Aalberts N.V. has reached an agreement to acquire 100% of shares of Paulo Products Company (Paulo), expanding the company’s geographical footprint in the U.S. The acquisition will bolster the Dutch company’s capabilities to provide heat treating, brazing, and metal finishing operations for the North American automotive, aerospace, defense, and energy sectors.
Stéphane Simonetta CEO Aalberts N.V.
Pending regulatory approval, the management team of Paulo, which operates five heat treatment facilities in the USA and one in Mexico, will work with the management of Aalberts Surface Technologies in North America. The transaction is expected to be finalized in the second quarter of 2025 and generate an annual revenue of approximately USD 105 million with 522 employees.
“We are excited about the growth potential in the different end markets and are looking forward to welcoming Paulo’s employees to Aalberts,” said Stéphane Simonetta, CEO of Aalberts N.V. “This strategic acquisition will further enhance our proximity in North America and Mexico as per our ‘thrive 2030’ strategy. Together, our leadership position will enable us to serve our customers with short lead times, high quality and full-service capabilities.”
The press release is available in its original form here.
Your Heat Treat Todayteam will be celebrating the holidays with our families, and our offices will be closed from December 21 to January 1. Look for your next Heat Treat Daily e-newsletter on January 2nd! Until then, we hope this message encourages you and directs you to the true source of hope during this season.
Room with Him
In the next few days, it’ll be easy to get overwhelmed with all the activities, the gatherings, the lights and colors, crinkly wrapping paper and Christmas songs . . . and the movies. Who doesn’t settle down at least once during the season to watch a favorite Christmas movie? Some folks prefer the classics like White Christmas or It’s a Wonderful Life. Others love the new seasonal specials, like Home Alone or Elf. Maybe it’s Rudolph the Red-Nosed Reindeer that reigns in your house. My family’s favorite is The Muppet Christmas Carol.
In most Christmas movies, there’s always a special scene that moves viewers, reinforcing the themes of Christmas: hope, love, hospitality, faith, generosity, thankfulness. One scene from Rudolph moves me more than most, but I bet it’s not the one you’re thinking of.
Do you remember the residents of the Island of Misfit Toys? Dolly, and Charlie-in-the-box, and the boomerang who wouldn’t come back — toys that weren’t wanted because they didn’t do what was expected of them, or they were a little different in their design. Exiled to the Island of Misfit Toys, they waited and hoped for a chance to be enjoyed, appreciated and loved. However, the island was so far off course that they were forgotten year after year, and they were never given the opportunity to brighten a child’s Christmas morning.
Disappointments, slights, brokenness are felt, even at this time of year. Dolly’s words resonate with us when she says, “I just don’t feel like I have any more hope left in me.” Our hearts are troubled, and our coordinates don’t register on the radar. We might feel lost and forgotten along with the misfit toys.
This season is about more than parties, gifts, and decorations, as we all know. Jesus, the Son of God, became man, taking the form of a baby and living as the God-man, the perfect redemption for the lost, the broken, the misfits.
It is striking that at the end of his ministry, as he was wrapping up his time with his disciples before he went to the cross, Jesus assured them, “In my Father’s house are many rooms. If it were not so, would I have told you that I go to prepare a place for you? And if I go and prepare a place for you, I will come again and will take you to myself, that where I am you may be also.” (John 14:2-3) Jesus wandered about without a place to lay his head, yet he is quick to promise his troubled people not merely shelter, any shelter, but a room in the Father’s house.
Although the Savior came to no room at his birthplace, he has gone on to prepare rooms for us, and it’s not just a room, that is, a designated space with measurements and coordinates. He will be there also. And not just a room with him there — that would be awesome enough, but he also prepares for us, his followers, to be with him, to abide with him, to reside in him. He is what makes up the features, the atmosphere, the feng shui of the room. He is home. He is the where of kicking off our shoes and settling down with a cuppa joe. He is comfort food, a soft blanket, and a wagging tail at the door. This is what Christians mean when we say Jesus is our Sabbath.
A popular saying at this time of year is “Make room in your heart for Jesus.” Notwithstanding we can’t make the room, but he must, the truer saying is that “Jesus has made room for us.”
Hear his tender words of encouragement, which come after his prediction that Simon Peter will fail and deny him, just as we do in unbelief and discontentment: “Let not your hearts be troubled.” What follows next is his exhortation: “You believe in God? Believe also in me.” (John 14:1)
He doesn’t leave us to our own devices or our own means of finding our way to him. He comes to dwell with us; he becomes our dwelling place. And now, he is preparing an eternal dwelling place for his people. That’s the hope he gives the disciples as their steps falter under the burden of their troubled hearts, “that where I am you may be also.”
Know Jesus, and we can be assured we won’t be left on this island of misfit toys forever. We have a home.
And that makes for a merry Christmas message!
Here at Heat Treat Today, we are looking to 2025 with much anticipation and hope for more opportunities to work together and challenge ourselves and others with new ideas in the North American heat treat industry. Thank you for the opportunities every day to serve and encourage you in our heat treat corner of the world.
From the entire Heat Treat Todayteam, we wish you a very joyous and restful Christmas celebrating the birth of Jesus Christ!
A North American manufacturer has bolstered its heat treatment capabilities for annealing steel parts after induction hardening. The two-zone belt conveyor furnace shipped to the facility ensures precise temperature control, energy efficiency, and compliance with AIAG specification CQI-9.
“The customer chose to enhance the operating efficiency of the oven with the E-Pack™ Energy Efficiency Package. Depending on utility rates, operating temperature, and weekly usage, customers may achieve significant annual energy savings with this upgrade,” said Tom Trueman, senior application engineer for Wisconsin Oven Corporation.
Tom Trueman Senior Applications Engineer Wisconsin Oven Corporation
Wisconsin Oven Corporation designed the conveyor furnace with the capacity to heat 2,400 pounds of steel per hour from 70° to 350°F with a maximum temperature rating of 500°F and the ability to anneal the components after induction hardening. The recirculation system features a top-down airflow design with a 32,000 CFM blower, with each of the two zones utilizing 16,000 CFM. The temperature for both zones is controlled by a Watlow F4T digital recorder/controller, which provides Ethernet communication capabilities and PID temperature control with adaptive tuning. As a factor in its CQI-9 compliance, a temperature uniformity survey was conducted, documenting uniformity of ±10°F at 350°F with verified part soak.
To maximize energy efficiency, the oven has been upgraded with an E-Pack™ Energy Efficiency Package, which includes 2” thicker insulation in the walls, floor, and roof, as well as variable frequency drives on the recirculation blowers.
The press release is available in its original form here.
In this Heat TreatRadioepisode, Dave Deiwert, a seasoned expert in leak detection, shares key steps to locate leaks in a vacuum furnace. Host Doug Glenn and his guest specifically look at helium as a tracer gas. From Dave’s extensive experience starting as a field service engineer to founding his own company, Tracer Gas Technologies, listen as he identifies systematic approaches, the influence of air currents, and cost-effective strategies for effective leak detection.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Meet Dave Deiwert (01:10)
Doug Glenn: Welcome to another episode of Heat TreatRadio. We’re talking today about leak detection in vacuum, and we’re happy to have Dave Deiwert with us who is a leak detection expert.
Dave, would you give our listeners a little bit of background about you and your qualifications in the industry, and then we’ll jump into some questions about leak detection?
Dave Deiwert: I’ve been in leak detection since 1989. I started off my career as a field service engineer. I did that for about 10 years, then moved into sales engineering for probably the second third of my career. And for the last number of years, I’ve been a product manager and applications manager, working with several of the major vacuum and leak detection companies in the world. I thoroughly enjoy what I do and helping others with their leak testing applications.
Doug Glenn: And now you’ve got your own company. Could we hear a bit about that?
Dave Deiwert: Sure, Tracer Gas Technologies had its birth in September of this year. My focus will be on providing training and applications assistance to industrial clients, research and development labs, and government and university labs.
Doug Glenn: What’s the best way for people to reach you?
Doug Glenn and Dave Deiwert discuss his new position as president of Tracer Gas Technologies.
Dave Deiwert: We are new and still working on the website, but in the meantime, you can reach me at my phone at (765) 685-3360 or email me at DDeiwert@gmail.com.
Doug Glenn: Dave recently published an article in the November 2024 print issue ofHeat TreatTodaycalled, “Basics of Vacuum Furnace Leak Detection, Part One.” The article includes ten tips for vacuum leak detection using a helium leak detector.
Indicators of Leaks (03:45)
We’re going to cover some of those tips today. But before we get started, what are the most common symptoms that we have a leak when operating a vacuum furnace?
Dave Deiwert: I’ve been helping these clients for a number of years. And typically, one or two things happen: So, the client is following the furnace manufacturer’s recommendations to do a periodic “leak up test,” where they pump the furnace down towards base vacuum; they isolate the pumps to look for the pressure to rise after the pump’s been isolated, and if the pressure rises at a faster rate over a test period of time, which might be ten minutes, then they determine they have a leak that they should be looking for.
It’s either during that test that they discover they have a leak that they should be looking for before it impacts quality. Or the problem develops while they’re using the furnace, and it begins to affect the quality of the product. They start to see a difference in the appearance of the product because there’s some type of contaminant gas from atmosphere, water vapor, or maybe their product is sensitive to oxygen and such. It also could be as simple as they used to pump down to base pressure for the process in “x” amount of time, and it seems like it’s taking longer.
One of those two things will get their attention, and that’s okay. Let’s look for the leaks.
Isolating the Source of the Leak (05:11)
Doug Glenn: Most of the discussion we’re going to have today is going to be on using helium leak detectors. But let’s assume you don’t have a helium leak detector. What would be your checklist of things to run through to try to isolate the source of the leak?
Dave Deiwert: My perception is that end users that only have maybe one or two furnaces might not have their own leak detector, and calling for help might be quite a pricey option. They may try to do some things on their own without the leak detector or help from somebody outside the organization.
The first thing you’re going to do is consider where most leaks typically would be on a furnace. You’re going to think of things like the door is opened and closed on every cycle of the furnace, so the gasket or O-ring type material there can get worn over time.
Or maybe while the door was open, something came to rest on the O-ring: a piece of fuzz, hair, or slag metal. Something may be there that creates a leak path when they close the door. To look at that in greater detail, they get some extra light on it and see if they can determine something there. They may go ahead and remove that O-ring and just clean it up really well. Many might put a light coating with some vacuum grease or some type on it and then reinstall it.
Of course, we recommend that you try not to use vacuum grease. That could be a whole other discussion. But many will try that and see if it’s helpful to them.
The vent valve for the system also opens up after every test. So, there’s another gasket that can get worn or dirty.
Another thing would be process gases. If they filled their furnace with some back stream with argon or something, those process gas valves can leak past the seal.
So they think about each of these things and go through them one at a time and inspect them. And if they’re not quite sure what they’re seeing, they might replace the gasket or seal and then hope that they’re successful. And if they continue to not be successful, they ultimately end up calling for help.
Somebody could get very frustrated looking for leaks if you don’t know for sure that it’s only picking up helium. It’s not reacting to Dave Deiwert’s aftershave or cologne, or something else… the fork truck that went by, or something else. I can say with 100% certainty it’s reacting to helium.
Understanding Leak Detector Technology (07:14)
Doug Glenn: I want to ask for a further explanation on the first tip in this article.You say, “Understand how your leak detector works to the point that you can confirm it is working properly.” How does a company do that?
Dave Deiwert: If you’re going to go to the expense of having a leak detector — which many should — they should understand how it works properly and how to tell that it’s working properly or not before you start spraying helium to look for leaks.
Every manufacturer of leak detectors today, and for quite a number of years, has a leak detector that will let you know whether you’re in the test mode or in a standby mode. If you ever approach somebody that is leak testing and the leak detector is in standby mode and they’re spraying helium, you can suggest, “I bet you haven’t found any leaks yet, have you? Well then, you might want to put your leak detector in test mode.”
Understanding it’s in test mode and understanding how to calibrate the leak detector are good tools to help your success in finding leaks on the system. You have to at least be familiar enough with the leak detector to understand its operation and knowing that it’s sensitive to helium and the calibrating procedure increases and supports this understanding.
Doug Glenn: That makes a lot of sense: Make sure it’s turned on.
Dave Deiwert: Right, turned on and connected to your system. If you don’t have a hose going from the leak detector to the furnace and you’re spraying helium, that’s also going to be a problem.This might sound silly, but sometimes people think, “Hey, this sounds easy. You just spray helium and look for leaks.” They may ask some person who doesn’t really have much experience, “Hey, go over and test the furnace.” They may be embarrassed to say that they don’t know how to use the leak detector, so they may give it a go. Because they don’t understand the leak detector, they might not be successful.
Doug Glenn: That leads me to my next question because I would be that guy that doesn’t really know how they work. When you’re performing a leak detection using a helium leak detector, how does that process work? Where is the leak detector? Where are you spraying the helium?
Dave Deiwert: Sure. In my career I’ve seen people choose a few different points of connection to the furnace, but you’ll find our industry that we teach people that the best place would be to connect the hose from the leak detector to point in front of the blower if they’ve got a blower on their system. If they don’t have one, it’s going to go at a connection point near the inlet of the pump of gas pumping through this system. But you want to sample that flow of gases from the furnace towards the pumps. That way, you can get a sample to the leak detector as you’re spraying the helium.
When you talk about how the leak detectors work… at every class I teach, I think it’s important to at least give enough information so that you have confidence that the leak detector can help you. How’s it sensitive to helium and why? With these leak detectors, no matter who manufactures them, typically you’ll see that inside there’s a mass spectrometer that’s tuned to the gas mass weight of a helium molecule. And because it’s dependent on the mass weight of a helium molecule, not the mass weight of oxygen, nitrogen, argon, or whatever, you can be 100% sure that when the leak detector reacts, it’s getting helium from somewhere.
I stress that because somebody could get very frustrated looking for leaks if you don’t know for sure that it’s only picking up helium. It’s not reacting to Dave Deiwert’s aftershave or cologne, or something else… the fork truck that went by, or something else. I can say with 100% certainty it’s reacting to helium.
You might be surprised how often in my career somebody said, “Dave, the leak detector’s reacting, and I haven’t even started spraying helium yet.” I will tell them helium is coming from somewhere, and it could be the tank of helium that you’ve rolled up to the furnace is spraying helium and you didn’t realize it. Maybe the spray gun is still spraying helium even though the trigger is not pulled. Maybe the regulator’s leaking.
Leak detector hooked up to vacuum furnace Source: Dave Deiwert
And if that furnace has got a leak, it’s the whole reason you brought the leak detector over. You’re not spraying helium yet, but helium is being sprayed by the tank or the regulator. The leak detector is going to react to the helium regardless of how it got into the system. So that can be very frustrating.
Let me back up: If you know beyond the shadow of a doubt the leak detector will only respond to helium and you haven’t sprayed helium yet, you know immediately it’s coming from somewhere.That is to say, I need to figure out what’s going on there. Otherwise I might spin my wheels looking for a leak while something else is a distraction for me.
Does that make sense?
Understanding Helium (11:53)
Doug Glenn: Yes, it does. Let me ask you this, though, because I’ve never done a helium leak detection as a publisher of a magazine — we don’t have a lot of helium in this business. You’ve got this box called the helium leak detector. It’s got a hose. You connect the hose near the blower or someplace close to the vacuum pump. I assume the leak detector is sampling the air as it’s coming towards the pump or towards the blower. Correct?
Dave Deiwert: Absolutely.
Doug Glenn: Then you’re spraying helium on the outside of the furnace somewhere to see if it’s being pulled into the furnace through some hole and therefore heading towards the pump.Correct?
Dave Deiwert: Yes.
Doug Glenn: I wasn’t ever sure how that worked — whether you spray the helium inside the furnace then you’re checking around the outside of the furnace with the leak detector; I know that sounds silly, but I thought that might be how it worked. But the truth is you’re sampling the air inside, and you’re spraying helium on the outside. If that’s the case, with a canister of helium on the outside of the furnace, won’t the detector be detecting the gas because it is going from that helium canister through and into the furnace, right?
Dave Deiwert: Yes, that’s correct.
When we get into the idea of spraying helium — where does the helium go when I spray it? When I started my career way back in 1989 as a field service engineer, I was taught that helium rises because it’s the lightest gas. And so I was taught, as were many other people, to start at the top of the furnace and work your way down.
The problem with teaching that is (remember, there’s five parts per million of helium naturally in the air we breathe) that if I start spraying helium, I can tell you with 100% confidence that the air currents in the room are going to impact that helium. If you can feel the air blowing from your right towards your left, and when someone’s got a floor fan on you can be sure of it, the predominant helium you’re spraying is going to move that way. It’s going to dissipate over time, but starting somewhere methodical to spray the helium is important and to not spray too much.
Be Patient with Leak Detection! (13:14)
Doug Glenn: I did want to ask a little bit about that because in your second and third tip in this article you expressed the need to be patient when doing a leak detection. Just exactly how patient do we need to be, and why do we need to be so patient?
Dave Deiwert: Frequently throughout my career, I’ve run into people who say, “I’m not sure if I’ve got a leak, so I’m going to spray a lot of helium so I can determine it pretty quickly.” But if you spray that helium like you’re trying to dust off the equipment, you will have so much helium in the air the leak detector will definitely react if there’s a leak. However, now you have to wait forever and a day; it could be quite a while until the helium that you just sprayed all over the system and in the room dissipates before you can continue looking for a leak.
I always ask this question when I’m teaching a class with people who have been doing leak testing: “How do you set your helium spray nozzle?” The ones that’ve been doing it for quite a while will say that they’ll get a glass of water, for example, and they’ll put the spray nozzle down in the water and adjust the flow to where they get one bubble every two to three seconds. I see some variation on that, one to ten seconds. But they’ll try to meter it down. Somebody might say, “I’ll put the nozzle up to my lip and spray so I can barely feel it.”
I’ve run into people who say, “I’m not sure if I’ve got a leak, so I’m going to spray a lot of helium so I can determine it pretty quickly.” But if you spray that helium like you’re trying to dust off the equipment, you will have so much helium in the air the leak detector will definitely react if there’s a leak. However, now you have to wait forever and a day.
To those people, I’ll say, “That’s a good start. If you put that nozzle in that glass of water and it looks like a Ken and Barbie jacuzzi, you’re spending way too much helium into that.” I would meter that down to a very small amount, whether it’s a bubble every three seconds or you can barely feel it on your lip is a good place to start.
And because I made the comment that helium doesn’t necessarily rise but can go different directions based on the wind, air currents in the room, and fresh air makeup, eventually somebody says, “Where should I start?” I’ll say, “I don’t have a problem with you starting at the top of the furnace and working your way down. Be methodical.”
Some people will start at the leak detector they just hooked up because they might have put a leak in the bellows connection from the leak detector. You might start there to make sure the assembly you just did is leak tight.
But start somewhere, be methodical as you move across the system, and remember that helium can go up, down, left, back, or forward depending on what the air currents are.
Doug Glenn: I was actually going to ask you about the air currents, because I thought that was an interesting tip that you had made. In fact, I think that’s like tip four and five in this article. I think we’re dealing with air currents and things of that sort. So, we’ll skip over that, because I think you’veaddressed that.
The Dead Stick Method (16:48)
Doug Glenn: You mention an interesting thing called a “dead stick method” in tip number six. Can you explain what that is?
Dave Deiwert: I’m glad you asked that because I looked back on that later and thought I don’t think I elaborated on that enough for somebody that’s never done the dead stick method. That is a term for when you spray just a little squirt of helium away from you and the furnace, and then stop spraying. Then you’re going to rely on the residual helium that’s coming out of the tip of the nozzle for some period of time.
In my training classes, I typically have a plastic bottle that has a little right-angle nozzle on it. You may have used them back in high school in chemistry; it might have had alcohol in it. I will squirt a little helium in that plastic bottle and then screw the cap on; that will last me for two or three days at a trade show or a training event. I don’t have to squeeze the bottle. There’s enough helium coming out of the nozzle that you can detect leaks.
To demonstrate, I’ll put hair on an O-ring on a test for the leak detector. (It’s the cause of my receding hairline.) I can take that nozzle without squeezing the bottle and move it near the hair that I put in there, and it will detect it very impressively every single time, at least over the course of two to three days.
Perspective looking up into the world’s largest vacuum chamber at NASA’s facility in Sandusky, Ohio Source: Dave Deiwert
My point of demoing that is people tend to spray away too much helium. If there’s five parts per million naturally in the air we breathe, you only need enough delta difference so that as you go past where the leak’s at you can see a reaction from the leak detector and pinpoint it.
Backtrack to if somebody sprays a lot of helium to prove they have a leak. Now they have to wait a long time for the helium to dissipate. And by the way it’s not just dissipating from the room. You’ve sprayed a lot of helium that is now feeding that leak. And as it goes through the leak path in the furnace, it expands back out in front of you. It’s got to pump away from the furnace, too. It’s also got to clear the system and go out to the pumps before you get back to baseline so that you can continue leak checking.
Therefore, if you spray just very small amounts,, you have to get close to where the leak is before you start to get a response. This way you have less concern of helium drifting to the opposite side of the furnace and going through a leak path there — that can really distract. You may think you’re near the leak, but it’s really on the other side of the furnace because you’ve sprayed way too much helium.
Spraying little amounts might make you feel like it’s taking longer. But the fact is, when you start to get a reaction at the leak detector, you can be comfortable that you’re getting close to the where the leak is.
Doug Glenn: If you know you’re in a room with air currents in it (let’s just say there’s a flow of some sort from left to right), does it make sense to always start downwind, and then work your way back across the system?
Dave Deiwert: Yes. If I can feel a fan — Joe’s got his fan on because it’s keeping him cool, and it’s blowing over towards where I’m leak testing, I might say, “Hey Joe, could you turn your fan off a little bit while I’m testing?” He may say, “No, it’s making me comfortable.” All right, now I’ve got to work with that. I know that I can feel the air currents moving from my right towards my left. So, yes, starting downwind and working my way up could be helpful. You want to pay attention to what the air is doing if you can tell. It may be a very calm environment, and you’re not sure what the air currents are doing; just be methodical. Pick somewhere to start in the furnace.
Here’s something else about spraying helium: Once you think you know where the leak is at, every time you put the spray nozzle there you should get the same response. You spray the helium, you get a response, you stop spraying and wait until it drops back to baseline, and then you go back to where you think the leak is. If that’s where the leak is, every time you put the probe there, you should get the same response time at the leak detector. If even one time you put the spray gun there and don’t get a response or not nearly the same, then that’s not where the leak is at. Yeah, you should know beyond a shadow of a doubt when you pinpoint the leak.
Doug Glenn: How often do you see more than one leak at a time? Let’s say you isolate a leak, you think you got it, then say you take the gasket off or whatever you do, do the test again, and there’s still a leak.How often does that happen?
Dave Deiwert: It happens most of the time. When I was a field service engineer and somebody called me in to help, I almost never found one leak. That tells me they were working with one leak that maybe wasn’t large enough to affect their quality or the cycle time, and they were living with it. And the day comes where they have a leak that gets their attention or the leak got larger. It can be more challenging if you’ve got more than one leak. It’s a short-lived celebration when you think you found a leak and then you go to start the process, and, oh, it looks like you still have a leak. That wasn’t the one. So, you might make a case for looking to see if you can pinpoint another leak while you’re in the leak testing mode.
Doug Glenn displays the cover of the November 2024 issue of Heat Treat Today, in which Dave Deiwert’s article, “Basics of Vacuum Furnace Leak Detection, Pt 1,” is featured.
Saving on Helium Gas (21:35)
Doug Glenn: Besides the fact that a helium leak detector can save you all kinds of time because typically you can find a leak faster with a helium leak detector then in a process of elimination, you also mentioned a tip for saving money regarding the mixing of the gas. Could you elaborate on that and any other cost savings tips?
Dave Deiwert: I already mentioned that people tend to spray way too much helium at least until they’re sensitive to that concern and cut back. But when they buy the tanks of helium, they’re buying 100% helium. And remember my comment that you just need enough delta increase in the helium that you’re applying to where the leaks at to be able to pinpoint it. The possibility that you could buy your tanks of helium at a lesser percentage, maybe 25% helium and 75% nitrogen, would help you save on some helium and help your efforts to not be spraying too much.
People have not been saying that in this industry, and so that can make folks nervous. “I don’t know, Dave. We’ve never done that before. I’ve never heard anybody else say that before.” I suggest if you are going through a lot of helium, you could cut down how much helium you’re spraying. You could save some significant money, especially these larger facilities with many furnaces and so forth. Give it a try. Buy one tank of it with a mix gas and pick something that you’re comfortable trying, whether it be 25% or 50% helium and buy one bottle. And the next time you test your furnace and find a leak, then try to look at that leak with the lower percentage helium and prove to yourself whether using a lower percentage of helium is going to save you money.
Doug Glenn: You’re suggesting people get themselves comfortable with it, use their 100% until they find the leak, and then try the lower helium.
Dave Deiwert: When they show the proof to themselves, that they can still have the capability to find leaks like that, then they could save a little money. Plus, there’s the added benefit of not spraying so much helium and having to wait as long for the area to clear up before you can start spraying again to continue to pinpoint a leak.
Doug Glenn: And that would save you additional time. Dave, thank you very much. Is there anything else you’d like to add before we wrap up?
Dave Deiwert: Only that if you know you’ve got a leak in the system — it failed the leak up test or quality or whatever, you sprayed it around the entire system, and you can’t find any leaks — then you’re probably looking at an internal leak most likely past the seat of a valve. Or maybe you’ve got a vent valve that’s leaking past the seat, but your plumbing to that vent valve maybe goes out of the building, so you don’t really have an easy access to spray helium past that.
For example, with an argon valve, you may need to disconnect the argon supply from that valve so you can get access to that side of the valve to spray helium to see if you can detect a leak past the seat of that valve.
Doug Glenn: Dave, thanks very much, I appreciate it. I’m sure we’ll be talking again. I know vacuum leak detection is an important thing.
About The Guest
Dave Deiwert President Tracer Gas Technologies
Dave Deiwert has over 35 years of technical experience in industrial leak detection gained from his time at Vacuum Instruments Corp., Agilent Vacuum Technologies (Varian Vacuum), Edwards Vacuum, and Pfeiffer Vacuum. He leverages this experience by providing leak detection and vacuum technology training and consulting services as the owner and president of Tracer Gas Technologies.
The growth we’re reporting on in today’s News from Abroad installment is not just about expansions but also modernization and innovation. Read about a continuous galvanizing and annealing line for a Turkish automaker, a new 190-ton EAF set to be one of the largest installations in the world, a next-generation anode furnace to meet sustainability targets, and for reducing CO2 emissions, improving impurity removal capabilities and bringing flexibility in treating secondary materials, and the installation and commissioning of new hot edge inductors for its cold mill rolling line (S5) to address the tight edge issues in aluminum strip that occurred during high-speed rolling.
Heat TreatTodaypartners with two international publications to deliver the latest news, tech tips, and cutting-edge articles that will serve our audience — manufacturers with in-house heat treat. Furnaces International, a Quartz Business Media publication, primarily serves the English-speaking globe, and heat processing. a Vulkan-Verlag GmbHa publication, serves mostly the European and Asian heat treat markets.
Turkish Auto Maker Expands with Continuous Galvanizing/Annealing Line
View of the Borçelik site
“Turkish steel manufacturer Borçelikhas selected international technology group ANDRITZto supply a combi-line furnace for a new continuous galvanizing and annealing line to produce automotive material. The line will be part of a new cold strip mill complex to be built in Bursa, Gemlik, region. It will supply hot-dip galvanized strip for automotive exposed panels as well as uncoated strip. Start-up at Borçelik is scheduled for the third quarter of 2026. The ANDRITZ scope of supply includes a radiant-tube furnace with annealing and soaking sections and a mixed soaking/slow cooling section followed by ANDRITZ Differential Rapid Jet Cooling.”
Next-Gen Anode Furnace Targets Reduction in CO2 Emissions
Metso’s modernized Anode Furnace
“Metso is launching a next-generation Anode Furnace for reducing CO2 emissions, improving impurity removal capabilities and bringing flexibility in treating secondary materials. The upgraded Anode Furnace features the latest design, advances in process safety, and ease of maintenance. Furthermore, it presents two exciting methods for reducing CO2 emissions. The Anode Furnace delivery scope consists of all key equipment required for operating the furnace. Metso’s holistic competence in smelter process optimization and integration of automation systems ensures that the furnace will be seamlessly integrated into the processing chain in both brownfield and greenfield applications. When combined with services and on-site support, a smooth commissioning and start-up is ensured.”
Oxelösund, where SSAB’s new 190-ton EAF will be installed
“Swedish steelmaker SSABhas chosen plant supplier SMS group for the construction of a new 190-ton EAF, which is set to be one of the largest installations in the world with an upper shell diameter of 9.3 metres. The new EAF, located in Oxelösund, has its first heat scheduled for the fourth quarter of 2026 and will lower total CO2 emissions in Sweden by 3%, say the companies. Powered by a 280 MVA transformer, the EAF will also utilize technology to meet the limitations imposed by the grid authority in terms of flicker, power factor, and harmonic distortion. SSAB has also entrusted SMS group with the integration of a direct feed (DF) system from GE Vernova to be fitted in the new furnace at Oxelösund. The technology aims to ensure the new EAF operates smoothly and efficiently without disrupting the grid, thereby contributing to the reduction of CO2 emissions.”
Hot Edge Inductors for Cold Mill Rolling Line Installed
Hot edge inductors installed by Primetals Technologies at Hulamin’s cold mill rolling line (S5) in Pietermaritzburg, South Africa
“Primetals Technologies have signed the final acceptance certificate (FAC) with aluminum producer Hulamin following the installation and commissioning of new hot edge inductors for its cold mill rolling line (S5) in Pietermaritzburg, South Africa. This upgrade aims to address the tight edge issues in aluminum strip that occurred during high-speed rolling, leading to improved product quality. The moving induction heating head assembly has been installed on the exit side of the mill, below the exit delivery table. These assemblies are positioned close to the roll surface, just outside of the strip width, effectively counteracting the thermal camber that causes tight edge issues during high-speed rolling. The hot edge inductors have resolved the tight edge issues by providing additional heat to the work roll at the strip edge, expanding the roll and alleviating tight edges. This has led to better control of the strip edge shape. The aluminum producer has observed noticeable improvements in the on-line strip shape performance and continue to further optimise and refine the use of these actuators in its rolling programme.”
Heat TreatToday publishes eight print magazines a year and included in each is a letter from the publisher, Doug Glenn. This letter first appeared in the December 2024 Medical & Energy Heat Treat print edition.
If you’ve been thinking of sending someone, including yourself, to Heat TreatBoot Camp, this column should help motivate you to pull the trigger for 2025.
On September 23–25 of this year (2024), 40+ individuals gathered at the DoubleTree Hilton Pittsburgh Downtown and experienced the 3rd AnnualHeat TreatBoot Camptogether. By all measures, it was a resounding success. Here’s why.
The Content
The foundation of the event’s success is the information provided in seven different and intensive presentations by Thomas Wingens, of WINGENS CONSULTANTS— Material and Thermal Processes, and me. The presentations cover the following in language intended for newcomers to the industry:
Heat Treat Players (the companies that make the products)
Heat Treat Latest Developments
Heat Treat Resources (for continual and continuing education)
These seven presentations are presented classroom style for a full 1.5 days and really serve as the core of the boot camp’s success. Each attendee goes home with a handy resource manual which I’ve been told by several of the attendees stays on or near their desks and is referenced weekly.
Given the fact that Heat TreatToday publishes believes people are happier and make better decisions when they are well informed, it is no surprise one of the primary reasons that the boot camp is successful is the content provided. While nearly all of Heat TreatToday’s publishes content is targeted at professionals working for in-house heat treat operations, Heat TreatBoot Camp content is one exception where the content is more specifically targeted at industry suppliers. The content is intended to help newbies to the industry gain 2+ years of industry knowledge in two days.
But it’s not just about the content.
The People, Networking & Relationships
Speaking for myself, one of the most satisfying parts of the boot camp is seeing the personal relationships that are developed and grown during the two-day event. There is a lovely mix of eager learners including a spattering of captive heat treaters (individuals from companies that do their own in-house heat treating), commercial heaters, and suppliers to the industry. The interaction between these three groups of attendees and the Heat TreatToday staff and speakers is remarkable, and according to numerous comments in the largely positive feedback forms received at the end of the event, it is one of the most beneficial aspects of the event.
Knowing that people talking to people is one of the most important things that will take place at this event, we’ve made a point to provide plenty of time for these interactions … mostly around food! Boot camp starts on a Monday evening with an opening reception with some excellent heavy hors d’oeuvres and drinks. The atmosphere is casual and engaging and there are ample opportunities to meet fellow attendees.
There is also a good bit of relationship development going on during our “field trip” at the end of the first full day (Tuesday) when we jump on a school bus (yes, an actual yellow school bus!) and make our way over to one of Pittsburgh’s iconic sites, the Duquesne Incline, where we all ride the Incline to the top of Mt. Washington and literally look down on the city of Pittsburgh — one of the most spectacular sights of any city in the U.S.A.
At the end of the 1.5 days of classroom instruction, there is an optional commercial heat treat plant tour where additional networking and relationship developing takes place.
This year we did something new that also proved to be great for networking. Roughly a dozen supplier companies opted to help sponsor the event. These sponsors had small tabletop displays and the conversations around those tables during breaktimes were energetic, and from feedback comments, very productive and beneficial to both sponsor and attendee.
Boot Camp 2025
The dates and location of the 2025 event have not been nailed down as of this writing, but please keep your eyes open for the announcement of that information and please feel free to visit heattreatbootcamp.com. Sincerely hope to see you at the 2025 event.
The thermal processing industry is a good example of how the on-site production of hydrogen by water electrolysis can be beneficial for many of its processes and for reducing the CO2 of its plants. In today’s Technical Tuesday, David Wolff, industrial sales director at Nel Hydrogen, discusses how, from plasma spray to metal AM binder jet to annealing at rolling mills, industries across medical, automotive, and beyond are looking to water electrolysis for hydrogen production.
This informative piece was first released inHeat Treat Today’sDecember 2024 Medical & Energy Heat Treat print edition.
Hydrogen atmospheres are widely used in high temperature thermal processing, including annealing, brazing, PM, MIM, and binder jet AM sintering, metal-to-glass sealing, and related processes such as thermal spray. Hydrogen helps heat treaters achieve acceptable product characteristics. It’s used as a very powerful reducing agent, and it actively cleans surfaces as compared to inert gas atmospheres which only displace oxygen.
Relative to hydrogen’s use in helping plants decarbonize, it’s a fact that major OEMs buying heat treating services and heat treated products are demanding that their suppliers report their decarbonization progress. To meet the needs, hydrogen generation is becoming ever more compelling to heat treaters to ensure hydrogen for atmosphere needs inside the plant, and to help minimize their carbon footprint.
The Clean Energy Supply Conundrum
Most U.S. heat treating facilities get their atmosphere components delivered by truck. The truck emits CO2 and the hydrogen on that truck is likely “gray” hydrogen made from natural gas. Hence, the carbon footprint from their hydrogen use is notable. Importantly, the electricity grid operators are actively seeking ways to enhance the business success of providers of low carbon electricity. The key issue with those providers — solar, wind, hydro, and nuclear — is that they cannot easily follow the ups and downs of demand. Instead, consumers get electricity from those resources when the wind is blowing, the sun is shining, or the river is high. In the case of nuclear plants, they preferentially run at near fixed output, day and night. They run continuously regardless of demand. As the grid demand is very low at night, they get very low prices for the electricity they generate. They only make money for 12 or so hours a day. That’s why a lot of nuclear plants are threatening shutting down for economic reasons.
Taking Advantage of Low Demand Period Energy Prices for Use During High Demand Hours
Consider this scenario: What if a client with electrolysis capacity to produce hydrogen, such as a heat treater, could buy electricity at lower nighttime prices to make the hydrogen it needs during the day shift for its various processes, perhaps even heating their furnaces? The clean energy provider would be pleased to have more income during its low demand, low price times. The heat treat plant is happy saving money buying decarbonized electricity at low demand prices to make clean hydrogen for its various thermal processes and to operate its furnaces. And, the heat treat company’s OEM clients demanding decarbonization are satisfied, too.
How To Get Started
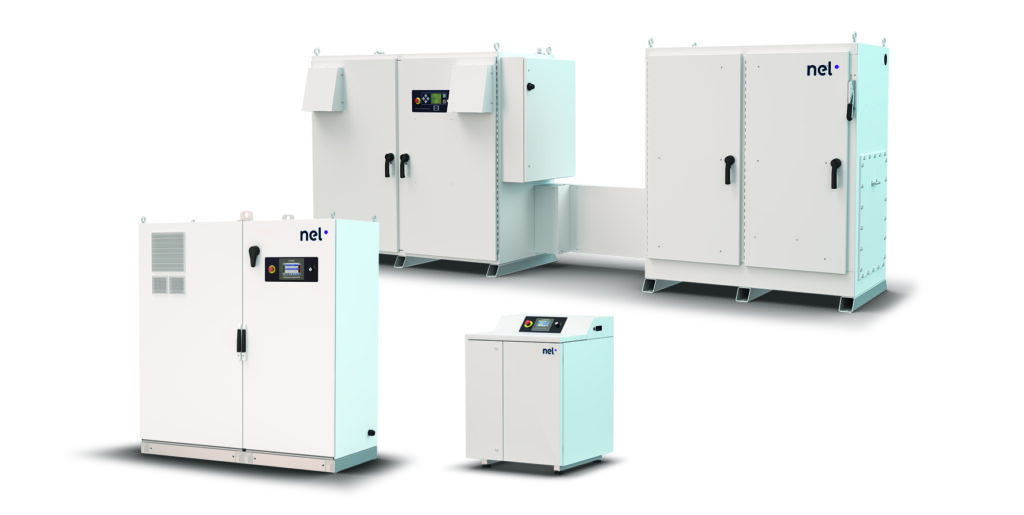
The scenario described above is a practical and real one for the heat treat industry today. Nel Hydrogen recommends that a heat treat company begin with a plan. That plan may comprise several phases. It’s important to seek out a knowledgeable hydrogen partner in this endeavor to specify exactly what’s needed. For heat treat applications, users generally would want compact equipment, extreme hydrogen purity, load following, near-instant on and instant off, and sufficient hydrogen pressure that make it flexibly suited for a variety of thermal processes, and for hydrogen storage addition at a later time if desired.
Figure 1. Compact hydrogen generators using water electrolysis for thermal processing applications (Source: Nel Hydrogen)
Both batch and continuous processes can be served. Batch processes may benefit from a small amount of surge storage at the outset. By combining on-site hydrogen generation with a small amount of in process hydrogen surge storage if needed, on-site hydrogen generation can be used to meet the needs of batch processes such as batch furnaces and thermal spray. By carefully choosing generation rate and pressure, and surge storage vessel volume and pressure capacity, the combination of generation with surge storage can provide maximum process flexibility while minimizing the amount of hydrogen actually stored.
The presence of a small amount of hydrogen surge storage also protects clients’ parts in case of an electric interruption that stops hydrogen production. The surge storage hydrogen can protect the parts while they cool under a reducing atmosphere.
In practice, specific client priorities such as minimum hydrogen storage, or lowest system capital cost, or highest degree of expandability, or least amount of space occupied, can be met by choosing the specific hydrogen generator capacity and surge storage system employed for any particular production challenge.
Examples of Thermal Processors Producing Hydrogen On Site with Water Electrolysis
Decarbonization will be a near-future requirement as part of the global effort to evolve towards a cleaner, greener world. On-site hydrogen generation in industry makes great sense to align with those initiatives. Right now, the thermal processing industry is experiencing the benefits of producing hydrogen on site for its production processes, and the decarbonization demand will be easier to accommodate with that infrastructure in place.
Here are a few examples of companies performing a variety of thermal processes that have made the decision to use water electrolysis to produce hydrogen on site:
Plasma Spray of Cast Iron Cylinder Liners
One of the most compelling examples has been implemented by two different U.S. automakers to accommodate the increasing use of low-weight aluminum engine blocks in today’s high efficiency vehicles. Aluminum blocks must have a cast iron lining on the inside of the cylinder bore to maximize the durability of the engine. (Older readers may recall the notorious Chevy Vega that used an aluminum engine without a cast iron liner. The author’s wife had one Vega which burned through three engines!)
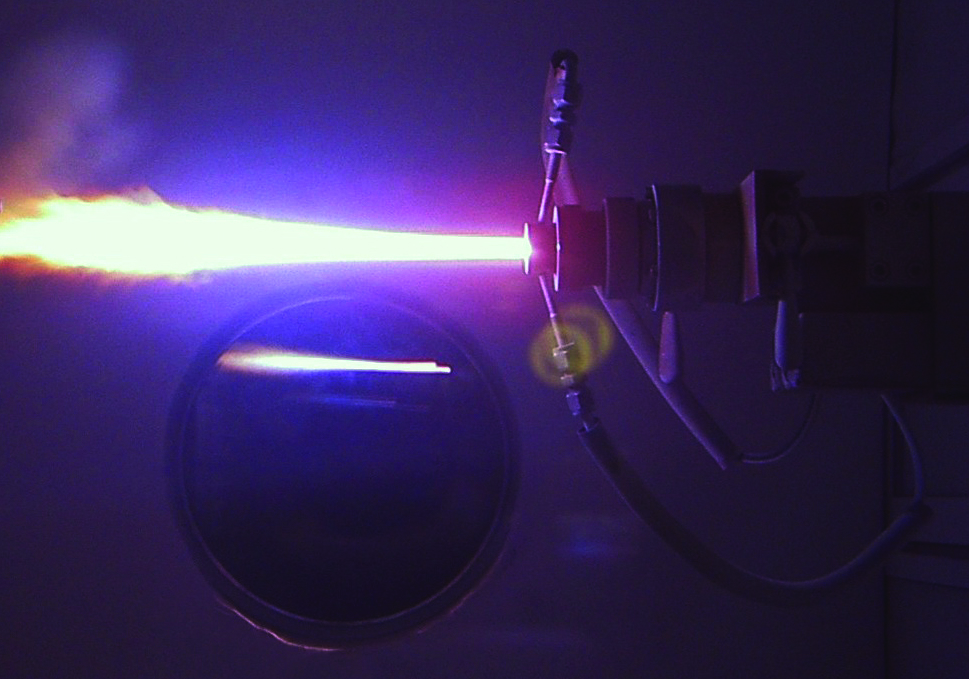
Figure 2. Plasma torch used to spray-apply metal coatings in additive
manufacturing processes (Source: Shutterstock)
The traditional approach to provide a cast iron liner was to drive a sleeve into the aluminum engine block. However, a new technology has been commercialized by which the cast iron liner is spray-applied using a plasma torch. The torch uses hydrogen and argon gases to add energy and maintain the necessary low oxygen atmosphere. The plasma spray was a new addition to engine production facilities that had not previously been equipped with hydrogen supply and thus elected to generate their own to minimize delivered hydrogen and avoid the need for hydrogen inventory and extensive supply piping.
The electrolyzers recommended for plasma spray applications are compact and produce high purity hydrogen of better than UHP grade at 200+ psig pressure, with less hydrogen stored than would fill a party balloon bouquet. About the size of a washing machine or refrigerator, depending on the model, each unit is low maintenance, compact, quiet, and can be installed nearly anywhere in a facility.
Metal Additive Manufacturing (AM) Binder Jet
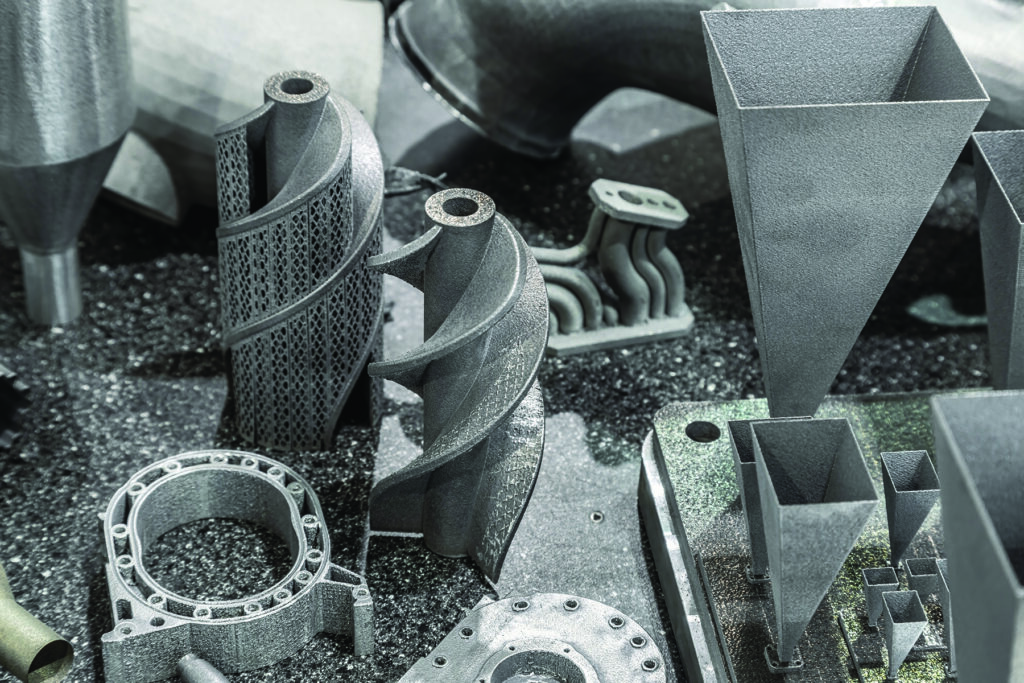
One of the most exciting approaches to metal AM is the technology called binder jet, which creates a near net shape part using polymer and wax binders to adhere metal powders. After the part is formed, the binders are chemically or thermally removed. Then the part is sintered to attain near net shape and full part density. Hydrogen is required for the sintering atmosphere to prevent oxidation of the part during the sintering process. Binder jet technology promises to provide for mass production of individually customized parts at high production rates and consequently lower costs than parts produced individually.
Figure 3. Binder jet metal AM parts sintered in a hydrogen atmosphere (Source: Shuttershock)
Many new metal AM production facilities are being established in factories that are not already equipped for the delivery, storage, and internal piping/distribution of hydrogen. As such, many have chosen instead to use zero inventory hydrogen made on site to minimize infrastructure investments. Electrolyzers for small-scale applications requiring up to 230 scf/hr of hydrogen gas at 99.999+ % purity are advised for metal AM. About the size of a large refrigerator, the units require minimal facility floor space, are easy to maintain, and can be installed in any non-classified space. Applications for AM include medical, electronics, industrial, and automotive components.
Annealing at Rolling Mills
Plate and strip metal are processed in rolling mills where the thickness of the metal is reduced by alternating “cold” rolling steps followed by intermediary hot annealing steps. Cold rolling makes the metal more brittle, so it is necessary to have an annealing step following each rolling step. The metal is alternately thinned and then softened for what could be several iterations. Hydrogen is required for the annealing steps to maintain metal surface quality while heated. Because of the periodic market disruptions in delivered hydrogen from plant outages or trucking interruptions, several rolling mills have chosen to generate hydrogen on site to augment or entirely replace their delivered hydrogen supply. The benefits that the plants experience are primarily focused on supply reliability. Of course, they are also eliminating the carbon footprint associated with truck delivery. In this case, the carbon footprint of the generated hydrogen is determined by the particular electricity generating mix that serves the plant site.
Most often at rolling mills, electrolyzers that produce up to 1,140 scf of hydrogen gas at 99.999+ % purity are best suited for the hydrogen requirement. These units replace the need for hydrogen tube trailers or liquid hydrogen storage. They can be installed in the mill or can be containerized outdoors, offering flexible siting and reduced operational safety risks compared to delivered hydrogen.
Figure 4. Steel rolls are heated in an annealing step to soften the metal during production. (Source: Istock)
On Track Towards Decarbonization
Described in the examples above, once the means to generate hydrogen is chosen at a thermal processing facility, the company can move further along the decarbonization journey. This may be to apply a strategy as outlined in the electricity scenario whereby the company takes advantage of low demand rates or institutes an alternative creative idea. Certainly, as more and more clients demand proof that suppliers are reducing their carbon footprint, more strategies will be developed and implemented to serve the thermal processing industry. Simply generating hydrogen on site removes the trucking emissions factor and is a beneficial and practical starting point.
About the Author:
David Wolff Eastern Regional Sales Manager Nel Hydrogen
David Wolff has 45 years of project engineering, industrial gas generation and application engineering, marketing and sales experience. He has been at Nel Hydrogen for over 25 years as a sales and marketing leader for hydrogen generation technologies.
For more information: Nel Hydrogen at sales@nelhydrogen.com.
A major ship builder has acquired a vacuum furnace for the Additive Manufacturing Division at the company’s new Manufacturing Center of Excellence. The single chamber vacuum furnace will be used primarily for annealing powder metal 3D printed parts, with additional capabilities for on-demand tool hardening applications.
Piotr Zawistowski Managing Director SECO/VACUUM Source: SECO/VACUUM
The 3D printing shop and annealing furnace supplied by SECO/VACUUM will enable rapid fabrication of critical replacement parts faster than traditional manufacturing methods, allowing the manufacturer to get ships out of dock and back underway sooner. The Vector furnace is equipped with a 36 x 36 x 48 inch metal hot-zone, a high-vacuum diffusion pump, and a 6-Bar high-pressure argon and nitrogen gas quench.
“To get their 3D operation up and running quickly, we were able to pull off some clever production schedule juggling in order to accommodate their special request for an accelerated delivery schedule,” said Piotr Zawistowski, managing director of SECO/VACUUM.
This vacuum furnace provides a wide range of additional processes, including hardening, tempering, solution heat treating, brazing and sintering, and low-pressure carburizing. Vector produces clean, uniform, high-quality parts with repeatable accuracy and no oxidation.
The press release is available in its original form here.
A leading automotive manufacturer is updating its heat treating operations with Endothermic gas generators to enhance the carburizing process. The company, which produces engine parts that require high durability and wear resistance, is modernizing the facility’s aging, gas-heated generators with a more efficient, cost effective and sustainable solution.
Daniel Panny Head of Sales in Europe UPC-Marathon Source: UPC-Marathon
To support the company’s modernization initiatives, UPC-Marathon, a Nitrex company, is supplying five advanced, electrically heated EndoFlex L Endothermic gas generators designed specifically for carburizing, a heat treat process that hardens surfaces by introducing carbon into the material. The facility’s production had been caught in a bottleneck due to the age of the gas-heated generators, which were consuming excessive natural gas and contributing to CO₂ emissions.
UPC-Marathon’s EndoFlex L endothermic gas generator system Source: UPC-Marathon
“The partnership extends beyond this project,” said Daniel Panny, head of Sales Europe at UPC-Marathon. “Building on the success of past collaborations, where we upgraded legacy generators with the EndoInjector gas injection system to enhance and stabilize endothermic gas delivery, the customer selected the EndoFlex L for this major overhaul..”
Set for commissioning early next year, the Endothermic gas generators will play a key role in the manufacturer’s modernization strategy, supporting its long-term economic and environmental objectives.
The press release is available in its original form here.
In this installment of the Controls Corner, we are addressing inductance in a furnace heating system, and the critical role it plays in various industrial systems, including furnace load systems. Impedance acts as a measure of how much a circuit resists the flow of AC current. In this guest column, Brian Turner, sales applications engineer at RoMan Manufacturing, Inc., explains how impedance applies in electrical circuits.
Inductance is a fundamental concept in electrical engineering, and it plays a critical role in various industrial systems, including furnace load systems. In furnaces used for heating, inductance is a key factor influencing the system’s electrical performance, energy efficiency, and overall operational behavior.
To talk about inductance, let’s first address impedance and how it applies:
In electrical circuits, impedance refers to the total opposition to the flow of alternating current (AC), which is a combination of both resistance (from resistors) and reactance (from inductors), essentially acting as a measure of how much a circuit resists the flow of AC current, taking into account both the resistive component (like a resistor) and the reactive component (like an inductor at a specific frequency) within the circuit.
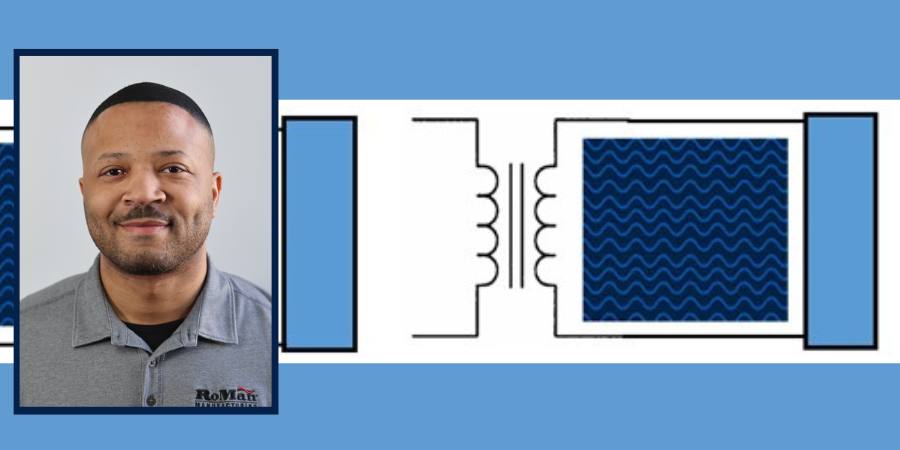
Load configuration, power source (IGBT, VRT, ERT) to the furnace feedthrough Source: RoMan Manufacturing Inc.
Inductance
Inductance is the property of an electrical conductor that opposes a change in the current flowing through it. It arises from the magnetic field generated around the conductor when an electric current passes through it. The unit of inductance is the Henry (H).
In an AC circuit, inductance creates a phenomenon known as inductive reactance, which resists the flow of current. Inductive reactance (XL) is given by the formula:
XL= 2πƒL
Where: • XL is the inductive reactance (in ohms) • f is the frequency of the AC supply (in hertz) • L is the inductance (in Henrys)
This reactance influences how the current behaves in the system, which is particularly important in furnace load systems where high current flows are common.
Resistance
Electrical resistance is the opposition that a material offers to the flow of electric current. It is measured in ohms (Ω) and depends on factors such as the material’s properties, its temperature, and the geometry of the conductor (length, cross-sectional area). In heating systems like vacuum furnaces, resistance is harnessed to convert electrical energy into heat through Joule heating (also known as resistive heating).
The relationship between electrical power, voltage, current, and resistance is governed by Ohm’s law:
V = IR
Where: • V is the voltage across the heating element(in volts) • I is the current through the element (inamperes) • R is the electrical resistance of theelement (in ohms)
The heat generated by the furnace’s heating elements is a function of the power dissipated in the resistance, given by the equation:
P = I2 x R
This shows that the heat produced is directly proportional to the resistance and the square of the current flowing through the heating elements
Close Couple
Reducing the material in the secondary* reduces resistance (HEAT = I2 x R)
Reducing the area in the secondary reduces inductive reactance increasing power factor
To be most efficient, use the shortest amount of conductor material from the electrical system secondary to the furnace feedthrough. Additionally, keep the distance between those conductors as small as possible.
Power Factor and Efficiency
Inductance in a furnace load system causes the current and voltage to be out of phase. This phase difference results in a lower power factor, which is a measure of how effectively the system converts electrical power into useful work. A lower power factor means that more apparent power (the combination of real power and reactive power) is required to achieve the same level of heating.
In practical terms, a furnace with a high inductive load will draw more current from the power supply for a given amount of heating, leading to increased energy losses and inefficiency.
In practical terms, a furnace with a high inductive load will draw more current from the power supply for a given amount of heating, leading to increased energy losses and inefficiency. Power factor correction techniques, such as the use of capacitors, are often employed to counteract the effects of inductance and improve system efficiency.
Conclusion
Inductance is a fundamental factor in the operation of furnace load systems, influencing everything from heating performance to energy efficiency and power quality. By understanding and managing inductance, furnace operators can optimize their systems for maximum performance while minimizing energy losses and operational costs. Controlling inductance is essential for ensuring that furnace load systems operate reliably and efficiently in demanding industrial environments.
*The connection from a vacuum power source to the furnace’s feedthroughs, this connection can be made using air-cooled cables, water-cooled cables, or copper bus.
About the Author:
Brian Turner Sales Applications Engineer RoMan Manufacturing, Inc.
Brian K. Turner has been with RoMan Manufacturing, Inc., for more than 12 years. Most of that time has been spent managing the R&D Lab. In recent years, he has taken on the role as applications engineer, working with customers and their applications.