PEMCO Conversions – Airborne Maintenance and Engineering Services operators will join the "Three Second Club" with a new dual chamber heat treating system capable of quenching aviation grade aluminum aircraft parts in less than five seconds.
The modern DELTA H® Technologies, LLC Dual Chamber Aerospace Heat Treating (DCAHT®) system will replace PEMCO's previous DELTA H furnace which was installed in 2011 at PEMCO's location at Tampa International Airport.
The system, with an upper chamber convection oven operable to 500°F and a lower chamber convection furnace operable to 1200°F, includes soak time and quench delay recorded to within 1/10 of a second as well as full documentation systems for work order, part name, quality, and before/after condition. Honeywell controls and recorders are featured and include remote computer control, data entry, and process monitoring. In addition to processing aluminum parts, the system is equipped for PH stainless steel aging and titanium ferrous alloy processes. The replacement system is fully compliant with SAE AMS2750G requirements.
Team with DCAHT® system Source: DELTA H
To achieve SAE compliance, DELTA H provided additional training for PEMCO employees.
DCAHT® system Source: DELTA H
“We look forward to sharing about our continued success with [DELTA H’s] great product [. . . ]. We couldn't be any happier," Cruz Hernández, Airborne Maintenance and Engineering Services Back-Shop supervisor stated,
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Mark Hemsath Vice President of Sales, Americas Nitrex Heat Treating Services
An aircraft provider of small and large commercial and military jet engines will receive a new vertical vacuum furnace, measuring 84" x 84" with a 6,000 lb. load capacity and operating temperatures up to 2500°F, which will be used for heavy and large-cross section parts and processing high-stacked loads, such as tall engine components.
Nitrex Vacuum Furnaces will deliver the vertical vacuum furnace to this major engine maintenance, repair, and overhaul company in South America. The manufacturer will use the furnace to heat treat many aerospace components with processes including annealing and stress relief. “Shipment of this furnace system, after a number of COVID-related delays, was a milestone for Nitrex,” Mark Hemsath, vice president of Sales and acting general manager at Nitrex Heat Treating Services, Americas said.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Stephen Harris Bodycote Group Chief Executive Source: Bodycote
Bodycote, a global thermal processing services provider, is expanding its hot isostatic pressing (HIP) capability in Greenville, SC in the U.S. The two vessels will be online by the end of 2022.
The new HIP capacity will focus on developments in additive manufacturing and advanced materials. This pairs well with the numerous vacuum furnaces and other capabilities at the facility that would support additive manufacturing clients. The Greenville site will serve the aerospace, defense, medical and general industrial customers in the Southeastern region.
"We are pleased to address our customer needs by bringing HIP services closer to their facilities," commented Stephen Harris, Chief Executive at Bodycote Group. "With the largest HIP operational capacity in the world, our continued investment demonstrates Bodycote’s commitment to align resources to serve our customers across North America."
Andrew Bassett, President, Aerospace Testing and Pyrometry
A pyrometry compliance company in the heat treat industry recently reported the successful launch of a program to bring 12 of 38 heat treating furnaces up to pyrometry compliance standards for a large manufacturer with a focus in the aerospace industry located on the West Coast. Aerospace Testing & Pyrometry (ATP), an Easton, Pennsylvania-based pyrometry compliance company, reported earlier this week on LinkedIn that their West Coast Division had started assessing the heat treat furnaces for this large manufacturer with a focus in the aerospace industry.
ATP personnel involved in the project included Ivan Mayorga, John Hollman, and Anthony Gomez.
ATP did not disclose the name of the aerospace manufacture for whom they were doing work nor did they comment on the status of the other 26 furnaces not being serviced by ATP.
To see the LinkedIn post from which this press release was taken, click here.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Mr. Sivaraman Arjunan Senior Manager Sundram Fasteners Limited Source: LinkedIn
Indian fastener manufacturer Sundram Fasteners Limited will receive a vacuum furnace to heat treat high quality aviation screws.
This will be the second furnace from SECO/WARWICK --- a global heat treat solution provider --- for this manufacturer. The vacuum furnace on order is a compact Vector device that meets the Indian partner’s requirements in the field of fastener heat treatment for use in the aviation industry, particularly for heat treating large loads of manufactured aviation bolts.
“[The] Vector," commented Mr. Sivaraman Arjunan, senior manager at Sundram Fasteners Limited, "will improve and increase the processing capacity of the tempering, hardening and annealing processes, and will improve the process economics, considering energy savings and the graphite chamber efficiency.”
Sundram Fasteners Limited is a world leader in manufacturing precision components for the automotive, energy (windmills) and aviation sectors.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Andrew Bassett President Aerospace Testing and Pyrometry Source: Aerospace Testing and Pyrometry
A large aluminum producer in the U.S. Midwest received assistance from a North American pyrometry service provider to ensure their heat treat and laboratory furnaces were ready to run.
After the visit from the pyrometry service provider, Aerospace Testing & Pyrometry, Inc. (ATP), four laboratory furnaces were certified and three of four heat treat furnaces were wired and ready to go. One 40 point survey, two 35 point survey and one 25 point survey on a forty foot tall drop bottom furnace.
"We love our Pyrometry Services," commented Andrew Bassett, president of ATP. "All the certifications will be run through our newest venture, Aerospace Compliance Software."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
TEI – a large Turkish manufacturer of aircraft engines – purchased a two-chamber vacuum furnace. It will be used for the heat treatment of parts for aircraft engines.
This CaseMaster Evolution® furnace from SECO/WARWICK -- a global heat treat solution provider with locations in North America -- includes a two-chamber vacuum furnace with an oil quenching system. The furnace offers a working dimension of 900 x 900 x 1200mm and can process charges up to 1000kg. The device will be equipped with a high vacuum system and a system for measuring temperature within the charge when heating and cooling.
"The technology proposed by SECO/WARWICK attracted our attention because of the high quality of treated components and process repeatability and environmental protection issues and better process efficiency," commented Selcuk Kilicarslan, manager of Special Processes from TEI. "The two-chamber CaseMaster Evolution furnace will stand out on the Turkish market thanks to the very accurate charge temperature monitoring and superior quenchant temperature control. There are only a few devices of this kind worldwide. This brings us a great advantage and the ability to provide our hardening services to third parties."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
There is an age-old adage that exists in the heat treating world. That supposition states that “the smaller the vacuum furnace, the faster it will quench.” Is this adage true? Explore Solar Atmospheres’ journey as they designed an experiment to discover if pressure or velocity most affects cooling performance.
This Technical Tuesday was written by Robert Hill, FASM, president, and Gregory Scheuring, plant metallurgist, both from Solar Atmospheres. The article originally appeared inHeat TreatToday’sMarch 2022 Aerospace Heat Treating print edition.
Introduction
Our study compared the cooling rates of two distinctly sized High Pressure Gas Quenching (HPGQ) vacuum furnaces — a large 10-bar vacuum furnace equipped with a 600 HP blower motor versus a smaller 10-bar vacuum furnace equipped with a 300 HP motor. Both furnaces, one with a 110 cubic feet hot zone, the other with a 40 cubic feet hot zone, were exclusively engineered and manufactured by Solar Manufacturing located in Sellersville, PA.
History
High Pressure Gas Quenching in the heat treatment of metals has made tremendous strides over recent years. Varying gas pressures within the chamber have been shown to be more governable than their oil and water quenching counterparts. The number one benefit of gas cooling versus liquid cooling remains the dimensional stability of the component being heat treated. In addition, using gas as a quench media dramatically mitigates the risk of crack initiation in a component. This is primarily due to the temperature differentials during cooling. Gas quenching cools strictly by convection. However, the three distinct phases of liquid quenching (vapor, vapor transport, and convection) impart undue stress into the part causing more distortion (Figure 1).
Figure 1. Three phases of liquid quenchants Source: Solar Atmospheres
There are multiple variables involved with optimizing gas cooling. These include the furnace design, blower designs, heat exchanger efficiency, gas pressure, gas velocities, cooling water temperatures, the gas species used, and the surface area of the workpieces. Whenever these variables remain constant, the relative gas cooling performance of a vacuum furnace typically increases as the volume of the furnace size decreases.
The Furnace
Solar Manufacturing has built multiple high pressure gas quenching furnaces of varying sizes over the years ranging from 2 to 20-bar pressure. We have learned that vacuum furnaces, rated at 20-bar and above, became restrictive in both cost constraints and diminishing cooling improvements. Therefore, Solar Manufacturing engineers began to study gas velocities to improve cooling rates. They determined increasing the blower fan from 300 HP to 600 HP, along with other gas flow improvements, would substantially increase metallurgical cooling rates. The technology was reviewed and determined to be sound. A 48” wide x 48” high x 96” deep HPGQ 10-bar furnace, equipped with this newest technology, was purchased by Solar Atmospheres of Western PA located in Hermitage, PA.
Image 1. HFL50 furnace (36” x 36” x 48”)
Source: Solar Atmospheres
Image 2. HFL74 furnace (48” x 48” x 96”) Source: Solar Atmospheres
The Test
Image 3. Test load with thermocouple placement Source: Solar Atmospheres
Once this new vacuum furnace was installed, a cooling test was immediately conducted. A heavy load would be quenched at 10-bar nitrogen in an existing HFL 50 sized furnace (36” x 36” x 48”). The same cycle was repeated in the newly designed vacuum furnace almost three times its size! (Images 1 and 2).
The load chosen for the experiment was 75 steel bars 3” OD x 17” OAL weighing 34 lbs each. The basket and grid system supporting the load weighed 510 lbs. The total weight of the entire load was 3060 lbs. Both test runs were identically thermocoupled at the four corners and in the center of the load. All five thermocouples were deeply inserted (6" deep) into ¼" holes at the end of the bars (Image 3). Each load also contained two 1" OD x 6" OAL metallographic test specimens of H13 hot working tool steel. These specimens were placed near the center thermocouple to ensure the “worst case” in terms of quench rate severity. All tests were heated to 1850°F for one hour and 10-bar nitrogen quenched.
Results
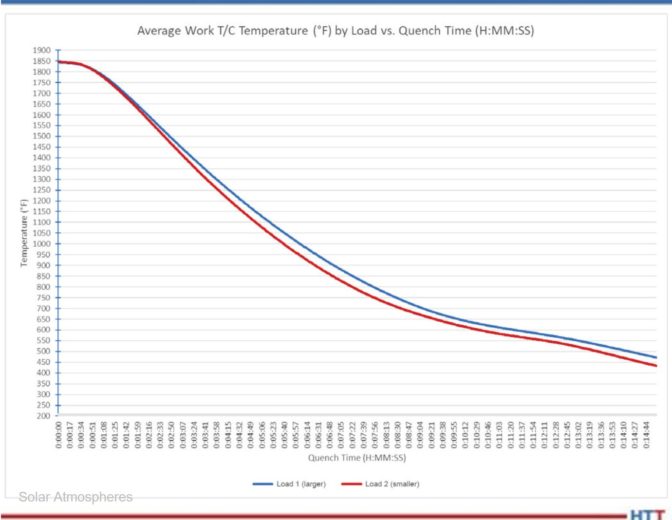
The comparative cooling curves between both HPGQ vacuum furnaces are shown in Chart 1. Table 1 reveals that in the critical span of 1850°F to 1250°F for H13 tool steel, the cooling rate in the larger furnace with more horsepower nearly matched the cooling rate of the furnace three times smaller in size.
Table 1. Critical cooling rates for H13 (1850°F –1250°F) Source: Solar Atmospheres
Chart 1. Average quench rate for five thermocouples Source: Solar Atmospheres
Micrographs of the H13 test specimens processed in each load were prepared (Images 4 and 5). The microstructure of each test specimen is characterized by a predominantly tempered martensitic microstructure with fine, undissolved carbides. The consistency of the microstructure across both trial loads further demonstrates that while the larger furnace utilized the higher horsepower, both resulted in a critical cooling rate sufficient to develop a fully martensitic microstructure.
These tests prove that the greatest impact on the cooling performance in a vacuum furnace is to increase the gas velocity within that chamber. This was achieved primarily by increasing the horsepower of the blower fan. By doing this, the ultimate cost to the customer is significantly less than manufacturing a higher pressure coded vessel. This newly designed vacuum furnace has proven to be a game changer.
Part II of this article will discuss real life case studies and how both Solar and Solar’s customers have mutually benefited from this newest technology.
About the Author:
Robert (Bob) Hill, FASM President Solar Atmospheres of Western PA Source: Solar Atmospheres
Robert Hill, FASM, president of Solar Atmospheres of Western PA, began his career with Solar Atmospheres in 1995 at the headquarters plant located in Souderton, Pennsylvania. In 2000, Mr. Hill was assigned the responsibility of starting Solar Atmospheres’ second plant, Solar Atmospheres of Western PA, in Hermitage, Pennsylvania, where he has specialized in the development of large vacuum furnace technology and titanium processing capabilities. Additionally, he was awarded the prestigious Titanium Achievement Award in 2009 by the International Titanium Association.
A Chinese company has ordered a horizontal vacuum furnace which will help in producing highly specialized cast parts used in the aerospace industry. Delivery of the furnace is scheduled for June 2022.
The Vector® horizontal vacuum furnace with a graphite chamber and a gas quenching system comes from SECO/WARWICK. This type of furnace from the international manufacturer comes with a graphite hot zone and can be used for most standard hardening, tempering, annealing, solution heat treating, brazing, and sintering.
The furnace will be installed in a facility that specializes in the production of high-temperature alloys used in the aviation, shipbuilding, and power industries, offering a wide range of products, including but not limited to, bars, wires, bands, pipes, and specialized castings.
Find vacuum furnaces for brazing when you search the Heat Treat Buyers Guide.com
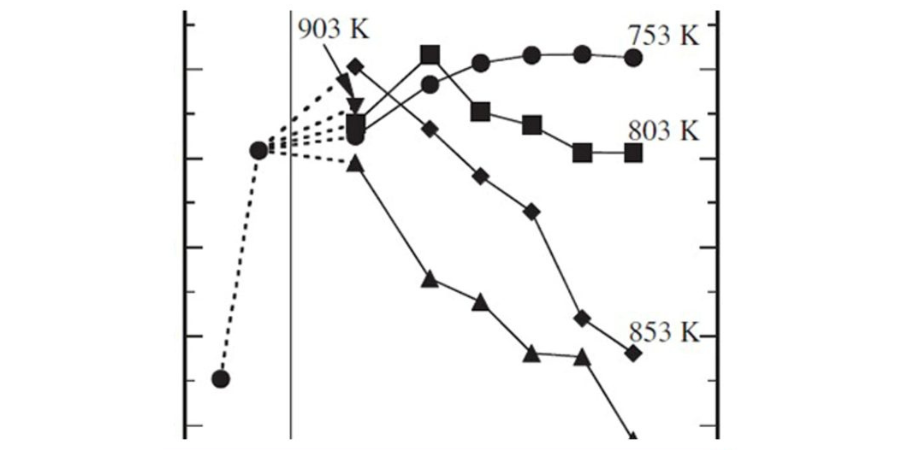
Heat treaters in the medical and aerospace sectors will eagerly tell you about titanium alloys. The hot alloy can be fantastic for intense applications once you reduce residual stresses that are developed during fabrication and increase their strength. This article is specifically about how duplex heat treatment of Ti alloys helps in relieving stress, optimizing ductility and machinability properties, and increasing strength.
An excerpt:
“Most commonly known for their excellent strength, corrosion resistance and low density, titanium alloys are a key material for important applications in the aerospace and medical industries. Duplex heat treatments of Ti alloys helps in stress relieving, optimizing ductility and machinability properties and increases strength further.”









 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com