Detroit Flame Hardening Co. does many things well, but one thing they excel at is flame hardening. In fact, they have built proprietary, only-at-Detroit-Flame post-processes that have truly set them apart as a master of flame hardening.
In general, during the flame hardening process, flames are directed carefully to the surface of a carbon or alloy metal and later quenched. But at this company, processes are a little more specialized. Here, their clients can choose a specific, targeted surface and receive high hardness only in that area. They flame harden using the hottest flames produced from oxygen, propylene, and acetylene (which they generate on site). Doing this successfully requires extensive knowledge of metals, the end application, and what gas to use at what temperature to achieve the correct case depth hardness. The unique process, the result of the more than 80 years of experience housed at the company, reduces the cost of treating the part, process time, and part distortion. To round out this process, the company designed a proprietary quenching method that may include water, oil, air, or synthetics.
Large rope drum for offshore oil rig at Cleveland location
The quenching method is not the only process that is highly unique to Detroit Flame Hardening. The company also boasts a specially adapted straightening press and an entire straightening department for flame hardening parts that require a bit of post-process attention to remain within specification. This department can accommodate straightening demands within .015″ TIR and is able to remove difficult “twists.” Additionally, the on-site precision straighteners can work with any cold precision straightening and some hot straightening.
After being hardened with the specialized flame hardening process, quenched with the proprietary quench method, and straightened with exclusively-adapted presses, parts undergo yet another unique Detroit process: a session with the company’s own Detroit Hardness Tester. This portable machine was engineered and manufactured by experts in metallurgy and has been rigorously pre-tested to ensure positive operation and reliable accuracy. The pocket-size design includes a steel ball, precisely weighted and shaped, that is dropped from a specific height to produce an accurate Rockwell C hardness reading. This design has made the Tester highly regarded by plants and machine shops.
Armed with this level of customized expertise, Detroit Flame Hardening has locations in Detroit, Cleveland, and Cincinnati, serving the entire USA with a focus on the automotive, aerospace, and military (as well as other) industries. Known for their cutting-edge solutions and innovations, this fourth-generation family business has delved deeply into the flame hardening process to better serve others.
A long-standing aerospace manufacturer has made a major investment in new thermal processing capacity, marking a new phase of growth for its in-house heat treating operations. This customized solution is representative of aerospace manufacturers continue to position themselves to support sustained production growth, tighter regulatory requirements, and increasingly complex materials.
The order was placed with Ipsen USA and consists of fully customized, non-standard thermal processing systems engineered to support advanced aerospace manufacturing requirements. While specific furnace types were not disclosed, the systems were designed to provide tighter process control, repeatability, and the ability to support complex materials and part geometries while aligning with evolving quality and certification standards.
Geoffrey Somary CEO Ipsen Global
The equipment order is a fleet-scale installation of thermal processing systems designed for advanced aerospace applications. Rather than expanding incrementally, the aerospace manufacturer elected to deploy multiple systems as part of a coordinated expansion of its heat treating operations.
CEO of Ipsen Global, Geoffrey Somary, says that large, repeat orders like this reflect long-term confidence built on consistent equipment performance, service responsiveness, and process expertise.
The scale of the order reflects how aerospace manufacturers are approaching in-house heat treating through larger, coordinated equipment investments intended to support long-term capacity planning and tighter control over critical thermal processes.
Press release is available in its original form here. Additional information provided by Ipsen. Main image features Ipsen’s MetalMaster furnace, courtesy of Ipsen.
What if your furnace could run faster, cheaper, and cleaner — without major capital investment?Carl Nicolia, president at PSNERGY, LLC, discusses how using waste heat recovery and smart combustion monitoring can cut cycle times in half, reducing gas consumption, and eliminating zone temperature variations.
This informative piece was first released inHeat Treat Today’sOctober 2025 Ferrous & Nonferrous Heat Treatments/Mill Processing print edition.
Optimizing combustion and reclaiming waste heat can dramatically improve furnace performance. A real-world bar and coil annealing case study shows how simple retrofits reduced ramp cycle time, cut gas consumption, and eliminated zone temperature variation. The results demonstrate how heat treaters can boost throughput, lower costs, and improve quality without major capital investment.
The Challenge of Industrial Furnace Efficiency
Industrial furnaces are the backbone of metals processing, enabling heat treatment, annealing, forging, and countless other applications. Despite their importance, these furnaces are inherently inefficient. In most cases, less than half of the energy generated by burning natural gas actually reaches the load. Energy is continuously lost through exhaust gases, radiant losses, opening losses, and the heating of fixtures and refractory walls.
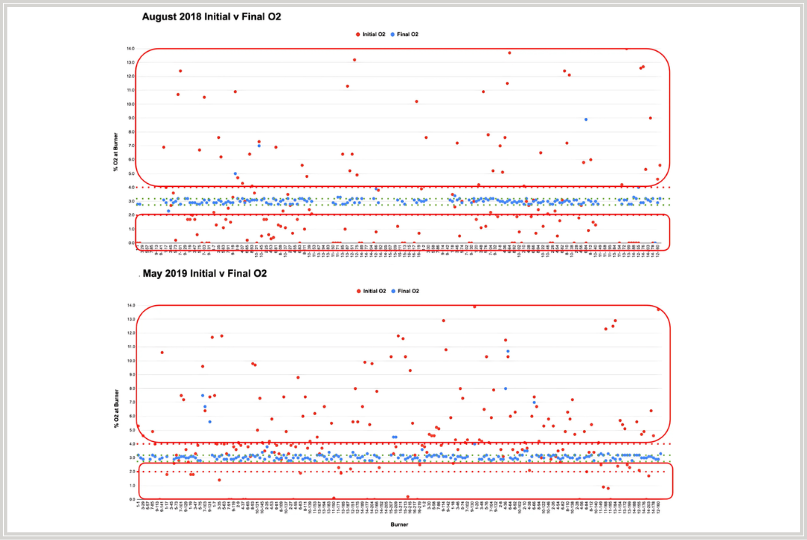
On top of this inefficiency, combustion ratios drift over time. Burners fall out of tune, air-to-fuel ratios shift, and temperature distributions across zones become imbalanced. Even with regular maintenance, most furnaces run well below their optimal performance for a significant portion of their operating lives. See figures 1a and 1b, which illustrate how quickly furnaces drift out of tune. Therefore, regular monitoring and adjustment are essential to avoid energy losses and reoccurring performance issues.
This raises a critical question for heat treaters and metal processors: how much efficiency is being left on the table? And more importantly, what would it mean for throughput, energy costs, and product quality if some of that efficiency could be reclaimed?
The following case study of a bar and coil annealing furnace provides a compelling answer.
Figure 1a, 1b. A demonstration of temperature drift that happened in a furnace that was serviced in August 2018 and then again in May 2019. The red points represent oxygen levels measured at each burner when the PSNERGY team arrived on site, while the blue points show oxygen levels immediately after tuning. Although the furnace was optimized during the August 2018 service, the system had already shifted far from optimal conditions within a few months (May 2019). This highlights the inherent inefficiency and constant variability of combustion systems. Source: PSNERGY, LCC
The Application
The facility in this example operates a batch furnace dedicated to bar and coil annealing. The furnace is equipped with 14 non-recuperated U-tube burners across two heating zones.
While reliable, the furnace faced two persistent challenges: long cycle times and inconsistent temperature uniformity across the two zones. Both issues reduced throughput and posed risks to product quality and delivery while also driving up energy costs.
The Problem
The problems facing this manufacturer were not unusual. Long cycle times limited furnace productivity, creating bottlenecks in meeting customer demand. At the same time, uneven zone temperatures made it difficult to maintain uniform metallurgical properties in the product.
With natural gas prices trending upward, energy costs compounded the problem. Every additional hour in the cycle not only resulted in lost throughput, but also higher gas consumption.
The Objective
The project set out with three clear objectives:
Reduce total cycle time: By shortening ramp-up time, the furnace could complete more loads per month, increasing throughput.
Improve zone uniformity: Temperature variation between zones not only affected quality but also required longer soak times to ensure the coldest parts of the load met specifications. Eliminating this variation would allow for both higher quality and shorter cycles.
Lower gas consumption: With energy representing a major portion of operating costs, reducing fuel usage was essential to improving competitiveness and profitability.
The Solution
This improvement method went beyond the traditional practice of tuning a furnace every six to twelve months. Instead, it involved a broader approach utilizing waste heat recovery and digital monitoring tools to achieve optimal combustion at every burner.
The process involved:
Installing ceramic radiant tube insert assemblies into the U-tubes
Utilizing a combustion monitoring and alerting system to measure air-to-fuel ratio at all burners on the furnace
Adjusting all burners to operate within an optimal excess oxygen window (typically between 2.8% and 3.2%) and maintaining those settings over time
Ensuring balance between zones allowing the furnace to deliver uniform heating to the load
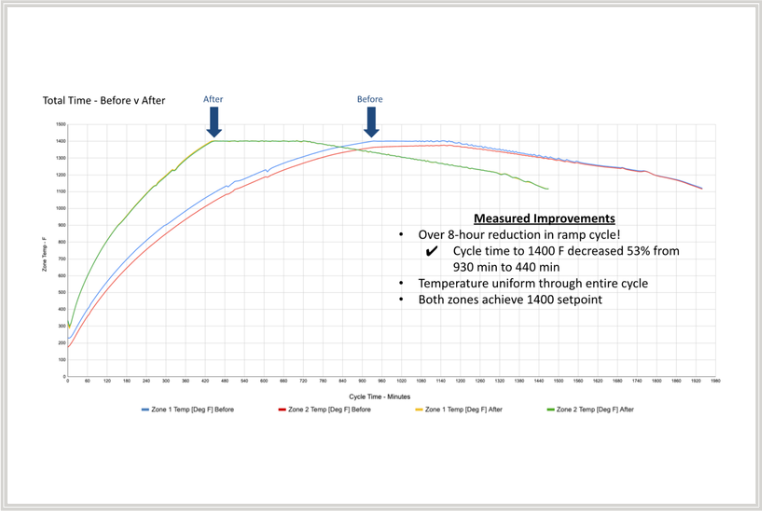
Figure 2. Before vs. after RIT installation. Source: PSNERGY, LLC
The project began with installing waste heat recovery on all 14 of the non-recuperated U-tubes. In this case, ceramic radiant tube inserts (RTIs) were used because they are quickly and easily installed and capture waste heat normally lost out the exhaust, keeping the energy inside the furnace. Additionally, the RTIs improve temperature uniformity, and reduce gas consumption (see Figure 2).
Installing combustion monitoring at each burner is key to keeping the improvements in place. Instead of waiting for issues to show up in product quality, operators can see what is happening at the burners in real time. When a burner starts drifting out of balance or tune, they have the data to correct it immediately. Constant visibility helps the furnace stay efficient and consistent.
Precision is important when considering the physics of combustion. Measuring excess oxygen at less than 1% (running rich) indicates incomplete combustion is occurring, leading to carbon monoxide and soot formation. At the other extreme, running with too much excess air (running lean) wastes energy. Even 5% excess oxygen results in roughly 13% less energy to the load, while 7% excess oxygen increases those losses to 21%, all while burning the same amount of natural gas.
The Results
The outcomes of this project were dramatic.
Ramp cycle reduced by 53%. Prior to any improvements, the furnace cycle time was 30 hours, with ramp-up time accounting for a major portion of the overall cycle. After optimization, ramp-up time was reduced by 8 hours, enabling faster turnaround and greater throughput.
Gas consumption reduced by 59% per load. Improved combustion efficiency means that less fuel is required to reach the same metallurgical results. This reduction directly lowers operating costs and CO2 emissions per ton.
Zone temperature variation eliminated. By balancing combustion across zones, the furnace achieves uniform heating, reducing the risk of quality issues and minimizing the need for extended soak times.
Figure 3. Graph shows Zone 1 and Zone 2 uniformity (identical curves depicted by yellow and green lines) after the combustion monitoring improvements. Source: PSNERGY, LLC
For the manufacturer, these results translated into both immediate savings and long-term operational advantages. Throughput increased while emissions and quality risks were reduced (see Figure 3).
Broader Implications for Industry
While this case study focuses on a single bar and coil annealing furnace, its implications extend across the heat treat and metals industries.
Most industrial furnaces, regardless of size or application, experience similar inefficiencies. Over time, combustion drifts away from optimal conditions, often unnoticed until performance or quality issues arise. Standard practice, tuning once or twice a year, is rarely enough to maintain proper function.
Capturing waste heat and utilizing technology to monitor and maintain combustion represent major opportunities for manufacturers. By reclaiming even a portion of the 10–30% efficiency losses that occur between tunings, facilities can realize double-digit improvements in throughput and energy consumption.
The return on investment can be substantial. In most cases for these improvements, it’s months. Additional throughput alone will often justify the investment. In many locations, natural gas providers have incentives in place for these projects as they are proven to make substantial reductions in energy use. Just as important, optimizing combustion extends the life of burners and tubes, reduces maintenance emergencies, and stabilizes furnace operation; again, reducing cost and improving efficiency.
Conclusion
Industrial furnaces are indispensable, but they do not have to be inefficient. This bar and coil annealing case study demonstrates that even established furnace systems can achieve impactful performance gains through retrofit combustion optimization.
By focusing on cycle time, energy use, and zone uniformity, manufacturers can unlock faster throughput, lower costs, and higher product quality, while also reducing emissions and operating stress.
The lesson for heat treaters is clear: combustion is not just a background process, it is the heartbeat of the operation. Maintaining combustion properly through the use of easily implemented technology can turn a productivity drain into a competitive advantage.
About The Author:
Carl Nicolia President PSNERGY, LLC
Carl Nicolia is president of PSNERGY, LLC, which provides modern solutions to combustion problems, improving equipment life, enhancing productivity, and reducing emissions through smart application of proprietary products, services, and technology.
Atlantic Fire Brick & Supply has been acquired in a move that strengthens refractory solutions for industrial thermal processing operations across the southeastern United States. The acquisition expands access to refractory materials, technical expertise, and field services critical to heat treating and other high-temperature manufacturing sectors, supporting increased uptime, safety, and performance in thermal systems.
Founded in 2004 and based in Charleston, South Carolina, Atlantic Fire Brick & Supply provides refractory products and installation services to industrial customers operating furnaces, kilns, and other heat-intensive equipment. The acquisition was completed by Plibrico Company, LLC, a global manufacturer and supplier of refractory materials and engineered solutions. Atlantic Fire Brick & Supply will integrate into a broader network while maintaining its regional presence and customer relationships.
John Paul Surdo President and CEO Plibrico Company, LLC
For heat treaters and other thermal processors in the region, the acquisition is expected to improve refractory availability and service responsiveness, helping facilities maintain equipment reliability as production demands and efficiency requirements continue to rise.
“This combination is centered on delivering greater value to customers,” said John Paul Surdo, president and CEO of the Plibrico Company. “Atlantic Fire Brick & Supply has earned the trust of clients through responsive support and strong partnerships. By reinforcing that foundation with Plibrico’s technical depth and expanded product capabilities, clients across the Southeast are better supported in solving complex refractory challenges and improving performance.”
Press release is available in its original form here.
IperionX has received a prototype order for lightweight titanium components intended for U.S. Army heavy ground combat systems. The order directly supports U.S. Government priorities to reshore and secure critical materials supply chains, reduce reliance on foreign titanium sources, and expand domestic manufacturing capacity using recycled feedstock.
Anastasios (Taso) Arima CEO IperionX Source: IperionX
The prototype order from American Rheinmetall calls for approximately 700 components, with a potential to lead to a significantly larger agreement upon successful delivery of this initial scope of work. IperionX will manufacture the parts in the U.S. using 100 percent recycled titanium through its patented HAMR™ (Hydrogen Assisted Metallothermic Reduction) and HSPT™ (Hydrogen Sintering and Phase Transformation) technologies. These technologies enable the domestic production of high-performance titanium components at materially lower cost relative to conventional titanium production routes.
Replacing steel with titanium is expected to reduce component weight by roughly 40–45 percent, improving vehicle mobility and operational performance.
“This purchase order demonstrates the practical application of IperionX’s recycled titanium technologies on important U.S. ground combat platforms. As the only domestic producer of commercial primary titanium, IperionX is uniquely positioned to support domestic defense priorities with secure, low-carbon, and cost-competitive titanium products manufactured in the United States,” says Anastasios (Taso) Arima, CEO of IperionX.
Press release is available in its original form here.
Sustainability pressures are reshaping heat treating as aerospace and automotive suppliers across North America face growing demands to reduce the carbon footprint of thermal processing. Lower-emission operations are increasingly influencing customer decisions, with companies seeking partners who can help meet bold decarbonization targets. Against that backdrop, Bodycote has reached a zero-emissions milestone that highlights how decarbonized heat treating can be achieved at scale.
Jim Fairbairn CEO Bodycote Source: Bodycote
The milestone was achieved at Bodycote’s Derby and Rotherham heat treatment facilities in the United Kingdom, which now operate with zero direct carbon emissions. The plants, which specialize in heat treating turbine blades for Rolls-Royce jet engines, are fully electric and powered by 100 percent renewable electricity, eliminating the need for fossil fuels or carbon offsetting.
“Our customers, many with ambitious 2030 targets, are looking for suppliers who can support their decarbonization efforts. Recently, a customer with a 90% carbon reduction goal came to us because of the impact offered by our lower-carbon thermal processing. These are real demands, and the clock is ticking,” said Jim Fairbairn, CEO of Bodycote. The development reflects broader efforts to address industrial energy use while maintaining process reliability for demanding applications.
Source: Bodycote
Bodycote’s transition to zero emissions is achieved through investment in industrial heat electrification, energy efficiency, and renewable energy sourcing. A new closed-circuit adiabatic cooling system was recently introduced at the Derby plant, located alongside the Rolls-Royce site. Replacing evaporative cooling towers, this installation delivers electricity consumption savings — including peak-load reductions — of 73%, cuts water usage by more than 85%, and avoids the need for chemical dosing and cleaning.
“For Bodycote, leading in this space is not only the right thing for the planet, but also the right thing for our global business,” said Fairbairn. “As well as the progress made in Derby and Rotherham, we are running pilot decarbonization projects across Europe and North America.”
Those pilot efforts are intended to inform broader adoption across the company’s global footprint, including North American facilities serving aerospace, automotive, and other demanding markets. By sharing best practices and scaling proven technologies, Bodycote aims to support customer sustainability goals while maintaining quality, consistency, and process reliability.
Press release is available in its original form here.Additional information provided by Bodycote.
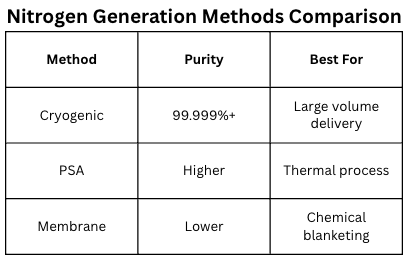
In this installment of Answers in the Atmosphere, David (Dave) Wolff, an independent expert focusing on industrial atmospheres for heat treat applications, explores the versatile role of nitrogen gas in thermal processing.
This informative piece on nitrogen’s critical functions in safety, as a diluent, and as an atmosphere component — including production methods and purity requirements —was first released inHeat Treat Today’sNovember 2025 Annual Vacuum Heat Treating print edition.
As discussed in the introduction for this series of gas-focused columns, nitrogen gas is ubiquitous in thermal processing — by far the most-used delivered or generated gas in secondary metallurgy. This column covers many important considerations for the use and availability of nitrogen gas, featuring the insights from my recent interview with Air Products experts: John Dwyer, principal engineer; Bryan Hernandez, commercial technology sales engineer; and Emily Phipps, strategic marketing manager. Because of its key role in thermal processing, we expect to have additional columns on nitrogen gas in this series.
Nitrogen serves three important purposes in secondary metallurgy:
Safety
Diluent
Atmosphere
Regarding safety, the Air Products experts shared important attributes of nitrogen and several applications it is most often used in. According to them, nitrogen:
will not react with most metals used in fabrication applications until reaching extremely high temperatures
will not support combustion or oxidation
has about the same density as air (which is 78% nitrogen)
is the least expensive industrial gas on a volumetric basis.
For those reasons, nitrogen is used as a purging and inerting gas in metallurgical applications, such as inerting the furnace in preparation for a flammable atmosphere to be introduced, as well as expelling flammable atmosphere at the end of a furnace cycle. They further noted that the National Fire Protection Association (NFPA) Standard 86 for Ovens and Furnaces mandates that nitrogen be always available for furnace inerting except for very specific exceptions where alternative approaches are used (burn in and burn out). Beyond the strict safety considerations, nitrogen protects furnace linings and components from high temperature oxidation.
Dwyer, Hernandez, and Phipps emphasized that when used as a diluent, nitrogen makes it possible to use relatively small volumes of a more expensive reactive gas or gas blend and ensure that the diluted active gas can provide benefits for an entire furnace load of parts. Examples include nitrogen/hydrogen atmospheres where nitrogen gas can enable a relatively small volume of very powerful reducing gas hydrogen to be mixed with a higher volume of nitrogen to fill the furnace interior. I would add that a blended atmosphere of nitrogen/hydrogen will have a higher density than hydrogen alone, and hence may distribute more widely in the furnace rather than just pooling at the ceiling level.
They further discussed how nitrogen can be used as a sole constituent in a furnace atmosphere in many cases, especially at lower temperature ranges, such as tempering and stress relief. In situations where surface finish is a secondary consideration, or where additional operations are going to be performed, they note that the part lower finish quality provided under inert nitrogen alone might be acceptable.
The team then reported that nitrogen forms the bulk of the atmosphere and cryogenic air separation is now available virtually worldwide; because of this, liquified or gaseous compressed nitrogen can also be delivered to clients virtually worldwide. Cryogenically separated nitrogen is, by the nature of the process, extremely pure, and can be assumed to be 99.999% or purer as delivered into the client’s storage vessel. Nitrogen can also be made at the client’s site, using non-cryogenic or cryogenic air separation techniques. For secondary metallurgy, non-cryogenic techniques are the most common because the volumes of nitrogen required are too low for a dedicated cryogenic air separation unit.
Continuing along this line, they explained that while both pressure swing adsorption (PSA) and hollow fiber membrane techniques can be employed to generate nitrogen for a single customer site, the PSA technology is the one primarily used to supply generated nitrogen for thermal processes. This is because the membrane technique for non-cryogenic nitrogen generation makes relatively impure nitrogen, with too much oxygen to achieve the desired surface properties sought by heat treaters. As such, membrane generated nitrogen is primarily used for chemical blanketing and similar low temperature air displacement applications.
The final discussion point I will share from the interview today is about the variability in accepted purity based on the planned usage of nitrogen. The three Air Products experts pointed out that NFPA86 mandates that the atmosphere in a furnace must be below 1.0% oxygen before any flammable gas species can be introduced. So, they continued, nitrogen used solely for safety purging can be relatively impure and still achieve the 1.0% maximum oxygen allowed. When used as the sole atmosphere component (i.e., 100% N₂), or as a carrier gas blended with an active gas like hydrogen, they explained that nitrogen purity must be much higher in order to achieve acceptable surface quality. In general, for atmosphere uses, it should be assumed as a general rule that the purer the nitrogen is, the easier it is to achieve satisfactory heat treat results. The three concluded this thought noting that in blended atmospheres it may be possible to use slightly higher levels of active gases (like hydrogen) to react with excess oxygen in the nitrogen supply, but that approach is unlikely to make sense economically since nitrogen is typically far less expensive than an active gas.
In the December 2025 installment of Answers in the Atmosphere, I’ll share further insights that my interview uncovered. Until then, consider your unique nitrogen needs and therefore whether having direct access to this gas for the benefit of your heat treat operations is essential.
About The Author:
David (Dave) Wolff Independent expert focusing on industrial atmospheres for heat treat applications
Dave Wolff has over 40 years of project engineering, industrial gas generation and application engineering, marketing, and sales experience. Dave holds a degree in engineering science from Dartmouth College. Currently, he consults in the areas of industrial gas and chemical new product development and commercial introduction, as well as market development and selling practices.
Jim Roberts of U.S. Ignition engages readers in a Combustion Corner editorial about how focusing on the right priorities in the right order naturally leads to profitability in heat treating.
This editorial was first released inHeat Treat Today’sDecember 2025 Annual Medical & Energy Heat Treat print edition.
It’s a crisp winter day, and a furnace guy walks into the heat treat plant and says, “Something has changed here, it feels…more modern.” The rest of the furnace guys shrug and continue with the tasks at hand. But the furnace guy is right — something has been changing all along and will continue to do so in the foreseeable future, I’ll wager.
We’ve talked about how certain trends and needs have driven the growth in the industry. My ramblings have included bed posts and pipelines and the flavors of different fuels, and what it all boils down to is change. These changes are attempts to get the following qualities into our processes in the heat treating world:
Quality
Accuracy
Efficiency
Performance
Profit
“But Jim, you listed profit as the last measuring stick! What is wrong with you?” It would be pretty easy to invert this list; turn these guideposts upside down and the world you are in would still work. But if we add longevity in business as an additional goal, then it will not be too long before you begin to realize that the order is listed correctly here. For the most part, in my experience, the heat treating industry has kept the order intact. It is an honorable path, I think.
Quality and Accuracy are the new givens. We do not have to spend time on this. As long as we have been wielding control over metal, those properties are the constant. From hammering out the very first horseshoes, if they did not fit the horse or cracked and broke after a couple of steps, you were not in the horseshoe business very long. These days, standards clearly map out the goal: a client tells us what is demanded, maps it out for us in a specification, and we meet it.
Items 3 and 4 are where we focus today. If we can improve Efficiency and Performance after meeting the Quality and Accuracy targets, then good old item 5 happens — Profit. It just happens. What a concept! Now you may think this is a re-run of every BUS-101 class or seminar you have seen. Maybe you are right, but this is where I veer off as a furnace guy and get back to the business of combustion as it applies to our industry.
We talked earlier about how the natural gas industry expanded and built this fantastic infrastructure to provide fuel to all of us. Electric providers did and are still doing the same thing.
At the end of the transmission line, whether gas pipe or electrical cable, sit the furnaces and ovens that heat treating needs. The buck stops here. Speaking of bucks, in order to get to profit, what must we do? If we really only have Efficiency and Performance in our control (Quality and Accuracy are presumed to be met), then let’s look at how that changed, in furnace guy world…next year [in 2026].
All the best to everyone in the Holiday seasons. May you be blessed with good health and happiness.
About The Author:
Jim Roberts President US Ignition
Jim Roberts president at U.S. Ignition, began his 45-year career in the burner and heat recovery industry focused on heat treating specifically in 1979. He worked for and helped start up WB Combustion in Hales Corners, Wisconsin. In 1985 he joined Eclipse Engineering in Rockford, IL, specializing in heat treating-related combustion equipment/burners. Inducted into the American Gas Association’s Hall of Flame for service in training gas company field managers, Jim is a former president of MTI and has contributed to countless seminars on fuel reduction and combustion-related practices.
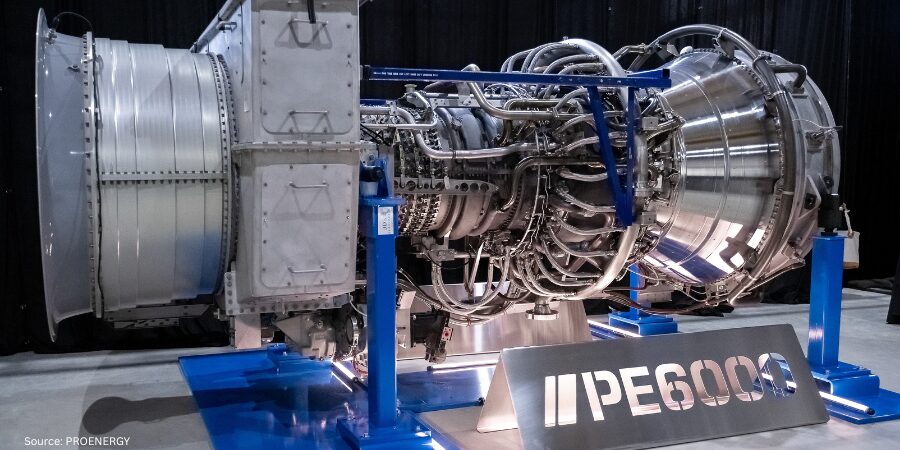
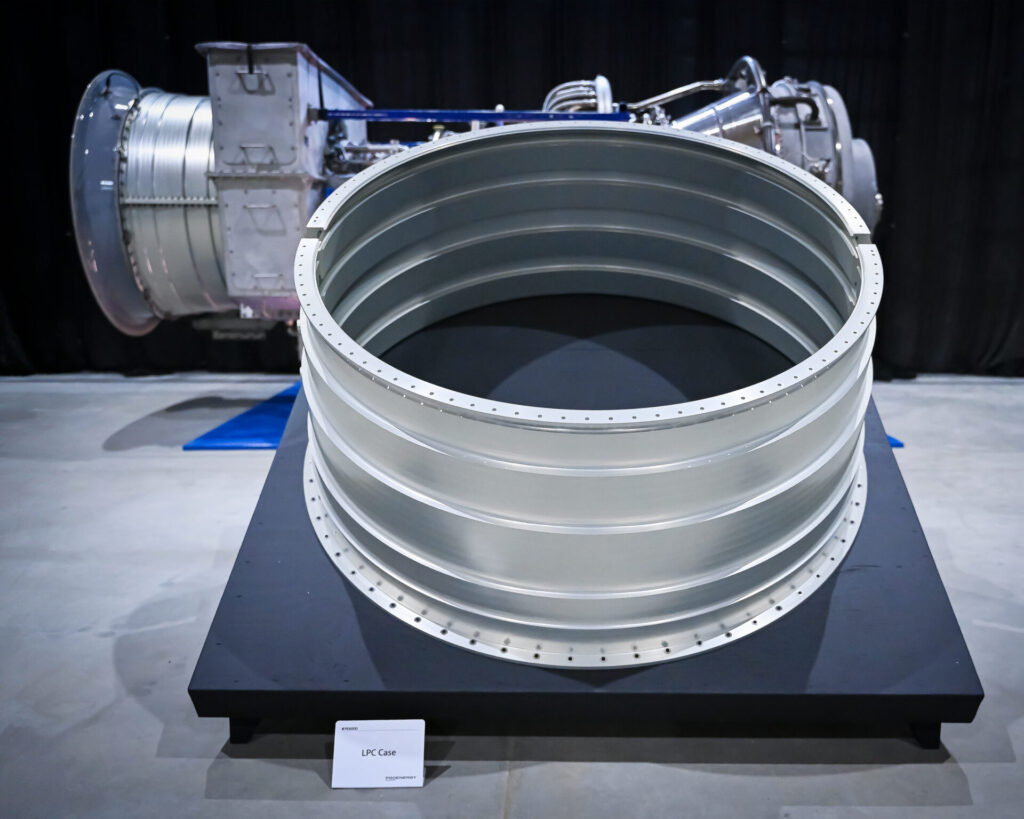
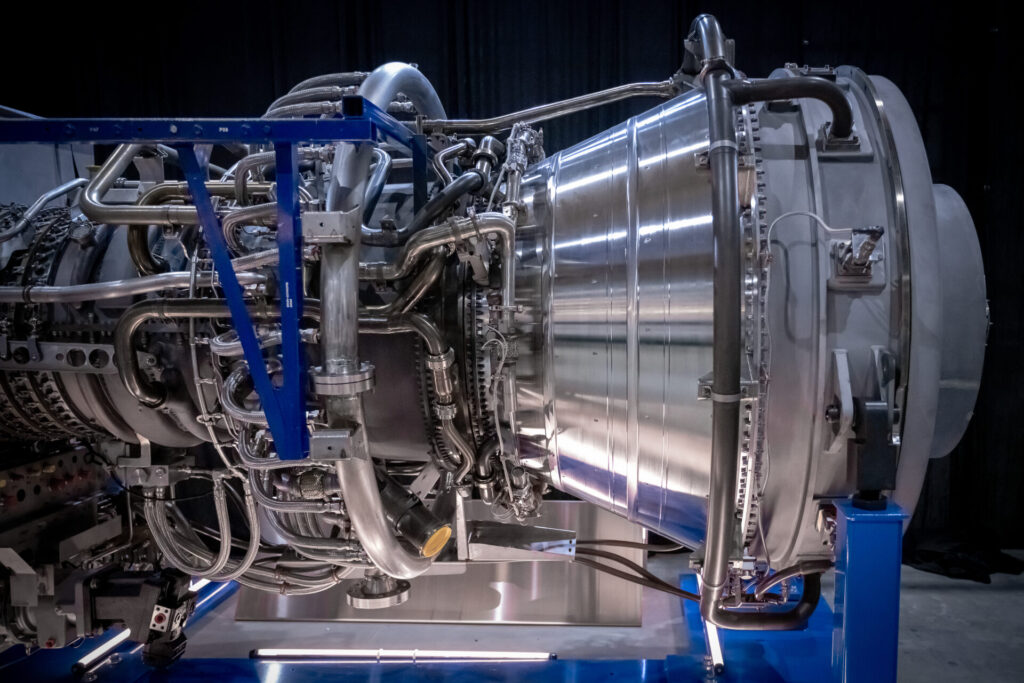
PROENERGY, a manufacturer of power-generation equipment and services, has ordered four vacuum furnaces to support operations at its new Houston Center for Excellence in Lifecycle Care. The 455,000-square-foot facility will serve fast-start gas turbine overhauls, maintenance, and onsite repair services, expanding capacity for the power industry.
TITAN vacuum furnaces | Source: Ipsen USAPE6000 LPC Case | Source: PROENERGYPE6000 | Source: PROENERGYJohn Spilker Senior Vice President of Operations PROENERGY
PROENERGY has selected three TITAN series vacuum furnaces and one TurboTreater system supplied by Ipsen USA to equip the Houston operation. “As we expand production of the PE6000 aeroderivative engine, we also needed additional vacuum furnace capacity,” said John Spilker, senior vice president of Operations at PROENERGY.
Ipsen USA will deliver and install one TITAN H2 2-bar vacuum furnace with an 18 x 18 x 24-inch work zone and a 1,000-pound capacity, two TITAN H6 2-bar vacuum furnaces, each with a 36 x 36 x 48-inch work zone and a 3,000-pound capacity, and one TurboTreater model H6672 featuring a 48 x 48 x 72-inch work zone and a 3,500-pound capacity. “Ipsen furnaces have served us well for years in both manufacturing and repairing turbine parts. Based on the accuracy and reliability of these furnaces, we worked closely with the Ipsen team to meet operational requirements, optimize cost, and minimize lead time,” said Spilker.
Press release is available in its original form here.
Gasbarre Thermal Processing Systems announced the expansion of its modular furnace offerings for the North American market through an exclusive licensing agreement with SOLO Swiss SA. The agreement grants Gasbarre rights to manufacture, promote, and sell a ProfiTherm® modular bell furnace system, strengthening Gasbarre’s equipment portfolio for commercial and captive heat treat operations serving a range of industrial markets.
Source: Gasbarre Thermal Processing Systems
The licensed system is a modular arrangement of bell furnaces and quench tanks that enables direct, rapid transfer from furnace to quench. The configuration is positioned as a practical alternative to traditional integral quench batch furnaces, particularly for operations seeking greater flexibility and reduced infrastructure requirements.
Designed with a compact footprint, the system minimizes installation complexity by eliminating the need for pits and reducing overall plant disruption. A metallic retort design supports faster furnace conditioning and quicker process changeovers while limiting refractory exposure to process gases to help extend refractory life. The system also eliminates many traditional internal nickel-alloy material handling components — such as roller rails, chain guides, and handler heads — reducing consumable wear, downtime, and the risk of furnace jams while simplifying service access.
The ProfiTherm system supports a wide range of heat treating processes, including austermpering, marquenching, carburizing, carbonitriding, and neutral hardening, with quench options that include water/polymer, oil, and salt. Typical parts processed include gears, pinions, and sprockets, bearing components such as races, rings, and rollers; shafts, hubs, couplings, and yokes; high-strength pins and fasteners; and general industrial wear and drive components. Target applications include captive heat treat departments and commercial shops serving general industry, aerospace, defense, and bearing markets.
Press release is available in its original form here.Additional information provided by Gasbarre. Featured image shows (from left to right) Dan Hill, product development manager of Gasbarre; Ben Gasbarre, EVP sales & marketing of Gasbarre; David Salerno, CEO of SOLO; and David Howard , sales director of SOLO.