Which vacuum gauges are most often found on a heat treater's vacuum furnaces? What are the conditions for selecting a vacuum gauge? And how do you adapt a vacuum gauge to service floor requirements?
Today's feature article is a "best of the web," that gives you a roadmap when selecting the best vacuum gauge for your heat treating purposes. In this piece, you will also learn how gauges perform differently depending on their type. Read to learn more and see these differences.
An excerpt: "There are several types of vacuum gauges, each engineered for a specific function over a specific range of vacuum pressure. Common types include:
John Niggle Business Development Manager Pelican Wire
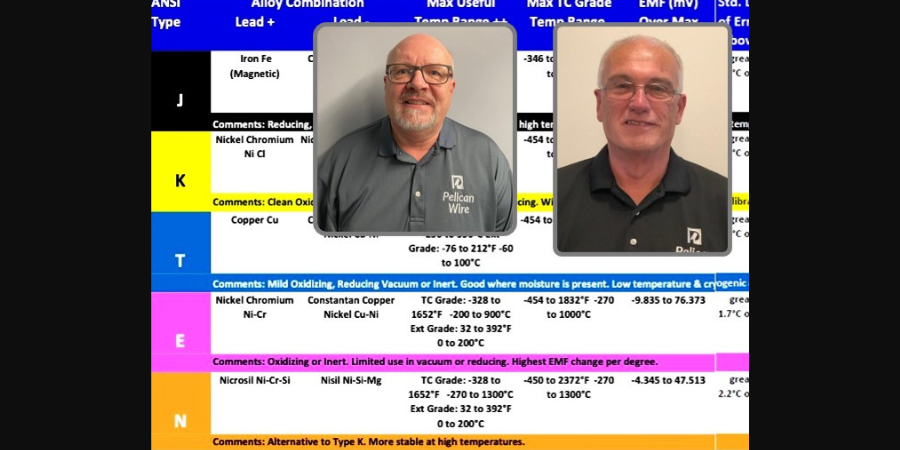
“What size wire should I use in my thermocouple assembly?”While this is a pretty direct question, the answer is more complex. In this fascinating Technical Tuesday article, learn how both the type of thermal processing as well as the stability and performance of the thermocouple contribute to selecting the right size wire. Read more in this Heat Treat Today Original Content article by John Niggle, Business Development Manager, and Ed Valykeo, Thermocouple Specialist, at Pelican Wire, Naples, FL.
This article will discuss influences that should be considered when choosing the wire diameter in a base metal thermocouple circuit. It is important to keep in mind each thermal process will dictate the type and size of thermocouple. It is also important to understand there are several factors which influence the life expectancy of a thermocouple circuit.
We often get asked, “What size wire should I use in my thermocouple assembly?” The quick and simple answer is, “Use the largest practical size.” While this may be true, the individual thermal process should dictate the proper wire size.
The selection of a specific wire size for a given thermal process is related to the question of “expendability.” A thermocouple not exposed to harsh environments or excessive temperatures should have a long and useful life. Thermocouples exposed to corrosive atmospheres and elevated temperatures should be considered expendable. In general, if a thermocouple wire is deemed expendable then the wire should be no larger than necessary. If the thermocouple wire is exposed to excessive temperatures, or harsh environments, a larger diameter wire may be required.
There are several factors that affect the stability of thermocouple alloys:
Evaporation – Especially at higher temperatures certain elements evaporate more readily than others.
Diffusion – Alloying elements from one leg to the other.
Oxidation – In most cases oxidation in clean air is beneficial for thermocouple performance. As oxide film thickens with time and temperature, the overall composition of the thermoelement changes.
Contamination – Changes in wire composition can affect thermocouple drift. Contamination from sulfur, iron, and furnace refractories can be sources of contamination.
Each of the above factors can induce EMF (electromotive force) drift, caused by a change in alloy composition. EMF drift is the potential for the thermocouple to lose its accuracy over time. Typically, this change takes place on the surface of the wires. Since smaller diameter wire has increasing ratios of surface to volume exposure, they are more rapidly affected by surface effects. The rate at which this phenomenon progresses accelerates as the temperature increases.
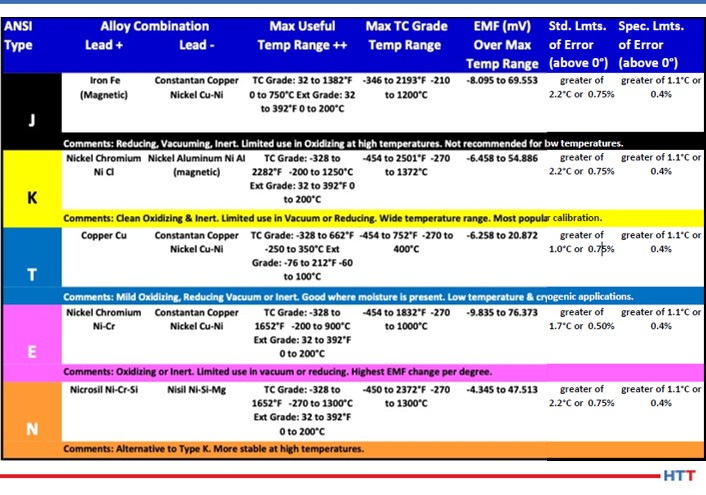
(Source: Pelican Wire)
It is important to keep in mind each base metal thermocouple type has its advantages and disadvantages. The environment and temperature range contribute to the overall thermocouple performance. Using a thermocouple in the wrong environment or incorrect temperature range could increase the opportunity for adverse surface effects, regardless of the wire size.
There are other considerations when choosing a wire size in a thermocouple circuit:
Stem Loss – Stem conduction is heat conduction along the length of a wire. When the heat source end and the cold junction end of the wire are at different temperatures, stem conduction occurs. This temperature discrepancy produces a reading different from the actual heat source temperature. Using a larger gauge conductor could produce an error due to stem loss conduction.
Resistance – The industry standard is to keep total loop resistance of your circuit under 100 ohms. Loop resistance is determined by multiplying the length in feet by the resistance per double feet. Double feet is the resistance per foot of each thermocouple element. Decreasing the wire size results in the increase of resistivity of each thermoelement, which affects total circuit resistance.
Flexibility – Some thermocouple assemblies are run through conduit or inserted in protection tubes. As you increase the wire diameter you lose some flexibility.
Useful thermocouple life is difficult to predict, even when most of the details of an application are known. The best test for any application is to install, use, and evaluate the performance of a design that is thought likely to succeed. Thermocouple type descriptions are good source for determining recommendations, and prohibitions for thermocouple use.
Keeping in mind these recommendations, as well as having a better understanding on what affects thermocouple performance, should help you select the proper wire diameter for your specific application.
About the Authors: John Niggle has been the business development manager at Pelican Wire since 2013 and has prior sales experience in process instrumentation. Ed Valykeo, a 40-year veteran in the wire industry, many with Hoskins, is a thermocouple specialist who has worked with Pelican for 10 years.
A heat treater in Greenville, South Carolina, Solar Atmospheres, will receive a vacuum furnace from its sister company in Sellersville, Pennsylvania. The 12 foot horizontal, car bottom-loading vacuum furnace is capable of processing up to 50,000 lbs of material.
The sister company providing the furnace, Solar Manufacturing, has it painted and ready to go. Check out the video that they posted on Twitter to see preparations for the vacuum furnace’s shipment.
Welcome toHeat Treat Today’sThis Week in Heat TreatSocial Media. As you know, there is so much content available on the web that it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Todayis here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you’ve just got to see and read!
Check out today’s line-up of Halloween Costumes, Thanksgiving and your heat treat furnace, a video on the details of stress relieving, and more!
Typically, we like to start these posts with an intriguing or exciting metallurgical post from the industry. But with Thanksgiving right around the corner, we know you would like to contribute with the skills that you use every. Single. Day. Still, be careful… Enjoy this video from Ipsen USA.
2. Technically Know How
We see you! And we think it’s awesome! Here are several videos and images of heat treat techniques and shared knowledge. Feel free to @HeatTreatToday when you post these videos so that we can see them!
Talk about throwbacks, these videos and images from the “social-inter-webs” share some interesting factoids and knowledge from the past. Check out heat treating video from the 1970s, heat treatment in Japanese culture, and 6,500 year-old copper workshop.
.
1973 – Properties and Grain Structure Video
Check out this video, “Properties and Grain Structure: BBC 1973 Engineering Craft Studies,” and let us know if you agree with one of the commenters: “Please never remove this video from youtube. This video is a majestic gem in an ocean of gray pebbles.” If you share it on your LinkedIn page, @HeatTreatToday so we know what you think!
.
The Art of Mokume Gane
Full disclosure: this is NOT at the high temps that you are used to. But still…get a load of Mokume Gane: “it is an ancient Japanese technique used to make jewelry, blade guards and many other things. It is basically Damascus or pattern welded steel, but made from non ferrous metals such as gold, silver, copper, brass, platinum, bronze etc.” (Source: HomemadeTools.Net)
.
Secrets of the Desert
Tel Aviv University and Israel Antiquities Authority believe copper-producing technology was closely guarded secret in the Neveh Noy neighborhood of Beer Sheva, capital of the Negev Desert. This emergency archeological excavation came about to safeguard threatened antiquities. Now, “The new study also shows that the site may have made the first use in the world of a revolutionary apparatus: the furnace.” (Source: Tel Aviv University: American Friends)
Work on the dig in Beer Sheva. Photograph credit: Anat Rasiuk, Israel Antiquities Authority. (Source: “6,500-year-old copper workshop uncovered in the Negev Desert’s Beer Sheva,” Tel Aviv University: American Friends)
4. Reading and Podcast Corner
Free Classes Anyone? Thank you, C3 Data
.
Heat TreatRadio: Rethinking Heat Treating (Part 3 of 4) — The Fracking Pump Valve Seat
The latest episode is with integrated heat treating professional Joe Powell and Doug Glenn as they talk about the fascinating heat treatment of a fracking pump valve seat.
.
Heat Treat Radio: Andrew Bassett on AMS2750F (Part 2 of 3) — SATs
Get ready for the next episode in this series being released in early December with this podcast! Doug Glenn continues his conversation with AMS2750F expert Andrew Bassett. This time, the pair discusses Revision F changes to System Accuracy Tests (SATs).
Savings of over $700.00 in hard grinding costs PER GEAR on an 18-inch bevel gear? Listen to Joe Powell of Integrated Heat Treating Solutions tell how they did it. [Go to Heat Treat Radiowith Joe].
[blockquote author=”Joe Powell” style=”1″]“It’s a win-win-win. The customer is happy, we’re happy and it works. This demonstrates that you can indeed quench very, very intensively. We’re talking about 400-600 degrees Centigrade/second of quenching.”[/blockquote]
5. Scary Manufacturing…Maybe
While this is not exactly metal, could any of you make this? Or maybe the more important question is, would any of you make this?
We hear the term “preventative maintenance” often used in the industry. Setting up procedures in advance to avoid unplanned downtime and other avoidable costs is certainly a hot topic. But this Heat Treat Today Best of the Web feature highlights a maintenance strategy that has become increasingly popular in creating better industrial efficiency: predictive maintenance. Read today’s feature article to learn about what predictive maintenance is, how it is implemented in a vacuum furnace system, and how this strategy saves you money.
An excerpt: “Predictive maintenance (PdM) evaluates the condition of equipment by performing periodic or on-line asset condition monitoring. Most PdM is performed while vacuum furnace is operating normally to minimize disruption of everyday operations. This maintenance strategy leverages the principles of statistical process control.”
José P. Sanchez Ceramics Business Unit Nutec Bickley
Heat TreatToday brings you an article from Jose Pablo Sanchez at Nutec Bickley on what to expect when giving a kiln or furnace an upgrade.
How much time does it take to replace or upgrade your heat treat kiln or furnace? What are the best questions to ask when preparing to upgrade a control system on your furnace or kiln? What about the availability of replacement parts? How can you be sure that your upgrade will deliver the overall best experience once it is said and done? Read on to consider the case study of one client’s experience when remodeling a kiln control system.
About the Client
One of the most renowned sanitaryware manufacturers in the world wanted to update the control system on one of their older tunnel kilns. The 30–40 year-old equipment had an outdated control system which ended up leading to a lengthy installation process
Since the kiln’s control system was obsolete, the client could not access the controller’s program, making any required modification impossible. Additionally, the kiln did not have a HMI screen, only a board with LEDs. The SCADA system was DOS based, very unfriendly and difficult to operate. This made sourcing any necessary replacement parts extremely difficult in the event of failure.
The Challenge
The client had been forced to search for spare parts on eBay and other online sites as they had been discontinued by the part manufacturer. But even with these searches, it had become impossible to find replacement parts.
Tunnel kilns handle a substantial throughput and are generally only idle when they are closed down for a week at the end of the year for maintenance.
So, the challenge that the client and our engineers faced was to uninstall the current system, install the new one, and get everything ready, all before the plant resumed operations.
To this end, we worked 24 hours a day continuously, conducting tests during the final week of the year with our team of programmers and commissioning engineers.
Equipment Supplied and Technology Employed
Installation of new SCADA and PLC equipment
1.- Allen-Bradley ControlLogix® PLC
A high-performing PLC
Improved processing power
2.- New SCADA from FactoryTalk®
Replaced the obsolete system the client was using
More programming versatility on screens
The Solution
In updating the system, we proposed replacing the old controller with an Allen-Bradley ControlLogix® PLC and installed a new FactoryTalk® SCADA for screen control. These updates took time both prior to installation and during the installation itself.
First, the existing program could not be accessed, so multiple visits to the client’s factory were necessary to study the kiln’s operation philosophy. Second, since the control panel wiring had no labels, we took time to label every component and ensure that the wirings corresponded to the correct signals. Additionally, we brought in a commissioning engineer who checked the functionality of the instrumentation before any intervention.
When it came to installation, a systematic process was essential. Every time a component was connected it was tested immediately. We had up to 5 automation engineers at a time for quick troubleshooting.
Results Obtained
A key part of the process was the client’s cooperation. They always had someone there with us to help us with anything we needed. With our engineers, the facility was able to obtain:
The latest hardware and software systems
Technical support and easy refurbishment capabilities
The ability to add more cards in the future to improve monitoring
Increased flexibility to customize systems
Better monitoring and data analysis of kiln performance results
Remote access from the Nutec Bickley plant for testing and troubleshooting purposes
This proves that the client’s cooperation is always key for a successful project.
Images provided by Nutec Bickley.
About the Author: José P. Sanchez is part of the Ceramics Business Unit in Nutec Bickley, in charge of sales in LATAM for kilns and major retrofits in the ceramic industry. He has been an active participant of multiple projects involving kilns and ovens in numerous industrial sectors, mostly refractories for the steel & aluminum industry.
“The original LPC schedule, consisting of six boost-diffuse steps, was producing large amounts of carbides during the process. With large amounts of primary carbides in the case of the heat treated gear, rolling contact fatigue performance was decreased.”
Heat Treat Today‘sTechnical Tuesday feature, “Low Pressure Carburizing Process Improvement for a Ring Gear: Controlling Carbide Formation during LPC,” explores a case study, written by Justin Sims, lead engineer at DANTE Solutions, about how software modeling aids heat treaters in improving their low pressure carburizing process. Enjoy today’s Original Content.
Introduction
Low pressure carburizing (LPC) processes are becoming more widespread throughout industry due to the reduced cycle times and the control over the carbon profile through the case. Unlike gas carburizing, which utilizes a constant carbon potential to maintain the available carbon on the part surface at a specific value, LPC utilizes a series of boost and diffuse steps. A boost step involves the temporary addition of a carbon carrying gas to the furnace chamber, usually acetylene, to increase the surface carbon to the saturation limit of austenite. If not properly controlled, the carburized case may have an excessive amount of carbon, which damages the final microstructure. After a requisite amount of boost time, generally half minute to several minutes, the carbon carrying gas is evacuated from the chamber. The concentrated carbon in the shallow surface layer from the boost step is then allowed to diffuse into the part, reducing the surface carbon. These two steps are then repeated until the required case depth and carbon profile are achieved.
For steel alloys that do not contain a significant amount of strong carbide forming elements, the LPC process is relatively easy to control. However, with the advent of high strength steels for the aerospace industry, most of which contain substantial amounts of strong carbide forming elements, such as chromium, molybdenum, and vanadium, the LPC process can be challenging. The primary carbides formed during the LPC process, if not properly dissolved, can damage fatigue performance.
While Fick’s Second Law describes the diffusion of carbon through a low alloy steel with reasonable accuracy, the same is not true of medium and high alloy steels. This is due to the presence of carbides forming and dissolving during the LPC process. During a boost step, the carbides formed increase the total amount of carbon into the surface. During the diffuse step, as the carbon that is in solid solution diffuses into the part, reducing the carbon in austenite, the carbides can dissolve to provide more carbon to the solid-state solution. If the carbides are not allowed to fully dissolve or shrink to a significantly small size before the next boost step begins, they will continue to grow. In order to properly predict the carbon profile of medium and high alloy steels, the carbide formation and dissolution must be considered. The heat treatment simulation software DANTE has implemented this feature.
The following is a case study for redesigning a LPC schedule of a ring gear using DANTE. The original LPC schedule, consisting of six boost-diffuse steps, was producing large amounts of carbides during the process. With large amounts of primary carbides in the case of the heat treated gear, rolling contact fatigue performance was decreased.
Image 1
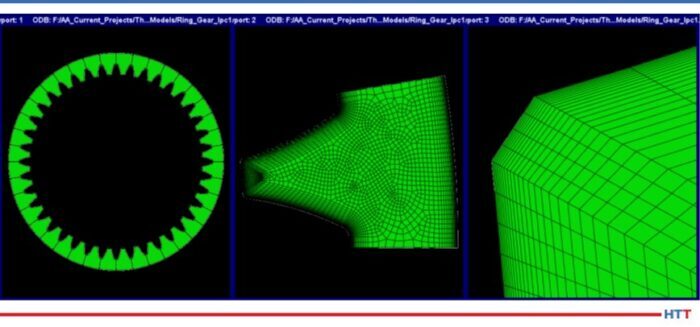
Geometry and Model
Part: Ring Gear
Material: Ferrium C64
Outer Diameter: 5.5 inches
Inner Diameter: 4.5 inches
Height: 0.060 inches
Number of Teeth: 40
Model: Single Tooth
Cyclic Symmetry: Carbon boundary conditions
act uniformly on all teeth
Number of Elements: 233,850 linear hexagonal
Number of Nodes: 245,055
Higher mesh density near surface to capture
steep carbon gradients
LPC Experiments vs. Prediction
Image 2
Experimental data versus DANTE prediction for 3 LPC runs
LPC experiments conducted using a cylinder with a 4-inch OD and a 4-inch height made of Ferrium C64
3 different boost-diffuse schedules executed
6 boost-diffuse steps
All 3 schedules used the same first 11 steps
Final diffuse time increased for each run, with Run 1 having the shortest and Run 3 having the longest
LECO used to measure the carbon profile of the test coupons
DANTE model parameters for carbon diffusivity, carbide formation, and carbide dissolution fit from experimental data
Simulation matches experimental data reasonably well
Baseline (Original Carburizing Process) Model Results
The case depth originally was designed for 0.75 mm (0.030 inch) on the flank of the tooth, with a carbon value of 0.3% resulting in a hardness value of 50 HRC for Ferrium C64 when tempered at 495°C (925°F).
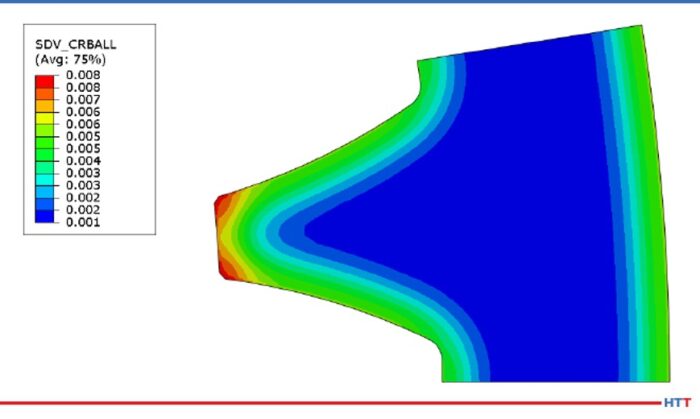
The contour plot shows all carbon, the carbon in the austenite matrix and the carbon in primary carbide form, at the end of the process for the baseline model:
Areas above 0.011 carbon contain primary carbides
Tip contains a high amount of primary carbides
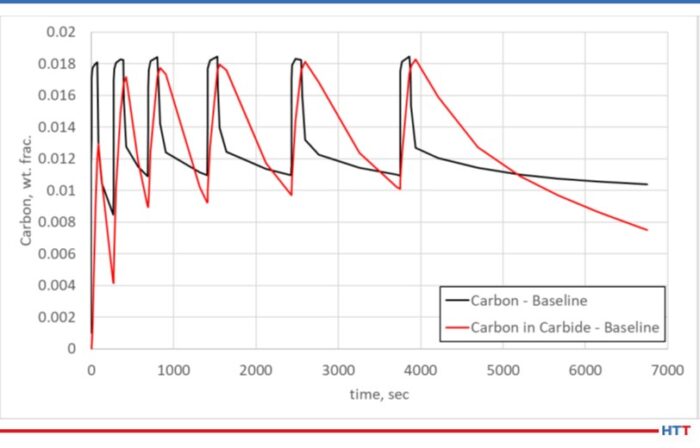
Line plot shows the predicted carbon in the austenite matrix (Carbon) and the carbon in primary carbide form (Carbon in Carbides) at the surface of the flank for the baseline model over the total time of the process.
Carbides present at a depth of 0.25 mm (0.010 inch)
Case depth ~0.35 mm deeper than required
Image 3
Image 4
Contour plot shows all carbon, the carbon in the austenite matrix and the carbon in primary carbide form, at the end of the 3rd boost and diffuse steps
Line plot shows the predicted carbon in the austenite matrix (Carbon) and the carbon in primary carbide form (Carbon in Carbides) at the surface of the flank for the baseline model over the total time of the process
Carbides formed during the first boost step continue to grow as the process progresses, indicated by the increasing carbon in carbide
Final diffuse not long enough to fully dissolve carbides
Image 5
Image 6
Image 7
Redesigned Carburizing Process Model Results
Image 8
To ensure the primary carbides dissolve completely before hardening, a new schedule was developed with the aim of reducing the carbon in primary carbide form:
3 boost-diffuse steps were removed, and the diffuse times increased substantially.
An increase in diffuse time increased the schedule by approximately one-half hour, which is acceptable given the positive results.
The contour plot shows all carbon, the carbon in the austenite matrix, and the carbon in primary carbide form at the end of the process for the redesigned process model.
Line plot shows the carbon in the austenite matrix (Carbon) and the carbon in primary carbide form (Carbon in Carbide) from the surface of the flank towards the core for the redesigned model at the end of the process
Small carbides (negligible) at a depth of 0.1 mm (0.004 inch)
Image 9
Easily removed with finish grinding operation
Contour plot shows all carbon, the carbon in the austenite matrix and the carbon in primary carbide form, at the end of the 2nd boost and diffuse steps for the redesigned process
Primary carbides are nearly fully dissolved, even in the tip (carbon is higher, but it is not in carbide form), at the end of the diffuse step
Image 10
Image 11
Line plot shows the predicted carbon in the austenite matrix (Carbon) and the carbon in primary carbide form (Carbon in Carbides) at the surface of the flank for the redesigned model over the total time of the process
Carbides are nearly fully dissolved after each diffuse step
Image 12
Summary
The heat treatment simulation software DANTE model parameters for carbon diffusivity, carbide formation, and carbide dissociation fit from experimental data.
Any steel alloy and LPC equipment can be fit to the DANTE carburizing model.
The software successfully predicted the results of a low-pressure carburizing process that was resulting in poor part performance during rolling contact fatigue:
Model showed that large primary carbides exist at a depth of 0.25 mm (0.010 inch).
Model showed that the carbides do not have time to dissolve during the boost steps.
The software was used to successfully redesign the boost-diffuse schedule to improve rolling contact fatigue performance:
Model showed that small primary carbides (negligible) exist at a depth of 0.1 mm (0.004 inch).
Model showed that the carbides nearly fully dissolve during the diffuse steps.
Small carbides were removed during the finish grinding operation.
Rolling contact fatigue performance improved due to the absence of primary carbides near the surface.
Additionally, the software is not limited to Ferrium C64 with respect to primary carbide formation during LPC:
Continually updating the material database with carbide behavior for different alloys
Continually validating the model with experiments
About the Author: Justin Sims is a lead engineer at DANTE Solutions. For more information, contact Justin at DANTE Solutions
Bob Hill President Solar Atmospheres of Western PA
Lake Park Tool and Machine, located in Youngstown Ohio, produced a massive H13 liner which Solar Atmospheresof Western PA (SAWPA)recently heat treated. The liner measured over 100” OAL and weighed a total of 16,000 pounds. The liner was turned on Lake Park’s new large capacity lathe with 34” max diameter and 200” max length.
This H13 liner was heat treated in, what SAWPA says is, "the fastest cooling large vacuum furnace in the industry." Solar Manufacturing, sister company to SAWPA, recently completed this 10 bar vacuum furnace several months ago. It is equipped with a hot zone measuring 48” wide x 108” OAL. Additionally, the furnace has a 600 HP blower motor for increased cooling power. The critical cooling rate, to obtain optimum properties for H13 hot worked tool steel, was achieved in the as-quenched hardness of HRC 54-55. The part was then double tempered to the customer’s specification of HRC 46 to 48.
"This large rapid cooling vacuum furnace provides us continued diversification to our vacuum heat treating repertoire and capabilities. We’re proud of this partnership with Lake Park Tool and Machine and to assist our customers in vacuum heat treating one of the largest air hardening dies that I have personally heat treated over my 40 year career,” stated Bob Hill, president of Solar Atmospheres.
A leading tooling manufacturer recently received a top loading furnace for the production of dies. This is the second furnace that is being used by the manufacturer in order to produce dies to cut fabric in the making of N95 masks for the medical industry.
The Warrington, Pennsylvania based supplier, Lucifer Furnaces, noted that the model has a chamber size of 48” H x 18” W x 18” L and heats to 2300°F. The supplier also detailed how the furnace design provides uniform heating.
Heat TreatRadio host Doug Glenn talks with Joe Powell of Integrated Heat Treating Solutions in this third of a four episode series about bringing heat treating into the 21st century. This episode covers the fascinating heat treatment of a fracking pump valve seat.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): We're continuing our conversation with Joe Powell of Integrated Heat Treating Solutions. on rethinking heat treating. I strongly recommend that you listen to parts 1 and 2 of this series as well as today's episode. All three are fascinating. To hear the first two parts, click here.
Today, we’ll be talking about what I think, if you've listened to the first two episodes of this four part series, is a very fascinating, I think, somewhat revolutionary advancement in heat treat.
Today, basically what we want to talk about is a really interesting example of the general concept of what we talked about in session one. I want to review that first session very briefly and ask you a couple of other quick questions before we jump into the example of a fracking pump valve seat, which is where we're headed today. But first, maybe from a 30,000-foot view, Joe, tell us what we're talking about here. If you were to put this in a minute, how would you describe what it is you've been doing over at Integrated Heat Treating Solutions?
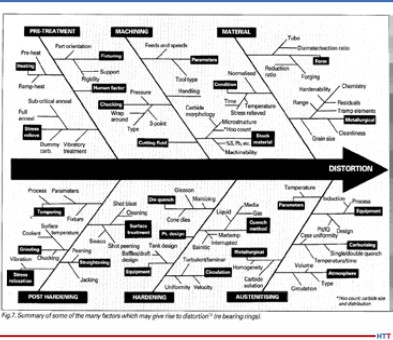
Joe Powell (JP): Integrated Heat Treating Solutions (IHTS) is a consultancy that takes 75 years of practical commercial heat treating and applies it to help part-makers make better parts by using heat treating knowledge. We also work with the material-makers who want to get more added value out of a given hardenability material. What IHTS is essentially doing is taking off from the idea that quenching causes the most problems in heating: it causes distortion, part cracking and size change that is unpredictable. That distortion engineering has been part of the ASM and other societies that have had task forces, committees, and various conferences that are dedicated to the control of distortion.
Potential factors influencing distortion (Source: American Gear Manufacturers Association, sourced by Joe Powell)
The reality is that the control of distortion has been approached by many, many people, including Dr. George Tautin, who was one of the inventors of the reverse solubility polymers when he worked for Dow Chemical and Union Carbide, and Dr. Kovosko in the former Soviet Union, who was my partner in IQ Technologies starting back in 1999. What we've discovered working with all of these very smart people is that the quench cooling rate and its relationship to causing part distortion or part cracking is a bell shape curve. In other words, if you quench very slowly in air or gas or hot oil or martemper salts, hot salts for austempering, you will not crack the part. But, if you quench faster in brine, water, or even water polymer mixtures that don't have enough polymer in them to act like an oil quench, the cooling rate will become relatively fast. That relatively fast cooling rate will give you a much higher probability of part cracking, until on some parts you'll literally crack every part you put in the quench if it's quenched in water.
If you can create a shell on the outside of the part and quench it 752°-1112° F (400°- 600° C) per second, that shell will literally hold that hot part while the hot core thermally shrinks underneath and pulls that shell under compression. As that thermally cooling shell and hardened shell of martensite goes through volume change and actually increases in volume, the grains are actually pushed up against each other under compressive surface stresses, and that compressive surface stress holds the part like a die. So, regardless of its geometry or mass, that part is going to come out of the quench having cooled by uniform conduction down to its core through that shell in a very predictable shape.
DG: That's exactly what I wanted to get to: what we're talking about here is a quenching issue. It's quenching parts fast enough so that, in a sense, what you're doing is creating a hard outer, immovable shell, if you will, pretty much instantaneously, which holds that part in place while the core cools down to the temperature that is needed.
The quenching media, in one sense, don't really matter. It can be done. The issue is getting that shell formed quickly, uniformly and then holding it at a certain temperature until the core cools.
You and I have spoken in the past, Joe, about a kind of interesting quote which I'd like you to comment on before we get to the fracking pump valve seat example of what we're talking about. Here’s the quote I'd like you to address, “Everyone knows how to heat treat. All you need is a torch and a bucket of water.”
"Every day I learn that in the 23 years that I've been working on heat treat quenching and focusing on that and controlling of distortion, there is always something new, and there is always something new in the field of, what I call, metallophysics."
JP: That's correct. Every machinist you'll ever meet, and even a machining handbook, will tell you how to heat treat a part, and do it quick and dirty. The problem is everybody thinks that it’s because they've heat treated a part in the past, that they know a lot about heat treating, and that is just not the case. There is so much to know, that all I can tell you is that every day I learn something new. Every day I learn that in the 23 years that I've been working on heat treat quenching and focusing on that and controlling of distortion, there is always something new, and there is always something new in the field of, what I call, metallophysics.
DG: Right. It brings me back to a couple of thoughts along that line. One, it's the whole idea that “a little knowledge is a dangerous thing” – we think we know and yet, we don't. You've told me a story in the past and I think it's worth our listeners hearing it, and that is just an abbreviated version of the Jack Wallace story. Again, Jack Wallace, the head heat treat metallurgical guru at Case Western Reserve University, comes into your shop and you tell him, “I can quench these things so super-fast,” and he looks at you and says, “You are a crazy man. It's not possible.”
JP: Actually, it was worse than that. Dr. Michael Aerinoff came from Russia and was telling Jack about this technology that Dr. Kovosko discovered back in the former Soviet Union. So, it had two strikes against it. Not only was it new information and contrary to the idea that the faster you quench, the more likely you are to blow up the part, but it was also contrary to the information, “Hey, we're in the United States. We know all about heat treating and metallurgy!” At the end of the day, this metallophysics twist that Dr. Kovosko put on the dynamics of the heating and cooling process is really the key to understanding and viewing metallurgy from another dimension – the dimension of residual and current compressive stresses that are affecting the part. That's what Dr. Kovosko told us about, and finally, that's what unlocked the ability of the parts that Professor Wallace witnessed being quenched and not cracking.
DG: I would have loved to have been there and seen the eyebrows of Dr. Wallace.
JP: The other two metallurgists who were in the room besides me – two owners of heat treating companies, Wayne Samuelson of Shore Metal Treating at that time and John Vanas at Euclid Heat Treating – both of them basically wrote Michael off as a crackpot because they had heard what professor Wallace had said. I was the only one dumb enough to think, “Well, come on down. If you want to demonstrate some parts, they're either going to blow up or they're not. If they don't blow up, it'll be interesting, and if they do blow up, it will be funny, so let's try it!”
DG I wanted our listeners to hear some of the other people who are now, as I say in quotes “true believers.” You've got Jack Wallace who now believes what you say is actually true. You've also got, I believe, George Tautin, who is kind of the “king of quench.”
JP: Absolutely. He's actually written a book with us. It's an ASTM book; it's publication #64, I believe, and that book tells you exactly how to build the first and second generations of IQ (intensive quenching) equipment. George also said in 2014, after he retired from making polymer quenches, that you don't really need oils or polymer quenches. You can do quenching very nicely with a properly designed quenching system and water, or water and a little bit of salt. That was a pretty strong statement from a guy who literally spent his career making those quenches better.
DG: You had mentioned one other individual, Robert O'Rourke.
JP: Yes, he is a metallurgist with over 30 years of experience with ductile iron. Bob worked with one of the industry giants, Chip Keough,* who founded Applied Process and also austempered ductile iron. Chip's company not only worked with the ductile iron society for many years, but also with Bob O'Rourke, who was one of the principals at the Ductile Iron Society; in fact, he was president back in 2015. At the end of the day, he basically said that we could take this kind of crappy material, ductile iron, and austemper it. Chip made a very good business out of austempering ductile iron at Applied Process and converted many, many parts from either as-cast ductile or even steel parts to austempered ductile iron parts.
That, to me, showed that it's possible to take a heat treating process and apply it to a material and literally create a new material out of as-cast ductile irons. Chip even said, “I know what you guys are doing. When we quench in salt, it's very uniform. There is no film boiling. There is no nonuniformity in the cooling. All you're doing is just kicking it up a notch with higher intensity and knocking off the film boiling with the intensive agitation.” And I said, “You're absolutely right, Chip.” What we did not know at that time was that it could be applied to ductile iron.
DG: Let's jump into this fracking pump valve seat. A couple basic questions. First off, we're talking about a pump that is used in the fracking industry to extract out, I assume, the fracking fluids, and things of that sort.
JP: It's actually to inject the high-pressure water sand. They call the sand a proppant. After the pump has fractured the shale layers, then they inject water and sand to hold up and prop up those cracks in the geology and allow the gas to flow out more quickly.
DG: Good. So, the point is, it is very rugged and the pump takes a beating. What was the problem that the company was having? How did it come to your attention?
JP: The frackers were having to rebuild the pumps every 40-60 hours and replace these valve seats. They had high pressure water and sand flowing through the valves. The valve would open and close under pressure at about four times a second, and that constant abrasion of the valve opening and closing and banging into the seat was causing the seat to wear out. Once the seat is worn, then the pump can't maintain its pressure, and they're not getting anywhere in terms of putting that fluid down in that well, and therefore, making it produce more oil and gas products.
DG: Essentially, you've got fracking companies who are having to replace valve seats and rebuild the valves every 40-60 hours. What was the material that was being used for the valve seat?
JP: For years, these types of seats were made of 8620 carburized steel. They usually start with a forged ring, and then they machine that ring into a valve seat with a taper and a strike face where the valve closes onto the valve seat. That part is generally carburized around 90,000th of an inch effective case step and tempered and then put into the pumps. Again, that case hardened surface is 60–65 Rockwell and wears very, very well and resists the abrasion of the sand and water. Because it's 8620, it has a ductile core underneath the strike face that absorbs the impact of the valve opening and closing on top of it every four seconds under pressure.
You have to have a combination of hard, yet ductile. And you have to have a tough part that resists wear and abrasion.
DG: These guys were using it and still having to replace it every 40-60 hours, so what was your thinking on it and how did you guys help?
JP: A whole bunch of people had tried to put tungsten carbide inserts into the strike face to make the strike face even harder than case hardened material. Then a company came out with a solid sintered tungsten carbide valve seat that costs upward of $500–800 each. You’ve got to remember that there are ten of them in the pump, and they were built as a lifetime valve seat because they actually outlasted the pump block and some of the other parts of the pump. But that was not a great solution because, at that point, you have a seat that's lasting longer than the pump block. You still had to take apart the pump anyway for other things that were worn; it's too good and it's too expensive. If you've got $8,000 worth of seats, you're not going to throw the pump block out because it's worn out, you're going to try to remove those seats.
Large Rolls on Their Way into IQ Tank (Source: Joe Powell)
Again, what they were looking for was a longer life valve seat, not necessarily a lifetime valve seat, but something that would last for all of the stages used by that pump at a certain well. They would move it at the time that the well completely fracked and started to produce and take it back and rebuild it at their shop. They were shooting for 200 hours.
DG: Right. Again, the normal was 40-60 hours with the 8620 material.
JP: Right. Having had the experience with the elongator roll and the ability to make something that was literally so hard they couldn't knurl it, we had to temper those elongator rolls back quite a bit in order for them to knurl them and then use them at the mill. I thought, if we don't temper the valve seat back and just leave it that hard, it should be carbide-like hard, because if a carbide tool can't knurl it, it's pretty doggone hard. We fired up our existing piece of equipment that we had at Akron Steel Treating, a 6,000-gallon intensive quenching tank. We heated the parts and quenched them in that big batch tank, and we got very nonuniform results.
One of the things we did not understand back in 2012 was that ductile iron, because of all the graphite particles that are in there, has a very low thermal diffusivity, meaning that in order to get the heat into it or out of it during the quench, you had to be more than intensive; you had to be, what I call, instantaneously impacting that surface with high pressure water that literally pulls the heat out at a rate that will allow you to get to the martensite start temperature, cool to the martensite start temperature, and form that shell in less than 2/10th of a second – and you have to do that all over the part surface to create that shell. This required the making of some new induction heating equipment that have an integrated quench system built into it. This integrated quench system is going way past the ability of our 6,000-gallon tank with its propellers flowing the water laminally across the surface and literally impacting the part instantaneously after the induction heat is turned off.
DG: I want to mention to the listeners that we'll put a photo of this part in the transcript that we'll have on the website so that they can get a much better sense of what the part is; there are some lips and turns and there is an inside diameter and an outside diameter. As you say, if you're flowing water laminally over this, you're going to be missing parts and you're going to be missing areas of the part, so you need to get it quenched quickly.
JP: They actually did crack in the O-ring groove and under the flange out of our 6,000-gallon tank, so we knew we had to do something different. The first thing we tried was to put in the flange and the O-ring groove after it was heat treated, but that wasn't going to work because the part-maker didn't want to have to machine it twice. We had to come up with a way of delivering that water all over the shell of that part and also keeping the core relatively ductile. We didn't want to harden it all the way through and make it brittle, so that's what we came up with while working with the folks at Induction Tooling in North Royalton.
DG: So, it was basically an induction heat and an integral induction quench, very high impact, instantaneous, probably way beyond what anybody else has seen. Describe very briefly, what kind of horsepower was needed to go into the quench.
JP: We used a 60 gallon/minute pump for the ID and a 60 gallon/minute pump on the OD. Both pumps were operating at 60 psi, so there is quite a bit of pressure and quite a bit of flow over a very, very small area.
DG: Which is exactly what needed to be done. So, talk about the results. You're hinting at them here, but what are we talking about in regards to Rockwell hardness and that type of stuff?
JP: We're getting 60+ Rockwell hardness. Again, you've got to remember that this is an apparent hardness because the Rockwell machine is fooled by the very soft graphite particles that are in the matrix. You have very, very hard martensitic iron and carbon in the surface, but you also have these little particles of spherical graphite, and that graphite acts as, what we believe, a lubricant. We haven't quantified it in the valve seat, but we've quantified it for some dies that gives lubricity that's not present in a steel part. The graphite lubricates whatever is traveling over the surface of the part. The other thing that we learned is that the compressive residual surface stresses, when tested by x-ray defraction, are about double that you get when you do carburization of the 8620 valve seat. The very high residual compressive surface stresses also hold those grains of iron carbides in place and does not allow them to abrade or erode. In the first testing, we had three seats that went out to the field somewhere in west Texas, and they lasted 166 hours. We were almost there.
So, we've modified the quenching system, we've modified our heating recipe on the induction tooling, and we made another set of valve seats which we are currently sending out for more field testing. We hope we're there and we'll see what happens. But we literally created a new material. The history of ductile iron goes from as-cast to austempered ductile iron and now, what we call, instantly quenched ductile iron or IQDI
DG: Nice. It all sounds very, very interesting, but I can see some people listening to this saying, “Ok, how much is this going to save me?” Let's talk about the ways that this process saves money. In my mind, you've got a shorter processing cycle time, you're using less expensive material, and you're getting a longer life. Are those the three major ones?
"With the valve seat, the forging and the 20 hour carburizing cycle are eliminated, and it’s machined three times faster. One customer let slip that they were saving about 66% on the material cost."
JP: There is also one other and that is ductile iron because those graphite particles machines about three times faster than steel. So your through-put in your CNC machine goes up by 2 or 3 times when you're making the part and that is no small matter. Also, because the quench is so impactful and so uniformly impactful, it sets the part and you literally get a part that quenches to fit. Once the green size before heat treating is adjusted, the part may not need much, or if any, final grinding.
DG: So, you're saving on post heat treat processing, as well.
JP: Right. And, because we use no oil, we don't have to wash the parts and we don't have to worry about disposing of quench oils or about quench oil fires. And, the process can be done in the machining cell, so it's an in-line process versus a batch carburizing process that has to go someplace for 20 hours to be carburized.
DG: Significant. I think you threw out a dollar figure when we spoke about this previously. What are the savings per valve seat?
JP: With the valve seat, the forging and the 20 hour carburizing cycle are eliminated, and it’s machined three times faster. One customer let slip that they were saving about 66% on the material cost.
DG: Wow. Significant cost savings is the point, so something worth looking into. We're going to have one more episode where we talk about another example. What do you think we'll talk about in the last episode?
JP: The integration of heat treating into the forging process.
DG: Alright super. Thanks for being with us, Joe. It’s always interesting and intriguing.
JP: The integration of heat treating into the forging process. The forging industry association sponsored a project with IQ Technologies. Akron Steel Treating is a member of the forging industry technical committee and has been for years, and we've always thought that there should be a closer alliance between forgers and their heat treaters. We're going to take the information that we gained from this 4 year project, the published final report will be on our website, and we're going to try to commercialize that for a lot of different parts.





 Source: Vac Aero International Inc.
Source: Vac Aero International Inc.