Heat Treat 2019 was just a month ago, and one of the great benefits of gathering with a community of heat treaters is  the opportunity to challenge old habits and look at new ways of doing things. Heat Treat Today’s 101 Heat Treat Tips is another opportunity to learn the tips, tricks, and hacks shared by some of the industry’s foremost experts.
the opportunity to challenge old habits and look at new ways of doing things. Heat Treat Today’s 101 Heat Treat Tips is another opportunity to learn the tips, tricks, and hacks shared by some of the industry’s foremost experts.
For Heat Treat Today’s latest round of 101 Heat Treat Tips, click here for the digital edition of the 2019 Heat Treat Today fall issue (also featuring the popular 40 Under 40).
Today’s Technical Tuesday features tips from Grammer Vacuum Technologies covering Vacuum Furnace and Cooilng.
Heat Treat Tip #59
Oxygen Contamination Sources
A common source of oxygen contamination to vacuum furnace systems is in the inert gas delivery system. After installation of the delivery lines, as a minimum, the lines should be pressurized and then soap-bubble tested for leaks. But even better for critical applications is to attach a vacuum pump and helium leak detector to these lines with all valves securely closed, pull a good vacuum, and helium leak check the delivery line system. Helium is a much smaller molecule than oxygen and a helium-tight line is an air-tight line. Also, NEVER use quick disconnect fittings on your inert gas delivery system to pull off inert gas for other applications unless you first install tight shut-off valves before the quick disconnect. When the quick disconnect is not in use, these valves should be kept closed at all times. (Though the line is under pressure, when you open a back-fill valve to a large chamber, the line can briefly go negative pressure and pull in air through a one-way sealing quick disconnect valve.)
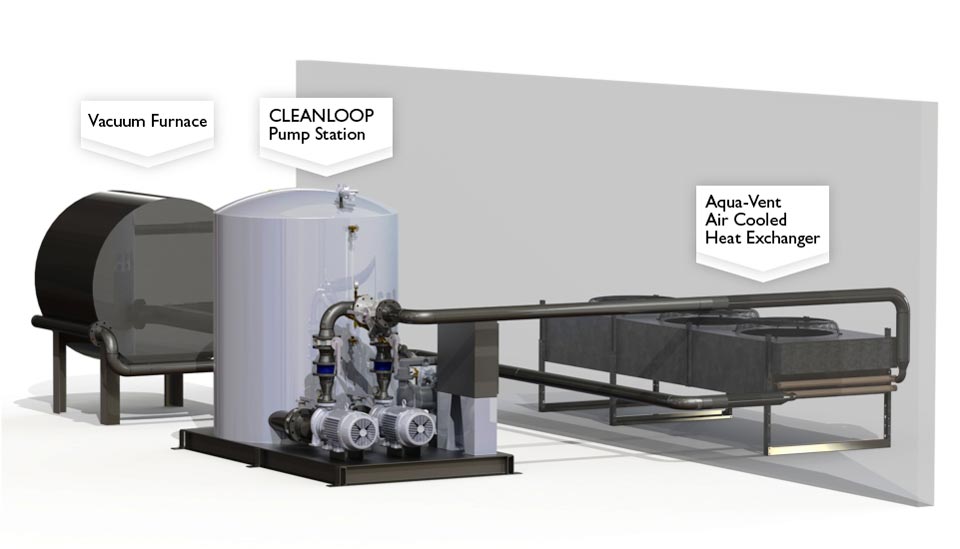
Air-cooled vacuum furnace cooling system (from Dry Coolers)
Heat Treat Tip #80
Closed-Loop Water Cooling Systems
Modern water cooling systems for vacuum furnaces are typically closed-loop. (By this we mean that air never comes in contact with the water that goes through your vacuum furnace. The expansion tank would be pressurized with dry nitrogen, in this case, to prevent oxygen pick-up by the water.) Sometimes after maintenance work, the expansion tank or sump is left open to air. As a result, air/oxygen, dirt, and organic materials can get into the water system and eventually cause both corrosion and plugging of your chamber. A plugged chamber can overheat and explode or implode causing serious injury or death. Replacement chambers are very expensive. A recirculating water system that allows air to contact the water entering your furnace can dramatically decrease the life of your vacuum chamber.
Heat Treat Tip #89
Lanthanated Moly Alloy Strip Increases Element Longevity

Pure molybdenum vacuum furnace heating elements distort with time in service due to growth and contraction during thermal cycling. You can often see this distortion beginning just a month or two into service of new elements. Eventually, these will contact either the insulation/shield wall— or worse yet, your parts—and cause electrical arcing. So they need to be replaced before this happens. By making a direct replacement of these pure moly strips with a lanthanated moly alloy strip, the life of the elements can be significantly increased. We have seen a rough doubling of the element life by making this change. Many new OEM vacuum furnaces are now supplied with lanthanated elements at the start. OEM and aftermarket hot zone re-builders are frequently making this change as well to get longer life out of their hot zone elements.
Heat Treat Tip #101
TZM Moly Alloy for Structural Vacuum Furnace Components
For over 30 years, there has been a molybdenum alloy called TZM (Moly-0.5%Ti-0.1%Zr) which is far superior to pure molybdenum in vacuum furnace structural applications. TZM is slightly more expensive than pure moly, so OEM furnace companies use pure moly to keep their costs down for competitive reasons. But they could be offering it as an option for their buyers. Pure molybdenum metal undergoes recrystallization at temperatures as low as 2000°F. The recrystallized structure is very brittle at the grain boundaries, resulting in a structural component that also is very brittle. If you have a vacuum furnace with moly components, you have undoubtedly seen this with older parts. TZM alloy, however, does not recrystallize until around 2500°F, and even then it does not exhibit the brittle behavior of pure moly, because the recrystallized grain size is still very fine. TZM is also stronger than pure moly, as much as 3 to 4 times the strength at temperatures above 2000°F. For a 10-15% premium in cost, you can dramatically extend the life of your moly structural components in your furnaces.