




Heat Treat Radio #70: Lunch & Learn with Heat Treat Today – Heat Treatment vs. Thermal Processing
 Heat Treat Radio host, Doug Glenn, and several other Heat Treat Today team members sit down with long-time industry expert Dan Herring, the Heat Treat Doctor®, to discuss the difference between heat treating and thermal processing. If you’ve ever wondered about the difference – if one actually exists(!), then you’ll enjoy this highly informative Lunch & Learn with Heat Treat Today.
Heat Treat Radio host, Doug Glenn, and several other Heat Treat Today team members sit down with long-time industry expert Dan Herring, the Heat Treat Doctor®, to discuss the difference between heat treating and thermal processing. If you’ve ever wondered about the difference – if one actually exists(!), then you’ll enjoy this highly informative Lunch & Learn with Heat Treat Today.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
![]()
![]()
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): So, Dan, I want to turn it over to you, but I want to give a context though of what we’re going to be talking about. As you just mentioned, before we hit the record button, we’re pretty heat treat centric in our world, but there are a lot of other thermal processes that go on that aren’t exactly heat treat. We talk about some of them in our publication, not all, so what we’d like to do is turn over to you to talk about the difference between “heat treating proper” and “thermal processing, generally speaking.”
Dan, welcome and thanks for educating us.
Dan Herring (DH): Well, thanks, Doug, and good afternoon, everybody. First of all, for everyone listening, I hope to cover the basics providing information without confusing everyone. If there are any questions as I go along, please don’t hesitate to ask them. I think it’s always better to have an interactive, back and forth discussion on things.
You are absolutely correct, Doug. we live in a heat treat centric world. I’m going to start off in familiar territory by discussing a little bit about heat treating. Then, we’re going to move into the differences between heat treating and thermal processing.
To give a simple definition of heat treating — simple yet complicated at the same time — is heat treating is the controlled application of time, temperature and atmosphere to produce a predictable change in the internal structure (that means the microstructure to metallurgists) of the material being treated. Now, the interesting part is that heat treating is (a) predictable, which is why metallurgists exists in the world and it is (b) controlled, which is why heat treaters exist in the world, and the darndable thing about heat treating is that it happens inside the metal or the material and, unfortunately, you (c) can’t see the changes that are taking place.

Let me give you an example, if I can: I’ll hold this up; I don’t know if people can see it that well, but what this is is a helicopter transmission gear. And if we were manufacturing this particular gear, one of the things we would do to measure, if we were successful or to see if we were successful, is to measure the dimensions of the gear that we were actually taking and manufacturing. But in the world of heat treating, because the changes happen inside the material, it’s very difficult to know if the part is good or not. But heat treating has the ability, as we say, to vary the mechanical properties, the physical properties and the metallurgical properties of a material. The problem is that we can change them either for the better or, as most heat treaters know, we can change them for the worst. That’s why there is something called quality control and quality assurance. But I’m drifting away from the main point.
In the world of heat treating, with that definition — the controlled application of time, temperature and atmosphere to produce the predictable change in the internal structure of a material — not only are we heat treat centric in this industry, but we are also often steel or iron and steel centric in this industry. Metallurgists tend to be either ferrous metallurgists (specializing in irons and steels) or nonferrous metallurgists, specializing in things called aluminum, or as the British and Europeans would say, “aluminium,” titanium, and some of the super alloys and things of this nature. The idea being the fact that there are a lot of different materials that can be heat treated.
We often limit ourselves, if you will. But there are parts of our industry that heat treat: for example, precious metals — the golds, the silvers, the platinums and things of this nature. There are also parts of our industry that deal with copper and brass. There are parts of our industry that deal with ceramics which deal with powder metal, if you will. So, one of the things as heat treaters we must remember is that even under just the heat treat umbrella, there are a lot of different disciplines out there. There are a lot of things that we cover, and we look at. There are a lot of different materials that are processed. And again, we think, in general, as heat treaters and probably incorrectly so, we think about what are called “semifinished goods.” What we think about are parts that are manufactured from steel, aluminum, titanium, copper or powder metal. We think of automotive parts, aerospace parts. We think of something like weapons or military equipment, ammunition, firearms. We think of agricultural products, farm implement products and things of this nature. So, one of the things we must be aware of is that there is a whole world outside of our comfort zone, and that is something that we’re going to explore today.
Before I go on, does that make sense to everyone, or does anyone have any questions about the heat treatment side of what we do?
DG: No, I think that makes sense. You mentioned on the inside of the part that things can’t be seen so much. You will probably get to this Dan, but I assume that also includes surface treatments, or would that be something different?
DH: We’ll talk a little bit about the difference between surface treatments and they fall into an area probably referred, in general, as “coatings” and things of this nature. But that is a good question, Doug- plating and coating and things of this nature.
Also, one of the things about heat treating that seems a little bit, possibly confusing is that heat treaters consider processes like brazing (which is a joining process), and they think of soldering (which is a low temperature joining process), as heat treatments. Similarly, we think of sintering, and we think of heat treatments of powder metal products, or we think of powder metallurgy as falling under the subject of heat treatment because we think so much about sintering. But sintering is a bonding or a diffusion process. So, heat treaters think of heat treatment, they think of brazing, and they think of powder metallurgy all combined into that big umbrella. For any brazers who are listening, or any powder metal people who are listening — they probably died of cardiac arrest at this moment in time — but, in general, that’s what heat treating does: it considers those separate entities as part of it.
Let’s go on and look at the fact that I can say to you — automotive components, gears, bearings, aerospace components, landing gear transmission boxes, fasteners, screws, nuts, bolts, farm implement equipment -- those are things that commonly come to mind. People don’t often think, for example though, of things like jewelry which is something that is commonly heat treated or “processed,” if you will, more on the thermal processing side. A lot of electronic materials are also thermally processed, and a lot of castings and things done in the foundry industry.

But, as I said, we think of semifinished goods where a semifinished goods-centric/heat treat-centric world; but there are other worlds out there. Let’s kind of talk about them. But mill practices, or what we call “primary metals,” are another area that’s covered, interestingly enough, under heat treating. Because in steel mills and things of this nature, you’ll find soaking pits, for example. In aluminum processing facilities or aluminum foundries, you might find solution heat treating and aging ovens and things of this nature. So, there is, in a very broad or general sense, heat treating also done on the mill or the material production side of things. Again, unless we’re in that industry, we don’t tend to think about it that much. So, we have to.
But, if I also said to you that things like cosmetics are being processed, not heat treated, but thermally treated, if you will. Or things like cement, or minerals in raw ore, ore materials and things- these all fall in the category of now “thermal processing.”
Let me try to give everybody just a feel for what the different categories of thermal processing are. The number one category, of course, is heat treatment. There is another thermal process . . . . And, by the way, thermal processes are also confused a little bit because we use heat, or we use cold — those are both thermal processes. For all the heat treaters out there, we do things like deep freezing, and we do things like cryo-treatments, cryogenic treatments. Those fall under the umbrella of heat treating. But there are other deep cooling or cooling processes that fall under this umbrella of thermal processing.
Besides heat treatment, thermal processing consists of a few areas which you are maybe familiar with and then again maybe you’re not that familiar with. One of them is calcining which I often call the drying of powders, if you will. This can be in the form of ores, it can be in the form of minerals, it can be in the form of coke (which is a coal byproduct, if you will), it can be in the form of cement. So, there are drying processes that occur under thermal treatment which is in the area of calcining.
There is also a big category called fluid heating where what we’re doing, (and by the way, air is a fluid as well as water and liquids are fluids), so we can turn around and do things like chemical processing which is done at elevated temperature. I had a client that was producing mayonnaise and the mayonnaise has held at 180 degrees Fahrenheit- it is a thermal process, if you will.
Distillation. We won’t talk about alcohol much in the world. I will only comment that all of you think this is a bottle of water, but you could be mistaken about that.
The idea is that fact that fluid heating, calcining, drying, smelting, metal heating in general, curing and forming — which is done a lot on ceramics, on paints, paint drying and things of this nature. There is, just in general, other methods of heating. I’ll give you a simple example: waste incineration. We know that our trash is burned at ultra-high temperatures to reduce emissions, if you will, but avoid going into landfills or, worse yet, dumping it in the ocean and believing that somehow it won’t return to our ecosystem. But incineration is an example of a thermal process.
There are quite a number; there are literally hundreds of thermal processes that are occurring all the time that we don’t, in general, think very much about. Heat treating is typically divided into two general categories — processes that soften a material and processes that harden a material. So, in the category of softening, we think of things like aging, we think of things like annealing, we think of things like normalizing, or even stress relieving (in other words, taking the stress out of material is a softening process).
DG: Tempering, as well, Dan? Would it be in that?
DH: Well, tempering, in a sense, could be considered a softening process. It’s a good one. I consider it more a softening process than a hardening process, but it’s typically so intimately linked with hardening that people think of it as a hardening process. But, hardening and case hardening, austempering, and then, of course, brazing which is a joining process, soldering, sintering which is a bonding process, homogenizing (when we talk about aluminum), solution treating (when we talk about aluminum). Solution treating is not a hardening process, interestingly enough- it’s the aging or the precipitation hardening process after the solution heat treatment that is actually the hardening process.
The idea of the fact is that we’re very familiar with those terms; we’re less familiar with coke ovens or waste incinerators or distilling facilities, or things of this nature. We’re not used to processing resins or composite materials, even though there are autoclaves that use a combination of high pressure and temperature to form some of the composite materials that are used in the aerospace industry.
The way I like to think about it is there is a giant umbrella which is called thermal processing. Under that umbrella is a small segment, maybe not so small, called heat treating, and then heat treating is divided into semifinished goods and raw materials (or primary goods), and then it’s subdivided into irons and steels and nonferrous alloys. Now, in my day, when you graduated university, you graduated with a degree in metallurgy. Today, you become a material scientist which means that you’re dealing with composites, ceramics, electronic materials, a whole series of materials outside the realm of just iron and steel and aluminum and titanium, if you will.
The other thing that’s very interesting about our industry, in general, is probably the aspect of energy usage. The thermal processing industry, in general, and this is a rather stunning number, uses, in round numbers, about 38% of the energy produced in the United States. Now think about that as a number. Of all the energy consumed by people in the U.S. or in Canada or in Mexico or anywhere else in the world, two-thirds of it or greater — 40% of it, almost — is used in thermal processing. About 25% is used by transportation, and another 20% or so is used by residential. Then, there’s about 15% used in, what we call, “other” category. But, in thermal processing, which is also true in heat treating, about 80% of the energy comes from natural gas. And only 15%, (round numbers), comes from electricity.
We have to realize that we’re not only, as heat treaters “heat treat-centric,” “iron and steel-centric,” “aluminum-centric,” but we’re also “natural gas-centric.” Those are staggering numbers to consider. The reason for it, the reason we’re natural gas centric, not only in the heat-treating industry but in the thermal processing industry as a whole, is simply because natural gas is the cheapest energy source available right now. And, these numbers, although they apply specifically to North America, can also apply, if you will, to the world in general. The numbers vary a little bit throughout the world, they may be different in Europe and different in Asia, but not so much that it varies so greatly.
What I’ve tried to cover — and I realize I haven’t left a lot of room for questions here and I apologize for that — but I’ve tried to give you the idea that heat treating is a very important part of a much larger industry that services the manufacturing community.
Let’s open for discussion from anybody.

DG: That sounds good. Do any of you have questions, at all?
Alyssa Bootsma: I did have one. I think it was very helpful in understanding everything and the idea that thermal processing is an umbrella and heat treatment is just a part of that really clicked for me. I was wondering if you could talk about calcining a little bit more and what that process actually is.
DH: Sure. But before I do that, I want to mention one thermal process that I forgot to mention. Because I have a number of clients that work in the baking of cookies, and because I’ve consumed a few of those in my life, I don’t want to forget the baking industry.
DG: The brewing industry?
DH: Absolutely! By the way, the brewing hall of fame is located here in Chicago, unless I’m grossly mistaken.
Before we get to far afield, let’s talk about calcining a little bit. A number of powders, whether they be ores or whether they be things like cement or various minerals, are often processed in, what we call, a slurry. They’re processed in a form in which they are either cleaned or washed with water or with different chemicals. As a result, you have a wet mixture of a mineral and, let’s say, water, or in some cases they can be different chemicals, if you will, that go to either clean the minerals or dilute the minerals or things of this nature. But to go to further processing of those minerals, you have to dry them and put them into a form that they can be used. If this makes any sense, then let’s take cement as an example. It’s no good to keep the cement in a slurry because what’s going to happen to the cement? It’s going to dry and harden. So, what you have to do to send it to the consumers is you have to dry the powder, if you will, deliver it to the end-user who will then add liquid to it to once again form it or turn it into liquid cement. Calcining, is really, in simplest terms, to answer the question directly, I always consider it, a powder-drying process.
 DG: Dan, any idea why they call it “calcining?” I’ve always wondered this.
DG: Dan, any idea why they call it “calcining?” I’ve always wondered this.
DH: Well, in the old days, I believe that limestone, (which is calcium carbonate), and so "calcining" and "calcium" from the calcium carbonate, I think that’s where the name originally came from. A good thing to look up, however- that’ll be my homework assignment.
DG: There you go. Just as another example of a thermal process, it’s certainly not heat treat, just down the road from where I live, north of Pittsburgh, they have a lot of sand and gravel places. Believe it or not, there is a large, what I would call a, horizontally-oriented “screw furnace” — it’s a cylinder and it just rotates, and inside it’s heated up and they’re just simply burning off the moisture so that they can get the materials, or whatever it is they’re harvesting out of the earth, and get it down to a certain level of moisture so that they can process it. So, sand and gravel. That’s just another area.
Here's another one — and Dan, I want you to hit on glass if you don’t mind, in a minute — but here’s another one where thermal processing is used, which you might not think of, and that’s in the manufacturing of paper production. They’ve got to actually dry the paper and you wouldn’t think of it but they’re passing paper through flame (between flames, not actually in the middle of the flames) simply to dry paper before it goes onto these huge rolls.
One last comment, Dan: We often talk about energy intensity and how much energy it actually takes to perform a certain process. One of the highest thermally intense processes that is used is not so much a heat treatment, but it is actually the manufacturing of concrete, believe it or not. There is very, very high energy intensity — it takes a lot of gas, in this case, to produce concrete.
But Dan, if you don’t mind, could you hit on glass production? We’re all looking out windows here and the manufacturer of glass is a thermal process.
DH: Absolutely it is. But before I do that, quickly, that rotary drum that you saw, the one with the screw inside it, if you will, that helps move the powder, if you will, or the sand and gravel through, is a very typical calcining furnace. Rotary drums are also used in the heat treatment industry to process screws and fasteners, nuts and bolts, small products, if you will, typically.
But yes, paper is a good example but glass furnaces, too, where the glass is actually brought up and the sand and other elements, if you will, are melted into glass. Very disconcerting. You may find this interesting but roughly the walls on a glass furnace (I’ve seen 10-20,000-pound glass furnaces) are something like 4 inches thick, holding back all that molten glass. But again, you’re taking glass that is basically silicone dioxide, its sand is a major component of it. In colored glasses, you add different chemicals. Like, for example, if you want to form a bluish colored glass, you might add a copper oxide, for example, which will change or tint the glass to a different color.
You’ve heard of leaded glasses, for example. In the old days you added lead to glass to make it, again, more formable, if you will. But yes, glass furnaces or the manufacture and production of glass is very energy intensive, as well as cement, as is the production of aluminum, by the way, which basically uses electricity, which is why all of the aluminum facilities are located either near hydroelectric or thermal energy like in Iceland, for example, where you have geothermal energy which is used to heat and produce electricity. But yes, glass is definitely an example of a thermal process, as well.
Glass is interesting because we don’t necessarily do a lot of heat treatment of glass, but you may have heard of glass-to-metal sealing, where we’re actually taking a glass and sealing it into or onto a metal component. Like, for example, the site ports of burners where we look in to see the flame — those site ports are made by glass-to-metal sealing. But, in general, yes, melting and production of glass is a thermal process.
DG: Dan, correct me if I’m wrong, and I could be wrong on this, but cellphones, right? Your glass on the front of that — the reason it is actually quite strong and won’t break is because it’s been thermally processed, a tempering process of some sort, I believe. Correct me if I’m wrong, but isn’t it the thermal process that can make a glass really, really difficult to break?
DH: It is, plus the fact that glass is a quasi-solid, as we say. It’s a solid but it’s really not; it has more characteristics of a liquid, which, again, makes it more ductile or resistant to things It makes it more shock absorbing, for example. But yes, cellphones and cellphone glass are something I’ve got to do some more research on.
DG: Right. They’ve got some stuff called “gorilla glass.”
I just want to recap a couple things for our team here and for other people that might be listening: When we talk about heat treat, which is what we’re centered on, it’s helpful for us to know what processes, materials and things that includes, and what processes and materials that doesn’t include, and that’s why this conversation on thermal processing versus heat treat is helpful for us. The way I like to describe it to our team and to most of the people who would be reading our publication or listening to this podcast, is typically Heat Treat Today is not involved with the making of steel but almost everything else after the making of steel we would deal with, almost everything. So, we don’t really do the steel making. Steel making, however, is very much a thermal process but we just don’t cover it. There are other publications that cover that. And we are very much steel-centered; we do aluminum, as well. However, in the aluminum world, we actually do deal with aluminum making. For reasons that basically have to do with the temperature range: the temperature range isn’t quite as high with aluminum making as it is with steel making. So, we do some of that. We don’t do a lot with aluminum making but a lot after aluminum is made. We do a lot of the homogenizing, annealing, solution heat treating and that type of stuff.
So, that is us. In heat treating, we define things like brazing, even though it’s a joining process, we tend to cover it. Soldering we don’t tend to cover because it tends to be a lower temperature. Dan didn’t mention it, but I’m sure he would, is welding: it’s a joining process but it’s not exactly anything we cover either. It’s not what we consider to be heat treating.
There is another joining process that we didn’t cover, and maybe we could hit on it briefly next time, and that is diffusion bonding which, to be quite honest with you, I haven’t done a lot of study on it so it would be interesting to know what that is. I know it’s done in vacuum and under high pressures, I believe, but things of that sort.
At any rate, that what’s we mean when we talk about heat treat — it’s primarily steels, aluminums, titaniums and typically not steelmaking and probably not titanium making either, but aluminum making and everything downstream from that tends to be us, and our temperature ranges tend to be, very generally speaking, 800 degrees Fahrenheit and above, or as Dan mentioned, we can also do some things in the cryogenic range which are subzero temperatures. So, that is us. Everything that falls outside of that we would consider to be a thermal process, which is a lovely thing, but just not our cup of tea.
DH: Look at this, Doug, a whole new business opportunity for you. With that, I’m extending myself beyond metallurgy, so I’ll quit there.
DG: Dan, we really appreciate it. We look forward to more of these. We are going to try to do other topics, again, what I would call heat treat 101 type topics, our Lunch & Learn series with Dan Herring, The Heat Treat Doctor®. Dan, thanks a lot, we appreciate your time.
DH: A pleasure, everyone. Thank you.
For more information:
dherring@heat-treat-doctor.com

Doug Glenn
Publisher
Heat Treat Today
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio .
Find North American heat treat suppliers on Heat Treat Buyers Guide.com


 A medical device manufacturer is set to receive a vacuum furnace for annealing and brazing processes at their plant in France. The parts processed in this furnace will include X-ray and radiotherapy equipment among other products that require high quality standards of heat treatment.
A medical device manufacturer is set to receive a vacuum furnace for annealing and brazing processes at their plant in France. The parts processed in this furnace will include X-ray and radiotherapy equipment among other products that require high quality standards of heat treatment.

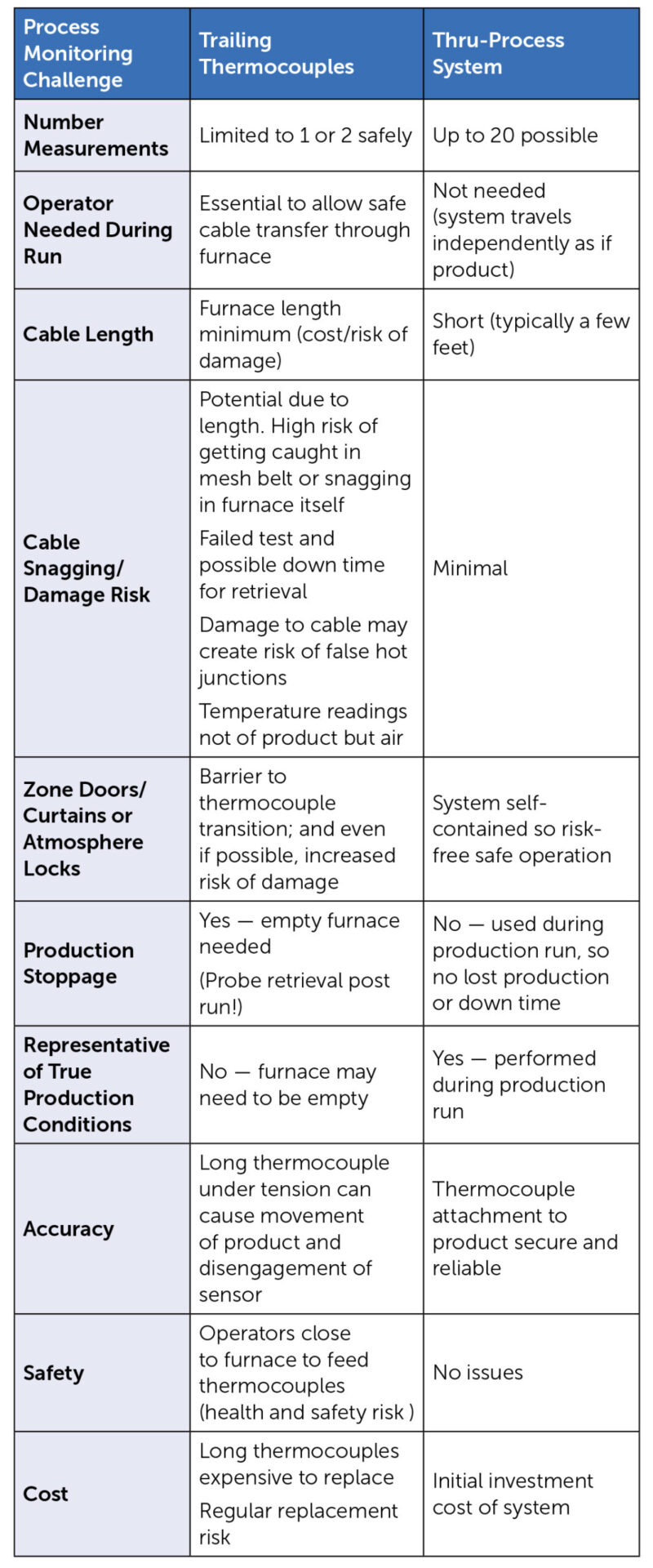

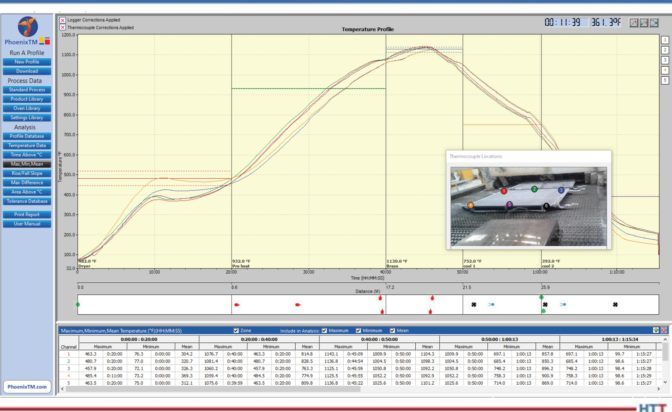
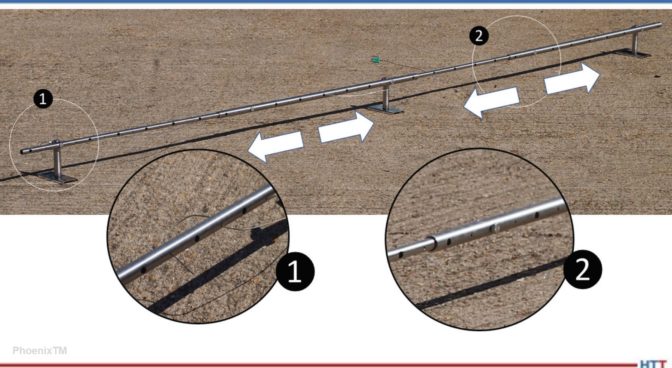
 Furnace mapping can be further developed to satisfy either CQI-9/CQI-29 or AMS2750F pyrometry standards where a two-dimensional jig is constructed to perform the temperature uniformity survey (TUS).2 Employing the plane method, a frame jig is constructed to match the furnace work zone with the necessary number of thermocouples to satisfy the furnace cross section dimensions. Temperatures recorded over the working zone are compared to the desired TUS levels to ensure that they are within tolerance as defined in the standards.
Furnace mapping can be further developed to satisfy either CQI-9/CQI-29 or AMS2750F pyrometry standards where a two-dimensional jig is constructed to perform the temperature uniformity survey (TUS).2 Employing the plane method, a frame jig is constructed to match the furnace work zone with the necessary number of thermocouples to satisfy the furnace cross section dimensions. Temperatures recorded over the working zone are compared to the desired TUS levels to ensure that they are within tolerance as defined in the standards.
















 Heat Treat
Heat Treat 







