Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 22 news items, including Advanced Heat Treat Corp.’s expansion of induction hardening and gas nitriding capacity in Alabama, Dauch Corporation’s acquisition of Dowlais Group, CAN-ENG Furnaces International’s new certification as a FANUC Authorized System Integrator, and more!
Equipment
1. Urschel Laboratories, a manufacturer of precision food-cutting equipment, has ordered a new MetalMaster HR vacuum furnace from Ipsen USA to support in-house heat treating of stainless steel components used in its machines. The system will replace a furnace that has been operating since 1986 and marks Urschel’s sixth furnace purchase from Ipsen, reflecting a decades-long partnership. The upgrade is expected to strengthen Urschel’s manufacturing efficiency and product reliability, reinforcing equipment performance across the global food processing industry it serves.
2. BTOMEC Ferramentaria e Usinagem de Precisão Ltda., a manufacturer of multi-cavity injection molds, has invested in a Vector vacuum furnace from SECO/WARWICK to bring die and tooling hardening in-house. The move enables the company to reduce reliance on external heat treaters while gaining greater control over production timelines, costs, and quality. The investment reflects a broader industry trend of manufacturers establishing internal heat treat capabilities as production volumes grow.
3. JISCO Carbon Steel has commissioned a new integrated CSP®-HSM production line at its Jiayuguan facility, combining Compact Strip Production casting with a hot strip mill in a fully automated system supplied by SMS Group. The upgrade doubles the plant’s annual production capacity from about 2 million to 4.5 million tons while improving operational flexibility and process integration between casting and rolling. The project strengthens JISCO’s ability to deliver consistent flat-steel products for global manufacturing markets.
4. Grace Manufacturing has installed a new TITAN H2 vacuum furnace from Ipsen at its Russellville, Arkansas facility to expand heat treating capabilities for thin martensitic stainless steel components used in medical devices. The system replaces an aging furnace and was selected after third-party testing confirmed it met the company’s processing requirements. The upgrade strengthens production reliability and metallurgical control for precision medical manufacturing.
5. An international aircraft motion-control manufacturer has ordered an additional low-temperature vacuum tempering furnace from SECO/WARWICK’s U.S. subsidiary to expand its heat treat capacity for precision aerospace components. The system will support tempering, aging, and other sub-critical heat treat processes while meeting stringent aerospace thermal-processing standards.
6. Pratt & Whitney, an RTX business, is investing $200 million to expand its Columbus, Georgia, manufacturing site with a seventh isothermal forging press to produce rotating compressor and turbine disks for commercial and military jet engines. The new equipment is expected to increase output of these critical engine components by about 30% and is scheduled to be operational in 2028. The expansion strengthens production capacity for next-generation aerospace engine programs and supports growing global demand for aircraft propulsion systems.
7. A defense-sector firearm manufacturer has selected a vacuum furnace system from SECO/WARWICK to support carburizing and heat treatment of steel components used in firearm production. The new equipment will enhance control over case hardening processes, helping improve durability and performance of critical firearm parts. The investment strengthens thermal processing capacity within the defense manufacturing supply chain.
8. Advanced Heat Treat Corp. (AHT) has expanded induction hardening and gas nitriding capacity at its Cullman, Alabama facility, adding a larger induction system and an additional nitriding unit. The upgrade enables the processing of larger and more complex components while supporting higher production volumes. The investment strengthens surface hardening capabilities for manufacturers by improving throughput and maintaining fast turnaround times for industrial parts.
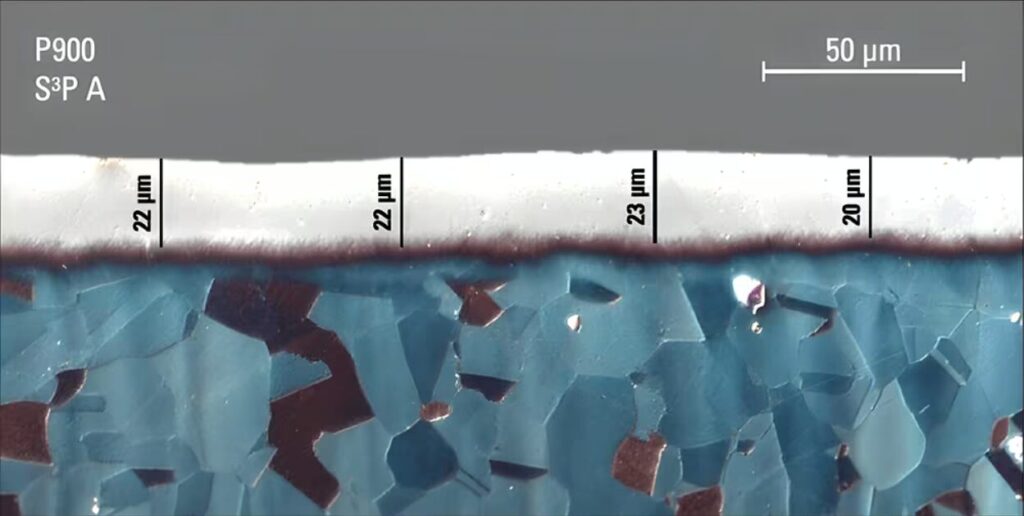
9. Bodycote has installed a new diffusion hardening treatment vessel at its Mooresville, North Carolina facility, expanding stainless steel processing capabilities in North America. The system enables the company to surface-harden larger components using its ADM® low-temperature diffusion hardening process. The investment broadens capacity for industries such as oil and gas, food and beverage, and medical technology by improving durability of stainless steel parts while maintaining corrosion resistance.
10. Gasbarre Thermal Processing Systems will supply a custom-engineered box furnace and loading system to a U.S. government manufacturing facility to expand a previously validated high-temperature thermal process. The system, designed to meet strict space and operational constraints, will operate up to 2100°F in an air atmosphere and represents the largest configuration the facility can accommodate. The installation enables the government manufacturer to scale production while maintaining specialized thermal processing capabilities.
11. A China-based manufacturer of vacuum circuit breakers has ordered two vacuum furnaces from SECO/WARWICK to add vacuum brazing capability for producing vacuum interrupter components used in power distribution systems. The installation expands the manufacturer’s ability to produce brazed, hermetically sealed interrupter assemblies used in circuit breakers that interrupt electrical current in industrial and utility power networks.
12. PSW Group has opened a new High Integrity Diecasting Center at its Magretech plant in Bellevue, Ohio, focused on semi-solid casting technologies for aluminum and magnesium components. Led by Dr. Tao Wang, the facility allows OEMs, Tier 1 suppliers, and die casters to trial, develop, and scale advanced casting processes using semi-solid and high-pressure die-casting methods. The center aims to accelerate development of lighter, stronger, and lower-carbon metal components, supporting innovation and faster time-to-market across the automotive and light-metal manufacturing sectors.
Ipsen MetalMaster furnace originally commissioned in 1986 awaiting replacement at UrschelBTOMEC’s Vector vacuum furnace order from SECO/WARWICKCommissioning ceremony on February 2, 2026, at JISCO’s site
An Ipsen TITAN H2 vacuum furnace for Grace ManufacturingRibbon cutting at Pratt & Whitney’s Columbus, Georgia facilitySECO/WARWICK vacuum tempering furnace for aerospace componentsA new SECO/WARWICK furnace strengthening the defense manufacturing supply chainAHT Employees in Front of Induction Unit in AlabamaMicrostructure of surface hardened stainless steel AIS1660 (1.4980) | Image Credit: BodycoteCustom-engineered box furnace from Gasbarre Thermal Processing SystemsVacuum furnaces for a vacuum circuit breaker manufacturerPSW Group’s High Integrity Diecasting Center in Bellevue, OH
Company & Personnel
13. Dauch Corporation has completed its acquisition of Dowlais Group plc, bringing together major automotive manufacturing operations including GKN Automotive and GKN Powder Metallurgy. The combined company expands global capabilities in driveline systems, metal forming, and powder metallurgy under the leadership of CEO David C. Dauch. The move strengthens supply and engineering capacity for internal combustion, hybrid, and electric vehicle platforms across the global automotive industry.
14. U.S. Aluminum Company has signed an agreement with Emirates Global Aluminum (EGA) and Century Aluminum to explore building a downstream aluminum fabrication facility in Inola, Oklahoma, near a planned primary aluminum smelter. The proposed plant would convert molten aluminum into value-added products for sectors such as electrical, defense, aerospace, automotive, and machinery manufacturing. The project aims to strengthen U.S. aluminum supply chains and help expand domestic primary aluminum production capacity.
15. The AICHELIN Group has appointed Daniel Panny as head of United Process Controls (UPC) in Göppingen and Mike Löpke as head of QMULUS in Düsseldorf as part of organizational changes following the integration of NITREX. The leadership updates strengthen the group’s focus on automation, plant control, and IIoT-driven digital solutions for heat treatment operations. The move supports closer integration of furnace technology, process expertise, and data-driven optimization across the global heat treat industry.
16. SECO/WARWICK has appointed Pan Gaojun as managing director of SECO/WARWICK China, following a succession process within the company. Gaojun, who joined the group in 2010, will lead operational development and strengthen the company’s presence in key technologies such as CAB lines and vacuum furnaces in the Asian market. The leadership change is intended to support continued growth and strengthen SECO/WARWICK’s position in China’s expanding heat treat and thermal-processing sector.
17. Vienna-based refractory manufacturer RATH AG has appointed Christian Morawetz as chief operating officer, bringing the experienced operations executive onto its Executive Board to oversee production, purchasing, R&D, quality management, and IT across the company’s global manufacturing operations. Morawetz’s leadership and industrial management experience are expected to strengthen operational efficiency and innovation as the company undertakes a broader transformation of its product portfolio and production structures to better serve high-temperature industries such as steel, glass, and ceramics.
CEO David C. DauchU.S. Aluminum, EGA, and Century Aluminum signing agreement to strengthen planned Oklahoma aluminum fabrication hubNewly appointed head of UPC Daniel Panny and newly appointed head of QMULUS Mike Löpke
Change of leadership at SECO/WARWICK China with newly appointed managing director Pan GaojunNewly appointed RATH AG COO Christian Morawetz
Kudos
18. The U.S. Department of War (formerly Department of Defense) has awarded contracts through the Defense Logistics Agency to 24 manufacturers to supply additively manufactured metal and polymer parts under the Joint Additive Manufacturing Acceptability (JAMA) IV pilot program. The firm-fixed-price IDIQ contract, valued at up to $9.8 million with a base period through Feb. 2027, allows the Pentagon to issue task orders for 3D-printed components supporting U.S. military programs.
19. CAN-ENG Furnaces International Ltd. has been certified as a FANUC Authorized System Integrator, expanding its capabilities in robotic automation for industrial furnace and thermal-processing systems. The certification allows CAN-ENG to design and integrate FANUC robots into heat treat operations, including material handling and high-volume furnace automation. The partnership strengthens automation options for manufacturers seeking greater efficiency, reliability, and safety in heat treat and thermal processing environments.
20. Burloak Technologies Inc., based in Oakville, Ontario, has completed its latest Nadcap audit, enabling its heat treatment capabilities to support demanding industries. The certification reinforces the company’s thermal processing services — including hot isostatic pressing (HIP), vacuum heat treatment, and alloy heat treat cycles — used in sectors such as aerospace, defense, automotive, and medical manufacturing.
21. Stack Metallurgical Group announced that its Salt Lake City facility, Aerospace Aluminum Processing (ASAP), has achieved AS9100D certification following an audit completed with zero findings. The accreditation strengthens the facility’s quality credentials for aerospace aluminum heat treating and related processing, reinforcing its role in supporting high-spec aerospace manufacturing and positioning other Stack facilities to pursue similar approvals.
22. Aalberts surface technologies announced that its Cleveland, Ohio, and Kansas City facilities have earned Nadcap 24-Month Merit Accreditation for heat treating, effective February 10, 2026. The designation — achieved after years of near-zero audit findings and strict AMS2750 pyrometry compliance — signals strong process discipline and quality systems for aerospace heat treat operations, helping reduce supplier risk and strengthen reliability across the aerospace manufacturing supply chain.
FANUC Authorized System Integrator certification for CAN-ENG FurnacesNadcap-certified Burloak Ontario facilityStack Metallurgical Group’s Aerospace Aluminum Processing receiving its AS9100D certificationAalberts surface technology’s Cleveland and Kansas City facilities earning their Nadcap 24-Month Merit Accreditation for heat treating
A specialized U.S. government manufacturing facility will install a custom thermal processing system to support expanded high-temperature operations. The new box furnace will enable the facility to scale a previously validated thermal process, increasing capacity while meeting strict spatial and operational constraints within the plant environment. The system is designed to support demanding thermal applications required in government manufacturing.
Image Credit: Gasbarre Thermal Processing Systems
The project involves installing a custom-engineered box furnace and loading system designed to meet the facility’s layout and process requirements. The direct-fired furnace will operate in an air atmosphere with a maximum temperature of 2100°F and represents the largest configuration that can be accommodated within the available footprint. The system supports a specialized high-temperature thermal operation that had previously been proven at a smaller scale and is now being expanded to meet increased production demands.
Patrick Weymer Business Development Manager Gasbarre Thermal Processing Systems
The thermal processing system is being supplied by Gasbarre Thermal Processing Systems, which worked with the client to engineer a design that meets strict space, access, and installation limitations that had previously restricted equipment options. Rather than modifying a standard design, the furnace was developed specifically for the application to ensure compatibility with the facility’s constraints and processing requirements.
The project progressed under a tight timeline, with Gasbarre working closely with the client from the initial inquiry through final authorization. According to Patrick Weymer, business development manager for Gasbarre, “some applications don’t allow for compromise, whether due to space, schedule, or process requirements.” He added that certain applications require custom-engineered solutions when standard equipment won’t work.
Press release is available in its original form here.
Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 21 news items, including Gasbarre‘s portfolio expansion of modular quenching technology, Bodycote‘s acquisition of Spectrum Thermal Processing, Stack Metallurgical Group‘s Supplier of the Year honor from BENCHMADE Knives, and more!
Equipment
1. Gasbarre Thermal Processing Systems announced an exclusive licensing agreement with SOLO Swiss SA to bring Profitherm® modular bell furnace quenching systems to the North American market, giving Gasbarre rights to manufacture, promote, and sell the technology locally. This expansion enhances Gasbarre’s equipment portfolio and offers heat treat operations — from commercial shops to captive facilities serving aerospace, defense, and industrial sectors — a flexible alternative to traditional quench furnaces that can reduce infrastructure needs and improve processing efficiency.
2. IperionX has received a prototype order from American Rheinmetall to manufacture about 700 lightweight titanium components for U.S. Army heavy ground combat systems, using its patented recycled titanium technologies. This order supports U.S. defense efforts to reshore critical materials supply chains and could improve vehicle performance with significantly lighter parts, signaling growing demand for domestic, advanced titanium production in military manufacturing.
3. Jupiter Aluminum Industries (JUPALCO) has ordered two additional patented Vortex 2.0 aluminum coil annealing furnaces from SECO/WARWICK. The installation will expand JUPALCO’s heat treatment capacity while improving process efficiency and temperature uniformity. The project reflects continued investment in modern annealing technology to support growing aluminum processing needs.
4. Century Aluminum Company has emphasized that Emirates Global Aluminum‘s next-generation EX smelting technology will be critical to the development of its new primary aluminum smelter, one of the most advanced technologies deployed in the U.S. This platform is designed to improve productivity, reduce energy consumption per ton, and lower emissions, reinforcing both economic competitiveness and environmental performance in primary aluminum manufacturing.
5. Global pipe manufacturer Tenaris has reactivated quenching and tempering operations at its Koppel, Pennsylvania facility, restoring a critical stage of in-house heat treating capacity that supports domestic oil country tubular goods (OCTG) production for the U.S. energy sector. The restart reinforces supply chain reliability for clients requiring high-performance steel pipe.
6. A Midwest automotive manufacturer is boosting its stainless steel brazing capacity by installing a new four-zone, 24-inch controlled-atmosphere brazing furnace from Gasbarre Thermal Processing Systems. The furnace will support higher production of critical automotive components.
7. A Chinese thermal management manufacturer has significantly increased its production capacity by installing a new continuous controlled-atmosphere brazing (CAB) line supplied by SECO/WARWICK to support higher output of advanced cooling components for data centers, EVs, aviation, photovoltaics, and rail transport.
From left to right: Dan Hill, product development manager of Gasbarre, Ben Gasbarre, EVP sales & marketing of Gasbarre, David Salerno, CEO of SOLO, and David Howard, sales director of SOLOTwo Vortex furnaces for Jupiter GroupEGA’s EX smelting technology critical to new aluminum smelter
Heat treating restart at TenarisGasbarre brazing furnace order to boost production of auto componentss like braking and fluid line partsCAB Line expansion in support of cooling components for data centers, EVs, aviation, photovoltaics, and rail transport
Company & Personnel
8. Spectrum Thermal Processing, a Cranston, Rhode Island heat treat provider, was acquired by global specialist processor Bodycote plc and integrated into its Aerospace, Defence & Energy division in a deal that closed January 14, 2026. This move brings Spectrum’s Nadcap-accredited vacuum heat treatment, low-pressure carburizing, and gas nitriding capabilities into Bodycote’s U.S. network, expanding regional capacity and improving lead times and supply-chain resilience for aerospace and defense component manufacturers.
9. A Tier 1 automotive supplier ensured uninterrupted production during a planned maintenance shutdown by tapping outsourced burst heat treating capacity from Bluewater Thermal Solutions’ St. Mary’s, Pennsylvania facility, rapidly scaling to meet strict OEM requirements. This collaboration kept deliveries on schedule and highlights the growing importance of flexible heat treating resources in supporting automotive supply-chain resilience.
10. Atlantic Fire Brick & Supply, a company that provides refractory products and installation services for furnaces, kilns, and other high-termperature equipment, has been acquired by Plibrico Company LLC in a move that expands refractory distribution and service capabilities for industrial thermal processing operations across the southeastern United States.
11. The AICHELIN Group has appointed Robert Sokoliński as CEO and general manager of Nitrex Metal Sp. z o. o. in Poland, effective January 1, 2026, tasking him with leading the subsidiary strategic and operational development within the group. The leadership move reinforces AICHELIN’s commitment to expanding advanced thermochemical heat treating capabilities in Europe, supporting automotive and industrial manufacturers with reliable, high-performance surface treatment solutions.
12. Bodycote’s Derby and Rotherham heat treat facilities now operate with zero direct carbon emissions, having transitioned to fully electric operations powered by 100% renewable energy — a milestone in decarbonization trends in thermal processing. This achievement signals growing momentum towards sustainable practices in the aerospace and automotive supply chains, helping clients meet ambitious carbon-reduction targets while maintaining process performance.
13. NUTEC Group Chairman Genaro Cueva and CEO Daniel Llaguno have appointed long-time executive Rodrigo González as president of NUTEC Bickley, following his 24-year tenure in senior engineering and operations roles. Llaguno praised González’s capabilities and alignment with NUTEC’s values, expressing confidence that he will successfully lead the company into the future while strengthening its position in the industrial heating sector across North America.
14. Thermcraft Inc. announced that Thermo Kinetics has joined as its authorized distributor for Canada, expanding Thermcraft’s reach for its thermal processing and industrial heating equipment across the Canadian market. This partnership brings together Thermcraft’s furnace and thermal solutions expertise with Thermo Kinetics’ local sales and technical support capabilities, strengthening service and market impact in the region’s industrial heating sector.
15. TFL Incorporated, a Houston-based provider of refractory materials and precast shapes, has been acquired by Plibrico Company LLC in a move that strengthens resources and technical support for high-temperature industries. The acquisition enhances service capacity and product availability for clients operating in demanding thermal-processing environments, including sectors that rely on consistent refractory performance to maintain uptime and efficiency.
16. Tosyalı Algérie, working with technology partner Midrex, set a new world production record for direct reduced iron (DRI), marking a major milestone in large-scale, low-carbon ironmaking. The achievement underscores growing momentum around DRI as a critical feedstock for steel producers seeking greater efficiency and reduced emissions. For the broader metals industry, it signals continued investment and confidence in DRI technology as a foundation for future steel and downstream thermal processing supply chains.
17. Claus Joens, founder of Elnik Systems, has retired after decades of advancing debind-and-sinter furnace technology. His leadership helped strengthen metal manufacturing capabilities critical to defense and advanced industrial applications, leaving a lasting mark on the MIM and thermal processing industries.
18. The Industrial Heating Equipment Association (IHEA) has announced its 2026-2027 Board of Directors and Executive Officers, naming Jason Safarz of DUNGS Combustion Controls as president, Bob Fincken of Super Systems, Inc. as vice president, and Chad Spore of John Deere as treasurer. IHEA leadership highlighted Spore’s appointment as a historic milestone, marking the first end-user officer in nearly a century and reinforcing alignment between equipment suppliers and industrial end users.
Thermcraft and Thermo Kinetics partnership in CanadaAtlantic Fire Brick & Supply acquired by PlibricoRobert Sokolinski, recently appointed CEO and general manager of Nitrex Metal Sp. Z o. o. in Poland
The two Midrex DRI plants at Tosyalı AlgérieClaus Joens retiring from Elnik SystemsSpectrum Thermal acquired by BodycoteTFL Incorporated acquired by PlibricoNewly appointed treasurer of IHEA, Chad SporeNewly appointed president of NUTEC Bickley, Rodrigo González
Kudos
19. Stack Metallurgical Group was honored as a Supplier of the Year by BENCHMADE Knives at the 2026 SHOT Show Supplier Showcase. This recognition at one of the shooting, hunting, and outdoor industry’s largest trade events underscores Stack’s growing influence and excellence in precision metal processing and heat treat services within the manufacturing supply chain.
20. Applied Thermal Technologies Inc. received its 4th consecutive 24-month merit for Nadcap.
21. Vacu Braze announced that its metallurgical laboratory has achieved Nadcap accreditation.
Supplier of the Year awarded to Stack Metallurgical Group by BENCHMADE Knives at the 2026 SHOT ShowApplied Thermal’s 4th consecutive 24-month Nadcap accreditation
An automotive manufacturer is expanding stainless steel brazing capacity at its Midwest manufacturing facility, adding a new 24-inch belt, four-zone brazing furnace. The system will support increased production of automotive components, including braking and fluid line parts, where consistent thermal processing and atmosphere control are essential to quality and reliability.
Designed for controlled-atmosphere processing, the furnace will operate in a nitrogen/hydrogen environment and is engineered to deliver repeatable results, stable production flow, and operator-friendly performance.
Ben Gasbarre Executive Vice President, Sales & Marketing Gasbarre Thermal Processing Systems
The order marks the company’s third brazing furnace supplied by Gasbarre Thermal Processing Systems, building on two existing installations currently supporting day-to-day operations. The equipment was selected based on the design and performance of prior systems, which have delivered dependable uptime with minimal issues while maintaining a clean, accessible layout that operators find easy to use — a key factor in a high-output environment.
“This order reflects the trust we work to earn through durable equipment, repeatable processing, and responsive support,” said Ben Gasbarre, executive vice president of sales and marketing at Gasbarre Thermal Processing Systems.
Press release is available in its original form here.
Gasbarre Thermal Processing Systems announced the expansion of its modular furnace offerings for the North American market through an exclusive licensing agreement with SOLO Swiss SA. The agreement grants Gasbarre rights to manufacture, promote, and sell a ProfiTherm® modular bell furnace system, strengthening Gasbarre’s equipment portfolio for commercial and captive heat treat operations serving a range of industrial markets.
Source: Gasbarre Thermal Processing Systems
The licensed system is a modular arrangement of bell furnaces and quench tanks that enables direct, rapid transfer from furnace to quench. The configuration is positioned as a practical alternative to traditional integral quench batch furnaces, particularly for operations seeking greater flexibility and reduced infrastructure requirements.
Designed with a compact footprint, the system minimizes installation complexity by eliminating the need for pits and reducing overall plant disruption. A metallic retort design supports faster furnace conditioning and quicker process changeovers while limiting refractory exposure to process gases to help extend refractory life. The system also eliminates many traditional internal nickel-alloy material handling components — such as roller rails, chain guides, and handler heads — reducing consumable wear, downtime, and the risk of furnace jams while simplifying service access.
The ProfiTherm system supports a wide range of heat treating processes, including austermpering, marquenching, carburizing, carbonitriding, and neutral hardening, with quench options that include water/polymer, oil, and salt. Typical parts processed include gears, pinions, and sprockets, bearing components such as races, rings, and rollers; shafts, hubs, couplings, and yokes; high-strength pins and fasteners; and general industrial wear and drive components. Target applications include captive heat treat departments and commercial shops serving general industry, aerospace, defense, and bearing markets.
Press release is available in its original form here.Additional information provided by Gasbarre. Featured image shows (from left to right) Dan Hill, product development manager of Gasbarre; Ben Gasbarre, EVP sales & marketing of Gasbarre; David Salerno, CEO of SOLO; and David Howard , sales director of SOLO.
Heat Treat Today publishes twelve print magazines annually and included in each is a letter from the publisher, Doug Glenn. This letter is from theNovember 2025 Annual Vacuum Heat Treating print edition.
Heat TreatBoot Camp has become a popular gathering place for individuals who are either new to the North American heat treat/thermal processing market or who have been around a good while but would like to learn more. This year, on September 15–17 in Pittsburgh, Pennsylvania, the industry gathered over 60 learners at the 4th annual Heat TreatBoot Camp. By all practical measures, it was an extremely successful event.
Attendance
2025 Heat Treat Boot Camp attendees
The magic number, 63, was more than any previous year by 50% and double the number that we had last year. Of those 60-some, we had roughly:
11 captive heat treaters (18%)
7 commercial heat treaters (12%)
1 investment company (<1%)
44 suppliers (70%)
The number of years that these attendees had been in the industry varied from as little as several weeks or months to over 30 years. The mix was ideal, allowing the newbies to learn from the industry veterans and for industry veterans to be energized by the enthusiasm and energy of the newbies.
It was also good to have multiple companies sending people for the 2nd or 3rd year in a row. Obviously, they like what their employees are learning.
Speakers
As with the previous three events, Thomas Wingens of Wingens Consulting and I were the only two speakers. Between the two of us, we have well over 50 years of industry experience. Thomas covered the technical side of the conversations dealing with both the materials and processes of heat treat, while I covered the markets, products, and players. Thomas also discussed emerging technologies, and I concluded with a short session on resources to help keep current.
Activities
We kicked off the event on Monday evening, September 15, with a reception on the scenic outdoor patio of the Drury Plaza Hotel in downtown Pittsburgh. The hotel had purchased and renovated this historic building, the former location of the Pittsburgh Federal Reserve. In fact, all of the training sessions took place in The Main Vault. It was a “safe place.”
Tuesday was a full day in the classroom. It was grueling, but attendees were rewarded with a school bus ride to the historic Duquesne Incline where we were elevated to the top of Pittsburgh’s Mt. Washington. From there we could overlook the city from well above the tops of the skyscrapers. It was a beautiful evening. We then walked two blocks to LeMont Restaurant where we continued to overlook the city until the evening hours brought out the city lights. Again, beautiful.
Wednesday was a half day of classes and then an optional tour of Penna Flame Heat Treating in Zelienople, Pennsylvania, less than one hour north of Pittsburgh.
Sponsors
A big “thank you” goes to the industry sponsors — many of whom returned from last year — who helped us underwrite the costs of the boot camp. Idemitsu was our sole Title Sponsor. Can-Eng Furnaces was our sole Social Sponsor helping with the expenses of some of our networking functions and the putt-putt contest. Our two lunch sponsors were Cleveland Electric Labs (who have sent at least two people to all four of the boot camps since 2022) and Newton Heat Treating. Other corporate sponsors included ECM USA Vacuum Furnaces, Gasbarre Thermal Processing Systems, Super Systems, Honeywell, Chiz Bros, and I Squared R who had the popular Triple-Dipped Malted Milk Ball sponsorship. All of these companies were super helpful in making Boot Camp a success.
You’re Invited
Next year, we encourage you or someone from your company to attend. To see what past recipients have said and for more information about the 2026 Boot Camp, please visit www.heatttreatbootcamp.com. See you there.
Doug Glenn Publisher Heat TreatToday For more information: Contact Doug at doug@heattreattoday.com
Schilling Forge, a supplier of precision forgings based in Syracuse, NY, recently increased its annealing capacity with a car-bottom furnace. The company produces forgings for a variety of industry segments in medical manufacturing, including surgical, dental, orthodontic, and endoscopic.
The furnace, designed and manufactured for the company by Gasbarre Thermal Processing Systems, is electrically heated with an operating range of has a work zone of 60” x 84” x 40” with a 9,000-lb load. It is electrically heated with operating range of 1250°F to 1600°F (732°C to 871°C).
“We are excited about the arrival of our new Gasbarre car-bottom furnace that increases our annealing capacity by 67%,” reported Schilling Forge on a LinkedIn post. “You can see our survey posts where we attached our thermo-couples at 9 various locations to verify the temperatures throughout the cycle.
Furnaces North America(FNA) 2024 begins Monday, October 14, and runs through Wednesday, October 16. If you haven’t registered yet, you can still do so onsite, and one look at the technical sessions planned over the two days of training says all you need to know about the caliber of instruction at the event.
All of the sessions will be worth your time! Presenters are highly qualified to speak on the topics, which range from processes and equipment to technology to security:
Emerging Technologies
Furnace Maintenance & Equipment
Heat Treat Business & Digital Transformation
Energy & Gases
Operational Efficiencies
Quality, Compliance & Materials
Process Advancements
If you want to do a little prereading to prepare for the sessions, Heat TreatToday is pleased to direct your attention to technical session presenters who have contributed to our radio, print, and digital resources during this year:
On Tuesday at 8:50 a.m., Bryan Stern, product development manager at Gasbarre Thermal Processing Systems, will be speaking on “The Impact of Oil Quenching – A Look at the Carbon Footprint and Cost of Vacuum vs. Atmosphere Processing.” On June 20, 2024, Bryan was our guest on Heat TreatRadio, episode #110, “Isolated Heat, the Future of Vacuum Furnaces,” which you can listen to here.
Later that morning, at 9:40, Peter Sherwin, global business development manager of Heat Treatmentat Watlow, will focus on “Smart Heat Treatment: Industry 4.0 Innovations for Environmental & Energy Efficiency.” Peter co-authored “Thermal Loop Solutions: A Path to a Sustainable Future in Heat Treatment,” a two-part series published in both the magazine and on our website. You can read the first part here and the second part here.
During that same time slot, Brian Turner, sales application engineer at RoMan Manufacturing, is scheduled to speak on “Efficient Furnace Power Solutions”. Brian joined fellow RoMan employees who have contributed technical content to an ongoing series on controls. You can read that article, “Basic Definitions: Power Pathways in Vacuum Furnaces,” originally published July 16, 2024, here.
On Wednesday at 8 a.m., Sefi Grossman, founder and CEO of CombustionOS, is scheduled to present a session on “Maximizing Heat Treat Operational Efficiency: Digitize Your Data for Automation.” Sefi wrote a piece for our August Automotive print edition on “A New Era: Tracking Quality Digitally,” which was later republished at the website. You can read the digital version here.
At 8:50, Joe Coleman, cybersecurity officer at Bluestreak Compliance, will address “CMMC’s Impending Impact On The Metal Treating Industry.” Just last month, he joined Heat TreatRadio in an interview about “NIST and CMMC: What Heat Treaters Need To Know,” which you can listen to here.
Chad Beamer, senior applications engineer at Quintus Technologies, will speak on “Quintus Purus: Development of Clean HIP Processing” at 9:40 on Wednesday morning. Earlier this year, he collaborated with fellow Quintus employees on an article, “HIP Innovation Maximizes AM Medical Potential,” which you can read here.
Bryan Stern Product Development Manager Gasbarre Thermal Processing SystemsPeter Sherwin Global Business Development Manager Heat TreatmentBrian Turner Sales Applications Engineer RoMan Manufacturing, Inc. Source: RoManSefi Grossman Founder & CEO CombustionOS Source: AuthorJoe Coleman Cyber Security Officer Bluestreak ConsultingChad Beamer Senior Applications Engineer Quintus TechnologiesHeat Treat Today contributors leading technical sessions at FNA 2024
Stop by Heat TreatToday‘s booth (424/426) to let us know how the sessions went and if you did your homework beforehand!
Heat Treat Radio host, Doug Glenn, and guest Bryan Stern from Gasbarre Thermal Processing Systems discuss the shift from single chamber batch furnaces to isolated heat vacuum furnaces. They explore the benefits and challenges of isolated heat systems, including temperature control, cycle times, and cost effectiveness for handling various parts.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Introduction to Isolated Heat Vacuum Furnaces (00:01:30)
Doug Glenn: We want to talk about something that Gasbarre is calling isolated heat furnaces. In this case, these are vacuum furnaces. What’s an isolated heat vacuum furnace? And why is it called “isolated heat?”
Contact us with your Reader Feedback!
Bryan Stern: To start off, this isn’t something that’s Gasbarre specific. This is a generic distinction and concept with furnaces. It’s been around for a while, but the primary difference with an isolated heat furnace is that the heat chamber in that furnace stays at temperature, in between processing and throughout the process, and it’s held under vacuum during that time as well.
Doug Glenn: Gotcha. We’re going to talk primarily about vacuum furnaces — though, I know that’s also possible in an atmosphere — and the typical vacuum furnace today is the single-chamber vacuum furnace. Maybe it’s obvious already, but can you explain the differences between the isolated heat and a typical single chamber?
Bryan Stern: The single-chamber, batch processing furnace is by far and away the most prevalent technology that’s used. And the difference is that everything in that process is going to happen in a sequential order — everything from loading, evacuating the chamber, ramping everything (the chamber and the work) up to temperature, holding it, doing whatever process you have, cooling it back down, backfilling it, and then unloading it. It’s all a sequential operation. You close the door, the work sits in the same place, and you run through the entire process.
Gasbarre’s Vacuum Oil Quench Furnace, with isolated graphite heating chamber, includes 2 BAR gas quench capabilities. Source: Gasbarre Thermal Processing Systems
Whereas, with the isolated heat, it remains at temperature. That requires three primary additional components in addition to your single-chamber batch. It requires an extra chamber, for evacuating because you’re going to need an antechamber or a way to load that work in after having pumped it down. So, by default you need a second chamber. You need some kind of dynamic sealing door between the two chambers that you can open once your evacuation chamber is pumped down; and you need some means of moving the work between those two chambers.
These are the fundamental differences. But where it gets interesting is the impact it has on the rest of operations and efficiency.
Doug Glenn: The single chamber has dominated the market for a long time. How have those single-chamber furnaces really affected the design of vacuum furnaces? And are there some significant design differences in these isolated heat furnaces?
Bryan Stern: Yeah. It’s kind of funny, but anyone who’s familiar with single-chamber batch furnaces recognizes there are a lot of challenges to doing vacuum processing that way.A simple way to look at it is if you were trying to cook pizzas in an oven: But if you had to start with the oven cold, open the door, put the pizza in, and then you can’t touch it until the whole thing goes through its process; you heat up the oven and then wait till it cools down at the end and pull it out. It wouldn’t be an ideal approach.
A simple way to look at it is if you were trying to cook pizzas in an oven: But if you had to start with the oven cold, open the door, put the pizza in, and then you can’t touch it until the whole thing goes through its process; you heat up the oven and then wait till it cools down at the end and pull it out. It wouldn’t be an ideal approach.
Bryan Stern, Gasbarre
That’s the distinction with the vacuum portion of it specifically. For a lot of single-chamber batch equipment, you have to pump it down and wait to preheat the oven. That adds a lot of time. So, the then it makes vacuum processing more expensive, and it’s harder to scale. People know there is inconvenience around vacuum processing in general. And the answer to that has typically been to increase workload sizes because if you’re going to have dead time at the front, you’d rather distribute that cost over a thousand parts instead of a hundred parts.
You want to increase the throughput so you’re not waiting for a bunch of little batches and paying for all that dead time with a few parts.
Equipment Challenges with Single Chamber (00:06:32)
Bryan Stern: There’s been a general trend to just increase load sizes, and I am generalizing. It’s not necessary for everything. But you get into some massive single-chamber batch furnaces that are often larger than necessary for the parts. And, unfortunately, those load sizes are kind of detrimental to a lot of the objectives of heat treating.
You have a much more difficult time maintaining uniformity for both process temperature and gas for the parts while you’re heating up and cooling down. And you’re going to have a much higher deviation between the temperature at the center of the load and the surface of the load, as well as process gas concentrations.
That trend toward larger load sizes than necessary (because of the inherent challenges of the single-chamber batch method) leads to other challenges that you then have to overcome. It takes longer to soak out, and quite often (something that I’m sure a lot of people will be familiar with) you end up leaving gaps in the work zone anyway — spaces between parts to allow gas circulation to achieve quench rates enabling you to cool faster because you’re not getting enough gas to the center of the load. Since you have these massive loads, you’ve moved in a direction that’s not really helping anything that you’re trying to do. And that’s a bus that we’ve all been on.
Doug Glenn: So, you’ve got uniformity issues inside the load. And that’s an interesting perspective. The process takes so long inside that one chamber, it tends to increase the size of the load so that you’re doing more at once.
How about the efficiency of the process? If you’ve got a chamber that is designed just for isolated heat, and you’re just heating in that chamber, I would assume that chamber can be designed differently than a chamber in which you’re going to do preheat convective.
Bryan Stern: Absolutely. There are of trying to do everything in one space. I think the equipment challenges come from exactly what you’re talking about — trying to heat and cool in the same space. Anyone who’s been remotely involved in the production of single-chamber batch equipment knows that you’re doing a bunch of things that are in tension with one another. To start, if you’re trying to cool in the same space, very often you’re putting nozzle penetrations all through your insulation pack.
Right away you’ve shot your thermal efficiency in the foot because you have direct radiation out of those nozzles. And people have tried with marginal success to come up with ways of sealing off those nozzles during the heating section and opening them during cooling. Some tried more static approaches, some active changes to the furnace.
But the other issue is that you’re hurting the cooling, too, because you’re restricting your gas flow. You’re heating up the gas that you’re trying to cool with by flowing it through this hot insulation pack. Your parts are sitting inside that heat cage. They’re radiating to a hot surface. Another thing worth pointing out is that often with a single-chamber batch, because you have such a limited time to pump down and you’re trying to decrease your cycle time as much as possible, the installation’s reduced just to help with vacuum levels.
Again, if you’re holding that under vacuum and you can allow it to outgas and decay, now you can have a much thicker insulation pack. You’re not putting penetrations through it. So, it’s helping your thermal efficiency in multiple ways. For example, it’s helping your cooling. When you’re struggling to get those cooling rates, you’re going to do things like bump up gas pressure. Since you’re consuming more processed gas, you’ll put a bigger motor in it — which not only costs more upfront, but it also costs more to run.
That’s a fun fact about especially high horsepower, single-chamber batch equipment: Very often the current rating for the entire system can be driven by the gas blower alone. It’s more than all the rest of the power supply, so they’re not cheap to run.
I’m not saying that you get away with half the size motor, but intuitively you know you’re requiring more than you would need if you placed that load in a dedicated cooling space, no response to gas flow radiating to a water cool jacket. So, it’s a pretty intuitive observation about the way we’re currently approaching this.
Doug Glenn: I don’t think people have thought about it because that has not been the typical way of doing it. It’s almost all single chamber.
Bryan Stern: We’re locked in there.
Doug Glenn: But when you do start thinking about it, it makes a lot of sense that your efficiencies would improve — design and operational efficiencies. All those things would improve because you’ve got dedicated chambers.
Bryan Stern: Another thing with regard to efficiency is your size and your power supply to overcome all those losses, the decreased insulation. When you move to dedicated positions, you know in your position that ramping your power supply can be sized for it. And people have worked to overcome that with typical power supply sizing by doing things like adding multiple taps on the secondary side of the transformer to try to get a better power factor. But if you’re dedicating stations within your equipment, then you can right-size your power supply.
Bryan Stern: “When you move to dedicated positions, you know in your position that ramping your power supply can be sized for it. And people have worked to overcome that with typical power supply sizing by doing things like adding multiple taps on the secondary side of the transformer to try to get a better power factor. But if you’re dedicating stations within your equipment, then you can right-size your power supply.”
Recent Developments (00:13:21)
Doug Glenn: That brings me to a question about the single-chamber vacuum furnaces that have typically been used. To my knowledge, there are not a lot of isolated heat furnaces or dedicated chamber vacuum furnaces out there, although, I know that one of the companies you guys acquired years ago made their name there. But have there been any developments in recent years that have led to more popularity for, or the possibility of doing, isolated heat vacuum furnaces?
Bryan Stern: Yeah, it’s a great question. It’s something that I’ve done a lot of thinking about because we tend to have a mentality with technology that if it was such a great idea, people would be doing it. So, why aren’t more people doing this?
We can learn a lot from looking at another industry. Specifically, the prevalence and immersion of some of the emissions regulations that are coming along is newer to our industry. I think we’ve been able to get away with doing things in a way that might be really inefficient for a while. But it’s not new in some other industries.
There is a great example that I love because it has so many analogies for what we’re looking at in vacuum heat treating specifically: If you look at the history of the adoption of fuel injection in the automobile industry — I’ve always assumed that fuel injection was adopted as soon as it came along because it was a better technology, and it had been around since the 1920s and 30s.
It was developed and used in some military applications, and right away it was hailed as a better technology. It was more efficient, it was cleaner, but people just didn’t want to change. That wasn’t the direction that everyone was moving in. There were some manufacturers that tried. There were some mass-produced vehicles that had fuel injection in the early 1950s, but it still wasn’t taking off.
And then in 1970 the pushed manufacturers specifically to start adapting it more. But it wasn’t welcome. Some supporting technologies needed to be developed better, especially with computers controlling those systems. As reliability increased for those throughout the ‘80s, there were some amendments to the Clean Air Act from 1970. Then it really started to hit the market and be adopted. And what finally sent it is that consumers started to experience the benefits.
Now we don’t even think twice about it. It’s the de facto standard. You’re not going to go find a car dealership in your area that has their specialty line of carbureted vehicles. There are still places they’re used, but the advantages of fuel injection are so great because you’ve got dramatically improved fuel efficiency and much longer engine life. People say cars last way longer than they used to. And it’s because this new technology that had been around for almost a century, by the early 2000s, had been sitting around, and people hadn’t experienced the advantages of it.
One of the things that I love about that analogy is that it also demonstrates this isn’t a complete switch. It’s a gradual change, and there’s still a place for the old technology. It doesn’t mean that isolated are going to completely replace single-chamber batch vacuums. But if you look at the places carbureted engines are still used, you’ll find them on a racetrack or in lawn equipment.
So, in these places where the upfront cost is really important and you’re not getting enough operating time on it, the improved efficiency is not going to pay off if you were to pay up-front since you’re not using it enough. That carries over well to some of the single-chamber batch vacuums because they will always be around, and they’re going to be more preferred for intermittent use applications where the runtime is not as long.
Doug Glenn: That’s an interesting perspective. Have any of the technologies developed recently — like transfer mechanisms, control systems, or anything of that sort? Is there anything substantially new that had to take place before you could get isolated heat furnaces, or have most of those technologies, similar to the fuel injection, been around for a long time?
Bryan Stern: I think they’ve been around like that analogous technology adoption. There’s certainly going to be a refinement of some technologies to be robust for it to work.
Click on the link to read more about Bryan Stern in his Heat Treat Today 40Under40 profile.
There are some good solutions out there. There are some bad solutions out there. And I think the higher possibility of getting into a bad solution with a less mature product is one of those obstacles people are facing. Things don’t change when forces are in equilibrium. So, the fact that we’re not changing as an industry to adopt some of this stuff just means that the forces motivating that change have not overcome the obstacles. There are definitely some obstacles to it.
And I’m sure we’ll get into talking about those some, but we have that nudge from regulation that’s happening. We’ll see, and continue to see, this type of product mature and those dynamic sealing mechanisms and transfer systems. And I think what’s really going to send it is that there are a lot of benefits that address a lot of problems that we’re all familiar with. It’s just not the de facto standard.
There are ways that the industry is organized around the methods that we use currently. A great example of that is the pizza example where you look at the back of the box of pizza, and you’ve got a recipe that says to preheat the oven and then pop it in for 15 minutes. If you can’t do that anymore, and you have to put the pizza in while the oven is cold and let it ramp up, now you have to change the recipe. And that’s the way we’re organized right now. We’re organized with processes for material that’s starting cold. It’s actually a harder way to do things, because the way that different equipment ramps up is harder to control. So, it’s not necessarily a better recipe, but it’s what we have.
The vacuum level specifications are another big impact. In single-chamber batch equipment, you’re exposing it to atmosphere every cycle, and you’ve got to pump it down quickly. So even when you pump it to very low vacuum levels, what’s left is still often oxidizing constituents.
If you can hold it at vacuum (even though it’s not getting to the same ultra-low pressures), and if it’s allowed to absorb from the surfaces and outgassing from materials (even at a higher pressure), you can have a pure environment. And that’s really counterintuitive. It’s not built into equipment specs because people associate the vacuum level with purity, and it’s really more about dew point and the constituents of what’s in the gas. You can have just as pure an environment with much higher pressure. And again, we’re just not organized around that right now.
Continuous and Non-Continuous Systems (00:21:56)
Doug Glenn: Let me restate something you said earlier and tell me if I’m accurate on it. You were saying that because of the single-chamber vacuum furnaces, we tend to increase the load sizes. So, I’m assuming the load size of the isolated heat furnaces could be significantly smaller and, therefore, have better uniformity within the load, both in the heat up and the quench. Is that an inherent advantage of the isolated heat?
Bryan Stern: It’s not specific to all isolated heat equipment. We’d have to get into discussing the fact that you can’t have continuous and non-continuous isolated heat systems. And it’s an important distinction. The distinction being that you have your heat chamber, you’re keeping it at temperature in a multi-chamber batch system, which is still a form of isolated heat equipment. You’re going to be moving your work in and out the same direction.
So, you’ll get a lot of the advantages that we’ve talked about. You’re able to have dedicated design for heating and cooling. You’ll have your thermal efficiency. There are a couple things you’re not going to get. You’re not going to be able to increase the throughput. Whereas, if you move to a continuous furnace where you’re moving that work in, and then you’re moving it to the other side . . . We can keep working with the pizza analogy: If you need more pizzas, and it takes 15 minutes for a pizza, you can move it through three stations for five minutes per station. Now, you’re getting a pizza every five minutes instead of every 15 minutes, right? If you’re able to do that and produce loads faster, then you can decrease the load size. And then you’re going to see all the benefits of decreasing that load size — improved uniformity, faster times, and better cooling.
Click on the image to read “Vacuum Heat Treating in a Carbon-Conscious Market” by Bryan Stern, in Heat Treat Today’s November 2023 Sustainability issue.
But you only get that if you go to continuous. With that specific type of isolated heat equipment, versus just any isolated heat equipment, you’ll get much better thermal efficiencies because in the multi-chamber batch setup you’re not heating and cooling the furnace every time and throwing that energy away. But because you’re loading and unloading on the same size, you’re still going to leave that heat chamber unoccupied, sitting and holding its temperature, consuming energy in between loads. With continuous furnaces, you’re not going to do that. You’re never going to throw all that energy away. There’s minimal holding power required. So, there is a distinction between the continuous and non-continuous isolated.
Doug Glenn: How would it work with a non-continuous isolated heat furnace? If the process required you to preheat, heat, and quench, what is it you’re going to use? Transfer cars? How does that work?
Bryan Stern: If you have multiple heating levels, you can still control the heat. But often you’d introduce it at an intermediate temperature and then ramp it up the rest of the way. So again, all the advantages that you get as far as quenching, typically with a two-chamber piece of equipment like that, your quench chamber is going to serve double duty as your evacuation chamber. You’re putting it into the quench chamber first, evacuating it again, and bringing it back and quenching it.
Challenges with Isolated Heat Systems (00:26:39)
Doug Glenn: These systems sound good, but I’m sure there are some challenges. Are there some drawbacks? I can hear some people saying, these sound like great pieces of equipment — especially the continuous version. I can understand the efficiencies, but what about the complexity? Is the design complexity of these units an issue?
Bryan Stern: It’s definitely one that I face a lot on the application side. It’s a much more complicated process — especially because the process itself is going to impact each of those positions. And you would care if I sold you an oven for your kitchen, and the only thing I cared about was that it can go to this temperature, and it can operate at this pressure, but I didn’t care what you did with it, I didn’t care how much work you get through it. I just had these maximum parameters.
As soon as you move to talking about continuous, you’re right away much more involved in throughput — going to drive and often the number of positions to get the index rate you need for the load size. Now you care how long each step of the process takes, and you’re trying to balance that among positions so that you’re not letting anything sit longer than it needs to because you’re over this particular soak time.
Trying to get continuous equipment sized for an application is more of a process than some people are expecting. And again, we’re just not wired that way. So, you can throw out a spec for a single-chamber batch furnace and say you need this operating temperature, this ultimate vacuum level, and this uniformity . . . and more! But when you come and want to get into a piece of equipment like this, we’re going to have a couple conversations — we’re going to talk about some things no one else is asking. And that’s what can be a hurdle up front, though we’re able to overcome it.
Bryan Stern, Gasbarre, discusses furnace cost effectiveness and flexibility. “It’s just going to be a lot more expensive if you’re doing a process that doesn’t require the way that that furnace was built. So, it’s not that you locked yourself in. It’s just that if you’re constantly changing processes or you have much shorter processes or the throughput isn’t a benefit, then that’s where a single-chamber batch might be a better solution.”
Doug Glenn: But it also may limit flexibility, I assume, of the different processes you could run in that equipment, too. In a batch system, you can put the load in there and do whatever you want, it’s going to potentially take longer to get it done. But maybe in an isolated heat system, where the heat chamer is only designed to do X, maybe you can’t do X times two. Does that make sense?
Bryan Stern: Yeah. It’s not as much true for a two-chamber or multi-chamber isolated heat batch style furnace because you have the same flexibility of dedicated design. On a continuous furnace, but if you’re going to be doing that a lot, is it worth paying for something that can be optimized one way if you’re going to be using it in a flexible way. They have a lot of flexibility — I would argue just as much as batch. It’s just going to be a lot more expensive if you’re doing a process that doesn’t require the way that that furnace was built. So, it’s not that you locked yourself in. It’s just that if you’re constantly changing processes or you have much shorter processes or the throughput isn’t a benefit, then that’s where a single-chamber batch might be a better solution.
Cost Effectiveness (00:30:23)
Doug Glenn: And then the other objection that jumps to my mind is capital equipment outlay. Can we address that, compared to single chamber?
Bryan Stern: This is this is another one that’s near and dear to my heart because I think there’s a lot of misconception here since it’s very application specific and hard to answer generally. But like we talked about, you’re going to have another chamber.
So, if you’re looking at a smaller system, it may not immediately be more cost effective. If you’re looking at a continuous system that’s replacing several furnaces, now you’re not paying for that oversized power supply on each piece of equipment; you’re not paying for a pumping system for each piece of equipment; you’re just buying it for the one evacuation chamber. Or maybe you have a backup, but now you’re starting to distribute and be much more selective about your material cost, and there’s definitely a break-even point in there.
It’s really a question of whether or not the process improvements are enough of a benefit on the smaller size. But very quickly the upfront cost starts to lean in favor of the continuous, especially if you’re looking at multiple pieces of equipment.
But the bigger thing here, the thing that I feel more passionate about, is that we tend to get really hung up on the upfront cost. And I think that’s something that can be very detrimental to missing out on value. It’s very easy to say: I’m going to have this amount of revenue, I’m going to pay this for equipment, and I’m not going to dive into maintenance and operating costs — and that’s a difficult question to answer but is a huge piece of the puzzle. Yet we often don’t put in the legwork because the information is not readily available. And it takes a more sophisticated accounting approach to look at project value over the life of the equipment.
Intuitively, we know that you could pay more for something that would improve efficiency or throughput or performance because in the long run that would pay off. And going back to the car analogy, when is the last time you bought a car and didn’t pay any attention to the fuel economy on it? It’s hard to do that without a little bit more accounting elegance.
Intuitively, we know that you could pay more for something that would improve efficiency or throughput or performance because in the long run that would pay off. And going back to the car analogy, when is the last time you bought a car and didn’t pay any attention to the fuel economy on it? It’s hard to do that without a little bit more accounting elegance.
Bryan Stern, Gasbarre
So, you have to look at the cash flow problem, do something like a net present value approach. And when you start looking at the operating cost savings, the efficiency improvements, and then a huge one that people miss is in the single-chamber batch furnaces we’re heating it up and down. That’s aggressive thermal shock and cycling. A lot of design goes into trying to get components to last because there’s thermal ratcheting and things wear out super quickly. For these continuous systems that are just sitting at temperature, that goes away for the most part.
They’re still consumable products, but the maintenance costs are dramatically improved, and you can talk to people who are using the systems. But again, that’s not something a lot of people have experienced, and it’s hard to quantify. So, if you just look at the upfront costs then it’s easy to miss out. You’re looking for an aggressive payback because you’re just hoping it’s going to cover the operating and maintenance expenses versus actually factoring those in and saying that those overall for the project life are going to increase value.
Limitations and Benefits of Isolated Heat (00:34:09)
Doug Glenn: That makes sense. Two final questions for you here: Are there any types of companies out there where it doesn’t make sense to use an isolated heat type system, whether it be a double chamber or continuous or whatever? And are you seeing, from the activity of , any industries that really should be looking at them?
Bryan Stern: Answering your first question with regards to the limitations, there are a couple situations where you’re not going to want to be looking at isolated heat.
One of those is really large parts. If an individual part is going to take up your whole work zone, then you’re not going to be able to decrease the load size and go to continuous and match the throughput. So, very large batch applications are going to be an obstacle; large parts are one area that it’s not going to shine. We’re seeing the 36” x 36” x 48” work zone is the practical cutoff. Another is the ability to use work TCs to monitor internal temperatures of the parts. That’s possible with continuous equipment. You can do a data pack and record temperatures, but it’s certainly not as convenient. So, when it comes to R&D, validating internal temperatures, and processes that require that, that’s another hurdle and limitation of this type of system.
The footprint is another one due to a second chamber for a batch style process is probably going to be larger in the space that it occupies because you’re not getting smaller in the work zone. So, it’s a question of whether you have the floor space, and do the other benefits of that system make up for the space it’s going to take up?
Doug Glenn: Those are good caveats. How about industries that you’re seeing who really should be adopting these things that either are or ought to be?
Bryan Stern: I don’t think it’s super industry specific, but there are some processes that benefit. And just a couple would be anything with a really short cycle time, because the dead time is going to consume more of the process.
If you can eliminate that and you only need to be at temperature for a little piece of time, then getting the rest of that dead time to be in parallel with the process to increase your throughput makes you a great candidate. But on the other hand, long processes are also a good candidate. If you’re holding it at temperature for a long period of time, boosting that efficiency while you’re in temperature, and better matching a power supply to what you’re doing.
So, good candidates could have short or long cycle times, involve any processes that require tight control, or benefit from isolating them from the space. Censoring can be a good candidate for rising carbon trading, where you can now actually have a dedicated space that maybe even operates at a higher vacuum level for whatever you’re trying to do, or you’re not worried about contaminating the parts with whatever process we’re running, or you need a tight time control. So, gas processes like that.
Oil quenching is an obvious candidate because you already have two chambers most of the time and isolating it, maintaining it at temperature, and keeping it clean from any oil vapors makes it a great example.
For anything with expensive parts, you can minimize the risk by decreasing the load size instead of having a many thousand-pound load where if something goes wrong, you’ve lost it. And especially for applications where that can be a really expensive thing if something goes wrong, you’d rather have it go wrong with much less material at risk.
Doug Glenn: I would think traceability is also probably easier in one sense. With this isolated heat system; you don’t have a huge batch in there. You’re processing potentially smaller batches, and you’re able to isolate which batches are at what temperature or what kind of quench they go through. Those may be some advantages.
Bryan Stern: You had a very specific application for a client who was concerned with a lot of small parts and traceability down to each part, and we’re looking at that system. Anytime you have a high volume of work, if you’re looking at multiple batch, single-chamber batch furnaces to meet throughput, that’s one of the biggest indicators you really should probably be looking, or at least considering, these other systems. And any time you have a lot of small parts in baskets, a large single-chamber batch furnace with stacked baskets of tiny parts, you’ll probably have a lot of benefit.
Doug Glenn: I assume that if somebody is looking at purchasing multiple single-chamber furnaces, you guys would have some sort of a calculator to help them assess if it makes sense financially and process-wise to go with six batch furnaces or one continuous. Is that a safe assumption?
Bryan Stern: Yeah, that’s one of my favorite parts of the process is to take a specific application, go through and break it down, and put together that full project ROI where you’re actually starting to assemble what are we looking at for maintenance costs? What is it going to cost to operate? And now you’re starting to see at a project level, not just the upfront cost, which option is going to be best. And it is so application specific. It’s kind of neat to walk through that with a client and see what comes out the other end. Because at the end of the day, you want what the best solution is. It could be this or that. But when you can actually put that picture together for a process and assist someone with picking the best equipment for what they need for their process, that’s fun.
Doug Glenn: And just for the listener’s benefit, because we haven’t done a lot of talking about your company Gasbarre Thermal Processing Systems. You guys can provide either the isolated heat systems or, if you do the calculations on your handy dandy spreadsheet and it turns out they’re better doing the standard single chamber, you guys can do those, too. So, it’s not like you’re going to push one over the other but whatever makes sense. Right?
Bryan Stern: I see that as a huge advantage. You’re not going to get a bias of us at Gasbarre trying to push you into this because it is what we’re selling. We are able to wade through that decision with the client and help pick the equipment that’s best for them.
Doug Glenn: Helping them make a better choice, super, Bryan. Thank you.
About the Expert
Bryan Stern is the product development manager at Gasbarre Thermal Processing Systems. He has been involved in the development of vacuum furnace systems for the past 8 years and is passionate about technical education and bringing value to the end-user. Bryan holds a B.S. in Mechanical Engineering from Georgia Institute of Technology and a B.A. in Natural Science from Covenant College. In addition to being a member of ASM, ASME, and a former committee member for NFPA, Bryan is a graduate of the MTI YES program and recognized in Heat Treat Today’s40 Under 40 Class of 2020.
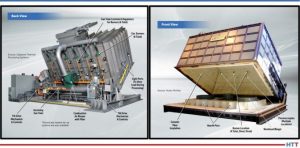
Consider the numerous systems in your heat treat operations. What makes up the anatomy of each furnace? In this "Anatomy of a Furnace" series, industry experts indicate the main features of a specific heat treatment system. For this inaugural feature, note how the schematics demonstrate how the tip-up furnace is able to process massive loads in an atmospheric sealed environment at highly controlled temperatures.
Contact us with your Reader Feedback!
Annotations for this furnace corpus were provided by Dan Herring, The Heat Treat Doctor®, The HERRING GROUP, Inc. A front view of a tip-up furnace as well as a back view of a different tip-up are provided along with the labels.
Download the full graphics by clicking the images below.
Click to download now!
This Technical Tuesday article is drawn from Heat Treat Today's February's Air & Atmosphere Furnace Systems print edition.