Heat Treat Todayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 12 news bites that will help you stay up to date on all things heat treat.
Equipment Chatter
Plastometrex, a materials science startup, is working with global testing and inspection provider Element Materials Technology.
National Test Pty Ltd. has been contracted by AusGroup Ltd. to provide NDT and heat treatment services on 58 stainless steel and carbon steel tanks for the covalent lithium refinery in in Australia.
Indentation Plastometer solution from Plastometrex
Heat treat partnership between AusGroup Ltd. and National Test Pty Ltd.
Personnel/Company Chatter
Bodycote increases hot isostatic pressing capacity in Greenville, SC.
PEER Energy GmbH and SCHWING Technologies GmbH signed a long-term cooperation agreement to further technical development and marketing of fluidized bed technology for the heat treatment of metal components.
Nitrex, a global provider of fully integrated surface treatment solutions, has announced that G-M Enterprises has made its official market debut under the Nitrex banner as of January 2022.
Nancy Easterbrook has joined HarbisonWalker International (HWI), a refractory products and services supplier in North America, as the director of Recycled Materials.
GHI Smart Furnaces celebrated the 84th anniversary of their founding in December 1937.
HeatTek announced the purchase of an additional facility in Ixonia, WI to serve primarily as a distribution center for the rapidly growing company’s components and spare parts inventory. This expansion follows another plant acquisition in West Allis, WI.
Hubbard-Hall announced that they’ve made the Dow product line available on their e-commerce site.
Increased hot isostatic pressing capacity for Bodycote
Ralf Giebmanns (PEER Energy) and Andreas Guderjahn (SCHWING Technologies)
G-M Enterprises officially under Nitrex banner as of January 2022
Nancy Easterbrook, Director of Recycled Materials, HWI
GHI Smart Furnace’s 84th anniversary
Kudos Chatter
Bodycote in Syracuse, NY passed certification to AS9100 standard with zero findings.
A group of 70 employees and management of SECO/WARWICK located in Świebodzin, Poland planted 3,000 beech seedlings on Lumberjack and Forester World Day.
Nitrex Metal, Inc., global of fully integrated surface treatment solutions and technologies, was selected to be part of a “Global Thought Leaders” series broadcast on CBS News.
SECO/WARWICK and sustainable practices
Advertisement for CBS News feature on Nitrex Metal, Inc.
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to bethany@heattreattoday.com.
We take risks every day. Often times, taking risks is the only way to innovate or move forward. Karen Gantzer, managing editor of Heat Treat Today, muses on the cutting-edge technology and new frontiers of the heat treating world.
This article first appeared inHeat Treat Today'sFebruary 2022 Air & Atmosphere Furnace Systemsprint edition. Feel free to contact Karen Gantzer at karen@heattreattoday.com if you have a question, comment, or any editorial contribution you’d like to submit.
Karen Gantzer Managing Editor Heat TreatToday
Risks. We’ve all taken them at some point in our lives. You know, those times you faced a situation in which you really had to act but weren’t sure what the outcome would be. You took that step of faith into the unknown. Perhaps those steps led to success or maybe they didn’t. But, whatever the outcome, a lesson was learned. I’m sure we’ve all heard those inspiring stories of innovative and creative people who took risks and persevered. Some of them have wild stories, but incredibly motivating! (Check out the podcast, “How I Built This” and Gary Hirshberg’s story on how he built Stoneyfield Yogurt — a crazy one! I’m not sure I would have persevered!)
In today’s climate, especially in the technology realm, there are new frontiers to explore in the heat treat industry. For example, have you heard of e-commerce? In the heat treat industry? What an interesting concept. Heat Treat Today has reached out to several of these companies who have dipped their toes into e-commerce for an original content article due out next month.
In closing, I leave you with three quotes I hope will encourage you and cause you to pause. May 2022 be a year of great adventure into new risk-taking frontiers!
“You’ll always miss 100% of the shots you don’t take.” — Wayne Gretzky, hockey great
"Remember, a dead fish can float down a stream, but it takes a live one to swim
upstream.” — W.C. Fields
And, from one of my most favorite coaches, legendary UCLA basketball coach, John Wooden:
“The person who is afraid to risk failure seldom has to face success. I expected my players to make mistakes, as long as they were mistakes of commission. A mistake of commission happens when you are doing what should be done but don’t get the results you want." — John Wooden
Heat TreatRadiohost, Doug Glenn, discusses the current state of robotics in the North American (and European) heat treat markets with ECM-USA, Inc. managing director, Dennis Beauchesne. Find out where robotics is currently being used as well as some future applications.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Dennis, thanks for joining us. It’s been a long time since we’ve talked about finally getting together on Heat TreatRadio to have a conversation about some interesting things. Today, we’re going to talk to Dennis Beauchesne of ECM USA about robotics. Dennis, welcome. I appreciate you joining us.
Dennis Beauchesne (DB): Well, Doug, thank you very much for having me on. We’ve been talking about it for quite a while and I’m really glad we could finally get our schedules together to make this happen.
Photo Credit: ECM-USA
DG: We’re recording just after the holidays. Both of us are sobered up and back to be able to think clearly. We do want to talk about robotics, but just to give the listeners and/or viewers a sense of Dennis Beauchesne, your background, just briefly, tell us where you’ve come from and how long you’ve been working in the North American heat treat market.
DB: My name is Dennis Beauchesne. I am the general manager of ECM USA which is the U.S. subsidiary of ECM Technologies working out of France. I’ve been with ECM Technologies for almost 21 years. About 10 years before that I also worked with other furnace companies and some in the heat treat business as well as selling alloy baskets, fans, and those kinds of things. I also had a rep organization for 3 years where I sold probes and a number of other heat treat-related items. I’ve had my share of crawling around furnace and heat treats and getting to know the applications, loading mechanisms and all or most of the processes. I’m certainly not an expert on a lot of the heat treat processes, but one, in particular (low pressure vacuum carburizing and especially with gas quenching) is something that I’ve been working with for over 20 years, but certainly hardening and other applications, as well, and vacuum furnaces is our forte.
DG: Based on conversations you and I have had in the past, we started talking about robotics. It’s almost an element of Industry 4.0 to a certain extent- augmented reality, virtual reality, and things of that sort. Robotics definitely fits into that some, let’s talk about that a little bit.
From your perspective, what is ECM seeing as far as the use of robotics. I’m curious about industry in general, but if you want to narrow it down also and talk a little bit about where are you currently seeing robotics used in heat treat, that would be great.
DB: Robotics, in general, and automation. Automation has always been a leading technology for ECM USA and ECM Technologies, worldwide. A lot of our vacuum furnaces, as you know, are large scale, high production equipment as well as single chamber systems. But automation usually plays a part in our offering, and that, before, was conveyers, walking beam tables, rolling tables and those kinds of things, where we automated the process so that you would have, obviously, time control over the process, when the parts went to temper, etc.
What we’re seeing more and more, and the reason that I’m here today, is that ECM is very much involved with the robotics handling of parts before and after heat treatment as well. We’ve come across quite a few applications in the industry where these are required. You and I were just at some recent fall meetings, and labor availability is the number one issue in the world today, as we know. I really feel that robotics can do a lot to help in that area. Where we’ve seen robotics work is loading/unloading alloy fixtures, loading/unloading CFC fixtures, taking parts out of bins and putting them in heat treat fixtures, and then you have either operators move them to the furnaces or load them automatically through the automation system (conveyers, walking beams, etc.). We’ve done those systems, especially in Europe, we’ve done a number of systems there.
We are installing a system here, this summer, in North America, and it will be fully robotic-integrated. So, the customer brings us parts that will be in particular totes and we would be loading them into CFC fixtures. The fixtures will be retained in the heat treat area and then the parts will be unloaded after heat treat and then loaded back into their bins, totes, or containers.
This is a fully, completely automated process. It’s not that it’s the same part every time; there are actually 175 different parts. I think that’s a really important piece of information. And they’re not all gears, they’re not all shafts; there is a mixture of a bunch of different parts. It’s a very challenging application but also one that, with today’s technology in robotic vision systems, is a doable situation. We’re looking forward to showing off more of that.
DG: And that was one of my questions, especially when you mentioned 175 different types of parts. Is the system that you’re speaking about or are the systems that can be made by ECM or others, I assume they are going to use vision recognition, right? They’re not just going to say, “Well, I’m going to take my robotic arm and I’m going to this position where they tell me there is this type of part,” or is that arm actually going to be able to say, “That’s that type of part, therefore I treat it thusly.”
DB: I would say in this application, if people saw the loading/unloading, they would say, “Well, of course, the part’s going to be in the same location, it’s going to be in the same tote, it’s going to be in the same plastic locking device that it’s going to be every time.” This is true and it is very true in this application.
I think that’s one of the things that’s a challenge in the heat treat business, especially for heat treaters, not the captive operations but even in captive operations, is that parts come in in different forms- they’re in bins, they’re in tins, they’re in bins with plywood covers or plywood covers with cardboard covers, with bubble wrap, and all the things that you see across the marketplace.
As you mentioned, vision is a big, big part of robotics. Actually has some eyes for the robot to know there’s no part there, I’m not going to go get it, I change my program, I go here, or I twist the wrist of the robot a different way to pick up that part, whether it’s flat or round or whatever. Vision plays a big part. The advancements in vision and the robotics are huge, and have been huge, as they have been in vacuum furnace technology, as well, and gas quenching. Those things, moving forward, are a lot of the part of research and development at ECM and ECM USA. Things are moving forward.
DG: Before we get too deep into what, exactly, these robots are and how they work, I want to question you about the motivation for why people are using them. You mentioned about labor shortage being one of the main reasons. I’m assuming that there are some benefits there. Are these robots replacing people or are they assisting people? What do you see?
DB: I think it’s across the board for both. You are replacing people but not really replacing people that aren’t present. That’s part of the labor shortage is you don’t have people to replace. That’s part of the situation. We’re really adding to the capability, or the versatility, of that heat treat shop or captive heat treat by adding a robot or adding a person, if you want to look at it that way. But they’re also working together with the people, on the line or in the heat treat, to assist them.
You could have a robot that merely lifts a bin and moves it to another location where you’re helping a person not having to pick up such a heavy load. You also have robots that are placing parts precisely in a fixture or placing parts precisely in a bin, whereas the quality of that part is not impaired: you’re not dropping it or you’re not scratching it along with another part, you’re moving it very carefully like a customer would want to handle that particular part with higher quality.
I think, what was best taken from one of our fall sessions was that one of the presenters, [who] indicated they were using robots, said that in their process they were using this robot to do some of the heat treat and they said that they really no longer can do that heat treat process any more with a human because the robot was so precise at getting them heat correctly on that part for what they were doing. In that way, you are increasing the quality and the value of your heat treat and the robot integration.
DG: Right. The repeatability is the issue and the real advantage there: precise placement and processing of that item which even the best of us humans can’t do.
Realistically speaking, from ECM’s perspective, can you give us a sense of what the growth in interest in robotics has been? Let’s take a snapshot: 10 years ago, what was it like? What was it like 5 years ago? What is it today? What kind of growth are we seeing? What percentage of your RFPs/RFQs are actually asking for it?
DB: That’s a great question. I would say that 10 years ago there were very few opportunities or very few discussions about robotics. We would have robotics discussions with, let’s say, large automotive companies that were doing thousands of parts a week or year, and they would, mostly, at that time talk to outside robotics companies and try to integrate robotics into a heat treat market, where a lot of robotics companies would say, “You mean this surface is going to be warped? It’s going to be changed the next time I go to put that same part in that same location?”
I can tell you that it caused a lot of havoc in the heat treat business. Also, with just handling parts in and out of the heat treat load, whether it was a new heat load that was green, or a heat treat load that was already hard — handling those parts differently, especially in a gas quench situation, knowing that they’ve been processed or not — that was also a new development in robotics.
So, 5 years ago, I would say, you started seeing more people where there were several robotic companies that were out there that were starting to say, “Hey, we can handle this.” Vision was coming along a lot faster and there was more presence of vision with the robotics.
Today, I would say in the last 18 months to 2 years, we’ve seen a real uptick in RFPs and RFQs coming in where they’re looking to a company like ECM where we have a lot of experience in automation to further that arm to get robotics involved with not only just processing a load of parts, but taking the parts single piece, building a load and then processing that, and then giving the piece part back to the operations. That’s been increasing quite a bit.
In an effort to take care of that, about 5 years ago we had purchased a company that was doing a lot of robotics internally with their furnace systems in the semiconductor industry. We had a lot of robotic technical expertise in that. If you know that industry, you’re handling a lot of thin parts and a lot of movement, very high volume, and also there is a lot of vision that’s being used in that and also vision in the quality control afterwards, as well.
So, we’re seeing requests for robots loading and unloading. We’re seeing requests for robots picking up parts, putting them in front of the camera, and actually measuring the part for distortion control. We’re also seeing parts that are being automatically hardness tested before they’re put into the finish part bins or totes, or wherever the next stage of processing is.
DG: I assume, at that point in time, they’re able to separate the sheep from the goats, so to speak. Well hardened, not well hardened, and that type of thing.
DB: Exactly. There are a lot more automated systems for process quality control, as well, as the parts come out of the furnace.
DG: Let me ask you this question: When some people think of robots, we start thinking of the Jetson’s or something like that, but I think most people with their feet on the ground and their head’s not in the clouds too much, when we think of robots, I tend to think of that robotic arm, that type of thing, right? Where it’s a stationary robot, if you will, with functions within its reach. Is this the type of robot we’re talking about now, is that what is most common, or do you anticipate that there’s going to be those, let’s say, “mobile” robots that are roaming around doing things, helping workers, or are they exoskeleton-type robots that are on the backs of people? I’m curious what your prognosticating is on that point.
DB: A very good question, again. When we look at robotics moving parts around the plant, we usually call those AGVs, or automatic guided vehicles. We’re working on a number of projects with those types of facilities and that reduces a lot of traffic, internally, for people moving forklifts arounds and it becomes a much safer facility.
DG: And these are not on tracks, right? They’re not on monorails or railroad tracks, it’s just free moving?
DB: Tracks are a thing of the past, now, with AGVs. There are a number of different ways of doing it. I’m not an AGV specialist, or a robotics specialist for that matter, but they do have AGVs now that are controlled by cameras up in the plant so that the cameras know exactly where the AGV is and is located.
Photo Credit: ECM-USA
There are also ways of putting tape down or some other line in the concrete where the AGV can follow. Those methods are out there for AGVs. Usually, the AGVs are used in some of the situations we’re into right now. They’re used to promote the accurate takt time through the plant. Whether they need a part every 20 minutes or every 10 minutes, it’s well designed in that fashion. There are usually tracks or pallets that are on these AGVs that move from machining center to heat treat center to post-machining heat treat center. Those things are very much out there. AGVs have, also, grown leaps and bounds, as well, in their own right.
As far as the robot being stationary or, as you spoke about, working together with other operators in a collaborative fashion, both of these methods are being used, of course. But we still see that the larger, single-arm robot, let’s say, can be multifaceted.
In other words, we can have 3 or 4 handling devices or grippers, as we would say, on the end of this robot. It could be picking up a part, then picking up a tray, then picking up a full load, with the same gripper or same handset that’s on the gripper. These are multifaceted robots. You’re not really looking at every time you need to pick up a different part you need to have a different tool. That’s what’s being done with those, as well as trying to reduce the footprint and making a much safer robot system with the collaborative design where, if you touch it, it stops. In addition, robot programming, also, has become far less tedious, let’s say, or far less required from a specific person to do the programming.
"In other words, we can have 3 or 4 handling devices or grippers, as we would say, on the end of this robot. It could be picking up a part, then picking up a tray, then picking up a full load, with the same gripper or same handset that’s on the gripper. These are multifaceted robots."
DG: And you mentioned the word I wanted to ask you about which is probably the hot topic, and we’ll have to make sure the lawyers get involved here. What about safety? It’s not just the mobile AGVs, I think you said, that are afraid of running somebody over or hitting somebody, but it’s also these stationary ones that have moving parts. Are there any safety concerns? What can you tell us about the safety and the advances in safety?
DB: Well, of course, safety is always a very, very important part. We’re trying to eliminate workers by not having to pick these parts, but we still need to be safe in that environment. There are a number of ways. A lot of people are trying to get away from the full cages with light curtains and those kinds of things. Using the collaborative robots, where they’re touch-sensitive and can be shut off instantaneously, are probably the best way to go. With the AGVs running through the plant, there are a number of sensor systems on those AGVs that would stop them, as well as they move at a very slow pace, as well, throughout the plant.
There are a number of safety devices depending on the installation. Whether it’s a stand-alone system or it’s something working collaboratively with a person, safety is always important and can be working, l would say, much more advantageous these days with other workers.
DG: In one sense, there are people who resist robotics because they may be afraid of it replacing people or hurting people and things of that sort, but in a sense, the whole advantage here is that ultimately it is better for the human worker to have these machines doing it. Typically, the robotics are taking away some of the redundant, tedious work. Would you agree with that?
DB: I agree and that’s typically what we discuss with the customers. It’s where in your plan do you have difficulty hiring people to work? I would say 90% of those customers answer: I can’t hire anybody for a long period of time when they’re taking the part from a bin and putting it in a fixture or taking a part out of the fixture and replacing it in the bin properly. They say that those people last a few months, and they move on. The worst case is if you have someone that’s been there a long time and you put them in that position, it’s a negative for them. They finally feel like, “okay, they’ve got something on me and I have to go down and build loads.”
Like you said, people are thinking about robots and they’re a little bit hesitant, but I would say that, and maybe you’ll get to this question but, it’s more the possibilities and the way people think about robots. I would have to say the most that I’ve heard, especially from heat treaters, is, “Well, it’s not going to do what I need it to do.” “I can’t use a robot because I don’t have that many of the same part every year.” Really, that is changing. What we’re planning on doing is having a demo site here, hopefully before the end of this year, where we could have certain bins of parts and show how, with vision, we can pick up different parts and put them in heat treat loads and move them around.
DG: Let’s go there because that actually was a question I wanted to ask: To a certain extent, we’re limited in our willingness to use robotics because we’re probably limited in our understanding of what they can do. I’m quite sure, as much as ECM has dedicated resources to developing current capabilities, there are some dreamers in your group that say, “You know, we could get robots to this if only someone would say ‘okay’.” Can you share with us maybe some of the things that you are currently doing that are a little "cutting edge" or at least useful to our captive heat treaters? And also, some of those things that could be done? I’m curious as to the extent of where we might be able to go in the next 10 years.
DB: I am, even myself, learning as we go along, as well, of the technologies that are out there. What I’m impressed with robotics is they not only help once they’re installed, but before the concept is even put together. I’ve put on VR glasses and walked through a heat treat and you can understand exactly what the robot’s function is, what it sees, where it goes. We can actually also walk through a furnace installation and see what the height of everything is, what the level of everything is, how it moves around. Those are some of the applications even before you get the robot installed.
The other possibilities that people do think that “Oh, this is going to be expensive, first of all." They think it’s not going to work on my parts in my situation. There will be some concessions that everybody is going to need to make. For instance, the heat treat fixtures, maybe the ones that are really warped, you’re going to have to not use those as much anymore. Or, you may have to a more standard basket or a more standard fixture for all the parts. You may not get your million parts in one load (like everybody wants to get), but you would get them done more efficiently and faster.
Some of the applications we’ve done where we’ve taken very thin ceramic material and put it on setters and put them in some brazing furnaces and sintering furnaces, and then move the loads around, unstack the load, stack the load, restack the load, and done that all completely in a robotic cell, without touching the parts, ever. And then, as the parts come out, they’re electrically tested to make sure they’re good.
Like I said, in this other application or several other applications, we’ve also done bulk filling of CFC fixtures. You would have a CFC fixture that needed to be bulk loaded with small pieces, we actually have them go through a vibrating machine, fill the CFC fixture to a certain level, the robot comes over and puts a screen on top, moves the CFC fixture onto a heat treat load and does that continuously.
DG: Is that done by weight or by vision?
DB: Both. Because you can have the weight, but you may not have it even.
DG: Right, the distribution -- it would vibrate it out until it’s acceptable and then the screen would come in.
DB: Exactly. And, like I said, the possibilities of heat treat robotics is what it’s coming down to. Heat treat robotics, today, is to educate and have everybody understand that it is and could be capable of taking flat parts out of bins and putting them in fixtures properly and removing them and doing the reverse action. We need to educate people that these things are available out there. And it doesn’t have to be any particular type of furnace or any particular type of size of load of the furnace, it is a matter of setting up a station, maybe a loading/unloading station that you might have an area in your plant, to do the robotic handling of it, with our expertise in heat treating, understanding the facets of what happens to the parts and the fixtures during the heat treat process.
Those are the kinds of things that we see. Like I said, right from the design of the system and the layout, understanding how everything is going to work on a VR standpoint, all the way to implementation in a facility that takes in many different parts on a daily basis and processes them. I think that’s true to form in what’s moving forward in robotics today.
DG: I want to throw this one at you and see what your input is on this: Let’s think about robotics for the whole way through a process. I want to think, just for a minute, about a mesh belt furnace, let’s say. I know you guys do a lot in vacuum and things of that sort, but it could be the same type of thing.
Could we use, on the frontend, robotics to do, not only placement of the product, but product inspection, let’s say, making sure it’s a clean surface (with nitriding, for example), making sure impurities are off and things of that sort? I assume we could us robotics on that end to inspect the product, making sure it’s good to go in the basket, then we put it in the basket or in the fixture, goes through the furnace, comes out the other end, is picked up and inspected at that time for whether it be hardness or distortion or whatever, and then placed on where it needs to go. I assume all that’s possible, correct?
DB: You assume and yes, it is possible. I, personally, haven’t seen anybody install that particular system, but I would love to be part of it. We have designed a system and quoted on a system that was using a mesh belt where the customer of the heat treat department felt that the parts (these were coin-shaped type parts) and it felt better that the parts were processed better vertically rather than just in a pile on the belt.
So, these parts were put in small fixtures on the belt (and this fixture was maybe 6" x 6" and took up a 4'-wide belt) and those were loaded in place very properly and then also on the outside on the outlet of the furnace belt were also unloaded. Then, of course, the design was for them to inspect them by coloration and then also by hardness. And I didn’t share that with you before this meeting, but that was one application that we quoted on and it’s something that is very doable.
DG: A couple final questions for you: We talked earlier about the companies who, for example, if they high diversity of product and not high quantity of those products, I assume, and you’ve mentioned it, that robotics probably is not as likely to be helpful to them as to a company who has low variability of products but high volume of those products. Do you have any comments on that? For example, a commercial heat treater who does all kinds of crazy things and doesn’t have a lot of any one thing, is it safe to say robotics probably would not be as useful to them?
DB: I would have to say that that is the thought that we’re trying to change. We’re trying to change that thought because I’ve sat at a number of tables during the lunches and dinners at some of these presentations and that’s exactly what I hear from the heat treaters: “Robotics isn’t for me; I don’t do enough of the same part.” In reality, a lot of these robotics systems now are easily programmable by grabbing the gripper and moving it to where you want it to go. And if you have repeatable parts (maybe you don’t have a hundred million of these parts in the same month, but maybe you have ten thousand of them over 12 months) once that’s programmed in the robot, then you have that program for the next time. There may be some initial programming time that you have to apply to it. We don’t see that that is a big downside because the vision system will understand what the part looks like before the robot picks it up. The programming has become much easier and simpler for everybody so that you don’t have to have a big staff just to take care of the robots.
I think that’s the other misnomer that companies have is that if I get a robot, I not only have to pay for the robot, but I must have the five support-staff for that robot, when, in fact, that is not something that’s becoming a thing. In one of the cases, the same person that was talking about the quality of the robot was also talking about the excitement of his team to work with the robot and to be able to learn to program that robot, and that being their job rather than loading and unloading the fixtures. To them, that was more exciting and made them come to work, wanting to come to work every day, and was also a lead-in for them to hire more people, to say, “Hey, we’re implementing robotics in the plant and as an opportunity to work in that department eventually or eventually we’ll bring robotics into your department.” There are those incentives, as well, with some of the employees.
DG: You may have hinted at this before: You’re saying that programming of the robots, sometimes, can be as easy as showing it what to do by moving it, saying, “Here’s what you do: Grab this, put this here, grab this, put this here." That’s as easy as it can be?
DB: It’s becoming that way, yes. I’m not a programmer, but I’ve seen a lot of demos, as a lot of other people have, but yes, those things are possible. Get it in a general location and then you tweak it a little bit here and there- yes, those things are much easier to do.
DG: Probably, to say to those who are "robotic doubters," let’s say, it would be good to not assume it’s as difficult as what you might think and to keep an open mind.
Let me ask you this: You could be a commercial heat treater, but most of our audience or a lot of our audience are the manufacturers with their own in-house heat treat or what we call captive heat treaters. What questions should they be asking themselves about robotics, whether or not it makes sense for them? Is there a list of questions they ought to be asking or considering before they even consider robotics?
DB: I think that when you’re doing repetitive operations in your facilities, whether it’s captive or heat treat shop, that’s where you get the most benefit from a robotic system, obviously. That’s one thing. The other one is: Are you doing similar operations in that repetitiveness? Are you always building the same type of fixture? Are you always building it for the same furnace load? Those things.
"The more similarities you can get that robot to work with, the more cost effective it becomes. But there are also a lot of benefits to having that robot be very versatile in working with a number of different size furnace loads as well as part dimensions."
The more similarities you can get that robot to work with, the more cost effective it becomes. But there are also a lot of benefits to having that robot be very versatile in working with a number of different size furnace loads as well as part dimensions. I can’t say that there’s a specific set of questions, but certainly would love to work with any customer that has even a thought that maybe they should look into this.
DG: I think the high repeatability is critical. I would imagine, Dennis, that if they’re dealing with high-value parts, even if there’s not a huge number of them, and they’re looking to eliminate the potential for human error, even if it’s simply in the placement of that product or if they’re looking for single-part traceability, perhaps, robotic systems, definitely, it seems to me, would be also something that would be of interest.
DB: Absolutely. In-process defects is something that it would be very good at eliminating. Also, as you said, if you were looking for traceability, I can tell you that we can build a robot system that can trace, even if you have 500 parts in a heat treat load, it can tell you exactly where that part came from in the load, where you put it in the load, where it came from and where it went after it came off of the heat treat rack.
Traceability is a good point that I didn’t bring up, thank you for that, Doug. Traceability is really important, as well- we can do that with the furnaces. And that’s for a single-piece part flow whereas a lot of people are going to that method. A single piece gets to the heat treat furnace, not a bin of parts. Then, you can trace every part through the heat treat load and back out of it.
DG: The other thought I was having while you were talking was, and this may be only in a number of very minor cases, but a lot of times there are situations where a part has got to come out of a hot furnace, it’s got to cool off in order to be moved to the next process — it seems to me with any type of automation, robotics included, you could eliminate the amount of heat loss between furnace one and temper furnace or the next process.
DB: I think another application is operating press quenches where you’re moving a hot part over the end of a furnace and moving it over to a quench, it’s an extremely hot part that you don’t want to touch. Obviously, there are gantry systems for that and there are a number of robot systems that can be installed to get those people out of those hazardous jobs. Also, in terms of quality because timing is very important, as well.
Photo Credit: ECM-USA
DG: You mentioned about maintenance of these systems a little bit, or at least the programming of them. I’m assuming maintenance is somewhat of an issue. If there are moving parts and things of that sort, there is probably going to be some maintenance on it, whether it be hardware maintenance and/or software maintenance. Any comments on the amount of money or time that a person would spend maintaining these systems as opposed to maintaining a human being doing those systems?
DB: That’s a very good question, again, and it should be something that’s part of your machine maintenance. It is a machine tool; it is going to need some maintenance, so it’s part of your maintenance requirements. If people use this same maintenance priority that they do for the heat treat furnaces, thank goodness robots work really well, as well, in hazardous environments. I would say that they hold up very well. Robots have been around a number of years and they’re very industrialized. Maintenance is not as critical as it used to be, but it is, obviously, still required.
DG: And I’m sure they can handle the environments, too. Hopefully, the environments in the heat treat shops are getting better and not so smokey and oily and that type of thing. I’m assuming that any robots you put in would be able to handle whatever environment it’s in.
DB: That would be part of the requirements, as well.
DG: Any concluding thoughts? Anything I’ve missed that you want to hit on, Dennis?
DB: When you think, “Robotics isn’t for me,” spend a little time and look into it. I’ve been blown away with the technology of today. Look at our cellphones — they aren’t even phones anymore. We use them for many, many more things than just a phone. Robotics have come to be that way, as well. There are so many more things that can be used in conjunction with the robotics to help you get your job done and service your customer appropriately and with good quality parts.
DG: I’ve got one other question I just thought of: I perceive that a lot of times companies in Europe are a bit ahead of us on technology or at least the adoption of some of these technologies. With ECM, the mothership of which being in France, are you seeing that there is a wider acceptance of robotics from companies in Europe than here in the States?
DB: I wouldn’t call it acceptance, but there are many more applications and customers looking into it in Europe than there are here, yes. I think that, maybe, we haven’t realized that the people aren’t there we’re not going to find them. Then, I think in Europe, where they realized, even just a few years ago, that they’re just not going to find these people and they need to automate. Or the operators that they can find are not going to get the job done the way they need it to get it done because technology has grown so fast with the quality of the parts necessary, especially with EV products today, dropping a part or having a part nicked by something, or even continuous productivity is important.
So, yes, we’ve seen more in Europe, and that’s another reason we’ve been on the leading edge of this technology and now bringing it to the U.S. in North America in a more simpler fashion with the same people having this inexperience as over in Europe.
DG: Being somewhat facetious, the other things robots give you that humans don’t is they don’t have to pass drug tests. I’m pretty sure that the robots are okay.
DB: They don’t have to pass drug tests and they don’t have to get COVID tests either!
A roller-hearth furnace will soon be processing wire products at Grand Blanc Processing's high quality processed wire production facility in Holly, MI. The furnace will be used to spherodize anneal and stress relieve wire products.
Tenova, a developer and provider of sustainable solutions in the metals industry, has been contracted through Tenova Inc. for this turnkey supply of an STC® (Short Time Cycle) furnace. This project will mark the third furnace installation of its kind at Grand Blanc Processing’s facility, and the new furnace will be integrated with the existing furnaces in operation. Furnace start-up is expected to take place at the end of 2022.
The furnace will include advanced nitrogen control technology that will reduce nitrogen consumption by up to 30% per cycle and reduce fuel consumption by 2% per cycle. Tenova Inc. will also design and supply three product cooling tables as well as the complete control and automation package.
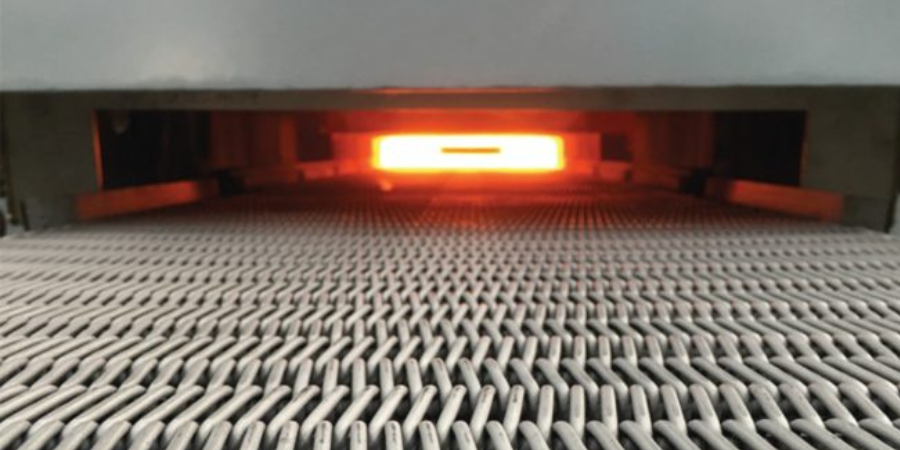
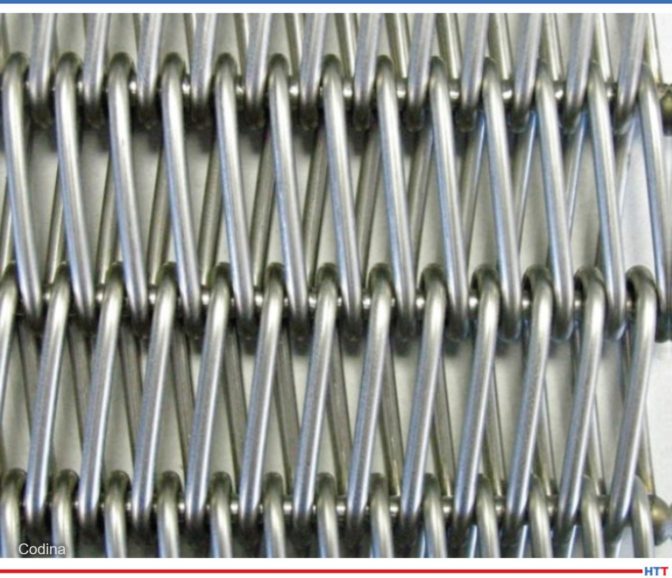
Heat Treat Todaysurveyed mesh belt industry manufacturers asking for feedback on information heat treaters should know. In this article, Abelard Escura, manager of Export at Codina, gives recommendations when to use specific belts, explains belt vocabulary, and shares trends they are excited about.
This article first appeared inHeat Treat Today’sFebruary 2022 Air & Atmosphere Furnace Systems print edition.
What mesh belt materials, belt weaves, and belt loading (lbs./linear foot or lbs./square foot) are recommended for various heat treatment processes and atmospheres?
For quench tank belts (oil, salt, water), annealing and normalizing applications, and hardening and case hardening (carburizing and carbonitriding in particular), Abelard Escura of Codina said, “Normally for these applications, the parts are small, so we usually go for models with several rods inside one spiral, to close the opening area of the belt. The basic material recommended is AISI 314/AISI 330CB.”
“Because the parts can be large or in baskets during the sintering (specifically irons, stainless steels) and brazing (silver, copper, nickel) processes, it is recommended that balance or double balance weave (models AE or AE-A) with just one rod inside one spiral be used. The basic material recommended is AISI 314. By the way, in the EU, the model B1ES is popular for brazing because it’s stronger and allows heavy loads on the mesh belt.” Escura added.
Photo Credit: Codina
Explain the “vocabulary” of belts:
Understanding the mesh belt lingo is critical for achieving successful results.
Heat Treat Todayasked, What about the types of belt weaves (open versus closed weaves), upturned edges — when/why are they recommended, and why are certain alloys (e.g., 316 SS) such a popular choice for general purpose belts? Escura responded, “The closed weave belts are used for small products like fasteners. Open weave belts are used for larger products.” He continues, “The material content, for heat treatment in general, needs to be high in nickel and chromium to be strong enough to resist high temperatures and oxidation.”
What is the typical belt life for processing running in the 1600°F–1800°F temperature range in a nitrogen or nitrogen/hydrogen atmosphere? Escura weighed in, “This will always depend on the process, application, and how the belt is used on the furnace. However, as a rule, the lifetime of the mesh belt can be from 6 to 12 months.”
What about the pre-conditioning (prestretching) of the belt — when is it recommended and for what applications?
Escura explained, “We do not believe this preconditioning is helpful. It’s also an extra cost. If the belt is produced properly, pre-conditioning is not necessary.”
What are a few common problems encountered when operating mesh belts?
“The main problems are belt deformations from extra load, cuts on the mesh belt due to parts stacking on the furnaces and cutting the belt. Another problem we see is lateral plates break, fall out, and come into contact with the ‘floor’ of the furnace,” Escura shared.
Are there any advances or trends in the mesh belt world that you’re excited about? What is one thing that you believe is vital for people to know about mesh belts?
Escura concluded, “We are excited about looped edges instead of welded edges terminations. These looped edges prevent the breaking of the welding, and belts can last longer in sintering and brazing applications.”
To not invest money in worthwhile projects makes as much sense as not depositing your paycheck. In this column, we will briefly look at energy and gas “checks” you might have received in the mail but have yet to cash.
This column is a Combustion Corner feature written by John Clarke, technical director at Helios Electric Company, and appeared inHeat Treat Today’sFebruary 2022 Air & Atmosphere Furnace Systems print edition.
If you have suggestions for savings opportunities you’d like John to explore for future columns, please email Karen@heattreattoday.com.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electrical Corporation
The late Fred Schoeneborn, a long-time energy consultant and friend, described energy savings opportunities that have been identified but not exploited as uncashed checks. To expand on Fred’s metaphor, not to look for opportunities to save natural gas is the equivalent of not collecting and opening your mail.
A furnace or oven is a box that contains the work being processed and the heat used in the process. It is an imperfect box because we are always losing heat. While it is imperfect, there are often opportunities to improve your oven’s performance, saving energy and generally improving quality. (You may notice if you have read a few of my columns, energy savings and quality improvements nearly always coexist.)
At the start of this series, we asked several questions. This time we will consider the following:
Is my furnace or oven at the correct internal pressure?
Is it time to rebuild door jams?
How much fuel is wasted because I am not containing heat within the furnace or letting excessive air reduce my combustion efficiency?
Furnace pressure (in a non-vacuum application) is the simple function of the volume of the material introduced vs. the area of all the openings in our box. The obvious inputs are the products of combustion for direct fired systems, or the atmosphere for indirect systems.
What is the optimum pressure for my system? In general, the best pressure is the lowest pressure at which no tramp or unwanted air can enter the system and contaminate the atmosphere or upset the temperature uniformity. The lower the pressure, the less chance we will have excessive losses around door seals or other furnace penetrations. Most commonly, these pressures are measured in the hundredths or tenths of inches of water column.
In many applications, door sealing surfaces or jams take quite a beating. Their maintenance is expensive in terms of money, labor, and lost production. Expensive, yes, but the cost of NOT maintaining these surfaces may be much more. Losses are a result of radiant and convective losses, but most significantly, product quality because of atmosphere contamination or areas of the furnace not reaching setpoint temperature. When should we maintain these surfaces? In general, the best results I have observed are people who schedule surface maintenance periodically based on wear and available furnace downtime.
Calculating the savings from these fuel savings is more difficult, but in general, maintaining a consistently uniform interior work area saves more than the energy conserved.
About the Author:
John Clarke, with over 30 years in the heat processing area, is currently the technical director of Helios Corporation. John’s work includes system efficiency analysis, burner design as well as burner management systems. John was a former president of the Industrial Heating Equipment Association and vice president at Maxon Corporation.
Today, we look to our European information partner, heatprocessing, to explore what international news from around the world has flown by!
An Award in Indiana
“The Nitrex Heat Treating Services (HTS) facility in Franklin, Indiana, received the Nadcap (National Aerospace and Defense Contractors Accreditation Program) accreditation. This includes heat treating for multiple alloy families, stress relieving, carburizing, nitriding, vacuum heat treating, hardness and metallography.”
“The graphical display of temperature curves of the selected program, the precise temperature control, the program status display with the expected end time and date and various user levels add up. The integrated help menu makes the control and process monitoring more easy.”
“The capacity of each reheating furnace will be 465 tons per hour of slabs. The new furnaces, which will replace four existing ones, will ensure high slab-heating quality and reliability. Fuel consumption will be reduced and energy savings will be up to 15%.”
Heat Treat Today publishes eight print magazines a year and included in each is a letter from the publisher, Doug Glenn. This letter first appeared in Heat Treat Today'sFebruary 2022 Air and Atmosphereprint edition.
Doug Glenn Publisher and Founder Heat TreatToday
I failed my Ham Radio Technicians test today. It was publicly humiliating and embarrassing.
It wasn’t that public — there were only four test takers and three proctors — but it was genuinely embarrassing and humiliating. I was ashamed. It is remarkable the impact this minor life failure has had on my mind and emotions all day!
The experience set me thinking about the upside of failing — the silver linings that are worth mentioning and might be helpful to someone reading.
Empathy
For those who have not failed frequently, it is important to remember that others experience it more frequently and that it is not fun. Failing isn’t enjoyable and when someone fails, we shouldn’t ignore the fact that it hurts emotionally, psychologically, mentally, and sometimes physically and financially. Depending on the failure, the pain can be intense and long-lasting or minor and transient. Nonetheless, it hurts, embarrasses, humiliates, and often brings shame.
A good, solid failure now and again reminders us of this fact and helps us be more empathetic.
Reality
Secondly, a good failure will remind us that life doesn’t always go as planned. It reminds us that we are not in control. Just as importantly, it reminds us that others’ lives don’t always go the way that they’ve planned. Failures happens to everyone — no exceptions.
Most of us have experienced relative ease. Our lives have been mostly successful with few failures. It is a reality unique to 20th- and 21st-century America that so many people have been so successful for so long — what Francis Schaeffer refers to as “personal peace and prosperity” in his classic video series and book How Should We Then Live? (available on YouTube). We should thank God for that, but failure is a reality, and we should not be surprised when we fail or when others fail. Best to remember that none of us are in control of our lives.
Initiative
Thirdly, people don’t tend to run toward situations where failure is probable. We tend to hightail it in the opposite direction. There is, however, a certain goodness in failing, especially when that failure comes from trying new things, stepping into new territory, or purposefully pushing ourselves beyond our comfort zones. In one sense, if we’re not failing, we’re not really trying. We’re coasting — and hopefully none of us are comfortable with coasting.
In the early days as the publisher of Industrial Heating magazine, back in the early 1990s, the CEO of BNP Media at that time, Jim Henderson, sent out a memo with a simple and impactful message. The memo — yes, a memo, not an email — essentially said (my paraphrase), “We’re not failing enough.” His point was simple — if we’re not failing, then we’re not trying new things and we need to be trying new things.
Failing can be painful, but there is no better indicator of initiative than failure. As Babe Ruth said, “Every strike brings me closer to the next home run.” Keep swinging!
Forgiveness
This last thought is a bit “Christian,” so if you’re not comfortable with some Christian talk, abandon ship now. (Not encouraging it; just giving fair warning!) There were three gentlemen administering the Ham Radio test that I failed today. It was striking to me how uncomfortable I felt when the three of them were openly grading the 35-question exam. I was surprised at how uncomfortable it was to have them judging my work and knowing that these three men were going to render a verdict on my performance. I was actually squirming in my chair — both figuratively and literally!
As a struggling Christian, my thoughts quickly turned to how much more uncomfortable it would be if there were Three other Persons (think “Trinity”: Father, Son, and Holy Spirit) evaluating my performance. In a small yet powerful way, it was one of the most tangible examples of the Judgment we’ll all experience . . . and, boy, am I super thankful for forgiveness. I can’t imagine having to answer for all my life failures before God without the reality of God’s forgiveness.
Our failures are forgivable, for which I’m extremely thankful.
In 1961 in an old building that formerly housed the Chevrolet Toledo Transmission power plant, Phil Flynn, chief metallurgist of Buick Motor, and Bill Durako, the tool steel metallurgist of Crucible Steel, founded Erie Steel Ltd.
As with many entrepreneurs of the era, they started with small (used) atmosphere batch furnaces of limited capability. But what they lacked in equipment was more than made up for with engineering know-how and a heavy dose of “can-do attitude.” The improvement of heat treat practices and a desire for customer satisfaction drove the company. Today that can-do culture, along with expanding engineering capabilities, a professionally educated management team, 50 employees, and a modern 70,000 sq. ft facility continues to drive Erie Steel to excellence.
The company works to understand all aspects of a client’s product material type, procurement, and manufacturing methods, and then Erie optimizes the heat treat process to provide the requisite metallurgical, dimensional, and cosmetic properties.
The major industries served include aerospace, automotive, mining, agriculture, construction, and others. A few services provided to these industries include precision atmosphere carburizing; atmosphere neutral hardening; atmosphere normalizing/annealing; vacuum hardening, normalizing, and annealing. A somewhat unique capability is the mesh belt polymer quench, which affords the possibility of both case hardening and neutral hardening in combination with a polymer quench.
Heat treat processes are part-specific and incorporate the necessary considerations including material hardenability, prior condition, distortion control, and post heat-treat cosmetic requirements and finishing operations. One heat treat process specific to Erie Steel is distortion critical carburizing, in which part fixturing is developed specific to the part, and thermal cleaning may be employed. The process may include preheat cycles leading up to the carburizing temperature. The carburizing process may incorporate a boost/diffuse strategy to control surface carbon content, and that process may incorporate a reduction in temperature from the carburizing temperature for quenching. Quenching may involve regular or modified mar-quenching, and lastly, agitation is controlled to assure distortion is controlled and consistent.
Photo Credit: Erie Steel Ltd.
One project of distinct importance was the heat treatment of crankshafts for the natural gas compressor industry. These cranks are manufactured from a 4140 forging 38” OD X 82” OAL that is rough machined into a 3-pin crankshaft that has 36” OD counterweights, and 10 bearing journals. After rough machining, the cranks are indicated for run-out with the high point marked on the companion counterweight and sent for heat treating. This very specific process was duplicated for more than 200 crankshafts from three different forging sources, without a single noncompliance.
In the next five years, Erie Steel Ltd. plans to maintain their emphasis on a comprehensive approach to engineered heat treat processing, as well as continue to improve their customer service and automation. The next 10 years will bring new projects such as the transition from ICE to EV, which will involve different manufacturing processes and requirements. Gas quenching will assist in this effort as well as low temperature thermal treatments such as nitriding and nitrocarburizing. These are processes the company has historically performed well, and the future will be no exception to their commitment to excellence in both processes and services.
Michelin, a European tire manufacturer with technology centers in the U.S., will receive a new vacuum furnace from a global supplier with locations in North America. Tire manufacturing requires specialized tools; tools and dies used in production are heat treated in vacuum furnaces. The furnace, with a 16" x 16" x 24" heating chamber, will be used for gas hardening and will remove the need for third-party hardening.
Maciej Korecki Vice President of Business of the Vacuum Furnace Segment SECO/WARWICK
Michelin will receive a SECO/WARWICK Vector® vacuum furnace, enabling efficient hardening processes with the use of high pressure and cooling gas. “With a relatively low expenditure," explains Maciej Korecki, vice president of Business, Vacuum Furnace Segment at SECO/WARWICK, "the compact Vector vacuum furnace makes it possible to become independent from third parties. It also provides better control over the quality of heat-treated components and reduces the risk of delays which, as a result of lack of deliveries, slow down or obstruct manufacturing processes (tire manufacturing in this case)."




 Heat Treat Today offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 12 news bites that will help you stay up to date on all things heat treat.
Heat Treat Today offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 12 news bites that will help you stay up to date on all things heat treat.