider for HIPing, they got the part back, they had to send it to somebody that could do the heat treat step, and then got the part back, and so on. The time, and specifically for additive manufacturing, is important. Keep in mind they can do a part pretty fast, anywhere between a day to two days, worst case a week, but then having to wait week after week after week to get the part back for the HIPing or for the heat treating.
DG: So there's a substantial, potential time savings, for sure; not just process savings in between furnaces, but the fact that you can buy one furnace and do both of those things.
Let's talk for just a second about what types of products are most effectively HIPed and/or, if we can, high pressure heat treated.
JH: As I said before, we really started to realize the potential with this technology with the additive manufacturing world. That is were we started to realized that we can actually make a difference here. Not only does it have a beneficial effect for the total time, but having the components under elevated temperature for a shorter period of time is actually beneficial for the microstructure; the grain doesn't grow as much. You can take the example, again, with the first HIP cycle with having that at a certain temperature, you cool it down slowly then you heat it up again to the same high temperature for a period of time before you quench it down. Well, then you exaggerate the component for high temperature under a much longer period. If you can do that in just one step, the component doesn't have to be in as high a temperature for such a long period of time which means that the grains don't grow as much which gives you a better microstructure and better material properties. That is one effect.
Another effect that we have realized is very beneficial is that when you're dealing with additive manufacturing, you end up, specifically if it's laser powder bed fusion, you end up with Argon in the pores and Argon cannot be dissolved into the material. With a HIPing process, the Argon pores are basically eliminated, in a way. However, if you heat it up again, these pores start to grow and they can grow back again and be bigger. So, if you remove that heat treat step afterwards, you don't have to be afraid of this pore growth again. That's another beneficial effect, from a metallurgical standpoint, that we have realized.
Additive manufacturing is very well suited for this. With that said, now we see a more increasing interest from the casting side, as well. With these new modern HIP units we have, we can cool with velocities of several thousand degrees per minute, a little dependent on what size, etc., but this has a very good effect on the microstructures on suitable materials like nickel-base super alloys and titanium aluminides, etc. The casting side is now starting to get very, very interested in this technology, as well, because basically it didn't exist before. We see a huge potential and we have seen an immense growth of requests for this technology the last couple of years.
DG: How about just straight powder metal? I know you're talking 3-D, but how about just straight powder metal manufacturing, because those parts tend to be a bit more porous than your normal wrought products, and things of that sort?
JH: If you talk about powder metallurgy and HIP, you typically need to have everything canned, in a way. Powder metallurgy, we call it near-net shape, for example, where you weld structures to a certain shape or form, you fill that with powder and then you HIP it and out comes a part which basically has a perfect microstructure. We haven't come so far yet to start to evaluate how that will be with this high pressure heat treat, but what we have seen with the interest of this is that a lot of the HIP cycles were developed many, many years ago. At the time, they didn't have the cooling capacity we have today and they ended up with cycles which were good, they took away the porosity. However, with the capability to modify both the temperature and the pressure, you can come to the same fully dense part. I'm over exaggerating a little bit, but if you have a high temperature, you can have a lower pressure. If you have a lower temperature, you can increase the pressure. So, we have also focused on having a very high pressure on all of our equipment because then you have this flexibility to get to the fully dense part in the best way. This is something I'm absolutely convinced that the powder metallurgy industry would be interested in and evaluating more, as well.
DG: For the people who might be interested in testing a part, or something like that, are there size restraints? Typically, what type of workzone are we talking about in a standard Quintus HIP unit?
JH: If we talk about today, what we have on the market for relatively high cooling rates, if we're talking cooling rates in the 200-300 C/minute or 400-500, almost 600 F/minute, the production units are at 2 feet diameter, give or take (660 mm), and around 6 feet high. But this is something that the next generation we are developing right now, we are approaching a meter and more than that, as well. So, it's just a matter of time to grow this. We've seen that there is the highest interest on the additive manufacturing market, which is why we have focused on that to begin with, now we're doing higher and I do not see any limitations in going up in diametrical size for this.
DG: But it is exponentially more difficult as you get wider, yes?
JH: Yes. It's a good comment you make. You have a much higher volume that you need to cool down. But, for the cooling rates, we see, at least today, most applicable where we talk about these, as I said, 200-300 C/minute, we definitely see possibilities to go over a meter in diameter and then we have large production sized HIP units. We do HIP units that are much bigger than that but if you start to get over 1 ½ meter and even bigger, then you're absolutely correct, then the cooling rates are drastically lower.
DG: Could you describe, for those who may not have ever seen or understand a HIP unit, and most specifically, a high pressure heat treatment HIP unit, what does it look like?
JH: I can start with a pressure vessel, basically. It's basically a cylinder where you put a furnace in and in this cylinder you can increase the pressure and in the furnace you can increase the temperature so you create a pressure vessel with high pressure and high temperature.
DG: And Johan, we're talking, typically, a vertical cylinder?
JH: Correct.
DG: And this high pressure vessel has a wall thickness of ….. ?
JH: That is a good question, Doug. Depending on size, of course, the wall thickness can be anywhere from a couple of inches to maybe the biggest wall thickness we have now is up to 200 millimeters, or something like that. Don't hold me to these numbers. But, the important thing is that you can do a pressure vessel design in two ways: Either you can use a very thick-walled cylinder to contain the high pressure, or you can do a thin-walled pressure vessel, and that is where the big difference is. At Quintus Technologies, we use a thin-walled pressure vessel and we apply a wire winding technology. So we pre stress this cylinder with a wire, but we can also apply cooling next to or in direct contact with this pressure vessel. What we do is create a heat exchanger with our whole system. We also apply cooling in the lower closures and in the upper closures so what you have is a water controlled pressure vessel with a furnace in and then we can actively control how fast we would like to cool the unit with controlling the cooling of the pressure vessel.
DG: I'm imaging, right away, thermal shock written all over this thing. You've got a high pressure, a vessel that's at high temperature and all of a sudden you guys slam in there because you want to drop temperatures 300-400 C, 400-500 F/minute, I'm seeing a lot of thermal shock going on. How do you deal with that?
JH: The gas that we are working with is Argon. Argon has an extremely good thermal conductivity. At high temperature it, sort of, takes care of the densification process in a very good way because it takes the heat from the gas into the material. What we then use is the colder gas in the lower region and we basically force that cold gas up into the furnace. But we don't do that with any specific high velocity. The velocities in pressure vessels are pretty moderate and continuous. And, of course, we have requirements on the pressure vessel wall. The pressure vessel walls are strictly monitored and controlled so they can never exceed certain temperatures. That's where we have our, sort of, safety function and control function.
We don't see any challenges with thermal shock. The alternative of having a thick-walled cylinder might have bigger challenges when you cool from one side. Then, you can end up with other challenges like thermal cracks, etc. But using a thin-walled solution as we do, we don't see any issues with this.
DG: The other major issue I would think you'd have with thick walls is you probably wouldn't be able to reach the cooling rates that you're talking about because you've got a huge heat sink sucking up all of that cold air.
A company that might be thinking about bringing this HIPing thing in-house and do high pressure heat treatment in-house, are they going to have to have any operational expertise? In other words, do you need to hire a PhD from Harvard, or someone like that, to operate this unit?
JH: No. Operating a HIP unit like this is not, according to Quintus, more difficult than operating other heat treat furnaces in any way. Of course you need a touch and feel for the unit, how it works, etc. This is taken care of during training when we deliver the systems. You don't have to have any PhD from Harvard to run and operate these units.
Doug, you've been in our Lewis Center office, and we have an application lab there. If someone is interested, we are more than wiling to take on customers or somebody that just wants to know more about the technology and take a look at it. They're more than welcome to contact me or Quintus and come and visit us.
The market is starting to get these machines out for operation. If you are a customer that would like to try these out and have a part that is bigger than our small lab furnaces can do, there are service providers out there on the market that can do this. We have companies like Accurate Grazing in Greenville, SC that have a couple of these units. We have Paulo up in Cleveland, OH and on the west coast we have Stack Metallurgical in Portland, OR. Even Canada has their first really fast unit now with Burloak and also Mexico has a company called HT-MX. For the bigger companies that decide to outsource, or any company that decides to outsource, this is a technology that is out there on the market.
DG: Your lab there in Lewis Center will help process or 'part validate', I assume, if somebody is interested in that? They can bring an idea, a problem or a part in development to you and you'll say, “Yes, here's what we can do and we can prove it by running it.”
JH: Absolutely. We have the thought that if somebody wants to evaluate this and are willing to work a little bit with us and maybe we can get some information back, we have this as a service for free. We are not a service provider in the sense that we compete with our customers, but if someone wants to evaluate the technology and are willing to talk with us and listen to us, this is a service we do for free.
DG: I'm going to ask you about giving out additional information where people can go to get more information, but I would like to let the listeners know that if you go to www.heattreattoday.com and in the search box just type in 'HIP' or 'HIPing' or 'hot isostatic pressing', you'll see a pretty healthy list of articles that appear there that aren't necessarily specific to high pressure heat treatment, just HIPing generally, but certainly there are articles there about high pressure heat treating, as well, from Quintus. You can also type Quintus into the search box and you would come up with quite a few things because you guys have provided us with some good content.
That's one place you can go if you want to find out more information. Johan, where can they go, what are you comfortable giving out as far as contact information for you and/or Quintus?
JH: Regarding information, they can go to our homepage, of course, Quintustechnologies.com. And don't forget the eBook, Doug. That's a very good description of HIPing. If you want to know more, download the eBook. That has a good description of not only high pressure heat treatment, but also HIPing and a little bit of history of HIPing.
Otherwise, you can contact me by going to the Quintus homepage and find contact information for me. We also have the application lab in Lewis Center. If it has to do with HIPing, it will end up in my in-box, sooner or later.
DG: You've got a good team there, by the way. We know some of your other folks who you work with that are very good people. If you're a listener and you're interested, you want to go to the Quintustechnologies.com homepage. You can search for Johan Hjärne on the Quintus homepage and you'll get Johan's contact information.
And yes, you make a very good point, don't forget the eBook on Heat TreatToday's site. You can get there simply by typing into your browser- www.heattreattoday.com/ebook and you'll go to our eBook homepage which has two eBooks on there right now, the most recent being the one from Quintus.
JH: I would also like to add something. We talked an awful lot about the U.S., but if there are any listeners from the rest of the world, we have an application lab where we have our head office in Västerås, Sweden, as well. That lab is even a little bit better equipped that our lab is, so that's a fantastic opportunity if you're not situated here in North America. We also have connections in China and Japan, but you can find more information about that on our homepage.
DG: Johan, thank you so much. Great to talk with you, thanks for your time.
Heat TreatToday publisher Doug Glenn discusses hot isostatic pressing with Cliff Orcutt of American Isostatic Presses, Inc. Learn about the revolution that is occurring in the heat treat industry and how it is being used across various manufacturing industries
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): First off, Cliff, I want to just welcome you to Heat Treat Radio. Welcome!
Cliff Orcutt (CO): Thank you.
DG: If you don't mind, let's give our listeners just a brief background about you.
CO: It's been 43 quick years in the industry. I, actually, did start as a child. My father was one of the original people at Battelle where it was patented in the '50s, so, I grew up under that. Right out of school, I went to work for his company, after he and another gentleman left Battelle, Mike Conaway, and they formed Conaway Pressure Systems. By the time I was 20, I had already installed 10 HIP units around the world and helped design and build the Mini Hipper.
I was involved in 1978 in moving the world's largest HIP unit from Battelle to Crucible Steel in Pittsburgh, which is now ATI. Also, in 1979/80, we installed the very large system for Babcock and Wilcox at the Naval Nuclear Fuel Division in Lynchburg, VA. Both of those units, 40 years later, are still running.
I'm also past president of the Advanced Materials Powder Association, part of MPIF, and I was also a director of their Isostatic Pressing Association. I am currently the chairman of the International HIP Committee. We put on the triennial HIP conference every 3 years.
DG: Is that part of APMI?
CO: It's actually its own group. It was formed by all of the people in HIP around the world, in Europe and Japan and the United States back in, maybe, 1983 or so.
DG: What's the name of the organization?
CO: It's called the International HIP Committee. It's kind of a loose organization which the only thing that we do is put on this conference and we bring in speakers from around the world and promote HIP technology, basically. Our last one was in Sydney, Australia in 2017. We were supposed to have one in October 2020 and now it's pushed until September of 2021.
DG: Where will that be?
CO: It's going to be in Columbus, Ohio because that was the original founding city. Every other conference, we move to the United States, Europe or Japan. So, it's coming back to the US. I'm in charge of it. We have some other good people on the board, including Mike Conaway, who was one of the original Battelle people. Victor Samarov is on the board helping us with the meeting, programming and so forth. People can visit www.hip2020.org to see information on that.
DG: I got you a little distracted on that. Keep going with your background.
CO: Personally, in these 43 years, I've installed over 200 units, hands on. I've flown about 5 million miles, I've been to 38 countries; you name it, I've been there, good ones and bad ones. In my early years, when my father started this company, they pulled about 6 people out of Battelle and they were, basically, my teachers. So, instead of going to educational school, I went to HIP school. We had some of the top people: Roger Pinney, Hugh Hanes, Don Woesner, Gary Felton and another gentleman, Bob Tavnner, all came out of there.
In 1979, my father passed away, and his company then sold to ASEA who then became ABB who then became ABB Flow and then they became Quintus now. That's how they have a location in Columbus, as well.
A couple of people, including Bob Tavnner, left and formed International Pressure Service. That was in 1983. They hired me as operations manager, and we grew to be a force to be reckoned with and the Japanese then bought us. At that time, Rajendra Persaud, or Reggie we call him, left and formed AIP (American Isostatic Presses) and I said, “Hey, Reggie, let's have a two person company again rather than two one-person companies.” That was 1992 and so, 28 years later, now we're a force to be reckoned with again.
DG: Tell us a little about AIP.
CO: American Isostatic Presses, when the Japanese bought us, we had a lot of technology and a lot of good people. Then they hired a new CEO and he decided he didn't want to continue building HIP units, he wanted to do something else. So, Reggie formed AIP and I joined him and we pulled 5 other people back from ITS. We sold our first big job in 1994 to Horus in Singapore, a multimillion dollar job, and took off from there and haven't looked back. We started on a shoestring, no venture capitalists, no dollars, and now we have 4 buildings and locations around the globe.
"We're just a high tech blacksmith, that's all it is. Instead of hitting something with a hammer, we're using gas pressure to squeeze on it."
DG: How many units do you think you guys have installed since 1994?
CO: As AIP, around 150. It's snowballing. In the last 5 years, we've sold 5 big units. Up until that time we were mainly mid and small. We had orders for some big ones but, unfortunately, we couldn't get export licenses for them. The technology that grew out of Battelle was based on nuclear fuel rods for the submarines. Admiral Rickover wanted to extend the life of the sub, so it was protected for quite some time. And then they also had missile nose cone technologies it was used for and that's still what they're protecting it for is missile nose cones.
We had some orders in the late '90s early 2000 through China for large equipment and we were denied. Then we were denied in India, so we kind of just got stuck with the smaller to mid-size units. Here recently, it's starting to expand. Things are loosening up a little bit.
DG: AIP today is selling not only in North America, obviously, but you're pretty much selling around the world, anywhere where it is legal to sell, you'll do it.
CO: Yes, if we can get an export license, we will put it in. Some of the rules have relaxed a little bit, and, with some countries, we're more friendly with them now.
DG: I think a lot of our listeners are probably not going to be as familiar with HIPing, hot isostatic pressing, as other more common “heat treat operations” like carburizing, hardening, annealing and that type of thing. Take us back, class 101: What is HIPing?
CO: We're just a high tech blacksmith, that's all it is. Instead of hitting something with a hammer, we're using gas pressure to squeeze on it. We heat it up hot, we put pressure on it, and we're basically densifying it, making it more dense, and getting rid of imperfections in the metal.
A lot of what's done is castings. When you have a casting, the metal is hot, so it's expanded. When it cools, it cools from the outside in, so it freezes on the outside first and then the center starts to shrink. It creates internal porosity. Most of that porosity is thermal shrinking which is a void. So, you put it back in our heat treatment, apply pressure to it and you get rid of the voids that are left. You make the casting dense and better grain structure and more homogenous. It increases fatigue in property strength. That's the number one use of it right now.
Second is probably powder metallurgy where you take powder metals and you can blend powders and you can start with different grain sizes and different materials. You put them in a container because the gas would go through the container if you didn't have something around it. So, you squeeze on the container and it densifies whatever is inside of it and you make a solid part. For example, a lot of powder metallurgy billets which are then used for extruding into other products or rolls and different things. We do a lot of pump bodies and valves for deep sea work, extruder barrels, you can bond things; there are a whole lot of applications.
DG: The two things I understand with HIPing are high temperature and high pressure. Give us a sense of high temperature. What does that mean? Is it hotter than a typical heat treat operation? And how about the pressures? Give us a sense of what the pressures are looking like.
CO: A lot of people are familiar with sintering. That's where you just take the metal up, you sinter it and the grains merge together by melding and attractive forces. What we're doing is: we're not taking it up to those high temperatures to where the part actually is molten or melting, we're taking them up below that and applying pressure. Because of the pressure, we're basically pressurize sintering; we're adding force to make it sinter faster or better or at lower temperatures.
Usually, it's about 150 C degree less than sintering temperature. Again, it depends on the process of what we're trying to do with it. Typically, most parts are done around 15,000, some parts 30,000. Here, at AIP, we actually have test units up to 60,000 PSI and we've actually built 100,000 PSI HIP units. You're above the yield strength of some of the metals you're using. Most of the majority, again, in like castings, titaniums around 970, steels around 1225, but we go up to 2200 C for some things, even higher for like half-in carbide with people pushing it to 2300. It's pretty hot, a lot of pressure. Unfortunately, high temperature and high pressure costs money. You want to use the lowest pressure and the lowest temperature you can get by with, but sometimes you can't.
DG: It's harder, I would imagine. The way I've always heard it said is that the hotter it is, the more difficult it is to keep, let's say, that cylinder container that you're talking about. If it becomes hotter, it's harder to keep it together. I would guess you're right, when you've got higher temperatures, things tend to blow apart easier?
CO: Not so much. The temperature is contained in the middle of the pressure vessel, so you've got plenty of insulation around it and you keep your container cool. The goal there, in a HIP unit, because it's the expensive piece of item, you want maximize your work zone, that's where you have to have good engineering to make sure you do keep the container cool.
DG: Are most of those units water cooled jackets, or are they cold wall?
CO: They're almost all hot wall, but some of them are cooled internally and some of them are cooled externally. You still have loss to the metal, whether it's internal or external cooled, but internal gives you faster cooling than the external.
The big advantage of HIPing is, like with some materials like titanium, you can eliminate a lot of machining. Making chip that you can't really reuse real easy makes a lot of economic sense. Titanium is a very high melting temperature, so you can't take those chips and melt them cheaply. Aluminum, you can. A lot of aluminum, people can't afford to HIP it because you can just recast it.
HIP is an expense process. The equipment is expense. It uses argon gas. Swinging a hammer is cheap, but using gas pressure, it's so compressible, that you have to put a lot in. You can reclaim some, but the cost is still high. You're talking medical, aerospace and military, basically. Forty years ago, I thought every car would have HIP pistons. It's just not going to happen. They can't afford it. I do see Edelbrock and Trickflow both have HIPed aluminum race heads, though. If you get into where you have the economy of doing something like that, you can apply it. You're definitely going to get a better product, it's just price versus performance.
Watch an "oldie but goodie" on what HIP is.
DG: As far as why people want to do the HIPing, I guess, primarily, it's an elimination of, let's say, defects or inclusions or whatever, either cast parts or powder metal parts, you're increasing fatigue strength, and things of that sort.
Are there any other major reasons why people want to HIP?
CO: Well, there are some things you can't make other ways. In other words, it's like water and oil, you can't mix them very well and some metals you can't melt them and just make a molten bucket and pour it. In HIP, since you're starting with powders that are solid, you can blend things like graphite powder and steel. You couldn't blend them very well in a molten state, but in here, you can. And, you can squeeze it to solid, you can get interlocking and bonding and diffusion bonding materials that you couldn't otherwise. So, you can make things you couldn't make any other way.
Also, you can eliminate machining. For instance, you're making a titanium fitting that has a lot of holes on the inside, it might even be curved and really hard to drill, but you can lay it up and do powder metallurgy around it and make shapes that you couldn't make otherwise. A lot of parts are pressed and sintered for years, for instance, for transmissions. Something like that is real easy because it's a small disc and it's not very long. But, if you're trying to make a real long part that is a strange shape, you can't just press and sinter it. You can do it from HIPing. You can do big shapes that you couldn't get enough force on or you can't fit into a press dye. You can do big shapes that you couldn't get enough force on or you can't fit into a press dye. It opens up a lot of options. A missile nose cone, for instance. There is just almost no way to press and sinter a cone, but with HIPing you can make that shape and you can make it very uniform. There's really no other way to do it.
DG: I think that is one of the benefits of HIPing, from what I understand, it is absolutely equal pressure on all parts when you increase the pressure. It's not like you're only pushing on one part, like with a forge press, or something like that – equal pressure all round.
CO: Yes. And it gives you uniform density throughout the part, which is very difficult.
DG: HIPing is primarily used on castings, powder metal and things of that sort, helps us get a very clean part, if you will, to eliminate inclusions, and minimize the porosity.
You may have mentioned this before, but the actual history of HIPing. It started at Battelle?
CO: It started at Battelle [Memorial Institute], I think in '55 or '56. Again, for the nuclear fuel rods for cladding of the fuel rod. Four people were involved in the patent, two of them, Ed Hodge and Stan Paprocki, "the two others on the patent were Henry Saller and Russell Dayton" I worked for both of them over my years. It grew out of Battelle and then in 1975 is when my father and Mike Conaway left and formed Conaway Pressure Systems. That was kind of like the beginning of the commercialization of it. There were some other companies, like Autoclave Engineers, that were building high pressure equipment, but they weren't really offering packaged HIP units. Conaway Pressure, CPSI we called it, was really the origination of commercial HIPs as we know it.
DG: You hit on this a little bit, but I want to make sure that we're clear on it. You mentioned the industries that are using it, but let's just review that real quickly, and maybe if you can give any example of parts. You said, they've got to be higher value parts because the process is expensive, so we're looking at aerospace, medical and that type of thing. What primarily, at least in those two industries, and other industries if you want to list, are the parts being run?
We’re seeing a lot of application now in ceramics. We see pump plungers and ceramic bearings. Here, at AIP, we do a lot of military work for armor, boron carbides, spinell (21:03), things that are really hard, ceramics. . . You want them perfect because if they have a defect in it, that’s a starting point for a crack. A lot of brakes for jets and fighter jets.
CO: A lot of extruder barrels. What happens is you can use a solid steel chunk of metal for the barrel portion but then you can HIP or diffusion-bond powders on the inside of that barrel that might be very expensive. If you're doing something like a crane or something where the teeth are outside, you can weld on. A lot of times they'll weld on hard brittle materials that help you dig things with a digger. But on an extruder barrel, it's on the inside, it's internal; it's very hard to coat down on the inside. So, we can actually bond those powders to the inside of extruder barrels.
Another big application is sputtering targets. I don't know if you're familiar with sputtering targets, but they're basically sacrificial material that you plate onto other materials. The target is just something that is being hit with an electron beam inside a vacuum furnace. It creates a vapor and by charging the different particles you can attract them and plate things out. All of your mirrored windows, all of your hard drives, all of your CDs and DVDs, when you see that mirrored finish on there, that is a sputtered coating and those coatings come from these things we call targets. What happens is, if say, you're doing a chromium target, at the end, if you try to molten cast it, if you had a bath or a melt of chromium, it would get oxides in it and be terrible. But, you can make very pure powders. That's one of the good things about HIPing is they can make very pure powders by blowing argon through a stream and it makes nice pure powder. Then, we can put it in and squeeze it into a solid billet and make a target which then can be evaporated in the vacuum chamber for coating.
We're seeing a lot of application now in ceramics. We see pump plungers and ceramic bearings. Here, at AIP, we do a lot of military work for armor, boron carbides, spinell (21:03), things that are really hard, ceramics. . . You want them perfect because if they have a defect in it, that's a starting point for a crack. A lot of brakes for jets and fighter jets.
We have a process inside the HIP that we call carbon-carbon impregnation. We take pressure and we push the carbon into the 3D woven graphite fibers and make brakes and nose cones. Other materials like beryllium, it's very hard to make beryllium and machine it because it's kind of dangerous, and so forth. Again, they take powders and the HIP the beryllium to make things like space mirrors and other jet parts.
Now, we've got into more things like teeth and braces are being done with ceramics- new transparent braces made out of aluminum and different materials, zirconia caps for your teeth. Again, if you don't HIP them and they've got a defect in it, it will be like a plate when you drop it. But, if you get rid of that defect, now you've got something harder than steel. On the other end we're doing jewelry such as gold and platinum rings. The benefit there is you don't have porosity. If you have porosity, it's like trying to sand a sponge and you can never find a nice perfect surface. But if you've got rid of that and the sponge is now hard, then you can polish it and you're not taking off any material.
It hasn't really happened too much, but we're seeing rumblings on phone cases. A lot of those have been metal in the past, but now they want to do the magnetic charging and it doesn't work real well.
DG: It's got to be glass of some sort, right?
CO: Yes. We're competing with Gorilla Glass. Some companies are looking at transferring that to zirconia. The iPhone watch, or iWatch, they were making it in zirconia, and that's one of the applications and things like that. Ceramic rings, ceramic knives, ceramic scissors – they're all being HIPed.
On the diffusion front, like the vacuum plates for the fusion reactor, like ITER, they can bond copper to tungsten and different things. You couldn't really weld them, because if you try to weld tungsten, it gets real brittle and cracks, but you can diffusion bond materials and you can do things you couldn't do otherwise.
DG: Those are great examples, and I think that gives folks enough. Are there any other examples that jump to your mind that you think people ought to know about, or is that it?
CO: The big one right now is 3-D printing. There is a lot of interest in 3-D body parts, titanium, stents, spines, implants for teeth and screws. Just about anything you can put in 3-D, they're trying to print. The problem with 3-D is, it's not perfect yet. Maybe in 10 years it will be perfect, but they're making imperfect parts when they print them. If you put them in the HIP and squeeze on it, not you've got a pretty much perfect dense part that's bonded better, stronger, improved properties.
It also allows you to print faster, so maybe you'll want to print an imperfect part, but you can just print twice as fast, so you increase the range between the particle and speed up your process. Again, price versus performance. You look at what the benefits of the two ways are.
DG: I've got a question. In heat treating, a lot of times after heating, you have to worry about dimensional change of the part, right? So, I'm thinking to myself, you've got a cast part with some innate porosity and you put it in a HIPing unit. Do you have to compensate, or do you have to be careful about dimensional change, most notably, I would think, with pressure shrinkage of the part?
CO: Very little because it's isostatic and we're talking about micro macro small porosity. If you had a 1 inch hole in the center and you were squeezing that out, you might give it up, but microscopic particle size is really not that much. Now, in the powder metallurgy, we say it's isostatic but then you do have some of the stresses in the container that you put around it. You might see some distortion at the corners where you welded a container, and so forth. But, there's good software out there, there's good programming and things and a lot of empirical data. People can pretty much design to shape within a couple millimeters.
DG: You mentioned this earlier, but the gas that's used is predominantly argon, because it's a heavy gas?
CO: The reason we use argon is the furnaces we use can't run in air or oxygen. We have a choice of nitrogen or argon, the two commercial grade gases. Nitrogen also embrittles materials like molybdenum. It tears up our furnaces, so argon is the preferred choice. Also, it has poor thermal conductivity which is good for the insulating portion of the HIP unit and when you get it dense enough then it does conduct good enough that it works for the part. It's the all around cleanest, best gas but it's an inexpensive gas. We do use nitrogen on some things. A lot of ceramics like silicon nitride we'll use nitrogen, for different reasons.
One of the biggest issues right now is we see a lot of interest in oxide ceramics. I've got many customers that want us to build a real high temperature oxygen furnace and we're real close to issuing that. What it will allow is to actually sinter in the HIP unit at high temperatures under partial oxygen which hasn't been done yet.
DG: Let's change gears just a little bit. You actually have two sister companies. I want to ask you two questions and you can incorporate information about those sister companies with this: One, why would a company want to outsource a HIPing process? And, two, on the flip side of that, why would a company want to purchase their own HIPing equipment and do it in-house? Maybe you can address both of those, because you've got experience on both sides, based on your sister companies.
CO: The outsourcing is really easy. If you've only got one part to HIP, you're not going to buy a HIPing unit. It's quantity versus can you support the operation of the HIP unit. And, you've got to do it profitably. You've got to do everything profitably or you're not going to do anything. You've got to look at the capital equipment cost and the space. Maybe you don't have space in your building or you don't want to build a new building, or, maybe you just don't have the people that have the knowledge in HIPing and you don't want to hire and train a maintenance crew, and so forth. Even some big companies like Pratt &Whitney and Wyam-Gordon both owned massive HIP units at one time and they decided it was cheaper to sell the HIP unit to Bodycote and then outsource it.
Sometimes economics may play in there, but sometimes maybe you want to have in-house sourcing. Maybe your part is so heavy, you can't afford to ship it. Then, you look at that and say you might want to have your own HIP for that reason, or you've got so many parts, you just can't afford to box them all, ship them out and bring them back. So, there are reasons why you'd want to own your own HIP unit.
DG: You've got sister companies that do the service, right? AIP, American Isostatic Presses, the company that you're with specifically, they build the units. But you've got sister company that actually does the service. Tell us about them a little bit.
CO: When we started out, we were just going to build HIP units and we were selling to a lot of the toll companies and we still do. But, around 2004, after the economic downturn of 2001, we decided we would get into building our own pressure vessels. We hired an engineer, Dan Taylor from Hydropack, and started building pressure vessels because we thought we could do it better. Then we were looking at toll. A lot of people would come to use and say they were not happy with turnaround or other things and they asked if we could help them toll HIP? We kind of got drug into it. We didn't, again, want to step on our customer's toes, so we came out with a different name and sort of hid behind that a little bit and didn't really even market it for a long time. But then again we kept getting dragged in, so we opened another plant and now, this last year, we opened another one. I've never seen a toll HIP company go out of business yet or lose money. Equipment building is up and down, you're riding the waves. It helped us flatten the curve a little bit. It flattened out the cash flow curve and it helped us a lot. Our competitors weren't doing it. They still aren't really doing it like we're doing it. The original name was Isostatic Pressing Services (IPS), then when we did our plant in Oregon, we called it ITS, Isostatic Toll Services. The family wanted to have different names and different people involved and there are different investors. It's AIP, basically, but there are other family members in the Persaud family. In Spain, the big one we opened last year, it kept the ITS name, but there are five players in that one, so we're one of the players.
DG: So, the sister companies have Toll Services, I know one in Oregon. And one in Ohio?
CO: The other is in Mississippi and then one in Spain. The Ohio one is under the AIP name. Basically, what we do in Ohio is we do more research. We, again, are expanding here in Columbus. We are getting ready to build again and we'll start heading a little more into the production toll. We've got a couple customers that are, again, pulling us that way. But, right now, Columbus has 5 HIP units, up to abut 500 mm in diameter. Most of it is high temperature. In Columbus, we concentrate on 2000 C. All of our other plants are doing production work which is medical implants and turbine type parts and those are all 1225 C roughly.
DG: Let's talk about some of the more latest advances, some of the newer things that are coming onto the scene. You mentioned one, I know, and that was the ceramic oxides. Let's talk about that a little bit more, and also, are there any other advances in the HIPing world that we should know about.
CO: I've been in it from almost day one, and it hasn't changed much. If you look at HIP from 40 years ago and today, they'd look the same. We still use the same valves and fittings. The big thing that has changed is computer control. AIP was one of the very first, I won't say the first because, again, back at Battelle in 1973, they had a Foxboro PDP that was in the whole room and had tape reels in it. I remember seeing it run a HIP unit, you'd type in STOP and START. It was like a movie.
Around '93 or '94, AIP branched into computer control pretty hard and we've kind of led since then. It allows us to do a lot of things, number one is that we can run it remotely. So, in Mississippi, we actually run our plant from Columbus. They load it and we take it over here. Our guys here in Columbus, they run our units all night by staying at home and watching them. Computers really help us there. As for service, we were able to get on the computer and look at a piece of gear in Singapore and fix it. That's the thing that really helped us.
"Where we're advancing things is in furnace technology for high temperatures, getting these furnaces to last longer, making them more reliable. . . We're trying to hit the everyday guy and make him profitable, get parts in and parts out."
Where we're advancing things is in furnace technology for high temperatures, getting these furnaces to last longer, making them more reliable. That's kind of one of the keys because, again, with costs and the economics of HIP is you want not to have to be repairing it and replacing things all the time. That's what we concentrate on. We don't try to push the edge. I think some of our competitors really try to push the edge and do things that may or may not be beneficial or even needed, but they're just trying to push the edge of things. We're not. We're trying to hit the everyday guy and make him profitable, get parts in and parts out.
As far as the oxygen, that's because ceramics has been coming for a long time and it's still coming. It's just never really taken off yet, but sooner or later it has to because they're higher temperature, stronger materials in steels, it's just we are competing against forgings and we re competing against casting companies. That's kind of the whole thing with all the HIP companies. There are basically only four main players in the world. We are all kind of small. We all kind of try to work together as much as we can and we all make good equipment to try to advance HIPing technology. More than beating up on each other, we try to beat up on the forging companies and the casting companies. We want to take their business.
In the research here, a lot of what we're doing is trying to work on the higher temperatures and higher pressures. If you can go to higher pressure, you can drop the temperature which then minimizes grain growth. In many materials, that improves either clarity of the material, if it's a transparent ceramic, or it can improve the strength of a steel because you have better interlocking between small particles. We're trying to do a lot more in high pressure, high temperature than some of the other companies. A lot of the companies are just in the metals only; they really focus on that. We're doing some really odd things here. We do stuff that nobody else wants to fool with.
DG: And you have fun while you do it! I'm curious, just from my own purposes. I envision these things as kind of like bell furnaces, a cylinder. Is that true? And, how big, on average, is a HIP unit? What's the work zone dimensions, let's say?
CO: They start with our smallest one which is about the size of a desk and it has a work zone of about 3 inches x 4 inches. We can build a little bit smaller, but economy-wise, we just built that one small model and that is the smallest that anyone uses. It's the size you need for a tensile bar. Just about every university and lab has an AIP small unit. Then, they can go up to massive units. The large one in Japan that Quintus built is 82 inch hot zone. That's a big diameter. They're talking about a 100 inch or 110 inch hot zone.
DG: That's diameter. How tall was it?
CO: 3 meters. Some people are looking at 4 meters or even longer. I've been told that the Army said if you can put a whole tank in one, they'd do it. One of the drivers there is turbine blades. As the blades get bigger, like on jet engines, your turbo fan is the outer blades and so forth, those big shrouds as they get bigger, the gas economy gets better, so they would like to build massive engines and they would like some of those parts HIPed. They want really big HIP units. Another one is in nuclear reactors for small modular nuclear power. They'd like to replace some forgings and if they could do it with powder metallurgy lids, and so forth, and those need a 3mm diameter HIP unit. The majority of the work is in the 1 meter range.
Heat TreatRadio is a podcast where Doug Glenn, publisher of Heat TreatToday discusses cutting-edge topics with industry-leading personalities. Among many cutting-edge interviews and conversations on the latest technologies and commercial happenings in the industry are topics like AMS2750F, ferritic nitrocarburizing, and supply chain options.
You can subscribe to Heat TreatRadioon iTunes or SoundCloud, and even listen to these episodes on PodBean, iHeart Radio, and ListenNotes. Check out some of the top heat treat topics from the list of episodes below.
1 - The World of Ferritic Nitrocarburizing with Thomas Wingens
"A big part of the success of FNC is the combination with post oxidation. That is a big part because the combination of ferritic nitrocarburizing with post oxidation leads not only to a mechanical strong surface with compressive stresses, it also has a very high corrosion resistance."
"One of the things I always had in my mind when I first got involved with the specification was that the specifications were written by the aerospace 'primes,' but that’s not the case; it involves people, such as myself, who are end-users of this specification. I’m an end-user, so I’m able give my input and say, 'Hey, this doesn’t make sense. What you want to add into the spec is not real world.' It’s nice that people such as us get involved with these specifications."
3 - Rethinking Heat Treating for the 21st Century with Joe Powell (Part 1 of 4)
"I am a commercial heat treater who believes that part design should be integrated for heat treating by the part-maker. It’s a nuance, but what it really boils down to is that sometimes commercial heat treaters do it best, but sometimes the part-maker can do it better."
4 - Metal Hardening 101 with Mark Hemsath, Part 3 of 3
"[Nitriding], and really its cousin FNC (ferritic nitrocarburizing), are actually fairly inexpensive treatments and they can be performed on final dimension parts. There is no post machining and there is minimal distortion. That’s kind of my opinion of why it has done well.”
"Who wouldn't want to have a smoother operation? Not have to schedule people, pay overtime, justify it. We're three years into the project and I think we have a very viable tool for heat treaters to see what they currently cannot see."
6 - James Jan & Andrew Martin on Development of Modeling Software
"We model what happens with FIRE CFD code, we model what is happening at the transition of the interface between the metal component and the water. Because when something that hot gets plunged into water, it is quite an interesting thing that happens—it is called the Leidenfrost Effect. Initially, what happens is the component is so hot, it forms a film around the outside of it, a vapor film, and perversely that vapor film then insulates the component from the water. That film slowly breaks down then you get into nucleate boiling and things like that, and that becomes a lot more aggressive and the cooling happens much faster until you eventually get a single phase. But actually modeling the boiling process is what the CFD code does. That is the secret sauce that we’re bringing to the party here."
7 - A Discussion with Carl Nicolia, PSNergy President
"Their recovery cycle was reduced by 25%. Now, a recovery cycle is from the time I close the door to the time I start my controlled cycle. 25% reduction. And in that total cycle, they dropped gas consumption 5% which eventually led to an increase in output of that furnace by 10%. What we love about this, and this is kind of the theme of the article really, is that the total cost to implement this was less than $10,000. This is a perfect example of high value solution. I hate to say ‘low cost’ because cost is relative, but this is high value. If I can deliver 25% improvement with less than $10,000, or if I can deliver 10% double-digit output increases for less than $10,000, that’s a high value solution."
"The other one I think that’s going to emerge is most probably making more and more parts by powder metallurgy from metal powder which are 100% free alloyed. In other words, all the elements are in each metal powdered particle. In other words, you’re starting with a micro ingot as opposed to a big ingot that you normally use to make bars, and then from bars you cut pieces, and then from those pieces you do hard forging or machining."
9 - Justin Rydzewski on CQI-9 Rev.4 (Part 1 of 4) – Pyrometry
"Perhaps the most significant change within the temperature uniformity survey section is to the alternative temperature uniformity survey testing methods. In instances when I can’t perform a survey with sensors being trailed in, or I can’t send a data pack sort of unit or a PhoenixTM unit through that furnace system itself to collect the data, for systems like that, in the third edition, there were three or four paragraphs of information about what you could do."
"The interesting thing is that there is a phenomena precipitation hardening that goes on in aluminum and titanium. But it also goes on in these high alloy steels. It is a secondary hardening mechanism. We’ve been working on that and we feel that once we can handle secondary hardening in steel, then the jump to aluminum and titanium should be pretty straightforward."
Heat Treat Radio host, Doug Glenn, interviews Greg Holland from eldec LLC on fluxless, inert atmosphere, induction brazing which could be a viable alternative to some flux-base furnace brazing applications.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): We are here today with Greg Holland, a sales engineer at eldec LLC, in Auburn Hills, outside of Detroit, Michigan, and we’re going to talk today about a type of interesting induction technology. But first, tell us a little bit about you, your company, position, and how long you've been in the industry.
Greg Holland (GH): I'm a sales engineer at eldec. My main duties are inside sales, marketing activities, trade show coordinating, as well as being a coordinator and scheduler for our in-house coil shop.
Inert gas brazing: set-up Source: eldec LLC
I've been in the induction industry here for about five years now. Prior to that, I spent time in both air filtration and the thin films industry. I feel that my experiences there have really given me a wide background. It's made me a well-rounded engineer, in my humble opinion, but it's also given me a lot of perspective and some background knowledge that some of my colleagues here don't necessarily have, which has been a good thing.
eldec was established in Germany in 1982 by a gentleman named Wolfgang Schwenk. In 1998, he packed his family up and moved here to Michigan. He established what was at the time eldec Induction USA in 1998. His goal was to better cover the North American market, and what better way to cover a market like that than to be in the market? He continued to have eldec in Europe, and then he started it here in the US.
In 2001, we moved into the building we're in now, and we've been here ever since. We've grown the facility a couple of times; in 2013, eldec, as a whole, was purchased by the EMAG Group from the machine tool industry, which I'm sure a lot of your listeners are familiar with. At that time, we changed our name to eldec LLC.
DG: Greg, is there an area of specialty that eldec focuses on, or is it “all things induction”?
GH: I would say all things induction. Our office, in particular, does not do a lot of the heat treating. That is handled by our sister company here in the US, EMAG. This is mainly because if they're selling the machine tools, they are typically the customers that are then looking to heat treat. So, it makes more sense for just one person to knock on the door. I'm not saying that we aren't versed in heat treating, we definitely are. Prior to 2013, all of that was sold out of our office in North America, and we have process development capabilities that, I would say, rival what our sister company EMAG has. They are also in the Detroit area.
DG: We're going to talk about something you and I have spoken a bit about, and that is induction, fluxless, inert atmosphere. Let's start at the very basics and work our way through. What is this thing we're talking about?
GH: When you're brazing in normal air, you end up with oxides on your parts. If you don't get the oxides off of your parts, then they end up in the joint between the metal layers and the alloy. A lot of times, people will use a flux. What we are looking to do here is to eliminate the need for that flux; so, we would use an inert atmosphere.
"We are looking to try to get rid of that flux because it adds steps in your process, meaning you have to apply the flux. Then afterward, you have to clean the flux off of the part. A lot of customers aren't afraid to do that, but it's cycle time, right? You have an extra step."
DG: Basically, we're talking about brazing in an atmosphere, using induction without flux, and the primary reason is to get rid of those oxides. You kind of answered this already, but why do we need it? Why do we need that type? What's wrong with using flux?
GH: A typical braze process would use that fluxing agent, so it's either an extra paste that you would put on, or in the event that you have your brazing copper, you would have maybe a silver alloy that would have phosphorous in there. That phosphorous acts as the flux. As the alloy melts the phosphorous, it interacts with the copper oxides and basically cleans the joint for you. It also allows the alloy to wet flow and fill the joint gaps.
We are looking to try to get rid of that flux because it adds steps in your process, meaning you have to apply the flux. Then afterward, you have to clean the flux off of the part. A lot of customers aren't afraid to do that, but it's cycle time, right? You have an extra step. So, it's time, or maybe it's an extra person, whatever the case may be. By eliminating that flux, you've eliminated those steps. You don't have to worry about cleaning the part afterwards, and if you're washing the parts to get the flux off, then you don't have to figure out what to do with that wastewater.
DG: Walk us through a typical braze process that uses flux. Let me try this and you tell me if I'm good. Basically, you've got to apply the flux, and then you also have to apply some sort of a braze paste, I would assume, correct? The actual filler material?
GH: Yes. You can use a paste. What we typically use is solid alloy. If you're brazing, say in tube brazing where your joints are round, a lot of the alloy will come as a ring. You can get it specially made from a supplier as a ring, so it slides right down over your tube. If you have plates that you're brazing together, you can get a foil. It's essentially a thin sheet that you can put between the plates. You can also use a stick form, almost like a welding stick or welding rod type. Or, if you have a trough that you're trying to braze, you can get it in pellet form--little solid pieces that will go down into that trough.
DG: So, if you were doing it with flux, you would apply a flux first, then those things, and then, of course, you'd have all of the cleanup of the flux afterwards, I assume.
GH: Correct. And typically, even before you put the flux on, you want to clean the parts and make sure that you don't have dirt and dust and other types of debris in there, too.
DG: It sounds like this brazing process, where it's fluxless, is replacing a standard flux-based brazing. We've already answered the question about the significance of fluxless; basically, you're not having to use that. The other part of the description is that it's in an inert atmosphere. I would imagine that everybody knows what an inert atmosphere is, but if you don't mind, explain what is inert atmosphere and why we need it for this process.
GH: By definition, an inert gas is essentially a gas that doesn't react with anything. You're looking at helium, argon, or nitrogen. Technically, an inert atmosphere could also be a vacuum. What the goal is here, amongst some other things, is to get the oxygen out and away from the joint. By using a vacuum, you have to essentially create a chamber that is airtight. Because, as you pull a vacuum, if it's not airtight, the oxygen in the normal atmosphere is going to be seeping into that chamber.
The advantage of an inert gas atmosphere is, by filling the chamber with a nitrogen or an argon, you essentially create a higher pressure in the chamber than you do in normal atmosphere, and so you don't have to be airtight. In all actuality, you don't want to be airtight because you want to be able to purge that space and allow the air that is in there to flow out.
DG: So, you're back filling. And, by the way, for those listening, we will put a link on the transcript of this podcast, to the video that you sent that actually shows that process. It's hard to see on radio!
GH: That's actually a process that we have as part of our trade show display. At various trade shows we'll have different displays, and that one in particular, is stainless steel brazing in an inert atmosphere.
Inert gas brazing: at braze temperature Source: eldec LLC
DG: I'll describe it here just for a bit. Basically, there is a cylinder and they've got two parts inside that need to be brazed together. The cylinder, let's say it's a foot in diameter and maybe 16 or so inches tall, is a clear glass cylinder that comes down over the parts. I assume that you back fill with an argon or a nitrogen, and flush all of the oxygen out, and then it goes through a certain heating cycle and certain different KW and whatnot, and then cools at the end. Then, the lid lifts and you're off and running. That's basically how it looks
DG: Describe to us, if you don't mind, some of the industries that would use this process. What are the applications here?
GH: What we see is more so with stainless steel tube brazing, like fluid lines, automotive fuel lines, and that kind of a thing, where the end product doesn't get painted. It could be in an area that is visible to people, though, so they want it to look aesthetically pleasing. Those are the industries and processes where this gets used, but, ultimately, it can be used in any brazing application where you're currently using flux and don't want to have that additional step.
DG: You mentioned the automotive industry. Are there any other industries that you've seen it used in?
GH: We've had some other customers with essentially fittings on the end of a tube type of an application. I don't know what type of industries they ended up putting those into, but things like that are typically where we see these. But, again, it can be anything where you're heating, and honestly, it doesn't even have to be just brazing. If you have to heat something like that, you don't want to have the oxide layers and the discoloration. If you are back filling and purging that chamber with the inert gas, then as the part cools, and you allow it to cool in that inert atmosphere below the oxidation temperature, then you end up with a part that essentially doesn't even look like it was heated.
DG: Could this inert, fluxless, induction brazing potentially replace belt furnace brazing? Perhaps in some batch processes or torch brazing? Are there any savings in the process as far as manpower? I'm assuming you've still got to have somebody loading up the fixture to be brazed, right?
GH: Sure. You still have to have the fixture loaded. Depending on how the cell is laid out, it could be loaded manually, and it could be loaded by robot. You have some manpower requirements there. Typically, the actual loading isn't that much different than what you would have to do to load those parts into a fixture going through a belt furnace or to load them into a fixture heating them with a torch.
The advantage of induction over those two is not necessarily capital investment, but operating costs in the long run. You don't have the high cost of your gas. Typically, induction is more efficient than a furnace. It is a lot more efficient than a torch. You've got a guy out there with a torch that is heating your part, and then all of a sudden, he takes the torch and points it away as he does something else. All the while, the is gas burning, doing nothing. Again, with the furnace, whether you have a part flowing through there or not, you're heating that furnace and keeping it hot.
DG: Exactly. Whereas with induction, you're applying the heat and being done with it. Describe in a little bit more detail the actual process for an inert brazing process, fluxless.
GH: The chamber that you saw in the video is a large glass cylinder. They're not typically built like that. That one is built so that you can show it off and allow people to see what's actually going on. A lot of times, the chambers are much smaller. The goal is to make the space that you have to purge as small as possible, but still contain all areas of the part where the heat is going, because all of the space in that chamber has to be purged. That's an expense, so you want to limit that.
Now, depending on how long that purge cycle takes, how large your parts are, how long it takes to get to the temperature where oxidation starts to occur, you can start heating before the purge cycle is even done as long as you make sure that by the time you hit that oxidation temperature, all of the oxygen is gone. Then, you heat your part up to whatever temperature you need for your specific process.
Inert gas shield braze process where the customer wanted to eliminate oxidation in the joint area but was not concerned with oxidation of any other area of the part. As you can see in Figure A, the braze area and pipe coupling are inside of an inert gas shield and are not oxidized, whereas the housing is clearly oxidized (Figure B) as the braze cycle finishes. Source: eldec LLC
In brazing, it depends on what type of alloy is being used and what your base metals are. And then, depending on how the coil design had to be designed for your process in your part shape, you might have to allow some additional soak time. Say you are putting a really weird-shaped fitting on the end of a part; you might not be able to get a full surround coil over the tube that's going into that fitting and realistically get that back out of the assembly. You might have a coil that only goes around 120 or 180 degrees, so to allow the heat to transfer around to the rest of that joint and come to a uniform temperature for the alloy to flow, a lot of times you have a little bit of a soak time. Which is what you see in that video, as well. After the soak time, the operator can typically see through a little window; or with our power supplies, we create a recipe with a set temperature, set power, whatever the case may be if you're using a pyrometer or not, and a specified length of time, and through a little bit of process development in the very beginning, we can create that recipe. So, from a push of a button, the operator doesn't even have to see, necessarily, whether the alloy is flowing or not.
We know for development you need this much power at this much time, maybe you need two or three steps at different powers and different times, and then, all of a sudden, you know that you're going to have a good joint, you shut the power off and allow the part to cool again in that inert atmosphere. If you're not worried about aesthetics, maybe you have a part that's going to get painted and the oxides are going to affect the adhesion of that paint, or you know that you're going to have to bead blast the part anyway, maybe you're not worried about it cooling in the atmosphere, in which case you don't have that cooling step, you can just open the chamber (but be careful because then you just have a hot part). You could essentially just open the chamber and pull that part out.
DG: Would you have to do it all in an inert atmosphere, if that were the case? If you weren't worried about the oxides, you could almost do it without, at all, right?
"What we typically see there, is we're up against a furnace brace and it boils down to not only capital investment, but operating costs in the long run, what the part volumes are."
GH: If you're just heating the part. But if you're looking to braze the part, you still either have to use the flux or the inert atmosphere to keep the oxide out of the joint area.
DG: It went through the cooling process, so now it's done.
GH: Yes, that's basically the process. Then, your chamber would open once the parts cool and your operator or your robot could unload the part and load the next one. Because of the purge and cool down time, a lot of customers will end up with a unit, a power supply, that has multiple outputs on it.
For example, we’ve built a unit with three outputs for a customer multiple times. So, in that particular case, there’s a part that has two or three different braze joint locations on it. However, what you are essentially looking at is the operator. Even if it's the exact same part in all three cases, the operator can load the part in one location, allow it to start purging, and then he can load the part in the next location. When the purge cycle is over, you can have that heat time automatically start with a self-controller.
So, the operator is literally just loading station after station, and when the first one is done, the second one is loaded, purged, and ready to heat; then the third one, and off you go. By the time the operator comes back to the first one, the part is cool, the chamber opens, and he takes it out.
Essentially, you just have an operator that is loading and unloading parts and you've saved all that cycle time by having a machine that is incrementally more capital investment but saves you so much in cycle time and process flow.
DG: Right. So, you're using that cooling time or soak time to do another function which keeps your production up. Can you tell us, without naming companies, any specific examples of where this was implemented and specifically what processes it might have replaced?
GH: The one that had the three outputs that I just talked about was for automotive fuel lines. Again, I can't say the customer’s name, and I can't say which OEM the parts actually went into, but I can tell you that it was automotive fuel lines. What we typically see there, is we're up against a furnace brace and it boils down to not only capital investment, but operating costs in the long run, what the part volumes are. If it's a car model that they don't sell a lot, then they may not be able to justify the capital cost of the induction, but if you're running typical automotive volumes, then the induction portion, split over however many hundreds of thousands of parts a year, is peanuts in the end.
DG: Do you have a sense of what the cost savings was per part or anything of that sort on that example you gave?
GH: Unfortunately, I don't. A lot of our customers don't share that kind of information.
DG: Wouldn't it be nice if they told you, because it would be a great selling point to be able to say, “Hey listen, they were furnace brazing these that cost them so much per part, now they're inert fluxless brazing with induction and it cost X minus whatever per part.” That would be a great marketing thing.
DG: I guess it's probably worth mentioning here that eldec does all different types of induction, not just inert, atmosphere, fluxless brazing, right? You're doing all kinds of different types of stuff. We were just focusing in on that specific process.
If people want to get in touch with you, Greg, or just to check out eldec, where do they want to go?
GH: We can be reached through our website. eldec actually has two different websites. We have a website that is essentially a worldwide website. I think there's eight different languages on it that you can choose from. That is www.eldec.net. On that website you'll see a lot of product lines and applications.
But here, specifically in North America, we have developed a site called www.inductionheatingexperts.com. That site is more tailored to our market here in North America. On that site, you won't necessarily see as much of the heat treating, because as I mentioned earlier, our sister company EMAG handles that. If you're interested in that, their website is www.emag.com. Here in our office, our main phone number is 248-364-4750 and our general email address is info@eldec-usa.com. Me personally, you can reach me at my desk at 248-630-7756 and my email address is gholland@emag.com.
DG: I did have one other question and that is what other resources are offered by eldec?
eldec’s new online app, the Coil Design Assistant Source: www.inductionheatingexperts.com
GH: I mentioned our websites. Both websites will show a list of our products. There is at least one product line that is on the North America site that is not on the other site, and that's one that we developed and specifically developed here in North America. That's called our MiniMICO .
But also on our North American site is a tool that we've developed this year called the Coil Design Assistant. That's our CDA. I believe you guys did a little feature on it not that long ago, but that is a feature where customers can go on our website and essentially find a variety of different coil types and they can put in what dimensions they think they want or need and then we get an email and we can essentially do an approval drawing and a quote for them right there off of the web.
DG: Basically, it's a web tool to help you design a coil.
Doug Glenn, Heat Treat Todaypublisher and Heat Treat Radio host.
In this episode, Heat TreatRadio host Doug Glenn talks with Joe Powell of Integrated Heat Treating Solutions in this fourth and final episode about bringing heat treating into the 21st century. This episode covers Direct from Forge Intensive Quenching – forge shops, listen up!
You are about to listen to the 4th and final episode in a series on rethinking heat treatment, with Joe Powell, of Integrated Heat Treating Solutions. You can find the previous episodes at www.heattreattoday.com/radio.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript.
The following transcript has been edited for your reading enjoyment.
DG: Joe, if you don't mind, take us on a 30,000 foot overview of what you've been doing at Integrated Heat Treating Solutions.
JP: What we've been doing for the past 23 years at Integrated Heat Treating Solutions and the last 75 years at Akron Steel Treating is applying heat treatments to parts made by others. We had over 1200 customers on our customer list at Akron Steel Treating and they use various materials. We kind of grew up in the shadow of the Cleveland market, which is the largest market for heat treaters, and there is the largest number of commercial heat treaters in the Cleveland market. This was possibly outnumbered by Detroit at one time, but I still think that we're probably the number one market for heat treating in this part of the country.
What has happened over the last century, in the 20th century, is that heat treating has become very, very good. New equipment has been developed like controls, thermocouples, oxygen probes, vacuum furnaces, vacuum quenching, high pressure vacuum quenching, oil skimmers, new quenchants made with reverse solubility polymers - all of these things have come together and made heat treating very, very good. However, as part of that, there has been a commoditization of heat treatment. That means that heat treating became so good that parts rarely crack or distort unacceptably, and companies have devised methods for correcting the distortion through hard turning, grinding, straightening, flattening, you name it. And the part makers and the heat treaters got along, in a kind of peaceful coalition, to get the parts out the door to the end user.
However, in the 21st century, that is just not good enough. In lean manufacturing, you have to offer an integrated solution for what you're doing. The entire value chain for making a product has to be on the same page; they have to be in alignment. The processes have to be in the proper order. What we're trying to do with Integrated Heat Treating Solutions is bring the last dimension of part design, what we call the Z dimension, to the part makers, their designers, and their material suppliers, so that we present a solution that delivers the optimal amount of value and eliminates the waste from heat treatment, or forging, as we'll talk about today.
[1] Defense Logistics Agency, "About," https://www.dla.mil/AboutDLA/ [2] DFIQ FIA Technical Committee Presentation, "Evaluation of Intensive Quenching Hardening Process Immediately After Completion of Hot Forging Operations," 2018. [3] Forging Process Improvement Using Intensive Quench, 2019.DG: Right. In these four episodes we've been talking to people about bringing heat treating into the 21st century. On your website, integratedheattreatingsolutions.com, there is a good illustration table that shows what heat treating was like in the 20th century and what it is like in the 21st century. That's basically what we're talking about. Just a quick recap of the previous three podcasts we've done: It all revolves around a customized heating, but more importantly, a customized quenching of materials so that the distortion of those parts is predictable, and that the part design can be altered so that there is essentially no post heat treatment processing. In other words, you can pretty much eliminate grinding or any type of machining, straightening, and that type of thing. Once heat treated and quenched with the technologies that you're talking about, the part is essentially pack and go.
We've talked about several examples, but the two we talked about in the recent podcasts were an 18” bevel gear, which was quite interesting. Then we talked about a fracking pump valve seat, which was also quenched in this way. So today, you and I want to talk about, as you alluded to, the forging industry. We're going to talk about something called (direct from the) forge intensive quenching (DFIQ). If you don't mind, tell us what that is. For those people in the forging industry, what is direct from forge intensive quenching?
JP: It's the principle that the forging processes use a lot of BTUs of heat to heat up a billet, and then bang it into a shape and get the grain flow going in the direction that will be great for the part mechanical properties. Once that forged shape is attained and the grain flow is attained, the part is usually allowed to cool at the end of the forging trim die line, and those cooling forgings will all cool at different rates. Because they cool at different rates, you have some fast cooling on the surface, the corners and the thin sections; but you have some very slow cooling in the core. At the end of the day, the part needs to be heated a second time in a normalization process, which heats the part to a high temperature and then does a controlled cooling of the part to align the grains of the part and the size of the grains to remove the kind of mishmash of structure that is present in an as-forged part. Then, if the part is going to be hardened at some point, and usually there is a lot of rough machining that goes on to remove the scale from the forging process, machining is necessary to remove the scale from the steel mill that has basically been hammered into the surface of the forging. All of that rough machining is done to basically present a rough machine part that can then be heat treated. So, companies like Akron Steel Treating or the captive heat treats at the forging plants will then heat the part a third time to the austenitizing temperature. If the part is made out of a martensitic steel, they'll quench it, usually in oil or polymer, and then possibly temper it to stabilize the part, and present it to the part maker for final machining, grinding and whatever final processing needs to be done to turn that forging into a useful part with the desired mechanical properties.
Akron Steel Treating doesn't do a lot of forged heat treat. We do some aerospace parts for braking systems for airplanes, called torque tubes, which is basically the hub of the braking system. Those torque tubes are generally made out of forgings which we see after forging, and then see again after 50% of the material is removed. Then the part is heat treated. In those instances, direct from the forge intensive quenching is not going to work.
Direct from the Forge Intensive Quenching
This direct from the forge intensive quench (DFIQ) project came out of a desire by the Forging Industry Association (FIA), which incidentally Akron Steel Treating has been a member since 2012. We've always felt that we could create more streamlined processing as well as a better part with leaner material if we worked together with the forgers and integrated the heat treat process with the forging process. Companies like the TimkenSteel Company have come out with low alloy materials that are forged all the time, and then they do a controlled cooling where they'll actually air cool the forging. With the alloying elements that are in there, they are able to come up with mechanical properties directly from the forge after a controlled air cool. No normalization is needed and no further austenization, or third heating, is needed. Basically, the part is air quenched and tempered right there in a controlled manner from the hot forge.
Some folks in India and Japan have tried several times to do direct from the forge liquid quenching using oils directly from the forge. What they found is that the oil quench catches on fire, and if they can keep it from catching on fire by enclosing the quench under an inert atmosphere, they're still going to have the problem of the very high heat, like 2000°-2200° F, creating a steam blanket of hot oil, or in the case of polymer water, a steam blanket of polymer water mix around the outside of the part. This then produces an inability to uniformly quench the part because the thin sections will very quickly quench out, the thick sections will sit there under a blanket of gas and essentially those two mixes of nucleat boiling - very fast evaporative cooling in the thin sections and a full-blown gas blanket on the thick sections - create a nonuniform shell around the outside of the forging. As that part cools under that nonuniform shell, it is also going to thermally shrink in a nonuniform way. Also, when it cools to the martensite start temperature, it's going to start transformation and face change in a nonuniform way in that shell.
The successes of direct from the forge quenching didn't happen until this project we started in 2015 with the Defense Logistics Agency (DLA), which “manages the global supply chain – from raw materials to end user to disposition – for the Army, Marine Corps, Navy, Air Force, Space Force, Coast Guard, 11 combatant commands, other federal agencies, and partner and allied nations,”and the FIA tech committee members who sat down and asked: “Do you think we can do this in water?” If we can do it in water, we obviously eliminate the fire hazard, but how do we eliminate the boiling hazard, or the boiling issue in the nonuniformity? And that's where we had, at that time, 15 years of experience in applying the intensive quenching process or intensive quench process.
Luckily, John Tirpak, who was then working with the DLA and the FIA as a technical advisor, saw the benefit in giving it a try. We had done lots of parts that people had said, over the years both at Akron Steel Treating and Euclid Heat Treating, couldn’t be done. And we did it. We applied it in the case of the valve seat to ductile iron to replace an 8620 carburized seat. So, we have this great flexibility, we have this great new tool, we just need to use it, or at least try it, at the forge. And that's what the DLA funded. They basically gave us a budget for the building of a prototype unit which was built and is pictured in the final report It shows the test parts that were actually quenched directly from the forge at Bula Forge in Cleveland, and then we moved the prototype unit next to Welland Forge in Canada and finally to Clifford-Jacobs Forge in Illinois.
The upshot of all of this was that once we figured out that if we could remove the film boiling from the outside of the hot forging, we could basically set the shell, and once the shell is set, we get, on most parts and most geometries, a martensite shell that is formed. That martensite shell continues to form down into the layers of the onion below the surface as the martensite temperature is reached and that martensite transformation continues by conduction, very uniformly through the mass of the part. What you end up with is a part that comes out of the quench pretty much like it went through a normalization process and then a third reheating and an oil quench and a temper. We get some self-tempering as well because we interrupt the intensive water quench before the part is fully cooled. Nonetheless, we found in the first phase of testing that parts should be tempered in a tempering furnace to develop the full effects of the tempering process, so that process is still done after the parts come out of the quench. But you eliminate the normalization process and the third reheating for an oil quench and temper that would normally be required.
Examples of DFIQ equipment (Photo source: Joe Powell)
DG: Can you tell us what parts were actually run?
JP: Yes, there were a variety of parts, and they're all pictured in that report. They ranged from a link that weighed, I believe, close to 50 pounds all the way down to a tine that was on a tiller machine (ground engaging tool) that went into a piece of farming equipment. One of the parts in between was a pintle adapter that was basically a mounting post for a machine gun for the Army. This part went through several operations. It's documented in the report, but we basically saved $13 per part to the Army by eliminating the multiple steps that took place after forging and just incorporated it into an integrated heat treating solution right there at the trim die.
DG: How did that look? Let's take the tine, for example. It's stamped out on a forge press. You've got a hot piece of metal put on a forge press stamped out. Then, one at a time, these parts are taken off of the forge press and immediately put in a quench?
JP: After they come out of the trim die, they're still pretty hot - they're still austenitic, and range in temperature from like 1900°F all the way up to 2200°F - and then they go directly into the quench. 15-45 seconds later another one comes out of the trim die and goes down into the shoot and up the conveyor and into a box to await tempering. We time the conveyor so that the dwell time in the intensive water quench is properly timed so that the core still has enough heat to self-temper, but not too hot that it over tempers the part.
DG: I'm curious about the part. After the part comes off the trim die, is it manipulated? Is there a manipulating hand that comes in and grabs it, takes it off, puts in the quench tank?
JP: In the case of the prototype, the manipulating hand was the forger. He came with tongs and provided a very 19th century placement of that part. But, obviously, all of this stuff can be automated and integrated, and with the proper equipment can be done in a way that is seamless from the time the billet is heated all the way through.
DG: Tell me this, that tine again, when the guy took it off the trim die, did he just throw it in an intensive quench tank or was it fixtured?
JP: Picture an elevator platform. It was placed on an elevator and then the elevator went down between two panels that presented water at very high flow to the part and knocked off the film boiling. I should add, the tine was the thinnest part and the enthusiasm at Clifford-Jacobs was very, very high because once they figured out that this worked, the guys on the floor said, “Let's try this part, let's try that part, let's try this part.” And of course, in the first test at Bula Forge, we actually tested at least four different alloy materials and so all of those variables would have to be integrated into the design. I call it the Z dimension of the design. You pick the right material, you have the right forging temperature of the billet, and you don't overheat it. One of the lessons learned in the four-year study is that if you overheat the forging to “help with die life” - that overheating of the forging to 2400°F (almost to the melting point) - the grains blow up. No amount of intensive quenching is going to bring them back. So, you've got to keep the temperature around 2150°F; that's about the maximum in Fahrenheit.
All I can say is that if you maintain a forging temperature uniformly around 2150°F in the billet, we can devise a quenching system that will blow the film boiling off and set that shell in the part in all but the thinnest parts in the prototype. We did about 150 tines in a row with the protype, and then the water heated up because we only had so much chilling capacity in the water tank. But as the water heated up, the quench wasn't as effective, and the tines actually exhibited some cracks when we ran another 150 - that's because there was film boiling in the mounting holes. The lesson learned was you have to have a flow, but you also have to have some pressure in order to instantly impact that part. That instant impact is key in the proprietary processes that Integrated Heat Treating Solutions is developing to bring the next version of the DFIQ unit to make it able to do the thinner parts without cracking.
DG: DFIQ, of course, standing for direct from forge intensive quench.
You've referred to a study multiple times and that study is a 2019 study called,Forging Process Improvement Using Intensive Quench. It looks like that was, as you mentioned, funded by the DLA in either 2014 or 2015. We will make that report available and people can take a look at it. Anyone that is a forger in a forge shop, or a captive forge would certainly want to take a look at that. Would forge press companies be interested in this? Could they build quenches into the actual press itself so that this process could be, more or less, in line?
JP: Yes, absolutely. Again, it is a different paradigm for them. Just like I mentioned before, all the heat treating equipment makers call themselves furnace companies and all the forging equipment makers call themselves press makers or forging die makers. The reality is the process continues and the mechanical properties in the setting of those grain flows happen in the heat treating process; the refinement of those grains happens in the heat treating process which happens in the quenching process. So, again, we need to integrate that quench into the forming equipment. Again, I have no intention, as Integrated Heat Treating Solutions or Akron Steel Treating, of getting into the business of building systems- that's not my thing. My thing is to develop a robust process that can be applied and implemented using automation and new equipment with the proper pumps and material handling that is all integrated into a seamless process.
DG: Let's talk very briefly about the benefits. We've already alluded to quite a few of them, but let's try to enumerate them here. What are the benefits to a captive forge shop in considering a DFIQ type system- why do it? What's the commercial value?
JP: We can save up to 66% of the energy that's needed to heat treat that part. The part comes off the trim die and is cooled in a box or set aside somewhere. Next, it needs to be reheated and normalized. Then, it has to be reheated a third time and austenitized before quench and temper, and that's a lot of energy. And it's also not usually done at the forge plant. It's usually done either at a captive heat treat that is integrated with the forging company or it goes to a commercial heat treat where they use huge continuous furnaces to reheat the parts and quench and temper them. I'm not going to make a lot of friends in the areas that do this, but if we're going to compete in the world and make great parts, be lean, save energy, and also have safe carbon emissions, we've got to stop heating parts that don't need to be reheated if you can avoid it. I'm not going to claim that it works on each and every part and that it should be used for each and every part. I'm just saying that there's a lot of parts that could be made a lot more efficiently if we would quench them right at the trim die.
DG: So, one of the benefits you just mentioned is potentially saving 66%, basically two-thirds, because you don't have to do a second and third heat. What else do we have?
JP: What you can have is better uniformity of mechanical properties. You can also elicit more hardenability out of a particular alloy by having this higher ability to harden with a very, very fast quench. That intensity of quench locks in mechanical properties that are unattainable in a typical oil quench or polymer water quench. One example of that is a forging that we do for a company, in fact it was one of the companies in the study. It's a 44” gear rack- it's 44 inches long, about 5 inches wide and about 4 inches thick. This gear rack is used as a piece of mining equipment and actually 10 of them are used on each side of a tower. This gear rack allows the spinning, drilling rig to go up and down and spin as it is drilling holes in the earth. This part was traditionally made from 4330 material but the end use customer, the people using this piece of mining equipment, said they’d really like to be able to replace and repair these gear racks when they get worn or a tooth gets broken.
If we could do this in the field, that would be great; but with 4330 material, we can't because we have to pre- and post-heat the weld when we replace or repair a tooth in the field. That’s just not practical in some cases, especially if this piece of equipment is on the side of a mountain and it's pretty cold outside. So, is there a way to get field repairability? That's a topic the DLA is very interested in because equipment used by the Army is often times used in very cold environments, so is there a way to repair that piece of equipment without taking it offline or bringing back for repairs?
For this particular gear rack, after they forged it to a rough shape with the gear teeth in on one side and it looked pretty much like a gear rack that was ready for rough machining, they wanted to be able to still get the same mechanical properties from a leaner hardenability steel like 4130 to replace the 4330, so that they could weld it in the field without pre- and post-heating to avoid cracking the part for the weld. They came to us at Akron Steel Treating and they asked if we could this with our 6,000-gallon batch system. We didn’t know. I took a look at the jominy curve for 4330 and the jominy curve for 4130 and said it's going to be close. The thing is 4” inches thick by 5” wide, and I just didn’t know. But I was willing to try. That has always been my favorite answer, “Let's try it.” If it blows up or it doesn't work, I'm going to learn something. You might not be happy because I blew up your part, but I learned a lot and I'm happy and we're going to move on.
So, they gave us five actual parts made out of 4130 and we heat treated them in our 6,000- gallon system. Next, we sectioned them and found that they turned out very, very uniform. They had the right surface hardness all over the part and also had the right core hardness throughout the 44” length. Then they did some field trials, and everybody was happy.
DG: So, in that case, the benefit is potentially being able to replace higher alloy parts with lesser alloy parts, field repairability, lower cost to manufacture the part, and easier to machine. You also talked about the fact that you can do significant energy savings which also potentially shortens the lead time because you're not having to go through two or three processes, but only one. The one thing we haven't mentioned, which I think probably should be mentioned explicitly, although we've alluded to it, is the elimination of some environmentally unfriendly quench media.
JP: It's a water quench. You use just a little of restorentative salt and that's it. It's water.
DG: And obviously you've got better mechanical properties which you've also mentioned.
JP: There's one more chapter to this and it ties back to podcast #2. First of all, we do these parts 15 at a time on racks in our controlled atmosphere furnace and then transfer all of them to the handling cart and quench them in our 6,000-gallon system. We noticed that when they went into the quench, they were straight, but when they came out of the quench, they were all uniformly bowed about 1 inch at the middle of the 44” length. We mentioned to the customer, that when it's time to redo these forging dies, they should bow the forging so that it comes out of the trim die with a 1” bow in the opposite direction. Once it quenches, it will quench to fit and be relatively straight and will avoid the cold straightening operation that is done after heat treat and temper to get the part straight enough so it can be rough machined.
Again, time savings as well as monetary savings and we're not imparting cold strains into the part that has been hardened after heat treat, which is a no-no, because those cold strains can find a discontinuity in the material or an inclusion, and the two combined can, once in a great while, literally blow up as it is being straightened and fly across the room into two pieces. Cold straightening is something you want to avoid if at all possible.
DG: So, again, the benefit there is that you can go back to the part designer and the heat treater.
Let's back out again to 30,000 feet. We're not talking about the gear racks anymore, just talking generally. In your concluding thoughts, what is the main message we're trying to communicate here?
JP: The integration of lean and heat treating and forging. I think bringing all that together, all of that lean thinking and applying it to the part design at the front end, and the material selection at the front end, so that we deliver the most added value with the least amount of waste in the process to the end user.
DG: I would like to wrap up by saying this too, there are a large number of people who are in the Heat Treat Today audience that I think ought to be interested in this. Basically, anybody who is a captive heat treater, manufacturer with their own in-house heat treat who is doing oil quenching, or anything of that sort, and currently doing it in batch, ought to be thinking about contacting Joe to see if they can eliminate that batch process and put the heat treat directly in line. Those are manufacturers.
Also, as we just talked today- the forging shops ought also to be interested in this. Taking forge parts of the finish/trim forge and putting them directly into a quench. But there is one other group that also ought to be interested in this and ought to be talking to you Joe, and that is the heat treat equipment manufacturers who have a stake here. They have a stake here because their current batch processes, if we continue to move down this path into the 21st century, they could be on the cutting edge of providing the type of equipment that can be potentially more inline and more quench type equipment. For what it's worth, I think that's worth mentioning.
JP: Yes. The 21st century of heat treating is moving towards induction heating and individual part by part quenches. That is really the only way to control distortion consistently, and also to effectively get the most that an alloy hardenability has to offer for the end user, in terms of strength and ductility.
DG: If these people want to get in touch with you, Joe, what's the best way for them to do that?
JP: Through the website integratedheattreatingsolutions.com or ihtsakron.com. The other person who is working with me very closely in the FIA technical committee is Rick Brown. Rick Brown is a former executive at TimkenSteel here in Canton, OH. He helped develop a supply chain for making parts out of seamless tubing that Timken made and still makes, and that supply chain included not only cutting up tubing into rings and making parts out of those rings, but also heat treatment, and in some cases, forging. Rick has a wealth of experience. He's a great guy and is one of our Integrated Heat Treating Solutions consultants who helps people at the part makers, part designers and end users get the most value out of the heat treating and forging processes. We're all working towards that goal of moving heat treatment from the 20th century fully into the 21st century.
Heat TreatRadio host Doug Glenn talks with Joe Powell of Integrated Heat Treating Solutions in this third of a four episode series about bringing heat treating into the 21st century. This episode covers the fascinating heat treatment of a fracking pump valve seat.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): We're continuing our conversation with Joe Powell of Integrated Heat Treating Solutions. on rethinking heat treating. I strongly recommend that you listen to parts 1 and 2 of this series as well as today's episode. All three are fascinating. To hear the first two parts, click here.
Today, we’ll be talking about what I think, if you've listened to the first two episodes of this four part series, is a very fascinating, I think, somewhat revolutionary advancement in heat treat.
Today, basically what we want to talk about is a really interesting example of the general concept of what we talked about in session one. I want to review that first session very briefly and ask you a couple of other quick questions before we jump into the example of a fracking pump valve seat, which is where we're headed today. But first, maybe from a 30,000-foot view, Joe, tell us what we're talking about here. If you were to put this in a minute, how would you describe what it is you've been doing over at Integrated Heat Treating Solutions?
Joe Powell (JP): Integrated Heat Treating Solutions (IHTS) is a consultancy that takes 75 years of practical commercial heat treating and applies it to help part-makers make better parts by using heat treating knowledge. We also work with the material-makers who want to get more added value out of a given hardenability material. What IHTS is essentially doing is taking off from the idea that quenching causes the most problems in heating: it causes distortion, part cracking and size change that is unpredictable. That distortion engineering has been part of the ASM and other societies that have had task forces, committees, and various conferences that are dedicated to the control of distortion.
Potential factors influencing distortion (Source: American Gear Manufacturers Association, sourced by Joe Powell)
The reality is that the control of distortion has been approached by many, many people, including Dr. George Tautin, who was one of the inventors of the reverse solubility polymers when he worked for Dow Chemical and Union Carbide, and Dr. Kovosko in the former Soviet Union, who was my partner in IQ Technologies starting back in 1999. What we've discovered working with all of these very smart people is that the quench cooling rate and its relationship to causing part distortion or part cracking is a bell shape curve. In other words, if you quench very slowly in air or gas or hot oil or martemper salts, hot salts for austempering, you will not crack the part. But, if you quench faster in brine, water, or even water polymer mixtures that don't have enough polymer in them to act like an oil quench, the cooling rate will become relatively fast. That relatively fast cooling rate will give you a much higher probability of part cracking, until on some parts you'll literally crack every part you put in the quench if it's quenched in water.
If you can create a shell on the outside of the part and quench it 752°-1112° F (400°- 600° C) per second, that shell will literally hold that hot part while the hot core thermally shrinks underneath and pulls that shell under compression. As that thermally cooling shell and hardened shell of martensite goes through volume change and actually increases in volume, the grains are actually pushed up against each other under compressive surface stresses, and that compressive surface stress holds the part like a die. So, regardless of its geometry or mass, that part is going to come out of the quench having cooled by uniform conduction down to its core through that shell in a very predictable shape.
DG: That's exactly what I wanted to get to: what we're talking about here is a quenching issue. It's quenching parts fast enough so that, in a sense, what you're doing is creating a hard outer, immovable shell, if you will, pretty much instantaneously, which holds that part in place while the core cools down to the temperature that is needed.
The quenching media, in one sense, don't really matter. It can be done. The issue is getting that shell formed quickly, uniformly and then holding it at a certain temperature until the core cools.
You and I have spoken in the past, Joe, about a kind of interesting quote which I'd like you to comment on before we get to the fracking pump valve seat example of what we're talking about. Here’s the quote I'd like you to address, “Everyone knows how to heat treat. All you need is a torch and a bucket of water.”
"Every day I learn that in the 23 years that I've been working on heat treat quenching and focusing on that and controlling of distortion, there is always something new, and there is always something new in the field of, what I call, metallophysics."
JP: That's correct. Every machinist you'll ever meet, and even a machining handbook, will tell you how to heat treat a part, and do it quick and dirty. The problem is everybody thinks that it’s because they've heat treated a part in the past, that they know a lot about heat treating, and that is just not the case. There is so much to know, that all I can tell you is that every day I learn something new. Every day I learn that in the 23 years that I've been working on heat treat quenching and focusing on that and controlling of distortion, there is always something new, and there is always something new in the field of, what I call, metallophysics.
DG: Right. It brings me back to a couple of thoughts along that line. One, it's the whole idea that “a little knowledge is a dangerous thing” – we think we know and yet, we don't. You've told me a story in the past and I think it's worth our listeners hearing it, and that is just an abbreviated version of the Jack Wallace story. Again, Jack Wallace, the head heat treat metallurgical guru at Case Western Reserve University, comes into your shop and you tell him, “I can quench these things so super-fast,” and he looks at you and says, “You are a crazy man. It's not possible.”
JP: Actually, it was worse than that. Dr. Michael Aerinoff came from Russia and was telling Jack about this technology that Dr. Kovosko discovered back in the former Soviet Union. So, it had two strikes against it. Not only was it new information and contrary to the idea that the faster you quench, the more likely you are to blow up the part, but it was also contrary to the information, “Hey, we're in the United States. We know all about heat treating and metallurgy!” At the end of the day, this metallophysics twist that Dr. Kovosko put on the dynamics of the heating and cooling process is really the key to understanding and viewing metallurgy from another dimension – the dimension of residual and current compressive stresses that are affecting the part. That's what Dr. Kovosko told us about, and finally, that's what unlocked the ability of the parts that Professor Wallace witnessed being quenched and not cracking.
DG: I would have loved to have been there and seen the eyebrows of Dr. Wallace.
JP: The other two metallurgists who were in the room besides me – two owners of heat treating companies, Wayne Samuelson of Shore Metal Treating at that time and John Vanas at Euclid Heat Treating – both of them basically wrote Michael off as a crackpot because they had heard what professor Wallace had said. I was the only one dumb enough to think, “Well, come on down. If you want to demonstrate some parts, they're either going to blow up or they're not. If they don't blow up, it'll be interesting, and if they do blow up, it will be funny, so let's try it!”
DG I wanted our listeners to hear some of the other people who are now, as I say in quotes “true believers.” You've got Jack Wallace who now believes what you say is actually true. You've also got, I believe, George Tautin, who is kind of the “king of quench.”
JP: Absolutely. He's actually written a book with us. It's an ASTM book; it's publication #64, I believe, and that book tells you exactly how to build the first and second generations of IQ (intensive quenching) equipment. George also said in 2014, after he retired from making polymer quenches, that you don't really need oils or polymer quenches. You can do quenching very nicely with a properly designed quenching system and water, or water and a little bit of salt. That was a pretty strong statement from a guy who literally spent his career making those quenches better.
DG: You had mentioned one other individual, Robert O'Rourke.
JP: Yes, he is a metallurgist with over 30 years of experience with ductile iron. Bob worked with one of the industry giants, Chip Keough,* who founded Applied Process and also austempered ductile iron. Chip's company not only worked with the ductile iron society for many years, but also with Bob O'Rourke, who was one of the principals at the Ductile Iron Society; in fact, he was president back in 2015. At the end of the day, he basically said that we could take this kind of crappy material, ductile iron, and austemper it. Chip made a very good business out of austempering ductile iron at Applied Process and converted many, many parts from either as-cast ductile or even steel parts to austempered ductile iron parts.
That, to me, showed that it's possible to take a heat treating process and apply it to a material and literally create a new material out of as-cast ductile irons. Chip even said, “I know what you guys are doing. When we quench in salt, it's very uniform. There is no film boiling. There is no nonuniformity in the cooling. All you're doing is just kicking it up a notch with higher intensity and knocking off the film boiling with the intensive agitation.” And I said, “You're absolutely right, Chip.” What we did not know at that time was that it could be applied to ductile iron.
DG: Let's jump into this fracking pump valve seat. A couple basic questions. First off, we're talking about a pump that is used in the fracking industry to extract out, I assume, the fracking fluids, and things of that sort.
JP: It's actually to inject the high-pressure water sand. They call the sand a proppant. After the pump has fractured the shale layers, then they inject water and sand to hold up and prop up those cracks in the geology and allow the gas to flow out more quickly.
DG: Good. So, the point is, it is very rugged and the pump takes a beating. What was the problem that the company was having? How did it come to your attention?
JP: The frackers were having to rebuild the pumps every 40-60 hours and replace these valve seats. They had high pressure water and sand flowing through the valves. The valve would open and close under pressure at about four times a second, and that constant abrasion of the valve opening and closing and banging into the seat was causing the seat to wear out. Once the seat is worn, then the pump can't maintain its pressure, and they're not getting anywhere in terms of putting that fluid down in that well, and therefore, making it produce more oil and gas products.
DG: Essentially, you've got fracking companies who are having to replace valve seats and rebuild the valves every 40-60 hours. What was the material that was being used for the valve seat?
JP: For years, these types of seats were made of 8620 carburized steel. They usually start with a forged ring, and then they machine that ring into a valve seat with a taper and a strike face where the valve closes onto the valve seat. That part is generally carburized around 90,000th of an inch effective case step and tempered and then put into the pumps. Again, that case hardened surface is 60–65 Rockwell and wears very, very well and resists the abrasion of the sand and water. Because it's 8620, it has a ductile core underneath the strike face that absorbs the impact of the valve opening and closing on top of it every four seconds under pressure.
You have to have a combination of hard, yet ductile. And you have to have a tough part that resists wear and abrasion.
DG: These guys were using it and still having to replace it every 40-60 hours, so what was your thinking on it and how did you guys help?
JP: A whole bunch of people had tried to put tungsten carbide inserts into the strike face to make the strike face even harder than case hardened material. Then a company came out with a solid sintered tungsten carbide valve seat that costs upward of $500–800 each. You’ve got to remember that there are ten of them in the pump, and they were built as a lifetime valve seat because they actually outlasted the pump block and some of the other parts of the pump. But that was not a great solution because, at that point, you have a seat that's lasting longer than the pump block. You still had to take apart the pump anyway for other things that were worn; it's too good and it's too expensive. If you've got $8,000 worth of seats, you're not going to throw the pump block out because it's worn out, you're going to try to remove those seats.
Large Rolls on Their Way into IQ Tank (Source: Joe Powell)
Again, what they were looking for was a longer life valve seat, not necessarily a lifetime valve seat, but something that would last for all of the stages used by that pump at a certain well. They would move it at the time that the well completely fracked and started to produce and take it back and rebuild it at their shop. They were shooting for 200 hours.
DG: Right. Again, the normal was 40-60 hours with the 8620 material.
JP: Right. Having had the experience with the elongator roll and the ability to make something that was literally so hard they couldn't knurl it, we had to temper those elongator rolls back quite a bit in order for them to knurl them and then use them at the mill. I thought, if we don't temper the valve seat back and just leave it that hard, it should be carbide-like hard, because if a carbide tool can't knurl it, it's pretty doggone hard. We fired up our existing piece of equipment that we had at Akron Steel Treating, a 6,000-gallon intensive quenching tank. We heated the parts and quenched them in that big batch tank, and we got very nonuniform results.
One of the things we did not understand back in 2012 was that ductile iron, because of all the graphite particles that are in there, has a very low thermal diffusivity, meaning that in order to get the heat into it or out of it during the quench, you had to be more than intensive; you had to be, what I call, instantaneously impacting that surface with high pressure water that literally pulls the heat out at a rate that will allow you to get to the martensite start temperature, cool to the martensite start temperature, and form that shell in less than 2/10th of a second – and you have to do that all over the part surface to create that shell. This required the making of some new induction heating equipment that have an integrated quench system built into it. This integrated quench system is going way past the ability of our 6,000-gallon tank with its propellers flowing the water laminally across the surface and literally impacting the part instantaneously after the induction heat is turned off.
DG: I want to mention to the listeners that we'll put a photo of this part in the transcript that we'll have on the website so that they can get a much better sense of what the part is; there are some lips and turns and there is an inside diameter and an outside diameter. As you say, if you're flowing water laminally over this, you're going to be missing parts and you're going to be missing areas of the part, so you need to get it quenched quickly.
JP: They actually did crack in the O-ring groove and under the flange out of our 6,000-gallon tank, so we knew we had to do something different. The first thing we tried was to put in the flange and the O-ring groove after it was heat treated, but that wasn't going to work because the part-maker didn't want to have to machine it twice. We had to come up with a way of delivering that water all over the shell of that part and also keeping the core relatively ductile. We didn't want to harden it all the way through and make it brittle, so that's what we came up with while working with the folks at Induction Tooling in North Royalton.
DG: So, it was basically an induction heat and an integral induction quench, very high impact, instantaneous, probably way beyond what anybody else has seen. Describe very briefly, what kind of horsepower was needed to go into the quench.
JP: We used a 60 gallon/minute pump for the ID and a 60 gallon/minute pump on the OD. Both pumps were operating at 60 psi, so there is quite a bit of pressure and quite a bit of flow over a very, very small area.
DG: Which is exactly what needed to be done. So, talk about the results. You're hinting at them here, but what are we talking about in regards to Rockwell hardness and that type of stuff?
JP: We're getting 60+ Rockwell hardness. Again, you've got to remember that this is an apparent hardness because the Rockwell machine is fooled by the very soft graphite particles that are in the matrix. You have very, very hard martensitic iron and carbon in the surface, but you also have these little particles of spherical graphite, and that graphite acts as, what we believe, a lubricant. We haven't quantified it in the valve seat, but we've quantified it for some dies that gives lubricity that's not present in a steel part. The graphite lubricates whatever is traveling over the surface of the part. The other thing that we learned is that the compressive residual surface stresses, when tested by x-ray defraction, are about double that you get when you do carburization of the 8620 valve seat. The very high residual compressive surface stresses also hold those grains of iron carbides in place and does not allow them to abrade or erode. In the first testing, we had three seats that went out to the field somewhere in west Texas, and they lasted 166 hours. We were almost there.
So, we've modified the quenching system, we've modified our heating recipe on the induction tooling, and we made another set of valve seats which we are currently sending out for more field testing. We hope we're there and we'll see what happens. But we literally created a new material. The history of ductile iron goes from as-cast to austempered ductile iron and now, what we call, instantly quenched ductile iron or IQDI
DG: Nice. It all sounds very, very interesting, but I can see some people listening to this saying, “Ok, how much is this going to save me?” Let's talk about the ways that this process saves money. In my mind, you've got a shorter processing cycle time, you're using less expensive material, and you're getting a longer life. Are those the three major ones?
"With the valve seat, the forging and the 20 hour carburizing cycle are eliminated, and it’s machined three times faster. One customer let slip that they were saving about 66% on the material cost."
JP: There is also one other and that is ductile iron because those graphite particles machines about three times faster than steel. So your through-put in your CNC machine goes up by 2 or 3 times when you're making the part and that is no small matter. Also, because the quench is so impactful and so uniformly impactful, it sets the part and you literally get a part that quenches to fit. Once the green size before heat treating is adjusted, the part may not need much, or if any, final grinding.
DG: So, you're saving on post heat treat processing, as well.
JP: Right. And, because we use no oil, we don't have to wash the parts and we don't have to worry about disposing of quench oils or about quench oil fires. And, the process can be done in the machining cell, so it's an in-line process versus a batch carburizing process that has to go someplace for 20 hours to be carburized.
DG: Significant. I think you threw out a dollar figure when we spoke about this previously. What are the savings per valve seat?
JP: With the valve seat, the forging and the 20 hour carburizing cycle are eliminated, and it’s machined three times faster. One customer let slip that they were saving about 66% on the material cost.
DG: Wow. Significant cost savings is the point, so something worth looking into. We're going to have one more episode where we talk about another example. What do you think we'll talk about in the last episode?
JP: The integration of heat treating into the forging process.
DG: Alright super. Thanks for being with us, Joe. It’s always interesting and intriguing.
JP: The integration of heat treating into the forging process. The forging industry association sponsored a project with IQ Technologies. Akron Steel Treating is a member of the forging industry technical committee and has been for years, and we've always thought that there should be a closer alliance between forgers and their heat treaters. We're going to take the information that we gained from this 4 year project, the published final report will be on our website, and we're going to try to commercialize that for a lot of different parts.