Industry-Academia Partnership Developing New Jominy End-Quench Test
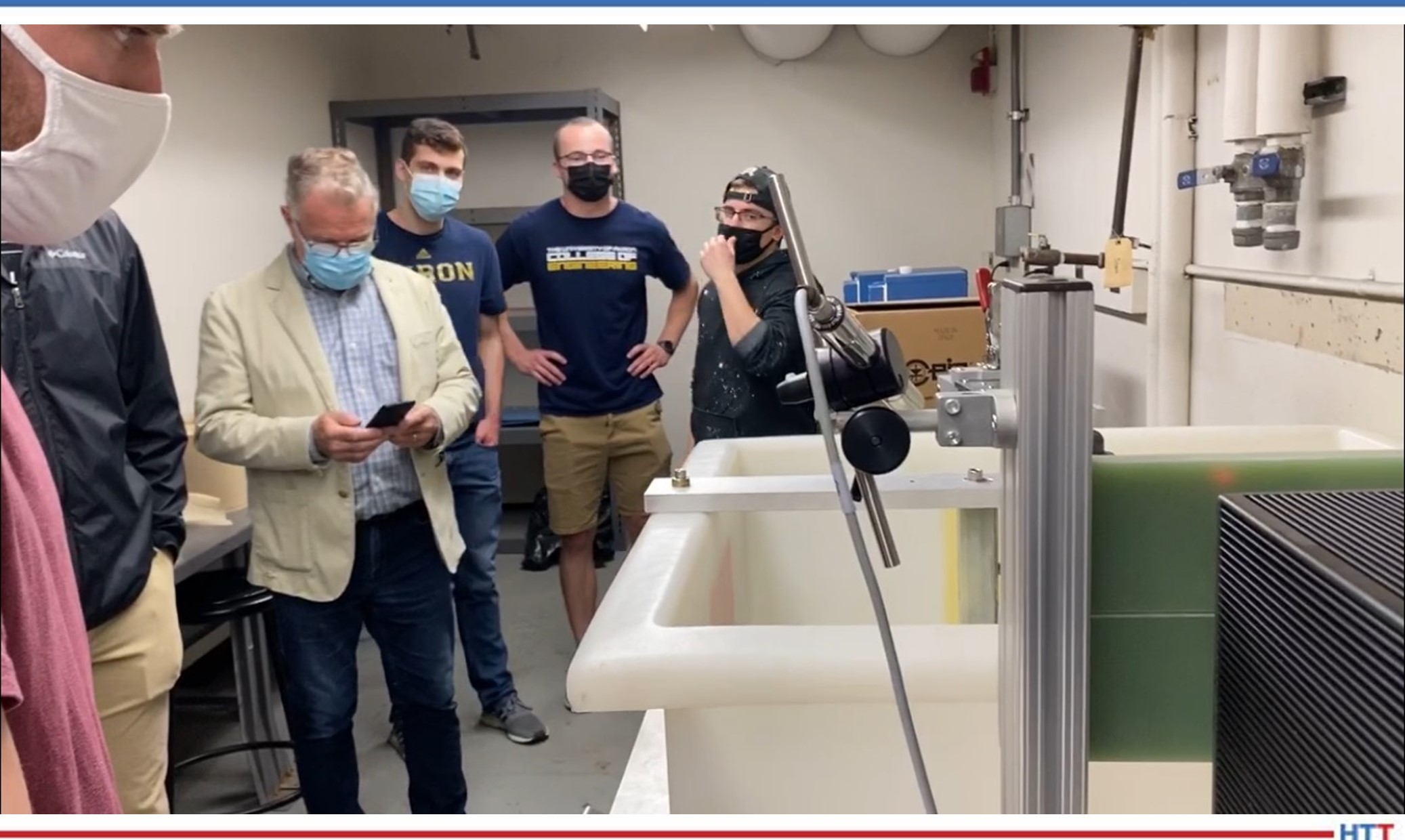
![]() Heat Treat Today was honored with the opportunity to visit the University of Akron and meet several senior engineering students in a Senior Capstone Program focused on a collaboration with heat treat industry leaders.
Heat Treat Today was honored with the opportunity to visit the University of Akron and meet several senior engineering students in a Senior Capstone Program focused on a collaboration with heat treat industry leaders.
Applying their academic knowledge and background experience of heat treat and engineering, the students collaborated with and were mentored by Bill Stuehr of Induction Tooling, Inc. and Joe Powell of Akron Steel Treating Co. and Integrated Heat Treating Solutions. The result was an innovative new approach to push the bounds of heat treat. Read about how these students were a part of developing an induction and intensive quench heat treat solution.
By Bethany Leone, Editor, Heat Treat Daily
“You'll never be bored of learning from others. And then, people learn to work as a team and come up with crazy ideas and make that dream a reality! That's [why] this is God's own country. Again, invention country.”
– Dr. Gopal Nadkarni Ph. D., University of Akron
Introduction
At the University of Akron, innovation and invention are being pushed to their limits. Senior engineering students under the guidance of Dr. Gopal Nadkarni have, for the second consecutive year, taken on heat treat theory and practice to test accepted norms in heat treat. But this isn’t just for an academic grade. Their collaboration with professional heat treaters in Ohio makes them engineers on the frontlines of advancing heat treat methodologies and part design.

Dennis Kopacz, University of Akron ‘21: Age 23. “I’ve always been a problem-solver when I was in class and anything. I loved it . . . As a mechanical engineer, I feel we have a very, very broad spectrum of different avenues we can take.”
Jared McLean, University of Akron ‘21: Age 28. Prior to college, he worked four years in industry and would troubleshoot operations at his former manufacturing employer and was a big part of transitioning them to automation. Jared will return to his former employer and hopes to get his foot back into automation and learn more about design.
Shadoe Beatty, University of Akron ‘21: Age 23. Shadoe shared, “I do enjoy manufacturing. . . but I would like to be a design engineer as well.”[/tab][tab title ="Thomas (Tom) Benenati"]
Thomas Benenati, University of Akron ‘21: Age 22. “Understanding different material properties and how you can get those properties in different ways was really interesting. The induction and quenching project, just put a whole new perspective on that. . . As of right now, I just really like learning I really like. . . Every single engineering process, I’ve just been really interested in.”
Matthew Yokosuk, University of Akron ‘21: Age 23. “I’ve always been a hands-on learner, I’ve always loved to build things. . .So it just felt kind cool that I could go into something engineering where I could just build more.” Matthew is focused on looking for jobs in manufacturing.
Dr. Gopal Nadkarni Ph. D.: Academic professor who initiated the Capstone Senior Project between University of Akron students and Bill Stuehr and Joe Powell.
Bill Stuehr: Bill started his company in his parents’ garage. Now, Induction Tooling, Inc. is helping clients — and students — out of Ohio. Bill’s contributions in both a financial and mentorship capacity were thanked by students from both phases of the project.
Joe Powell: Joe Powell is a leading expert in quenching technology who leads Akron Steel Treating Company and Integrated Heat Treating Solutions in various, innovative heat treat applications. His knowledge on intensive water quenching, molten salt quenching, and gas quenching brought him into the fold, particularly in the second year of this project’s development of the patent pending modified Jominy + HPIQ™ end-quench tester that was developed with co-inventor, Bill Stuehr.
The Guinea Pigs
A senior project collaboration between the University of Akron and Induction Tooling, Inc. (ITI) began in the Fall of 2019. Can a heat treater conduct a Jominy end-quench test* by integrating induction heating above the quenching system versus using a furnace and having to carry the sample across the laboratory floor? This was the question that this first group of students and their professor, Dr. Nadkarni, had for Bill Stuehr, president of ITI.
“I remember us telling Bill exactly what [we] wanted to do,” one senior engineer student recalled, “and his response was ‘So what is your budget?’ My answer was simply, ‘Well kind of [. . .] zero.’ I still look back and laugh, because I know that's not what he was expecting to hear. But that didn't stop Bill from wanting to help, and I know most companies would have laughed at us and walked us out.”
With Bill from ITI and Joe Powell from Integrated Heat Treating Solutions, the University of Akron students did design an induction to quench process with new machinery to perform a Jominy end-quench test in one space.

“It's a green energy process,” described Stuehr, “so, we can put in an induction unit, heat the rod to a proper temperature using IR [infrared] to control that temperature to the feedback [going] to the induction unit, and then transfer it, drop it right into the Jominy quench, and do your testing. That way, it eliminates heating up a furnace and the energy it takes to [use it] and the dissipated energy that's wasted. And the transfer is almost immediate, because we're going to be heating in the same position [that] we're going to be quenching [the heated sample] with the Jominy tester.”
The students, having learned about traditional and innovative heat treat practices in this hands-on process, walked away with a deeper knowledge of heat treat and a deeper understanding of the equipment that goes into the development of new processes. A graduating student from this first group in 2020 succinctly stated: “Working with Induction Tooling Inc. really made me want to understand more and more about induction heating. This technology, to me, used to be black magic, but now, getting to understand what is happening, it just keeps getting more and more fascinating.”
Taking the Induction Jominy End-Quench Test to the Next Level
Seeing the success of the first projects, the 2021 seniors and their professional heat treating partners decided to redesign the set-up based on the previous class’s work on integrating these two processes in order to intensively quench the part. Instead of a “drinking fountain,” the team set the goal on 400 PSI “instant-impact” quench on the end of the rod.
Going from a standard Jominy end-quench to an intensive quench with a blast of 400 PSI, said Jared, 2021 senior engineering student, was unthinkable. “At first,” Jared McLean, 2021 senior engineering student reflected, "I thought there's no way. But with the help of Bill and Joe in the design process, [we were] able to capture all that water . . ., and we got great results.” Further, Jared noted, the results mimicked the traditional Jominy end-quench test and “help prove intensive water quenching" can enhance the inherent hardenability for a given alloy.
The team went through a variety of designs, eventually deciding on the use of a different shaped sample rod, versus the traditional flat ended rod, for the test; the high pressure necessitated the use of a lid with one hole to contain the 400 PSI water coming from a “pepper shaker head” and redirect the excess water into the holding tank. In the words of the students, they used an inverted stainless steel “salad bowl” with a hole in the center that went on top of this structure to contain the high pressure quench media. An induction heated Jominy end-quench test rod (of a patent pending design) was lowered into the “salad bowl” hole to be quenched in situ.
Stuehr narrated how Jared, Dennis, and other students developed this construction:
“We [Jared, Dennis, and Bill] tested the [multi-hole] saltshaker [. . .] out in a parking lot on a cold day like today getting wet [. . .]. It didn't work.
“So, we decided, Okay, now what? Let's go down to one hole, so we have a [single-hole] pepper shaker. Now the pepper shaker [. . .] it's got a hole in it, right? And the water comes in through from the pump into the pepper shaker and shoots up and hits the end of this rounded rod. So, we tested it again in the parking lot, just shooting it out there, and [some of the] students did measurements in the tank to measure the flow to see if we could reach the four gallons per minute, at least 400 PSI, because we felt that's about what maximum we're going to be able to get out of this pump.
“We tested in the parking lot, and we're shooting it up to the roof. It looked pretty good. We were measuring the outflow, and we were matching the 4 gpm at about 400 PSI. So, then we took that, and then with the students help, we built a container.
“[We began testing.] First test worked perfectly. Worked perfectly, it just quenched out. You had to hold the handle down because we were afraid of ejecting the Jominy rod from the high pressure, but it contained the quench and did everything it was supposed to do[. . .] hitting the end of the rod and dissipating the quench around this end into this salad bowl, and then delivering the water back into the 55-gallon drum…”
The project was a success, and Dr. Nadkarni accepted the work between the students, Joe Powell, and Bill Stuehr. The students walked away with a better understanding of both traditional Jominy hardenability test standards and had actually developed a new heat treating tool to test the “maximum” hardenability of a given alloy of martensitic steel – all from this “crazy idea.”
2021 Student Reflections on Phase 2
Several of the senior students from the 2021 graduating class noted that their experience was a smooth transition from academics to hands-on heat treat equipment. Jared and another 2021 senior, Dennis Kopacz, said that they were constantly learning on the job; and with the knowledge of Joe Powell and Bill Stuehr, the work transition was smooth, since they had so much to do in such a short time.
Jared added that they learned a lot using the CNC computer numerical control router controls for the induction heater used to moderate the induction heating temperature and heating rate as well as the quenching process; everything was so precise, and it was incredible to see those types of processes.
“When I first got into the Senior Capstone Project,” Jared reflected, “I had very little knowledge of material science and getting into hands-on and really involved projects; I had to do a bunch of research on what was going on, and I learned a great deal, specifically about how heat treating works.”
These senior engineering students were also surprised at the success of the high pressure intensive water quenching method that Joe Powell and Bill Stuehr introduced to them. “We were in shock,” Dennis admitted, “because we didn't expect it to [work]." The expectation, Dennis continued, was that something would go wrong, like the lid would not be able to clamp down, or the container would leak. But when he and his classmate, Shadoe Beatty, 2021 senior engineering student, witnessed the successful increase in hardness, “it blew our expectation out of the water.”
Not only that, but the passion of this new method struck a chord with several students: “I think the most surprising thing for me was just even with the whole gravity of this project,” Matthew stated. “I think I speak for all of us: we didn't really know that much about material properties coming into this, but quickly, I realized that this project was . . . something almost groundbreaking, even.” He later added, “The opportunity to work with Bill especially has been eye opening to what is possible. Bill and his team at Induction Tooling were so eager to help, and our team is very appreciative of their willingness to support this project. Their knowledge on this subject is invaluable for us graduating engineers.”
The Future
According to Dr. Gopal Nadkarni, each year, the process develops further: “Successive generation of student who [come] in get fired up, red hot; they learn the material properties. They learn the value in manufacturing.” He expressed his hope for changing heat treatment practice, saying that as each new round of students come through, they will raise the bar of heat treatment by working through this one project and developing new standards.”
Rising seniors, Josh Ramirez and James MacKita, are both looking forward to getting into the in-depth co-op as they finish their academics in 2021-2022.
Bill Stuehr said that as one sees the enthusiasm of the students on this project, “one can see underlying aspects of their personalities and how they contribute to the overall process of manufacturing in the United States in the future. This is their future, and this is what we're trying to encourage.”
*Editor’s note: Our friends over at Thermal Processing published an insightful article by D. Scott MacKenzie, PhD., FASM on this test. Find it here.
Industry-Academia Partnership Developing New Jominy End-Quench Test Read More »

 Heat Treat
Heat Treat