Heat treaters across North America in Georgia, North Carolina, and Ontario have requested that heat treat furnaces be used in the production of powertrain, suspension, and steering/linkage components for the automotive sector. The demand for new furnace equipment has been driven by both light weighting initiatives and a shortage of in-house heat treatment capacity.
Cast Link Belt Press source: CAN-ENG Furnaces Ltd.
CAN-ENG Furnaces International Ltd., a global furnace systems group based in Canada, has been contracted by multiple unique customers in the United States and Canada to deliver these different furnaces for the heating and heat treatment of both aluminum and steel closed die forgings. The furnace configurations -- either under construction in the company shops or in the early stages of commissioning -- include rotary hearth, chain conveyor, roller hearth, mesh belt and cast link belt.
All contracts will be in production by late Q1 2021.
A captive heat treater in New England will receive a 10-bar gas quenching vacuum furnace. The model features high pressure gas quenching and vacuum carburizing. With temperature uniformity of ±10°F, it is consistent with AMS2750F requirements.
Jason Davidson Northeast Regional Sales Manager Solar Source: solarmfg.com
"The research and development done with our sister company, Solar Atmospheres, on the alloy selection, carburizing, and recipe process development, was instrumental to the sale of the furnace," states Jason Davidson, Northeast regional sales manager at Solar. He adds that the customer valued the additional resource that the sister company had to offer.
The furnace has a graphite insulated hot zone with a work area measuring 24” wide x 24” high x 36” deep and a load weight capacity up to 2,000 pounds. Its maximum operating temperature of 2400°F.
You can see these dimensions in the video below that the supplier, Solar Manufacturing, shared on Twitter.
Solar Manufacturing recently shipped a 10-bar gas quenching vacuum furnace to a captive heat treater in New England.
Global commercial heat treater HTA Group (HTA) ordered a vacuum aluminum brazing furnace. It will operate within a tight temperature tolerance of +/- 3° C, as dictated by AMS2750F, allowing HTA to continue to provide accredited heat treatment processing services to the global aerospace industry.
With three locations in Australia and one in the United States, HTA will be using this furnace to braze aluminum parts for applications where the use of brazing flux is not permitted due to corrosion. This is the seventh furnace -- and the 3rd vacuum brazing furnace -- that SECO/WARWICK will be providing to HTA.
"Our team of experienced heat treatment professionals appreciate working with SECO/WARWICK experts and technologies," said Norm Tucker, director at HTA Group. "We demand high quality, precision solutions due to the stringent requirements of the aerospace applications that we work with."
The vacuum aluminum brazing system has been designed with 6 temperature control zones in order to meet the temperature requirements of +/- 3° C as specified by the AMS2750F pyrometry specification. Additionally, the furnace provides the deep vacuum and perfect temperature uniformity to meet the Class 1 requirements of the pyrometry specification. The powerful high vacuum system will be equipped with a large diffusion pump and built to accommodate loads up to 800 x 800 x 1600mm (W x H x D). The furnace will be equipped with an external gas cooling system, which will both accelerate the process and improve the part quality after brazing.
Edward Rolinski Senior Scientist Advanced Heat Treat Corp.
Mike Woods President Advanced Heat Treat Corp.
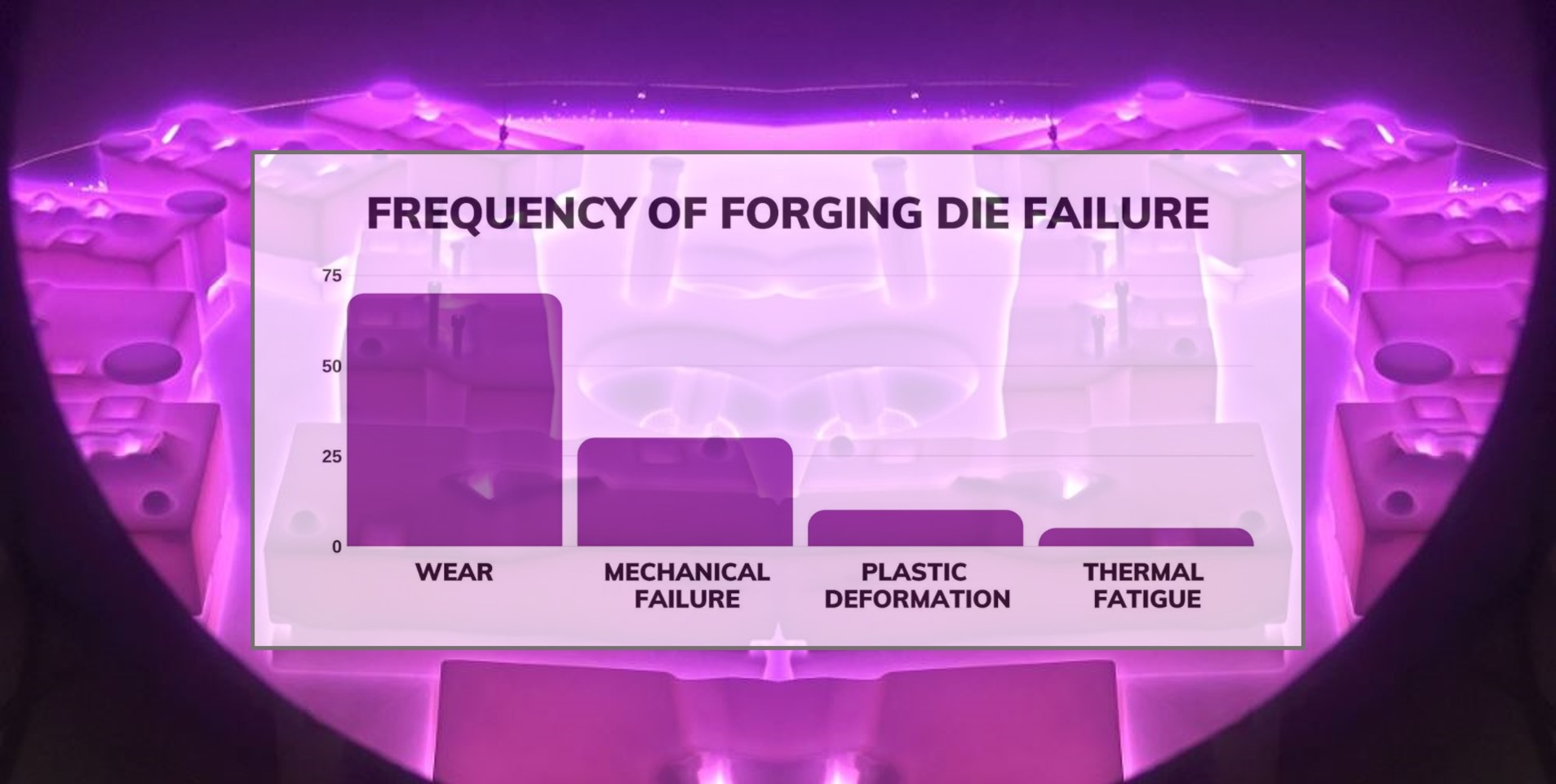
Why do forging dies fail? How can heat treating prevent failure? And what specific role does gas- or plasma-assisted nitriding treatment play in enhancing metal structure?
Heat Treat Todaybrings you this Best of the Web feature article this Technical Tuesday to answer these questions. Written by Dr. Edward Rolinski and Mike Woods of Advanced Heat Treat Corp., this article explains the impact of forging process, material and press type; heat treatment for forging dies; and nitriding forging and stamping dies.
An excerpt: "Surface properties critical for die performance can be further elevated by a surface-treatment process employing a multi-gradient design strategy, a novel plasma, multi-step treatment with formation of the nanostructured layer/coating developed by Advanced Heat Treat Corp."
Well, as we approach the end of November 2020 and assess the economic numbers from October, there is still no real clarity to bring a sense of understanding to our crazy year. As the Industrial Heating Equipment Association’s (IHEA)Executive Economic Summary’s October report begins, “To note that there is nothing about this year that could be considered even close to normal or predictable would be the understatement of the year, if not the decade. This was the most unanticipated and bizarre recession experienced in modern history as it was not organic in any sense. It was an imposed recession that resulted from the attempt to deal with the pandemic and all the numbers for the year have been skewed to the extreme.”
However, the reports states, “This month’s indices are far better than they were a month or so ago, but almost every one of these data points demands an explanation before we have an idea what they might be telling us about the economy.” Of the 12 indices examined, nine of them were trending positive and only three were heading downward. Interestingly, though, “that only tells part of the story.”
The rebound in demand for factory orders has been a bit more consistent than the demand for durable goods and this reflects some shifts in consumer demand. It has been pointed out that consumers have been shifting their purchasing from services to goods and that has been reflected in a variety of ways.
For example, take the data for housing starts. The summary states, “The index showed a decline, but the news has been full of very positive reports on the state of the housing sector. The index shows both the data on single family homes as well as the multi-family unit and there has been a reduction in interest in the apartment option of late.” Additionally, the demand for both single-family and existing homes has been very robust.
The auto sector has also seen interesting movement. RV sales have “never been stronger and the demand for larger vehicles has been strong as people intend to travel in them.”
“There have been several trends emerging over the last few months and the data in these indices reflect them.” The report continues, “The most obvious and expected has been the shift in consumer interest from service spending to buying goods.” Those sectors that have benefitted the most from the shift have been manufacturers, transportation companies, and importers. “The bulk of these purchases have been online and that has spurred dramatic growth in the parcel delivery sector.”
While the U.S. still doesn’t compete effectively in the production of consumer goods, “there has been an increase in demand for the sophisticated machines the US produces – especially in the realm of robotics and technology.”
Companies are turning to technology and robotics at a faster pace than ever and that boosts machine sales.
In conclusion, the reports shares, “The early indicators as far as the economy is concerned continue to be transportation and the credit environment and, in both cases, there is renewed confidence regarding the future. The unfavorable numbers (such as bankruptcy and collections and disputes) have stabilized.”
Check out the full report to see specific index growth and analysis which is available to IHEA member companies. For membership information, and a full copy of the 12-page report, contact Anne Goyer, executive director of the Industrial Heating Equipment Association (IHEA). Email Anne by clicking here.
Thanksfor extra time at home with family and friends this year.
Thanks for helping us to understand that we don’t have to be in the office for long hours to get work done.
Thanks for the business we were able to keep.
Thanks for face-to-face meeting technology (like Zoom) … and the necessity of learning how to use it.
Thanks for sheltering-at-home-induced stir craziness and the realization that people are important.
Thanks for reminding us that seeing a person’s full face is far better than seeing their eyes only.
Thanks for people who smile with their eyes.
Thanks for people-loving people who hate masks but wear them to protect their fellow man.
Thanks for freedom-loving people who don’t wear masks because they believe government has overstepped.
Thanks for those who care for our physical bodies when we get ill.
Thanks for those who take care of our spiritual bodies when we get sick, sinful, weary and/or afraid.
Thanks for all those handshakes we took for granted before COVID.
Thanks for all those less-than-six-foot encounters before COVID.
Thanks for the deeper understanding of what the word “normal” means.
Thanks for the hope of brighter days ahead.
Thanks to all of you Heat Treat Today readers and advertisers who have made 2020 such an enjoyable year. All of us pray God’s richest blessing on you and your family over the upcoming Thanksgiving and Christmas holiday season.
In everything give thanks, for this is God’s will for you in Christ Jesus. Holy Bible, 1 Thessalonians 5:18
Hot isostatic pressing (HIP) has been a player in heat treating for 50 years, but recent advances in its technology are providing cutting edge opportunities for new applications in the thermal processing industry.
Heat Treat Today asked two experts in the HIPing world about the state of hot isostatic pressing: What are the latest technologies and where are its potential growth markets in the thermal processing industry? They represent both sides of HIPing – one from a HIP equipment manufacturer and the other from a HIP process/service provider. Each gives a unique perspective on the HIP market and the industry itself.
Our expert contributors are Chad Beamer, an applications engineer in Hot Isostatic Pressing, at QuintusTechnologies, a high pressure technology company, and Derek Denlinger, a corporate lead metallurgist at Paulo, a thermal processes and metal finishing operations company. This Original Content Technical Tuesday article was taken from 2020 Q4 Heat Treat Todayprint magazine.
What is HIP?
Derek Denlinger Corporate Lead Metallurgist Paulo
Paulo’s Derek Denlinger says, “Hot isostatic pressing is fundamentally, when parts simultaneously see high temperature (in some cases as much as 2500oF) and very high pressure (up to 30,000psi) from all directions for a duration of time.”
Chad Beamer Applications Engineer – Hot and Cold Isostatic Pressing Quintus Technologies LLC
Chad Beamer of Quintus adds, “Pressure-based compaction processes can be used to establish density by applying a uniaxial pressure within rigid dies. Such mechanical or hydraulic approaches can produce non-complex parts or ‘green’ compacts. Although a cost-effective and high-throughput technique, these conventional presses exhibit geometrical limitations and compressibility constraints, yielding product that is not uniform in density and microstructure.”
“Isostatic pressing was developed with the desire to improve upon these shortcomings,” continues Beamer. “Such compaction techniques leverage Pascal’s law by using a fluid contained in a pressure vessel, either in the liquid or gas state, to transmit equal pressure in all directions on the surface of a workpiece.”
Beamer further explains, “Various isostatic pressing techniques exist today such as cold isostatic pressing (CIP), warm isostatic pressing (WIP), and hot isostatic pressing (HIP). HIP is a heat treatment process that utilizes isostatic pressure via a gas at high temperatures. It is commonly used to consolidate metal or ceramic powder and to reduce defects present in castings and additively manufactured parts. The output is a product with improved mechanical properties, workability, and reliability.”
Pore eliminated before and after HIP process
What happens in the HIPing process?
Denlinger explains, “In the HIPing process, parts are heated to a temperature high enough to weaken material strength. High pressure, usually applied through a pressurized gas medium such as argon, applies a compressive stress onto the part from every direction. Given a hold period of time, this compression effectively allows for internal voids or pores to close up due to a mixture of mechanical deformation, creep, and metallic diffusion. The part consolidation sets the stage for any other heat treatment that may follow in order to maximize material performance.”
Since the densification of the workpiece is achieved by the simultaneous application of pressure and elevated temperature during HIP, Beamer adds, “Temperatures are usually in the range of 900oF-3600oF (500o-2000oC) depending on the material being HIPed. A good rule of thumb is a temperature targeting approximately 80% of the materials solidus temperature. Pressures in the vessel can reach twice that of the pressure at the bottom of the Mariana Trench, generally in the range of 15,000-30,000 psi (100-200MPa). The combined temperature and pressure applied should be capable of exceeding the yield strength of the material.”
Latest HIP Technologies
Both Beamer and Denlinger share optimism about the new HIP advancements, especially the new high pressure heat treatment (HPHT).
Beamer states, “A recent development in HIP technology is the ability to perform rapid gas cooling and quenching in the HIP system. Originally developed to shorten cycle time, this advancement is now being leveraged to perform many of the standard heat treatments for metals in the HIP furnace. Now a single piece of equipment can be used to apply both HIP and heat treatment, all carried out in one cycle. This approach is referred to as high pressure heat treatment (HPHT). Benefits to this new treatment include:
the ability to remove an additional process step and piece(s) of equipment
more cost-effective manufacturing path
fewer times a component must be heated up
less time spent at elevated temperature
elimination of the risk of thermally induced porosity (blistering) in additively manufactured parts
“These modern systems are continuing to evolve with other promising advancements such as steered cooling. This controlled cooling approach within a HIP vessel allows cooling rates for a component to be optimized in order to achieve the desired microstructure. These advancements are quite exciting for many industries as they are expanding the design windows for material systems and creating new opportunities within a HIP system.”
“HIP has been around commercially for around 50 years,” Denlinger points out, “but more recent technology has been focused on better control of thermal aspects of the process. This is opening the doors for more fine-tuned ‘high pressure heat treatment’ processing that can offer speed and, in some cases, performance benefits that were previously not possible. These types of processes have often been coupled with the ever-growing additive manufacturing processes, though applications to more traditional manufacturing methods are gaining momentum. The influence of pressure on diffusion and transformation in materials has been identified, but not fully explored for many alloys, so new high pressure heat treatments are now being considered to compete with traditional HIP and heat treatment methods.”
What is HIP’s niche in the thermal processing industry? Who are its customers? Where do you see potential growth markets?
HIP implants
According to both men, the future is bright for HIPing.
Beamer explains why specific industries choose HIPing: “HIP is often desired where the risk of failure is not an option. Therefore, it is not surprising that HIP is commonplace in aerospace, energy, and medical industries. Applications within these industries include densification of products, consolidation of powder, diffusion bonding, as well as HPHT. For the aerospace industry, HIP is used to remove porosity from nickel-base and titanium-base castings as well as defects present in additively manufactured parts. The medical industry applies HIP to improve the quality and durability for cobalt chrome and titanium implants. HIPing of large and complex near-net-shape powder metal components to achieve fully densification is routine in the energy industry.”
Denlinger agrees, “HIP has most often been used for fatigue benefits, which is an important performance criterion in the aerospace industry. This remains in the scope, but applications in other sectors are growing due to the adoption of additive manufacturing. Oil and gas, medical, manufacturing equipment, space, firearms, and other industries are increasing their use of HIP and high-pressure heat treatment. Partnering with companies to explore additive manufacturing solutions with both HIP and traditional heat treatment in our arsenal has been very successful; challenging the status quo with the latest HIP technology and our expertise in heat treatment has been a great learning experience.
Regarding market expansion for HIP, Beamer shares, “Potential growth markets for HIP include medical, defense, space, automotive and the ongoing developments with additively manufactured applications. The medical industry is showing growth with an aging population coupled with a cultural shift to living a more active lifestyle. Another trend within the medical industry is to insource HIP versus going through a supplier, which can offer process optimization opportunities and increased quality control.”
The future of HIP technology is likely to include the automotive industry.
Beamer continues, “Growth for HIP in the defense industry can be attributed to strong government funding, such as the development work being done through America Makes. One of the most exciting growth markets here in the US is space, in which many high-profile companies are showing interest in HIP and HPHT technologies.
“Although the HIP process is not typically characterized as a high-volume process,” Beamer concludes, “the automotive industry is finding its benefits useful for cast engine blocks and emerging technology such as binder jet applications. Despite the present challenges due to the Covid-19 pandemic, specifically within the civil aerospace industry, there are many exciting growth opportunities for HIP.”
(All photos in this article provided by Quintus Technologies)
About the Authors:
Chad Beamer has a MS from the Ohio State University in Material Science and has worked as a material application engineer with GE Aviation for 7 years and as a technical services manager with Bodycote for 5 years. In February, Chad began working with Quintus Technologies as an application engineer for the Advanced Material Densification division focusing on hot isostatic pressing (HIP). As an applications engineer, he manages the HIP Application Center located in Columbus, Ohio, educates on the advancements of HIP technologies, and is involved in collaborative development efforts both within academia and industry.
Derek Denlinger is the corporate lead metallurgist at Paulo. Derek has a Bachelor of Science in Metallurgical Engineering from Missouri S&T in Rolla. He started in the foundry industry before transitioning to heat treatment at Paulo where he has been for the past 5 years. The past two years, Derek has been focused on additive manufacturing and hot isostatic pressing assisting with Paulo’s entry into the HIP market.
The energy storage company HI-POWER, a Holtec International and Eos Energy Storage joint venture, recently formed a five-year partnering agreement with a North American heat treat supplier to provide an energy efficient non-lithium, long duration energy storage solution using battery technology.
The new battery technology, a decade in the making, is an efficient non-lithium, long duration energy storage solution. One of the critical components within the battery system requires a “vacuum cathodic” heat treatment process. This newly developed surface heat treatment process enables the product to last 5,000 cycles for a 15-year calendar life with no subcooling or pumps required.
HI-POWER and Solar Atmospheres of Western PA engineers worked to develop the vacuum cathodic heat treatment needed to fulfill HI-POWER’s specifications. Today, Solar is thermally processing thousands of components to help HI-POWER deliver clean and reliable energy faster for the world’s needs.
"I came upon this opportunity at a trade show four years ago," said Mike Johnson, sales manager for Solar, "At that time, HI-POWER was perfecting their critical thermal cycle profiles in a small hot wall furnace in New Jersey. HI-POWER knew that someday they would need to employ a large vacuum furnace - and we had that capability."
HI-POWER builds one of the safest and fully integrated DC storage batteries in the world. Their “Znyth” storage batteries are especially stable when housed in extreme temperatures and are nonflammable and 100% recyclable.
(photo source: Solar Atmospheres, courtesy of EOS Energy Storage)
Keith Boeckenhauer Managing Director SECO/WARWICK USA
A Virginia manufacturer of high-quality plumbing tube recently commissioned a new heat treat furnace, expanding the plant’s capabilities to include aluminum extrusions. This is the first new aluminum processing equipment installation at the plant.
The supplier, SECO/WARWICK, noted that the vertical orientation of the work being heat treated is what differentiates this from others. The design allows the customer to maintain an efficient, semi-continuous process with little downtime between batches by staging loads in the drywells. The major benefit of this design is that it will allow the manufacturer to drop extrusions into the quench within 10 seconds after heat treating and soak.
Keith Boeckenhauer, managing director of SECO/WARWICK USA, commented that the company "has patented many standard processes related to aluminum heat treatment and controlled atmosphere brazing, [and is able. . .] to apply innovative designs to custom requirements."
The furnace was designed and built in Pennsylvania.
Heat Treat Radio host, Doug Glenn, begins a 4-part series with Justin Rydzewski about Revision 4 of CQI-9. Having served on the 4th revision of CQI-9, this expert is full of interesting information and practical advice on how to understand and comply with CQI-9 Rev.4.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Today, we’re beginning a new four-part series on the latest revisions to the CQI-9 specification. If you want to learn more about this series or related content, stick around ‘til the end of this episode.
We’re here with Justin Rydzewski who is the director of sales and marketing at Controls Service, Inc. in lovely Livonia, Michigan. At least, this time of year it’s still lovely, right?
Justin Rydzewski (JR): Yes, we’ve got a few weeks left, I think.
DG: Justin is involved with the new revision of CQI-9. First off, I want to welcome you. Thank you so much for joining us on Heat Treat Radio. If you wouldn’t mind, let’s give listeners/readers just a sense of who you are and what your qualifications are to talk about CQI-9 and a little bit about Controls Service.
JR: I am the director of sales and market development for Controls Service. I got my start with this company around 2009/2010 working just as a sales rep, making phone calls and quoting work. Around 2010, the then president of the company was making a presentation to the AIAG, the Automotive Industry Action Group, the organization that publishes CQI-9, regarding their standard CQI-9. We had some questions and concerns, and so they allowed us an audience. After our presentation, they inquired whether or not we’d be interested in assisting them with drafting the third edition. We obviously said yes. I indirectly helped support at that point, and then when the third edition was released, we started working on the next one almost right away. After the third was rolled out, it wasn’t too long before the fourth edition meetings started, and then I began participating in a support role, and finally as a full blown participant at the end. The fourth edition took about 8 or 9 years to complete. It’s was an involved process, but it was fun. I learned a lot, and I’m proud of what we’ve been able to kick out.
As far as Controls Service is concerned, we’re an accredited calibration laboratory. We provide various on-site calibration and pyrometry testing services within the metro Detroit area, northern Illinois, Indiana, and Ohio.
DG: According to your website, the company is an ISO/IEC 17025 accredited provider of process control systems, calibration, maintenance, and services. Just to be clear, you were, in fact, fully engaged in this Revision 4. It wasn’t that you were standing on the sidelines; you were on the committee doing the work.
CQI-9 4th Edition vs. CQI-9 3rd edition (photo source: Control Services Inc.)
JR: Yes, I, myself. The president of the company was heavily involved with the third edition, so he was firsthand in the trenches on that one. My participation was directly hands-on with the fourth edition.
DG: The point is, you can speak with a good bit of authority, and that’s great. You’ve hit on it, but give us information again on CQI-9. Give us a brief history. When did it start? Who owns it? Maintains its update? To whom does it apply? And what’s its scope?
JR: The best way I know to describe it, because perhaps the most widely known pyrometry specification is AMS2750, is CQI-9 is the automotive equivalent of AMS2750. There are obviously some differences between the two documents, but, in a nutshell, that’s the comparison. It is a document supported by the AIAG, the Automotive Industry Action Group. They oversee the publication of it, the drafting of it, and supervise the whole thing through that process. CQI-9 is the number. Officially, I think it’s called the Special Process Heat Treat System Assessment and that kind of gets the nomenclature of CQI-9 that applies to automotive heat treaters, or any performing heat treat work within the automotive industry; and several processes fall into that category. It can be from commercial heat to in-house heat treat, to organizations like mine that support. It applies to anyone participating in that effort of heat treat.
DG: Let’s talk about Rev 4. You said as soon as “3” was out, you started on “4” and it took 8 – 9 years to get done with “4.” What was the main reason why you needed to abandon “3,” if you will?
JR: They schedule these things out to be rewritten on a routine basis. Like most specifications, they are reviewed on some established interval of time. When the third edition came out, the biggest difference between the second edition of CQI-9 and the third edition was that the third edition removed all references to AMS2750. When 2750 was in the document, it created a world of confusion, and the guidance and errata sheets that followed were just so numerous that they made it a somewhat difficult document to adhere to. One of the ideas we brought to the table was that maybe we should just remove all reference to it [2750] and write our own specification. So, the third edition removed the 2750 references. In doing so, it ended up being a very well written document. It was effective. The OEMs – your GMs, Fords, FCAs – were happy with the results of the document. The prolonged active interval of that document allowed us to collect a lot of really good data about what was working, what wasn’t, what was confusing, and where additional clarity was needed. The more data we collected, the more confident we were that the fourth edition would truly make a stride toward being a more effective document. It was longer than what we would have probably prepared for – in terms of that interval of review – but I think, all in all, the result shows for itself that it is better than it was.
Click here to read the Expert Analysis Article to hear more voices on this CQI-9 Revision 4.
DG: You would say this Rev 4 is a major revision? Or is it just minor?
JR: The way the drafting process works is that you get all this feedback from the industry and review it. Everyone who participates in that work group brings their notes about things they noticed or things that they would like to see different; then we compile all of those notes together, review it, and establish a charter that drives every effort thereafter. The major items on our charter was to increase clarity and guidance, simplify, and make it easier for the end user to adapt. Largely, the changes within the fourth edition are towards that primary focus of our charter.
There are a lot of things in there that are different, but the difference there was merely to try to make it more clear: adjust syntax of a sentence, use a different choice of words, etc. One of the things I’ve learned in this process is that this document, while it might be clear as day in English, when it translates to German, it’s not. Or, when it translates to a different language, whatever the language, it’s not as clear; so, when you find out what it says in the other language, you say, “Hey, that’s not what we meant to say. We’ve got to think of another way to say it.” Largely, the changes are to increase clarity, but there are some real big changes in that effort. Like the heat treat assessment questions. The formatting was completely revamped, we changed that up dramatically, expanded it in some instances, and removed some that were redundant in terms of requirements.
So, there are some big changes, but, for the most part, it was an effort to enhance the clarity. It’s not a complete rewrite, but it is a different document.
DG: Substantial enough that people need to pay attention. You and I have talked in the past about the addition of a number of process tables. Wasn’t there a lot added there?
JR: There was one process table added to the primary document and it was Process Table I, which is regarding hot stamping. Process Table I technically existed in the third edition of the document. It was issued as an errata sheet in 2014, three years after the third edition, but it was never part of the primary document, so issuing it as an errata sheet had its complications. Not only did you have to make sure that the end user was aware of the document requirements, they had to be aware that there was an errata sheet also available to them, and this complicated things. It was very frequent for me to be out in my travels and talk to customers that were performing hot stamping that would say, “Well, it’s tough to tell what requirements in CQI-9 apply to us because we don’t have a process table.” Well, yes you do, actually; it’s an errata sheet. That caused frustration because, again, most people want to adhere to the requirements– they just want to know what the requirements are. When they don’t, it’s frustrating.
DG: For those who might not know, or have not been baptized into CQI-9 in the past, what are the major sections? Can you break it down into the three or four major sections and a very, very brief description of those sections?
JR: It is structured very similar to the way of AMS2750 in that regard. You have four sections that divvy up a pyrometry section: thermocouples, instrumentation, system accuracy testing and temperature uniformity survey. But, unlike AMS2750, CQI-9 is a system assessment, it is a process, it is a heat treat management system. It encompasses more than just pyrometry. Where AMS2750 is a pyrometry specification, CQI-9 is a process specification; it encompasses everything. It also includes your heat treat system assessment, which is three sections of questions regarding your heat treat operation, then you have your pyrometry which is those four sections I mentioned. Then you have your process tables. Your process tables drive all of your requirements for your particular operation, in terms of frequencies and tolerances.
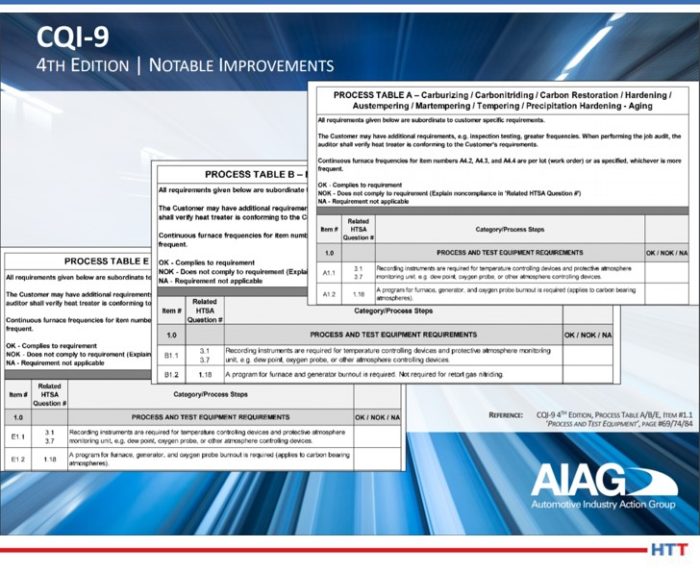
Process tables from Rollout Webinar (Source: Rollout Webinar PowerPoint)
DG: Let’s jump into the section that, I think, you would probably say you’re most comfortable with- the pyrometry section. You mentioned in that section there are four subsections. Let’s run down through those. I’d like to do two things. First, let’s just talk about, very briefly, what are the major changes in each of those four sections and then let’s come back and revisit each of those sections with maybe some very practical advice. Let’s talk thermocouples first; that’s the first section.
JR: The thermocouple section had a fair amount of changes made to that portion of the document, but again, they were mostly for the clarity aspect of things. I would say, from a significant standpoint, one of the things that we had in the third edition that was rather confusing was in regards to grace periods. The only area in which a grace period was stated within the third edition was within the thermocouple section, which is funny because it doesn’t apply to thermocouples, in terms of CQI-9. It applies to instrumentation and system accuracy tests, and so that portion was removed and placed into a more appropriate area within the document.
Another aspect of it was the requirement for the calibration report to include an accreditation symbol. It was already a requirement that if the thermocouples were calibrated by an outside provider or third party, that they had to be accredited. But one of the areas that that doesn’t address is that if I am an accredited calibration laboratory, and my scope includes instrument calibration, whether it be for measure or source, it doesn’t necessarily mean that I’m accredited to perform a thermocouple calibration. So, instead of trying to overcomplicate the document and write something that says that the calibration that I’m performing on the thermocouple has to be included on my scope and create something more difficult than it has to be, we decided to just establish that the accreditation symbol needed to be included on the report. Also, as an accredited lab, I can’t place that symbol on a report for calibrations that aren’t part of my scope. It kind of allows that portion of the industry to self-police a little bit. That was one of the more significant changes.
Another one was that we made some adjustments to the usage side of things. There was a requirement – in lieu of tracking uses of nonexpendable thermocouples – which allowed you could to put a nonexpendable thermocouple in use for a duration of time, and you could have unlimited uses essentially for that duration, and then you could remove it from service at that point. However, that duration of time was absent of some critical information, that being, for usage of the elevated temperatures. In the usage table, it was 90 uses for over 1800 degrees and 180 for under 1800 degrees, and you had 6 months for a placement interval. That didn’t necessarily convey what we were trying to do, so we added some usage in there for the nonexpendable for over that 1800 degree mark.
We also included RTDs. I come across them, but just because of the temperature range that most of the processes within the automotive heat treat world are operating RTDs are necessarily applicable. But, they exist and a common approach that I would come across at least, was “well, they’re not included, so I don’t have to do anything.” So, we just included them to wipe that off the board, and now we know that any sort of temperature sensor is critical to address, if that portion of the process is temperature critical.
We added some caveats around resident thermocouples and their usage, which, in the previous one, were only allowed for comparative method SAT. We added some caveats for requirements when they’re used for probe methods within the realm of CQI-9.
DG: Before we go on to the next section which will be calibration, let’s back up just for a half a second. You and your team actually did a rollout webinar. Can you briefly tell the listeners where they can find a little more thorough description of the rollout on this thing, because we’re not going to cover all the details here, obviously.
Rollout Webinar PowerPoint Cover Image. Get the webinar here.
JR: Yes. It would be really tough to dive into everything; some of the changes are so insignificant, that it’s not worthy of discussion, really. The AIG’s website has a page assigned to automotive heat treat and on that page they have some links to different content that we produced for that rollout presentation back in mid-September. There is also a page 3 of the document itself which outlines the majority of the changes, (at least the significant ones), made within the fourth edition. So there is a list, 3 ½ pages long, of the different changes made. There are summaries of those changes that exist in several different places, but one of them being the document itself.
DG: Did you not do a webinar? Is there a webinar? Can people actually see the webinar?
JR: I’ve not seen the webinar posted yet, I’ve not checked in a little while, but the intent was to post a version of that webinar.
DG: In our transcript of this podcast, we will look for it first off, and if we find it, we will put a link to it when we put this online. So if you’re listening and you want to see that webinar, if it’s out there, we’ll put the link in.
OK, let’s move on then, Justin, to the second of the four pyrometry sections which is calibration. What were the major changes?
JR: Again with reporting, the reporting requirements for calibration are updated; they are different. There are some minor revisions to the requirements for the calibration report. Those sort of things can be easily overlooked, so I wouldn’t ignore that. They are different. The biggest, perhaps most significant difference within the instrumentation section is that in June 2023, all control monitoring recording instrumentation must be digital. It is very similar to the approach taken by 2750 in removal of analog instrumentation, CQI-9 as well, is going to follow suit there, as well. [Listen to the AMS2750F episode with this update here.]
DG: I think AMS is by 2022, so you guys are an extra year, but nonetheless, you’ve got to start getting away from analog over to digital.
JR: For the most part, that’s the biggest change within the instrumentation section.
DG: Let’s move on to system accuracy tests.
JR: Within system accuracy tests, again reporting requirements are updated. They include some new requirements there. The illustrations within the system accuracy test section have all been updated and revamped. I believe the old ones, that were in the third edition, were very similar in nature to the illustrations that were included in AMS2750 C, so they were well overdue for an update. We cleaned those up. We removed nonessential information just to make it clear what it is we’re actually discussing there.
Also, we established grace periods that are specific to each method of system accuracy test. There are three different accepted methods for SAT within CQI-9- probe method A, probe method B, and a comparative method, and we established grace periods for each of those individually so that it’s clear and not an assumed grace period.
DG: And grace periods being, for example, “Well, the due date falls on a holiday, how many days afterwards do I have?” That type of thing?
JR: Yes. If my system accuracy tests were due on a Friday, let’s say they’re due on the 1st, technically. I don’t lose my compliance on that system from a system accuracy test standpoint for x period of days after the fact. It’s to allow for, like you said, a weekend coming up, a holiday coming up. You can still maintain your compliance interval without having to shut everything down and start fresh. A practical application would be, say you order some test thermocouples and they’re delayed. So now, all of a sudden, you don’t have the test materials that you need to perform the task, or your instrument that you sent out for calibration got delayed and it’s not back yet. Those uncontrollable sort of events don’t prevent you from operating.
DG: The final section under pyrometry would be temperature uniformity surveys. Any major changes there?
JR: There were a few. First, the reporting requirements are now different; they’ve been updated. They include some new things. Perhaps most notable is the requirement for when you perform a test on a semi-continuous or continuous system to indicate the soak time required versus soak time achieved. That has to be included on the report. Technically, it probably should have been there for the third edition as well, since one of the requirements is that you have to have obtained your desired soak time. This just calls it out to the forefront and makes it a bit clear. That information of the report makes assessing that aspect of things a bit more simple.
We added a specific grace period for temperature uniformity surveys so that it’s clear, it’s not assumptive. Where I’ve seen it most often is within the hot stamping world. You have a single stack furnace with multiple individually controlled chambers that are all separated by insulation or wall or some sort of means of differentiating them, so that they’re all essentially individual furnace cavities. We added in some clarity to say that it’s not good enough just to test one of those chambers, you need to test all of them, because they all can be different.
[blockquote author=”Justin Rydzewski ” style=”1″]Perhaps the most significant change within the temperature uniformity survey section is to the alternative temperature uniformity survey testing methods.[/blockquote]
Perhaps the most significant change within the temperature uniformity survey section is to the alternative temperature uniformity survey testing methods. In instances when I can’t perform a survey with sensors being trailed in, or I can’t send a data pack sort of unit or a PhoenixTM unit through that furnace system itself to collect the data, for systems like that, in the third edition, there were three or four paragraphs of information about what you could do. It was not entirely clear what other aspects of the section applied, what reporting was required, what sort of procedures needed to exist, and so you found a lot of variance in that testing practice. A lot of times, I’d have customers that say, “I don’t know how to perform a TUS on it, or I don’t think that I can, or it’s not practical, so I guess I don’t have to do anything.” And that’s not proper. It wasn’t clear that these surveys applied in instances where you couldn’t do the other, like a traditional TUS. So that whole entire section got rewritten from ground up to include a structure that is very similar to the other aspects of that TUS section, structured in the same way, in terms of data collection, when you need to perform the tests, these alternative tests like property surveys and whatnot, the procedure that needs to exist, what needs to be included in the procedure, and what needs to be included in the reporting. Basically, just more clear guidance so that in those instances where a survey can’t be performed, the heat treater at least has a degree of confidence that what it is they are going to be doing is going to be up to snuff, that it’s going to pass muster with their auditor.
DG: I want to go back and go all through those four sections again and ask you the same basic question for each of those four sections. When your company, or companies like yours, walk into a prep for an audit situation, what are the things that you’re seeing, practically, on the thermocouple end of things, the calibration end of things, the SAT and the TUS? Let’s start with the thermocouple: When you walk in, what do you most often see and what do you tell people?
JR: When I first walk into a facility, one of the first things I’m looking for is how the flow down of information is conducted. How are they approaching the flow down of information? Because, in order for me to assess whether or not you’re compliant with the document, I need certain bits of information. And it’s not just me, anyone would need it. As I go through a plant, and I’m looking for information on thermocouples, I want to know when the thermocouple was installed, I want to know if it was calibrated, what’s the number of the calibration certificate that it ties back into, what’s the location of that thermocouple and where it’s installed, what’s its purpose? I can tell you that often it happens where I ask, “What’s this thermocouple?” “Well, that’s my control thermocouple.” “Are you sure?” “Yes, I’m sure.” Then, when you go to remove it, it turns out to be the high limit. There are these little things where people ask, “Well, what’s it matter if one is a control or one is the high limit?” Especially if they’re both in the same well and it’s a dual element sort of thermocouple. It’s important for a multitude of reasons. If you don’t know that basic sort of information, or you don’t find that information to be important, what other information won’t you find important? It becomes like a mentality aspect of things. I like seeing that sort of information available and ready, that you don’t have to go digging for it. So, that’s the first thing I look for any time I walk in a plant. More often than not, I find that aspect of things can be lacking, from a documentation standpoint, from an availability of documentation standpoint, or “Can I see the calibration certificate for this specific thermocouple?” and I get, “Well, here are all of my certificates.” “Well, which one applies to that thermocouple?”
Justin Rydzewski explains the importance in knowing your thermocouple system inside and out from an auditing perspective. (Photo source: Pelican Wire)
What I also try to convey is that the more difficult that you make this for me – for someone who’s coming out to audit you or to perform this assessment to check on you – the more difficult you make it, the harder they’re going to start scratching. You want this to be easy. You want to convey confidence. You want to convey the repeatability of things. I can’t stress enough strong documentation and great documentation systems for easy recall, like availability of information at the actual thermocouple itself is such a nice convenience, and when someone sees that, it conveys confidence. Outside of just a basic compliance issue, it’s that support system for thermocouples, because everything starts there. All of it starts there. Even from the basic things like knowing what it is you have there, from a thermocouple aspect.
With one of my closer customers in our first interaction together, he called and asked for a 30” long thermocouple and to just make sure that it’s type K. “Well, I need just a little bit more information than that. What else can you tell me about it?” “That’s all I have. Just get me one.” “Well, I have a binder on my desk that’s an inch and a half thick and every thermocouple in there just about matches your description. I need more. Should I just flip a page and pick one?” There are a lot of variants that can exist there and when you introduce variants, you have an opportunity to introduce variance in your performance of that system.
So, consistency, repeatability, and assuring those things on a perpetual basis is critical. Things like insertion depth, length, diameter, type, calibration, where you have it calibrated. All of those things should be documented and standardized and that documentation should be readily available to anyone who needs it so that you can ensure that you’re replacing like with like, what was there before, if it was compliant, and what you replace it with is also compliant. The performance that you had on that system on day 1 versus day 180, you want to be able to assess that variance in performance, not based on the variables that have changed, like are they new thermocouples, are they in new locations; you want to assess it in terms of those other exterior factors. That’s why you call out thermocouples instrumentation and the like within pyrometry and CQI-9. Those things, to me, are really important, and they’re the first things that give that indicator of what things are going to be like as I go through a job site initially.
DG: Anything else under thermocouples, or should we move on to calibration?
JR: That pretty much covers it. From a thermocouple standpoint, just ensuring that you have solid documentation surrounding those things. It can be an overlooked piece of equipment, but they are so incredibly critical.
[blockquote author=”Justin Rydzewski ” style=”1″]From a thermocouple standpoint, just ensuring that you have solid documentation surrounding those things. It can be an overlooked piece of equipment, but they are so incredibly critical.[/blockquote]
DG: Right. And be able to easily access it and instill confidence in the auditor so that they know you know what’s going on.
Let’s move on to calibration then. When you walk into some place and you’re going to check their calibration processes and whatnot, what do you see usually?
JR: Especially when a new edition comes out, or a newer revision of a pyrometry specification, the first thing that I typically go there with is – again, similar to the thermocouple side of things – I want to look at documentation. If I have a new Rev, the first thing I’m going to ask is what are the new requirements for reporting? I want to know what was on the report yesterday and what needs to be different tomorrow, so that I can make sure from a documentation standpoint, I’m going to be covered, because that’s what I’m going to put in front of someone. That’s the thing they’re going to evaluate initially. And so, I want to make sure that this first impression is solid and that it checks every box that it’s supposed to. I’ll review all of the reporting requirements initially, just to make sure my reporting is going to pass muster with an audit. And I will scrutinize that thing up and down to the Nth degree, just to make sure that I’ve got it to a point where I’m comfortable with it. That’s where I typically start.
Again, similar to thermocouples, I want to make sure that I have a solid support system for my facility in terms of instrumentation. I know what instruments I have there, I know what’s required of all of them, I know where I want them calibrated, I know how I want them calibrated, I know where they operate, all of those sorts of things. I find often, especially on new job sites, an instrument and they’ll have offset in there. “Well, what’s this offset for?” “I don’t know.” “OK. What was it the last time you had calibrations? Has this changed? Is this a value that changes?” “I couldn’t tell you.” And sometimes, the level of offset there, it’s possible for it to be at a level that is not compliant with the document without that documentation to support it, without something calling out what it’s there for, what the intended purpose is of it. Anytime you have that “I don’t know” answer, or “It’s in someone else’s hands,” let’s say the provider of pyrometry services that are out there perform the calibration, they’re not aware that they have to go through some sort of approval process to change offset, pay the instruments out, I’m going to pump in some offset, and there you go. In the worlds of CQI-9, and especially within AMS, you can’t do that.
There is a right way to go about doing things, and a ladder of things to climb before you can just go ahead and jump. Having a solid foundation of understanding of your instruments, documenting the details of those instruments, and having that readily available. If you have that, the likelihood that you’re going to be compliant and have a favorable audit in terms of your instrumentation, is going to be so much higher than if you don’t. So, strong support system. Strong documentation as well.
DG: Let’s move on to the system accuracy tests.
JR: The system accuracy test is often something that we encourage our customers to take on themselves because it’s not an overly complicated process, by and large. From a third edition to fourth edition, again my first stop is at reporting. I want to make sure whatever it is the data I need to collect is going to be there at the end of the day and is going to be presented in a manner where anyone can understand at glance. I don’t have to have a training session on how to understand my reporting. I want it to be very clear, very forthright in terms of information that it’s clear. And then understanding the differences between the acceptable methods.
Probe method A in CQI-9 is most like the comparison method within AMS2750 where you have a test instrument system alongside your process instrument system and doing a comparative in terms of the calculated difference there. Understanding the math and the order of operations out there is essential. It is so easy to mess that up or forget how to do it properly. One of the benefits of the illustration within the fourth edition is that we made a very concerted effort to make sure that the means in which that math is performed is clear, and how it’s reported is clear, so that there’s no too much confusion. The goal here isn’t, “Aha, gotcha! You don’t know how to do an SAT.” The goal is that you do an SAT and that you do it in a manner that produces you with a level of confidence that you’re okay and that everything is going to have the best likelihood or repeatability and coming out as expected.
Understanding the math is also critical. The only real thing of note in the third edition that wasn’t explicitly called out, that in the fourth edition is explicitly called out, is that the SATs only apply to the control and monitoring and recording thermocouples; it does not apply to thermocouples that are dedicated to the purpose of over-temp protection. That can be a nice break for most users who were thinking that they had to do it in the previous edition.
For the most part I see that the act of actually performing it— again, that flow down of information becomes critical. If I know how long my thermocouple is, the process thermocouple is at that process thermocouple. Say, for instance, it’s identified on a tag at the thermocouple and it says it’s 40”. If I go insert my test thermocouple and it goes in 20” and I feel like I’ve bottomed out, the only indicator that I would have that I’ve not bottomed out my thermocouple and I’ve lined my measuring junctions, would be that measurement at the thermocouple, would be an indication of how long it’s supposed to be or an awareness of how long it’s supposed to be. If I don’t have that, and I drop my test thermocouple in and it feels like it bottomed out. Cool, they’re lined up. They could be dramatically different. In that case, I would go ahead and guess that you would notice that instantly as you’re failing that SAT, but an inch or two inches can make a significant difference in misalignment of junctions. Having an awareness of insertion depth of your process thermocouple, length of process thermocouple, and what’s required for insertion depth on your test thermocouple is critical to perform in that test and it’s something I see lacking often when I’m out in the field assessing how my customers are performing the tests in-house.
DG: And finally, let’s talk about what you’re seeing when you walk into a shop for temperature uniformity surveys.
JR: Uniformity surveys, again, the first thing I’m doing is assessing the reporting requirements to make sure everything is up to snuff, because that’s your first impression you’re going to convey to everyone. The requirements within the fourth edition are of note, that would require something to be done differently, for the most part, you’re going to be find them to be very similar. The thing that I’m looking for most is the repeatability of that test. How like is one test to the next one? What is your means of collecting data and what is your response plan when that data is unfavorable? Having that predetermined, so that you’re not doing in on the fly, can be incredibly helpful and it adds to expedite that process of getting good tests out of there.
[blockquote author=”Justin Rydzewski” style=”1″]How like is one test to the next one? What is your means of collecting data and what is your response plan when that data is unfavorable? Having that predetermined, so that you’re not doing in on the fly, can be incredibly helpful.[/blockquote]
One of things I’ve always recommended my customers doing is that before you perform that survey, have some sort of pre-survey list that you go through of tasks that you want to verify before that test is run, just to make sure that you’re collecting all the data that you need to collect before you perform it. In an instance where that test data is unfavorable, you can go back and take a look at it and compare it against previous tests performed and not have to be concerned about whether or not this test was performed differently than the one prior.
Consistency is the key. And again, strong documentation systems. Understanding what the operating temperature ranges are for each system, where your sensors are placed, how they’re traversed, where they’re installed at if it’s a continuous furnace. There are so many variables to performing that test, having a handle on them is incredibly important. Otherwise, the test data performed on day X compared to on day Y is a meaningless comparison, and you want that value to be there, to be able to compare them, so that you can see where performance has varied or where it’s different, and have something pointing at where you need to go investigate.
DG: Justin Rydzewski of Controls Service up in Livonia, MI, thank you very much. I think this is going to be our first. We’re going to have either three or four of these podcasts. I think next time, we’ll either deal with heat treat assessments or we’ll talk about the process tables some.






 Heat treaters across North America in Georgia, North Carolina, and Ontario have requested that heat treat furnaces be used in the production of powertrain, suspension, and steering/linkage components for the automotive sector. The demand for new furnace equipment has been driven by both light weighting initiatives and a shortage of in-house heat treatment capacity.
Heat treaters across North America in Georgia, North Carolina, and Ontario have requested that heat treat furnaces be used in the production of powertrain, suspension, and steering/linkage components for the automotive sector. The demand for new furnace equipment has been driven by both light weighting initiatives and a shortage of in-house heat treatment capacity.