Heat Treat Today publishes twelve print magazines annually and included in each is a letter from the publisher, Doug Glenn. This letter is from theDecember 2025 Annual Medical & Energy Heat Treat print edition.
I believe the accurate saying is, “Don’t despise the day of small beginnings,” but I would like to modify it a bit and talk business.
The Origin of That Saying
First off, the origin of that saying is from a rather obscure Bible verse in the book of Zechariah 4, verse 10, which says, “For who has despised the day of small things? But these seven will be glad when they see the plumb line in the hand of Zerubbabel — these are the eyes of the LORD which range to and fro throughout the earth” (NASB 1995). This verse and another like it in Luke 16, verse 10, which says, “He who is faithful in a very little thing is faithful also in much; and he who is unrighteous in a very little thing is unrighteous also in much,” remind me of the importance of small beginnings.
Sharpening the Saw
In his famous book, 7 Habits of Highly Effective People, Stephen R. Covey lists “sharpening your saw” as one of the seven habits. To put it simply, this means taking regular time to rest from the day-to-day grind and make sure your systems, tools, and being are sharp and ready to perform.
To sharpen my publishing skills, I recently spent two days with a publishing industry colleague and consultant to talk about Heat TreatToday and how I, as the publisher, could be a better leader. It was a very refreshing and enjoyable time that will hopefully bear fruit in the future in the form of better content for our readers and better services for our advertisers.
Did you know…?
I learned a lot during those two days, but there were several statistics that my publisher friend mentioned which captured my attention. Did you know:
Roughly 90% of all businesses in the United States have fewer than 20 employees.
Roughly 75% of all businesses in the United States have fewer than 10 employees.
Talk about small things! I was quite surprised by these numbers. And if you go to the source (Small Business & Entrepreneurship Council 2025), you’ll see that these percentages jump even higher if you include non-employer businesses, meaning companies with only ONE person:
Only 9% of small businesses in the United States have revenues exceeding $1 million (Entrepreneurs HQ 2025).
Only about 2% of all the individuals that start a business, the founders, even make it to the point where their revenues exceed $10 million (Vetter 2019).
Start Small
If you’re one of those individuals who has entertained the idea of starting your own company but have not yet pulled the trigger, let me encourage you to get started. The publication you are reading was started in the evening hours during the fall/winter of 2015 and launched publicly in the beginning of June 2016. To say the least, it was a SMALL business. I remember being so excited when I brought the mail home and showed my wife that my good friends at Dry Coolers (and others) had sent me a $500 check for an ad that they had placed on our newly launched website. It was a thrill and very satisfying.
Get out there and start. Don’t despise the day of small beginnings. Start small and work hard.
References
Covey, Stephen R. 1989. The 7 Habits of Highly Effective People: Powerful Lessons in Personal Change. New York: Free Press.
We all know that cooling off the right way matters. Your friend may be hot, but dumping a bucket of ice on them just might cause your friendship to crack. The same applies to heat treating. The methods and modes of cooling operations can make or break our bank and equipment.
Heat TreatToday has coalesced technical information across articles and podcast episodes from key experts, including a case study comparing the efficiency of different cooling technologies, a Heat Treat Radioepisode full of purchasing guidance and the updates on the latest technologies, and finally a helpful comparative of cooling systems for the automotive industry.
Discover more about these three topics in today’s Technical Tuesday original content feature.
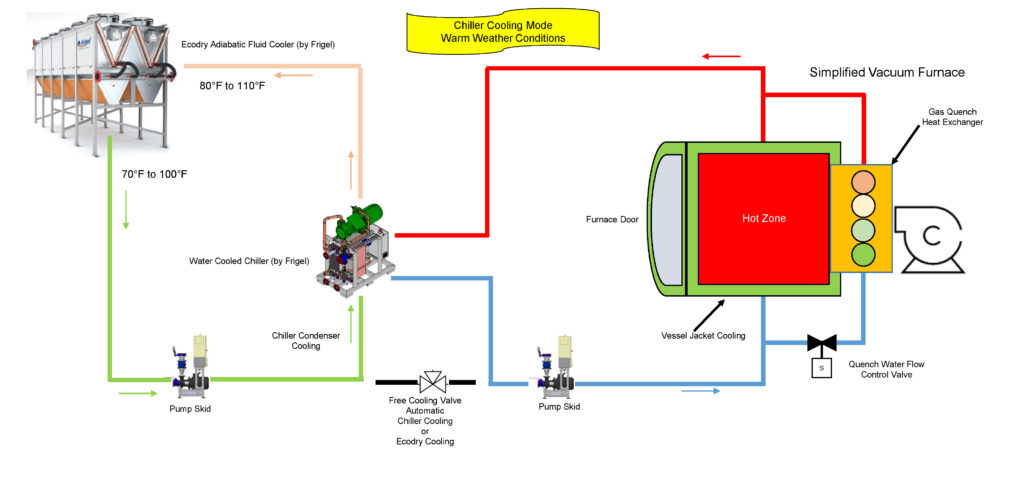
Intelligent Cooling System Improves Operations for Alloy Manufacturer: A Case Study
There’s only one constant about technology: It’s always evolving — revealing new innovations and opportunities. And as these new technologies come to light, heat treating operations have new opportunities to reduce cost, increase efficiency, and ensure consistent, optimized part quality, regardless of the job parameters. With the introduction of new process cooling technologies to the heat treating market, previously unexplored systems become viable solutions for unanswered operating challenges. Gary Burdardt, market development manager with Frigel North America, authored a case study to explore new technologies in cooling operations.
“Located on the East Coast, the manufacturer needed to find an alternative process cooling solution for its vacuum furnace cooling operation. It had been using air-cooled chillers, but the costs of continuous operation were too high. Operating as a batch furnace, the heat load of this particular application was specified to be approximately 200 tons, and process cooling water temperature, which was specified at 70°F, presented a significant challenge.”
Heat Treat Radio #100: Cooling Off the Heat (Treat)!
Keeping your heat treat equipment cool is as critical as it is an oxymoron. If you have old cooling systems or are looking to purchase new ones, hear from Matt Reed, director of Sales and Technologies at Dry Coolers, as he shares purchasing considerations, maintenance, and latest technologies with Heat TreatRadio host, Doug Glenn. Learn about the importance of flow, sediment build up, hot spots, and more!
“Vacuum furnaces, around the 1960s and 1970s, when they were being developed, focused on heat treating materials. Cooling is required because you’ve got these inner walled jackets in the furnace, jackets in the heads, you’ve got diffusion pumps, mechanical pumps — all these ancillary pieces of equipment that require cooling. Originally, you could use city water and flow city water right through the furnace. Customers soon find out that that’s a lot of water consumption, so the next step was to look at an evaporative cooling tower. You start recirculating evaporative cooling tower water directly through the furnaces.”
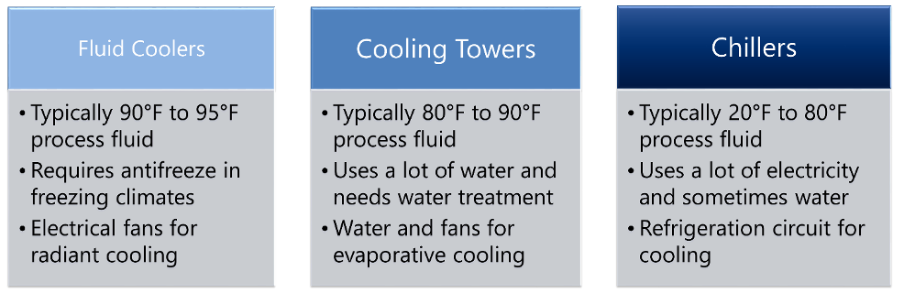
Deciding on a process cooling system for your automotive heat treat requires intentional consideration. In this article Bob Smith, director of product management at Thermal Care, offers practical and valuable guidance on three options: fluid coolers, cooling towers, and chillers.
“When considering which type of process fluid cooling system is best for your automotive heat treat application, it is important to determine the process fluid medium, desired temperature, and the significance of operating cost versus initial investment. There are often multiple solutions to a process cooling application, and the following is intended to provide a basic outline of the types of systems available and where they are best used.”
One of the great benefits of a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat TreatToday’s101 Heat TreatTipsis another opportunity to learn the tips, tricks, and hacks shared by some of the industry’s foremost experts.
Today’s tips are the 1 – 2 – 3! They come to us from Dry Coolers with a word on cooling system growth capability; Bloom Engineering Company Inc. on the importance of careful spending; and Rick Kaletsky, Safety Consultant about clear content labeling.
Heat TreatTip #1
Buy a Cooling System Capable of Growth
Plan for future growth. It is more cost effective to provide additional capacity while equipment is being installed. Simple planning for the addition of future pumps (e.g. providing extra valved ports on tanks) and space for heat transfer equipment (e.g. pouring a larger pad or adding extra piers) can save considerable money down the road with little upfront expenditure. Consider installing one size larger piping for the main distribution supply and return; if this is not possible, make sure you can add an additional piping run on the hangers you will install now. Above all, be sure to include all necessary drains, vents, isolation valves, and plenty of instrumentation. These items are critical aids in maintenance, troubleshooting, and future system expansion. (Dry Coolers)
Thinking about future growth will help you choose the right cooling system.
Heat TreatTip #2
Never Go Cheap on These Two Things
There are 2 things in life you should never go cheap on: Toilet paper and combustion equipment! When upgrading or looking at new systems, spend the money to do it right. Designing on the cheap will only lead to operational and maintenance headaches. And trying to reuse the ancient artifacts when upgrading just to save a buck will cost you 10x that down the road. You don’t have to break your budget to do a quality job! (Bloom Engineering Co. Inc.)
Heat TreatTip #3
Container Clarity Counts!
Assure that container label wording (specifically for identifying chemical contents) matches the corresponding safety data sheets (SDS). Obvious? I have seen situations where the label wording was legible and accurate and there was a matching safety data sheet for the contents, but there was still a problem. The SDS could not be readily located, as it was filed under a chemical synonym, or it was filed under a chemical name, whereas the container displayed a brand name. A few companies label each container with (for instance) a bold number that is set within a large, colored dot. The number refers to the exact corresponding SDS. (Rick Kaletsky, Safety Consultant)
Unclear labeling of chemical materials creates a hazardous situation.
Heat Treat 2019 was just a month ago, and one of the great benefits of gathering with a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat TreatToday’s101 Heat TreatTips is another opportunity to learn the tips, tricks, and hacks shared by some of the industry’s foremost experts.
Today’s Technical Tuesday features tips from Grammer Vacuum Technologies covering Vacuum Furnace and Cooilng.
If you have a heat treat-related tip that would benefit your industry colleagues, you can submit your tip(s) to doug@heattreattoday.com or editor@heattreattoday.com.
Heat TreatTip #59
Oxygen Contamination Sources
A common source of oxygen contamination to vacuum furnace systems is in the inert gas delivery system. After installation of the delivery lines, as a minimum, the lines should be pressurized and then soap-bubble tested for leaks. But even better for critical applications is to attach a vacuum pump and helium leak detector to these lines with all valves securely closed, pull a good vacuum, and helium leak check the delivery line system. Helium is a much smaller molecule than oxygen and a helium-tight line is an air-tight line. Also, NEVER use quick disconnect fittings on your inert gas delivery system to pull off inert gas for other applications unless you first install tight shut-off valves before the quick disconnect. When the quick disconnect is not in use, these valves should be kept closed at all times. (Though the line is under pressure, when you open a back-fill valve to a large chamber, the line can briefly go negative pressure and pull in air through a one-way sealing quick disconnect valve.)
Air-cooled vacuum furnace cooling system (from Dry Coolers)
Heat TreatTip #80
Closed-Loop Water Cooling Systems
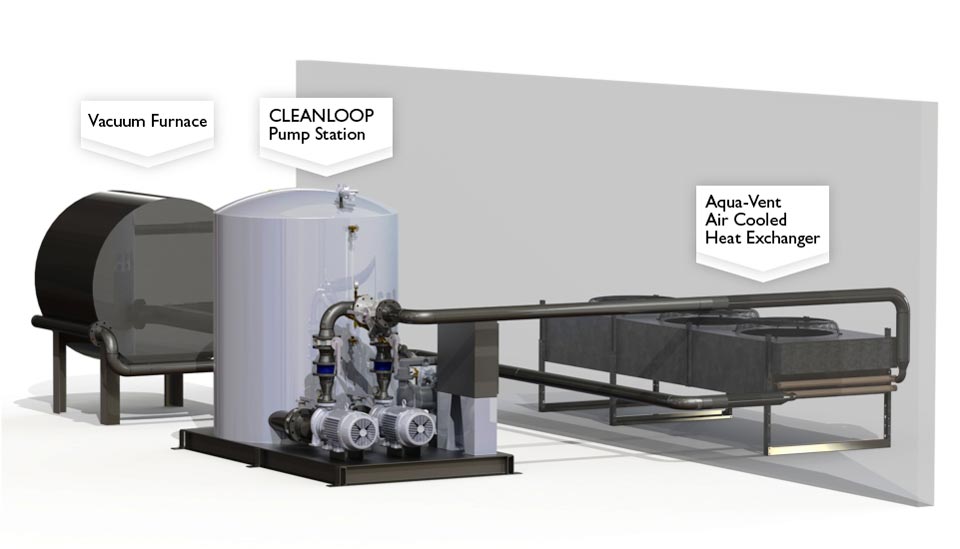
Modern water cooling systems for vacuum furnaces are typically closed-loop. (By this we mean that air never comes in contact with the water that goes through your vacuum furnace. The expansion tank would be pressurized with dry nitrogen, in this case, to prevent oxygen pick-up by the water.) Sometimes after maintenance work, the expansion tank or sump is left open to air. As a result, air/oxygen, dirt, and organic materials can get into the water system and eventually cause both corrosion and plugging of your chamber. A plugged chamber can overheat and explode or implode causing serious injury or death. Replacement chambers are very expensive. A recirculating water system that allows air to contact the water entering your furnace can dramatically decrease the life of your vacuum chamber.
Heat TreatTip #89
Lanthanated Moly Alloy Strip Increases Element Longevity
Moly and TZM moly grids can double or triple vacuum furnace throughput by using a two-tier or three-tier fixture to utilize unused work zone space.
Pure molybdenum vacuum furnace heating elements distort with time in service due to growth and contraction during thermal cycling. You can often see this distortion beginning just a month or two into service of new elements. Eventually, these will contact either the insulation/shield wall— or worse yet, your parts—and cause electrical arcing. So they need to be replaced before this happens. By making a direct replacement of these pure moly strips with a lanthanated moly alloy strip, the life of the elements can be significantly increased. We have seen a rough doubling of the element life by making this change. Many new OEM vacuum furnaces are now supplied with lanthanated elements at the start. OEM and aftermarket hot zone re-builders are frequently making this change as well to get longer life out of their hot zone elements.
Heat TreatTip #101
TZM Moly Alloy for Structural Vacuum Furnace Components
For over 30 years, there has been a molybdenum alloy called TZM (Moly-0.5%Ti-0.1%Zr) which is far superior to pure molybdenum in vacuum furnace structural applications. TZM is slightly more expensive than pure moly, so OEM furnace companies use pure moly to keep their costs down for competitive reasons. But they could be offering it as an option for their buyers. Pure molybdenum metal undergoes recrystallization at temperatures as low as 2000°F. The recrystallized structure is very brittle at the grain boundaries, resulting in a structural component that also is very brittle. If you have a vacuum furnace with moly components, you have undoubtedly seen this with older parts. TZM alloy, however, does not recrystallize until around 2500°F, and even then it does not exhibit the brittle behavior of pure moly, because the recrystallized grain size is still very fine. TZM is also stronger than pure moly, as much as 3 to 4 times the strength at temperatures above 2000°F. For a 10-15% premium in cost, you can dramatically extend the life of your moly structural components in your furnaces.
Heat Treat 2019 is coming, and one of the great benefits of gathering with a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat Treat Today’s101 Heat TreatTips is another opportunity to learn the tips, tricks, and hacks shared by some of the industry’s foremost experts.
Today’s Technical Tuesday features 10 Tips from a variety of categories, including SCR Power Controls (56), Cooling Systems (64), Combustion (66, 101), Induction Heat Treating (71), Thermocouples (79), AMS2750 (86), Vacuum Furnaces (92), and Miscellaneous (41, 87). These tips come from the 2018 list of 101 Heat TreatTips published in the FNA 2018 Special Print Edition. This special edition is available in a digital format here.
If you have a heat treat-related tip that would benefit your industry colleagues, you can submit your tip(s) to doug@heattreattoday.com or editor@heattreattoday.com—or stop by to see us at Booth #2123 in Detroit!
Heat TreatTip #41
Discolored Part—Who’s to Blame?
If your parts are coming out of the quench oil with discoloration and you are unsure if it is from the prewash, furnace, or oil quench, you can rule out the quench if the discoloration cannot be rubbed off. Check this before the part is post-washed and tempered.
Other possible causes:
Can be burnt oils as parts go through the quench door flame screen
Poor prewash
Furnace atmosphere inlet (particularly if it is drip methanol)
When we buy a pint of beer we don’t expect the head (or foam) to be ½ the glass. We can get this situation when we pay for our plant’s electricity; we pay for both the working power that drives the process (analogy: beer) and reactive power that doesn’t directly drive the process (analogy: foam/head). The lower the Power Factor the worse this situation. The latest SCR devices can help combat this while maintaining precise control and reducing overall peak load demands (using flexible firing methods).
Plan for future growth. It is more cost-effective to provide additional capacity while equipment is being installed. Simple planning for the addition of future pumps (e.g. providing extra valved ports on tanks) and space for heat transfer equipment (e.g. pouring a larger pad or adding extra piers) can save considerable money down the road with little upfront expenditure. Consider installing one size larger piping for the main distribution supply and return. If this is not possible make sure you can add an additional piping run on the hangers you will install now.
Above all, be sure to include all necessary drains, vents, isolation valves, and plenty of instrumentation. These items are critical aids in maintenance and troubleshooting and future system expansion.
Don’t neglect burner tuning—a 1% reduction in excess O2 in the flue products can save you $1,000.00/year on your IQ batch or $2,000.00/year on a 2000-pound/hour continuous furnace—not to mention consistent temp uniformity, better heat-up rates. Pretty good payback for a couple of hours’ work.
Tube & Pipe Heat Treatment Is Different Than Solid Cylinder Heat Treating
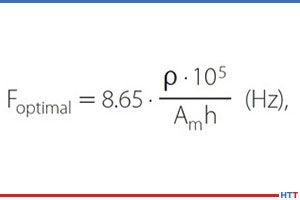
Induction heating of tubes and pipes is somewhat different from the heating of solid cylinders. There is a difference in the frequency selection that would maximize energy efficiency for heating tubular products as compared to solid cylinders. In tube and pipe heating, the frequency, which corresponds to maximum coil efficiency, is typically shifted toward lower frequencies providing larger current penetration depth than the tube wall thickness (except for heating of tubes with electromagnetically small diameters). This condition can produce an improvement in electrical efficiency of 10–16 % and even higher. One simplified formula that is used in industry for rough estimate of the electrically efficient frequency is shown in the image, where:
ρ – electrical resistivity of heated metal (Ω*m)
Am = average diameter; Am = (Tube O.D. – h) (m)
h = wall thickness (m)
In cases when induction heaters cannot be considered to be electromagnetically long coils, the values of the optimum frequency will be higher than the values suggested according to formula, and computer modeling can help determining its exact value.
Place a yearly blanket order for your SAT probes and ask that they are made from the same coil. This will give you the same correction factors and temperature tolerances.
This standard is gold and unfortunately has a bad rap today because companies feel it’s just added cost into the process. Today’s technology means you can afford AMS2750E compliant controllers and digital recorders for only a few hundred dollars above a standard offer. This investment will be paid back many times over due to the longer lifetime expected with a quality instrument as well as the quality benefits from better drift performance between calibration intervals, redundant recording (in case of record loss), and overall accurate temperature control, leading to less rejects and reduced rework.
When trying to determine a materials response to heat treatment, it is important to understand its form (e.g., bar, plate, wire, forging, etc.), prior treatments (e.g. mill anneal, mill normalize), chemical composition, grain size, hardenability, and perhaps even the mechanical properties of the heat of steel from which production parts will be manufactured. The material certification sheet supplies this basic information, and it is important to know what these documents are and how to interpret them.
Certain alloying elements have a strong influence on both the response to heat treatment and the ability of the product to perform its intended function. For example, boron in a composition range of 0.0005% to 0.003% is a common addition to fastener steels. It is extremely effective as a hardening agent and impacts hardenability. It does not adversely affect the formability or machinability. Boron permits the use of lower carbon content steels with improved formability and machinability.
During the steelmaking process, failure to tie up the free nitrogen results in the formation of boron nitrides that will prevent the boron from being available for hardening. Titanium and/or aluminum are added for this purpose. It is important, therefore, that the mill carefully controls the titanium/nitrogen ratio. Both titanium and aluminum tend to reduce machinability of the steel, however, the formability typically improves. Boron content in excess of 0.003% has a detrimental effect on impact strength due to grain boundary precipitation.
Since the material certification sheets are based on the entire heat of steel, it is always useful to have an outside laboratory do a full material chemistry (including trace elements) on your incoming raw material. For example, certain trace elements (e.g. titanium, niobium, and aluminum) may retard carburization. In addition, mount and look at the microstructure of the incoming raw material as an indicator of potential heat treat problems.
When loading parts, carefully place the workload on the center of the hearth (front-to-back and side-to-side). Make sure it is stable and no part of the load is close to or touching the heating elements. This can create arcing and damage your parts. Tip: Once the load is in place, mark the hearth posts with a hacksaw to quickly find the front and back measurements each time.
Perfect combustion is based upon the concept of neither excess oxygen or a deficiency of oxygen in the combustion process. This is known as stoichiometric or theoretical combustion. Why is this considered as theoretical and not possible under normal field conditions? Consider the factors that can affect your combustion process: temperature of air or gas, pressure fluctuations, gas composition or supply changes, operating conditions, etc. Therefore theoretical combustion is just that: perfect combustion is only possible in a lab setting. Burner adjustment and calibration normally maintains a minimum of 10% excess air to compensate for these variables and avoid operating gas-rich with high levels of CO in the combustion process.
During the day-to-day operation of heat treat departments, many habits are formed and procedures followed that sometimes are done simply because that’s the way they’ve always been done. One of the great benefits of having a community of heat treaters is to challenge those habits and look at new ways of doing things. Heat TreatToday‘s 101 Heat TreatTips, tips and tricks that come from some of the industry’s foremost experts, were initially published in the FNA 2018 Special Print Edition, as a way to make the benefits of that community available to as many people as possible. This special edition is available in a digital format here.
Today, we offer one of the tips published under the Cooling Systems category.
Cooling Systems
Heat TreatTip #10
How to Keep Your Cooling System Up and Running
Most cooling system failures are not catastrophic, merely expensive and disruptive. The most common problem is fouling — accumulated dirt, debris, products of corrosion, mineral scale, and bio-films that coat heat transfer surfaces.
Buy equipment that is easy to clean and easy to maintain.
Install filtration equipment to keep systems clean and that help in monitoring for excessive build-up.
Use closed-loop systems for furnace equipment—keep the system sealed, clean, and oxygen-free to control corrosion and fouling.
Install redundant systems—especially pumps, fans, and filters.
Have a backup source of water in the event of power failure (e.g., fuel-fired pumps, municipal water, or electric generator).
“Just like your plant electrical system, telecommunications equipment, or data network infrastructure, a process cooling water failure can shut down a facility and may even involve safety issues. Let’s outline some of the steps you can take to minimize downtime.”













 Discolored Part—Who’s to Blame?
Discolored Part—Who’s to Blame?
 AMS2750 Is Golden
AMS2750 Is Golden