Signature Vacuum Systems, a small manufacturer of vacuum furnace equipment, recently implemented an Employee Ownership Trust (EOT), placing partial ownership of the company into a trust that benefits its employees. The transition reflects a growing interest among small- to mid-sized manufacturing companies in alternatives to traditional ownership succession — particularly as many in the industry face workforce turnover and the challenge of preserving decades of accumulated knowledge.
While EOTs are still relatively new in the United States, the structure has gained traction as a way to align long-term business stability with employee engagement. For Signature, the decision was rooted in both legacy and practicality, maintaining a close-knit culture while positioning the company for future growth.
To better understand the decision and what it means moving forward, Heat TreatToday compiled key insights from the company’s announcement.
How did Signature Vacuum Systems get its start?
Co-founders Tim Horning (left) and Greg Kimble (right) | Image Credit: Signature Vacuum Systems
Signature Vacuum Systems traces its origins to a long-standing partnership between co-founders Greg Kimble and Tim Horning, who first met in 1978. The company was incorporated in 2002, with its earliest orders fulfilled out of a kitchen and a basement. Today, the company employs 15 people, and has furnaces installed as far away as Japan.
What type of vacuum furnace systems and thermal processing applications does Signature support?
Signature manufactures industrial furnaces for thermal processing applications in the metals and ceramics industries. Standard products include furnaces for processes such as brazing, sintering, and heat treating, and custom-engineered products ranging from steam-heated ovens to high-temperature ceramic sintering furnaces.
Vacuum brazing furnace | Image Credit: Signature Vacuum Systems
What factors influenced the decision to pursue employee ownership?
“We explored a couple of avenues with some folks that were interested in buying the company. But ultimately, we wanted to continue our legacy and keep our team employed here. We’ve developed a real family-like environment over the years, and we care about our people and their wellbeing,” says Greg Kimble.
Why is maintaining company culture an important consideration in this transition?
For smaller, specialized manufacturers, particularly in the heat treat and thermal processing space, culture and technical knowledge are closely intertwined. Maintaining that continuity can be just as important as financial outcomes, especially as experienced workers retire and industry knowledge becomes harder to replace.
What made an Employee Ownership Trust (EOT) the right fit?
“We chose the EOT structure for a couple different reasons. We liked the ease of structure of an EOT, as well as being able to modify aspects as necessary down the road. We’re also a smaller company, and the cost of an EOT was much more feasible for our size and revenue,” said Heather Bell, operations manager at Signature Vacuum Systems.
What is an EOT, and how does it function?
An Employee Ownership Trust is a structure in which a trust holds shares of a company on behalf of employees. Owners can sell stock shares to the trust and typically be paid over time. These shares then give employees some governance of the company. Eligible employees in the trust will participate in profit sharing, which enables employees to share in the company’s success. While widely used in the United Kingdom, the model is still emerging in the United States.
How might this transition affect employee engagement?
“I’m greatly looking forward to higher engagement from all our employees. They have so much to offer and valuable suggestions to give, but they didn’t always have an avenue in the past to make them heard as easily,” said Heather Bell.
How does this approach relate to broader workforce trends in manufacturing?
Ownership transitions like this are increasingly tied to industry-wide concerns about workforce retention and knowledge transfer. In technical fields like heat treating and furnace manufacturing where expertise is built over decades, models that encourage long-term employee investment can help maintain both capability and continuity.
What support was involved in executing the transition?
The company worked with Common Trust, along with advisors including JHP Advisors and the Strategic Early Warning Network (SEWN), to structure and implement the Employee Ownership Trust.
What does this transition signal for the company’s future?
The move positions Signature to grow from a place of stability, maintaining leadership continuity while creating opportunities for increased employee participation and long-term alignment.
What perspective do company leaders offer to others considering this model?
“I would suggest it to other business owners. I think it’s a great option to have,” said Greg Kimble. Heather Bell adds, “it’s well worth it. We feel that we’ve paved the way for the future of both the company and our employees.”
Press release is available in its original form here.
Para las operaciones de tratamiento térmico internas (in house), el objetivo principal es producir un producto confiable con un desempeño consistente en servicio. Sin embargo, la cadena de suministro y los procesos especializados pueden generar factores que comprometen la consistencia. En este artículo, Heat TreatTodaydestaca la importancia de contar con material base consistente para el tratamiento térmico por inducción interno de National Steel Rule, y cómo se puede implementar el proceso esencial de descarburización controlada en la planta proveedora de acero.
Este artículo informativo se publicó por primera vez enHeat Treat Today’sApril 2026 Annual Induction Heating & Melting print edition. Traducido por Ana Laura Hernández Sustaita.
La empresa National Steel Rule produce reglas de corte rotativas para la industria del cartón corrugado. Ubicada en Linden, Nueva Jersey, la empresa suministra productos a las industrias de troquelado a nivel mundial. La compañía ha establecido altos estándares de abastecimiento, investigación y pruebas de material para sus reglas de corte, además de contar con un completo laboratorio con equipos de troquelado rotativo y plano.
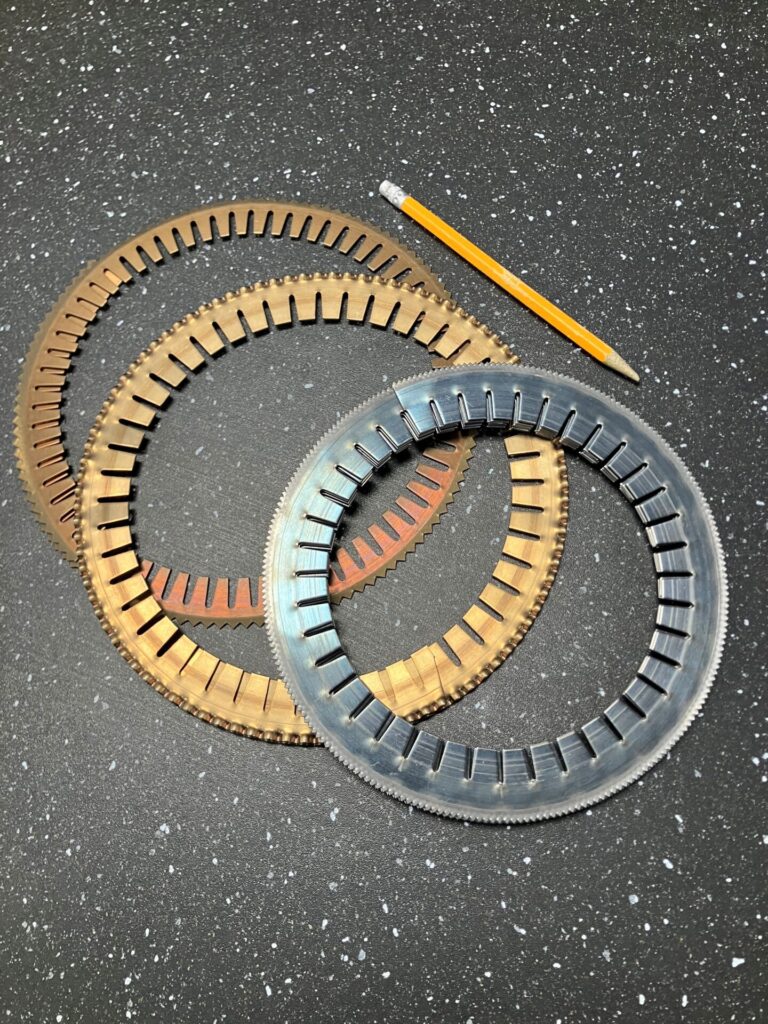
Su regla de acero se adquiere de una planta proveedora de acero que realiza una descarburización controlada en todo el material. Cuando National recibe el material, procesa el acero para generar los dientes, empleando endurecimiento por inducción como parte del proceso (ver la imagen principal al inicio de este artículo). La regla de corte terminada se vende posteriormente a fabricantes de troqueles de regla de acero, quienes montan estas cuchillas junto con una goma de expulsión sobre tableros de madera cortados con láser. El fabricante debe asegurarse de que las cuchillas de las reglas estén libres de defectos, ya que incluso grietas microscópicas se abrirán durante el troquelado.
Figura 1. Regla de acero doblada de diámetro pequeño | Crédito de la imagen: National Steel Rule
Las cuchillas rotativas y otros productos de National dependen de la compra de acero descarburizado. “La flexibilidad y la conformabilidad son fundamentales”, afirma Ed Mucci, presidente de la empresa, y Alexander Heucke, ingeniero en jefe. La regla de corte debe doblarse para formar una cuchilla circular; durante el servicio, la cuchilla rota para cortar el material corrugado. La geometría de la curvatura puede ser extrema, llegando a doblarse hasta un diámetro interior de 7 pulgadas. Por lo tanto, la compra de acero descarburizado es crítica para el negocio del fabricante. Actualmente, National obtiene el material a nivel internacional. Mucci explica: “Los fabricantes no utilizan grandes cantidades de acero descarburizado, lo que dificulta su abastecimiento, al menos a nivel nacional”.
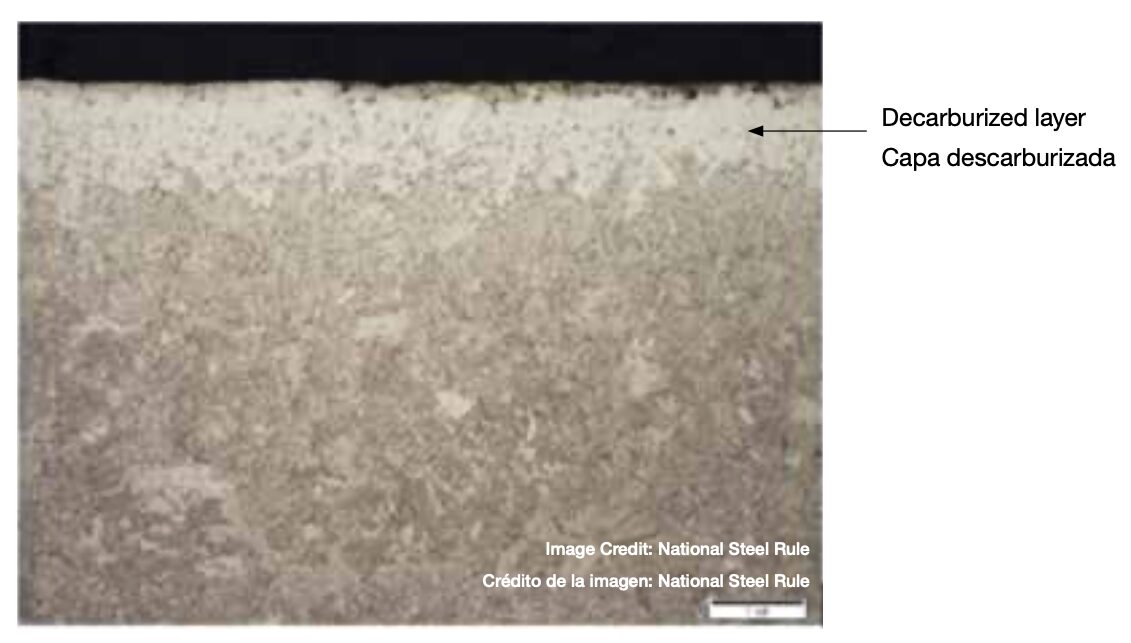
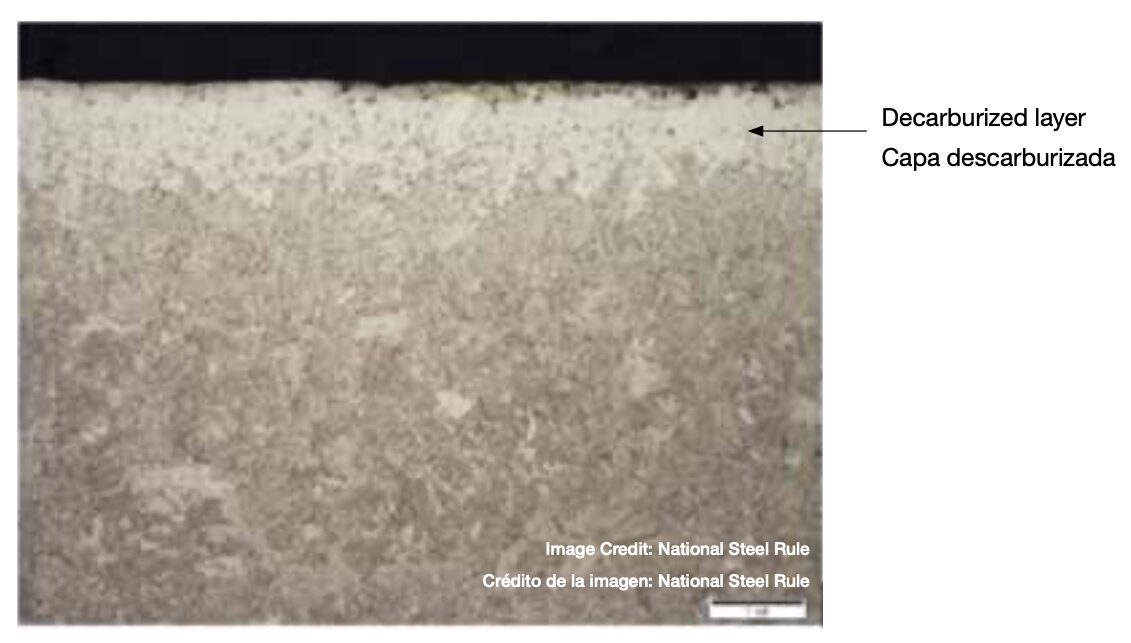
El material para las reglas rotativas suele ser acero al carbono C36 (SAE 1036) a C50 (SAE 1050) con un rango de dureza de 32–34 HRC. Mucci y Heucke señalan que el acero que utilizan presenta una capa de descarburización total de 0.0005” de profundidad, con una descarburización parcial adicional de al menos 0.0005”–0.00075”. Esto garantiza que cuando una regla se dobla, la superficie se elongue en lugar de agrietarse. Doblar la regla es, en sí mismo, una prueba para comprobar si se ha descarburado correctamente, y las pruebas metalúrgicas sirven como verificación de control de calidad para garantizar que los proveedores estén produciendo los niveles adecuados de descarburización.
Endurecimiento Preciso por Inducción de los Dientes
Si bien el doblado es esencial para formar la curvatura apropiada, los dientes deben ser resistentes al desgaste y la rotura. La regla de corte rotativa de National tiene una expectativa de desempeño de al menos 750,000 impresiones en papel, que es en sí mismo un material altamente abrasivo. Para lograrlo, las operaciones de tratamiento térmico internas endurecen por inducción el borde de la regla, garantizando una larga vida útil del troquel.
Existen dos métodos usados para endurecer los dientes. El método principal es maquinar el perfil de la tira de acero y posteriormente endurecer por inducción el borde. Posteriormente los dientes son rectificados. “Esto nos da un mejor control sobre la profundidad de endurecimiento”, comenta Mucci y Heuke. El segundo método consiste en endurecer por inducción después de rectificar los dientes. “Debemos asegurarnos de que el endurecimiento de los dientes no sea muy profundo, ya que esto puede afectar la capacidad de doblado”. El endurecimiento por inducción implica ciclos muy cortos, y por lo tanto requiere un control minucioso del proceso para garantizar resultados consistentes. Entre los métodos de control del proceso se utilizan crayones indicadores de temperatura, que se funden a una temperatura específica. También se realizan pruebas de dureza.
Figura 2. Detalle de la capa descarburizada | Crédito de la imagen: National Steel Rule
Revisitando la Descarburización
“Generalmente se intenta prevenir la descarburización o incluso agregar carbono a la superficie”, comenta Mark Hemsath, consultor ejecutivo en WINGENS CONSULTANTS y reconocido experto e innovador en la industria del tratamiento térmico. “La descarburización a menudo ocurre accidentalmente en sistemas de recocido mal diseñados, especialmente en hornos de tratamiento continuo.”
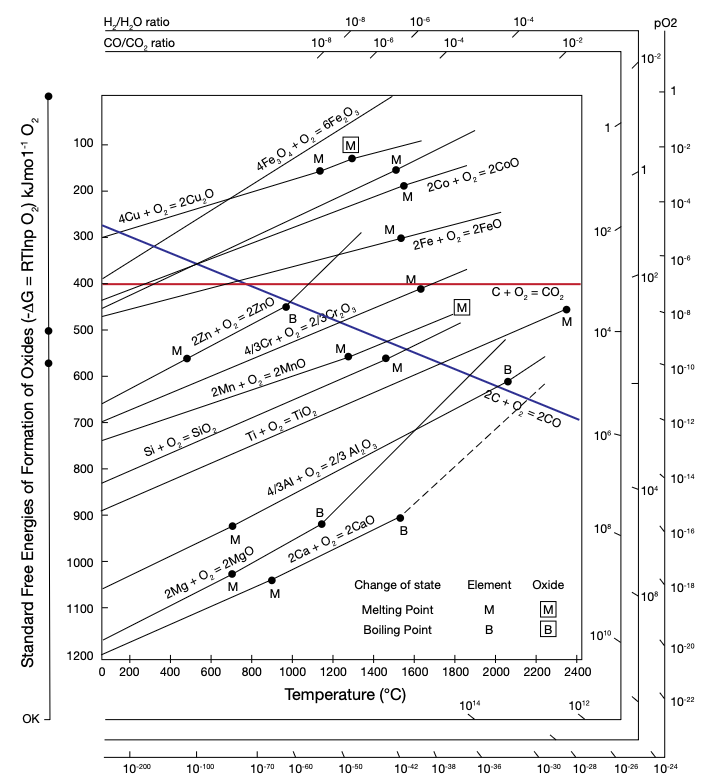
Figura 3. Diagrama de Ellingham que muestra la relación hidrógeno-vapor de agua, clave para una descarburización controlada exitosa. Figura 4. Horno típico de recocido tipo campana. | Crédito de la imagen: RAD-CON
El oxígeno en forma de aire o de vapor es la clave del proceso de descarburización. Menor porcentaje de carbono en la superficie indica un acero más blando y maleable, y si bien el arte de un proceso de descarburización controlada es bien conocido, puede resultar un desafío. El proceso de descarburización suele realizarse por debajo de 1500°F (815°C). “El método preferido es usar vapor de agua o vapor como fuente de oxígeno”, señala Hemsath. Esto se basa en la estabilidad de la relación hidrógeno-vapor de agua (H2/H2O) derivada del diagrama de Ellingham. Estas relaciones H2/H2O indican las propiedades no oxidantes de la mezcla gaseosa, lo que permite que actúe como agente reductor de carbono en la atmósfera del horno. La mayoría de las empresas fabricantes de hornos pueden proporcionar el equipo necesario y personalizar las dimensiones para hacerlos adecuados para este proceso especial. Estos hornos suelen ser de tipo campana o tipo foso con retorta.
Dos Métodos para Controlar la Descarburización
Existen dos formas de realizar intencionalmente un proceso de descarburización. La primera consiste en descarburar todo el producto. En este método, la descarburización se aplica de manera uniforme en toda la superficie de la lámina o bobina. “Este acero laminado en frío generalmente con menor contenido de carbono, se utiliza en electrodomésticos que requieren una buena adherencia del esmalte”, explica Hemsath. Empresas como U.S. Steel y AK Steel (ahora parte de Cleveland-Cliffs) han utilizado esta forma de descarburización controlada.
Otra forma es la descarburización selectiva en la superficie. Hemsath explica: “Si la descarburización solo se requiere en los bordes, se podrían mantener las bobinas enrolladas firmemente, por lo tanto, la descarburización afectaría principalmente a los bordes. Se produciría una pérdida de carbono que disminuiría hacia el centro de las superficies enrolladas”.
Conclusión
“El acero descarburizado tiene mucha demanda, ya que la mayoría de las industrias buscan endurecer y templar los aceros que utilizan”, indica Mucci. De hecho, la prevención de la descarburización del acero es más común y suele destacar en ferias industriales, presentaciones técnicas y publicaciones de procesamiento térmico. Sin embargo, existen productos que dependen de la descarburización intencional para funcionar correctamente.
La descarburización controlada en la planta proveedora de acero presenta desafíos, en parte porque lograr una descarburización exitosa y consistente no suele ser económicamente viable para el mercado norteamericano de tratamiento térmico. Estos desafíos abarcan problemas de acceso regional, acceso a nichos de mercado, necesidades de selección de equipos y ejecución de procesos técnicos.
La experiencia de National destaca los desafíos que enfrentan las plantas proveedoras de acero de América del Norte para proveer a las empresas de tratamiento térmico interno, acero descarburizado de forma fiable y bien controlada que mantenga su vida útil.
Agradecimientos: Heat TreatToday agradece a Dan Herring, The Heat Treat Doctor®, The HERRING GROUP, Inc.,quien fue fundamental en el desarrollo de este artículo.
For in-house heat treat operations, the number one goal is to produce a reliable product with consistent in-service performance. Yet supply chain and specialized processes can cause consistency stressors. In this article, Heat TreatToday underlines the importance of consistent feedstock for in-house induction heat treater, National Steel Rule, and how the essential mill process of controlled decarburization can be actualized.
This informative piece was first released in Heat Treat Today’sApril 2026 Annual Induction Heating & Melting print edition.
National Steel Rule manufactures rotary cutting rule for the corrugated box industry. Located in Linden, New Jersey, the company supplies products to the die making and die cutting industries globally. They have established a high standard of sourcing, researching, and testing material for their rule, in addition to a complete testing laboratory with both rotary and flat die cutting equipment.
Their steel rule is purchased from a mill that performs a controlled decarburization on the entire feedstock. When National receives the steel feedstock, they work the steel to create teeth, employing induction hardening as part of the process. The finished cutting rule is then sold to steel rule die makers who mount these blades and an ejection rubber on laser cut wooden boards. The manufacturer must ensure their rule blades are sound, as even microscopic cracks will open during the die cutting process.
Figure 1. Small diameter bent rule | Image Credit: National Steel Rule
National’s rotary blades and other products rely on purchasing decarburized steel. “Flexibility and formability are paramount,” states Ed Mucci, president of the company, and Alexander Heucke, chief engineer. Cutting rule must be bent to form a circular blade; in service, that blade rotates to cut into the corrugated material. The curve geometry can be extreme, often bending up to a 7-inch interior diameter. As such, the purchase of decarburized steel is critical for the manufacturer’s business. At present, National sources the material internationally. Mucci explains, “Manufacturers aren’t using large quantities of decarburized steel, making it challenging to source, at least domestically.”
Rotary rule feedstock typically involves C36 (SAE 1036) to C50 (SAE 1050) carbon steel with a hardness range of 32–34 HRC. Mucci and Heucke note that their steel of choice has a total decarburization layer to a depth of 0.0005” depth, with partial decarburization of at least another 0.0005–0.00075”. This ensures that when the rule is bent, the surface stretches versus cracks. Bending the rule is itself a test of whether it has been properly decarburized, with metallurgical testing serving as a quality control verification that suppliers are producing the appropriate decarburization levels.
Precise Induction Hardening Teeth
While bending is essential to forming the appropriate curve, the teeth must be resistant to wear and breakage. National’s rotary cutting rule has performance expectations of at least 750,000 impressions on paper, itself a highly abrasive material. To do this, their in-house heat treat operations induction harden the edge of the rule to ensure a long die life.
There are two methods used to harden the teeth. The primary method is to shave a profile into the strip steel and then induction harden this edge. Serrated teeth are then ground in. “This gives us better control of hardening depth,” according to Mucci and Heuke. The second method is to induction harden after the serrated teeth are ground in. “We have to make sure we don’t harden the teeth too deeply, or we can affect the bendability.”
Induction hardening involves short cycles, and as such requires careful process control to guarantee consistent results; temperature-indicating crayons that melt at a specific temperature are used as one of the process control methods. Hardness testing is performed as well.
Screenshot
Decarburization Revisited
“Usually, one tries to prevent decarburization or even add carbon,” states Mark Hemsath, executive consultant at WINGENS CONSULTANTS and longtime expert and innovator in the thermal processing industry. “Decarb often occurs by accident in poorly designed annealing systems, especially in continuous-type furnaces.”
Figure 3. Ellingham Diagram depicting that hydrogen-to-water vapor relationship, the key to a successful, controlled decarburization.Figure 4. Typical bell-annealing furnace | Image Credit: RAD-CON
Oxygen, in the form of air or water vapor, is key to the decarburizing process. Less carbon on the surface means a softer, more malleable steel, and while the art of a controlled decarburization process is well known, it can be challenging. Decarburization is a process usually performed below 1500°F. “The preferred method is to use water vapor or steam as a source of the oxygen,” notes Hemsath, pointing to the stability of hydrogen-to-water vapor (H₂/H₂O ratio) derived from the Ellingham diagram. These H₂/H₂O ratios indicate the non-oxidizing qualities of the gaseous mixture, which will allow it to be the carbon reducing agent in the atmosphere. Most furnace companies can provide the necessary equipment and customize size specifications to make it suitable for this special process, and these furnaces are typically retort-based bell or pit type.
Two Methods to Control the Decarb
There are two ways that a decarburization process can be intentionally completed. The first is decarburizing the entire product. In this method, even decarburization is applied to the entire coil sheet surface. “This cold rolled steel, typically with lower carbon, is used for appliances that need enamel adhesion,” Hemsath explained, noting U.S. Steel and AK Steel, now a part of Cleveland-Cliffs, have used this form of controlled decarburization.
Another form of decarburization is selective surface decarburization. Hemsath shared, “If selective decarburizing is required only on the edges, then you could keep the coils tightly wound and the decarburization would affect mainly the coil edges. There would be ingress of carbon loss, reducing towards the center of the wound coil surfaces.”
Conclusion
“Decarburized steel just isn’t in high demand,” according to Mucci, as “most industries are looking to harden and temper the steels they use.” In fact, preventative steel decarburization is more typical and often emphasized in trade shows, technical presentations, and in thermal processing publications. Yet there are products that rely on intentional decarburization to be successful.
Controlled decarburization at the mill brings challenges, in part because successful, consistent decarburization is not often cost effective for the North American thermal processing market. These challenges encompass regional access issues, niche market access, equipment selection needs, and technical process execution.
National’s experience underlines the challenges North American mills face in providing local, in-house heat treaters with reliably, well-controlled decarburized steel that will maintain service life.
Acknowledgements: Heat TreatTodayextends thanks to Dan Herring, The Heat Treat Doctor® at The HERRING GROUP, Inc., who was instrumental in the development of this article.
A U.S.-based aerospace manufacturer is expanding its heat treat capabilities for bearing components with the addition of vacuum heat treatment processes, including high-pressure gas quenching and low-pressure carburizing. The move supports increasing production capacity, process quality, and operational flexibility.
Image Credit: SECO/WARWICK
SECO/WARWICK has supplied a Vector vacuum furnace equipped with a 15-bar absolute high-pressure gas quenching system that has been customized to meet the client’s requirements by integrating the low-pressure carburizing (LPC) option. With a working zone of 900 mm x 900 mm x 1200 mm (36 in x 36 in x 48 in), the system is designed to process large loads, including parts with critical dimensions, while maintaining cleanliness and parameter repeatability.
The furnace configuration includes a cylindrical heating chamber that ensures temperature uniformity of ±5°C (±10°F). A convection heating system improves heat transfer at lower temperatures, while directional gas quenching enables better process control for components with more complex geometries.
Operating under vacuum conditions, the system helps limit sublimation of alloying elements from the load surface, while the gas quenching system provides a maximum quenching pressure of up to 15 bar abs. It is complemented by the LPC option, enabling precise surface hardening within a single, integrated technological cycle.
Maciej Korecki Vice President of the Vacuum Segment SECO/WARWICK Group
“In this project, the [client] was looking for a solution that would combine a large working area, a short delivery time, and an excellent price-to-performance ratio. Vector meets these expectations, and thanks to the LPC option and advanced quench control, it gives users great flexibility in processing a wide range of components,” emphasizes Maciej Korecki, vice president of the Vacuum Segment at the SECO/WARWICK Group.
The installation enhances the manufacturer’s ability to meet stringent aerospace requirements while increasing throughput for heat treated bearing components used in demanding operating environments.
Press release is available in its original form here.
When carbon-footprint assessment happens during material selection for CAE simulations and product design, the result is more informed and sustainable decisions.In this Technical Tuesday installment, Mariagrazia Vottari, chief technical officer at Total Materia AG, shows how informed material choices can identify lower-impact alternatives without compromising structural, mechanical, or physical requirements.
This informative piece was first released in Heat Treat Today’sMay 2026 Sustainable Heat Treat Technologies print edition.
Introduction
Governments and industries worldwide are setting increasingly ambitious targets to reduce greenhouse gas (GHG) emissions and strengthen environmental responsibility across supply chains. New sustainability frameworks, mandatory reporting requirements, and carbon-pricing mechanisms are accelerating the shift toward low-carbon production, including stricter expectations for transparent environmental data and lifecycle assessments.
Consequently, global supply chains must adapt quickly, integrating sustainability considerations from the earliest stages of product design through manufacturing, distribution, and end-of-life management. Environmental performance, traceability, and responsible material selection are becoming essential elements of modern engineering and product-development strategies.
Materials themselves represent a major share of global GHG emissions, increasing from 5 to 11 global net anthropogenic GHG emissions (GtCO₂-eq) between 1995 and 2015, and rising from 15% to 23% of global totals. For most products, materials dominate the carbon footprint until manufacturing is complete.
Accurate material selection in early product design and CAE (computer aided engineering) simulations is critical. Beyond traditional factors, such as mechanical performance and cost, engineers must now consider carbon footprint, environmental impact, lightweighting, regulatory compliance, and supply chain optimization to reduce overall emissions.
Therefore, sustainable product design will incorporate Life Cycle Assessment (LCA) of materials using selected indicator(s) providing environmental impact to materials selection. For example, in the automotive industry, ranking (c) is often calculated as c = 0.4 × mass + 0.2 × cost + 0.4 × CF.
Other more complex decision-making models for materials selection have been proposed. This exemplifies the need for reliable and simplified calculation of carbon footprint (CF) value for thousands of diversified structural materials, from carbon and stainless steel to special alloys, nonferrous metals, and polymers, considering their manufacturing routes, processing, finish, and transport. A full LCA study is demanding in terms of both data collection efforts and user expertise requirements, while streamlined LCA often uses generic data related to the materials production, energy used for their processing, and transportation. Typically, streamlined LCA uses only a fraction of the inputs to estimate carbon footprint compared to the full LCA inventory. This article presents recent developments designed to help engineers in the CAE simulation field to cope with these challenges.
Streamlined LCA Methodology
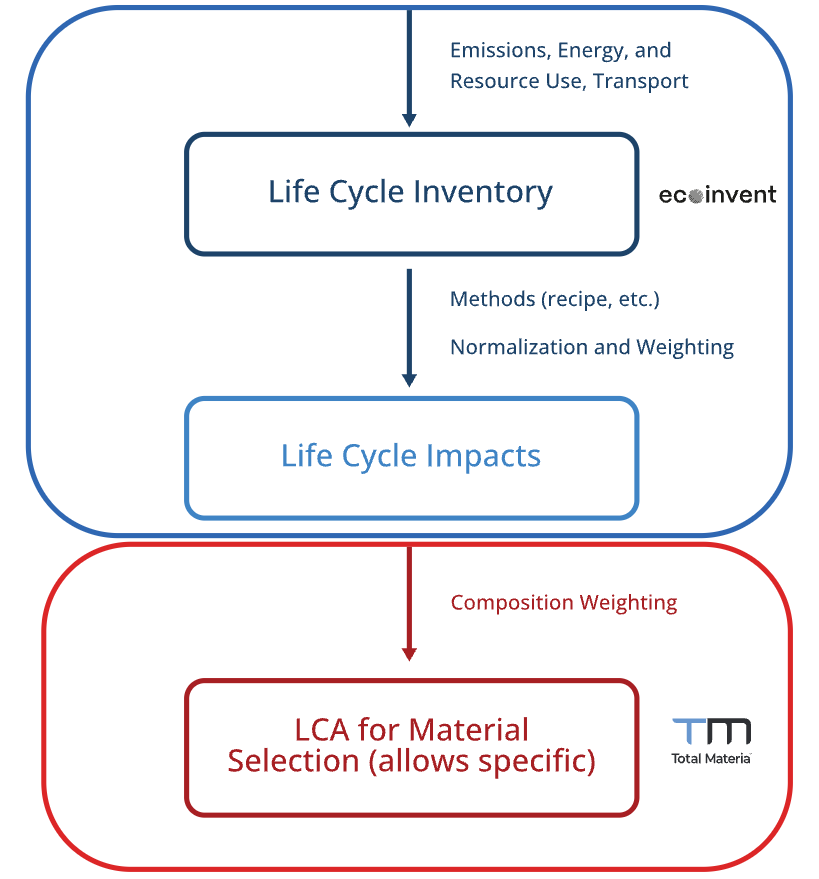
Figure 1. LCIA assessment approach | Image Credit: Total Materia
There are numerous simplification approaches in LCA; the following describes the approach that combines the composition of alloys with carbon footprint values of base metal and alloying elements production. The LCA tool described in the current study (Figure 1) can cover a variety of ferrous and non-ferrous alloys due to the use of:
Chemical compositions from a large database containing structural material properties, which comprises more than 500,000 materials; and
Country, manufacturing route, processing, and transport-specific life cycle inventory (LCI) collected from Ecoinvent v3.10, along with relevant data from scientific articles.
Goal, Scope, Functional Unit and System Boundaries
The aim of this LCA is to quantify the impact of steel and various non-ferrous alloys (Al, Cu, Mg, Ni, and Ti based) according to ISO 14040 standards, analyzing the influence of the composition on the carbon footprint.
The functional unit has been defined as 1 kg of produced material, considering the country of manufacturing and processing as well as transport to the buyer’s gate.
The scope of this study is to estimate the environmental impact of the production and the transport of materials (cradle to gate), accounting for raw materials extraction, manufacturing, and processing.
Inventory Data and Impact Category
Ecoinvent’s Life Cycle Inventory Assessment (LCIA) datasets were used where possible, including:
Base metals
Alloying elements, utilized in the manufacturing calculation through chemical composition weighting
Processing, quantified in kg CO₂-eq per kg of material, per kg of removed material, or per m², varying with the type of processing
The energy mix, allowing country-specific calculation
Transport, covering a wide range of routes
Calculations are based on the cut-off system model, the IPCC 2021 no LT LCIA method, and the climate change Global Warming Potential (GWP100) indicator.
Additional sources were used from scientific literature for data not available in Ecoinvent. The calculation scope expanded with:
Scrap content adjustment manufacturing contributions from various countries/regions
Contributions from different manufacturing routes
Various processes in different countries/regions
For intensive electricity-consuming processes, such as hot rolling, cold rolling, and stamping, electricity consumption data (measured in MJ/kg or kWh/kg) has been collected. This data, combined with the energy mix information from Ecoinvent, contributes to the final calculation.
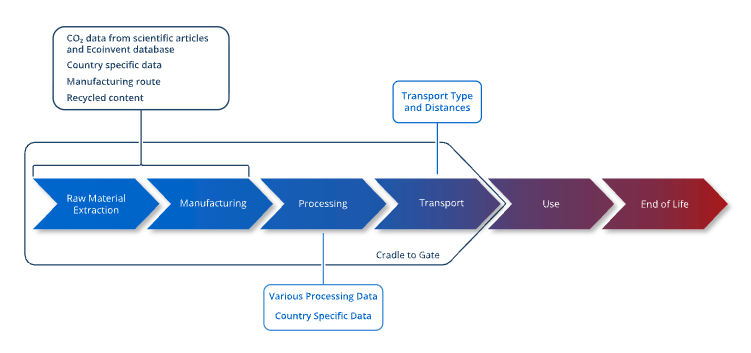
Figure 2. System boundaries | Image Credit: Total Materia
The final CO₂-eq score is the cumulative sum of contributions from material production (manufacturing), processing, and transport as shown in Figure 2, illustrating the system boundaries considered in the study.
Analysis CF Results
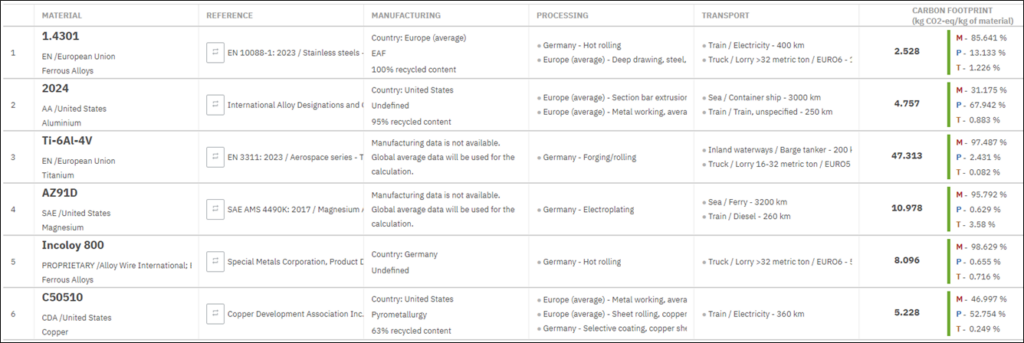
In this work, six different alloys that are commonly used have been selected for the carbon footprint analysis. The chemical composition of alloys is defined by specific standard, while details on studied alloys production are presented in Figure 3.
Figure 3. Result of CF calculation for selected alloys | Image Credit: Total Materia
After specifying details on manufacturing (country, method, and recycled content), processing (country and processing applied), and transport (type and distance), the values of carbon footprint are determined for each alloy (Figure 3), providing the contribution of each stage of analysis.
The lowest environmental impact of all studied alloys was steel 1.4301 with a value of 2.5 kg CO₂-eq/kg. This is because a manufacturing route for the 1.4301 alloy was EAF (electric arc furnace) with 100% recycled content, where electricity is used to melt scrap steel and produce new steel, in contrast to BF-BOF (blast furnace-basic oxygen furnace) where extraction of iron ore is needed and relies heavily on coal or coke as a fuel source for the blast furnace, which emits significant amounts of CO₂ during combustion. Although numerous factors or variables play a role in determining the environmental impacts of metal production, one of the most significant parameters is recycled content.
Titanium alloy has the highest environmental impact of all studied alloys, emitting up to 47.3 kg CO₂-eq/kg of material. Ti-6Al-4V alloy was selected for this study even though it is very expensive and has a high energy consumption of production in the long and demanding Kroll process, because it is one of the most popular joint implant materials due to its biocompatibility, low density, and strength.
Although Al, Cu, and Fe-Ni-based alloys have similar CF values (4.7 to 8 kg CO₂-eq/kg), in the case of aluminum and copper alloys, the most significant contribution comes from the processing of those alloys (52 to 68%), unlike Incoloy in which processing contributes a modest 0.72%. The CF value for Incoloy 800 is three times greater than 1.4301 alloy. The high environmental impact of Incoloy 800 is mainly caused by nickel content (max. 10% in 1.4301 alloy, while max. 35% in Incoloy 800) and very high carbon footprint values for nickel itself. This is proof of why chemical composition cannot be neglected.
The effect of transportation is very small, only contributing up to 3.6% for selected transport parameters. However, it can have much higher relative contribution for low-impact alloys, especially over long distances. In Figure 4, the effect of different transport types shows that the selection of air transport can double the carbon footprint value of the material compared to sea transport (for the same manufacturing and processing parameters).
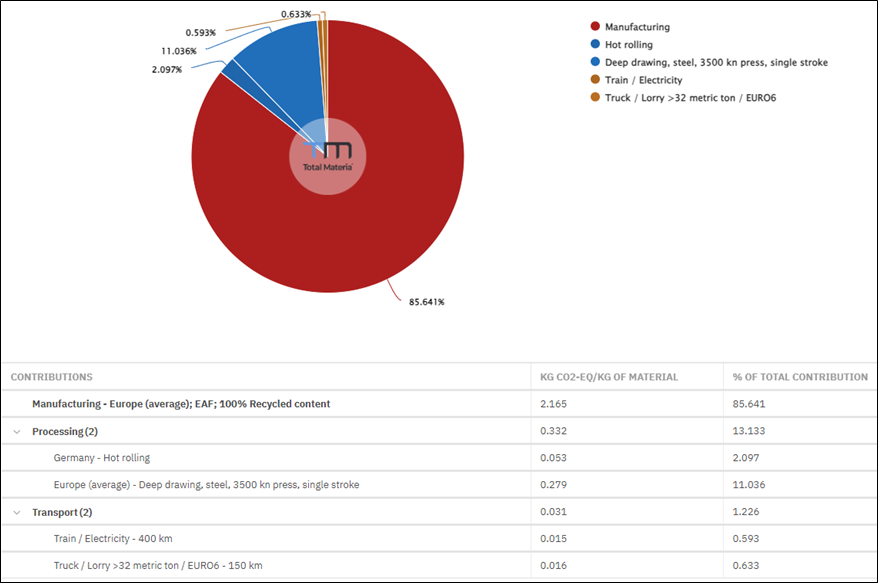
Figure 4. Effect of different transport types | Image Credit: Total MateriaFigure 5. Detailed contribution analysis for 1.4301 steel | Image Credit: Total Materia
Further contribution analysis can be made for each alloy given the detailed contribution for manufacturing and each processing step, as well as transportation type, as shown in Figure 5 for the 1.4301 steel. Results show that deep drawing increases carbon footprint with a factor of 5 in comparison with hot rolling. This suggests that such processes should be performed on locations having energy supplied from renewable sources.
Material Selection, Looking for a Greener Alternative
Besides identifying more environmentally sustainable manufacturing processes such as alternative production routes, higher scrap content, different locations, processing with lower energy demand, and greener transportation options, another approach to reducing the carbon footprint is to identify alternative materials with different chemical compositions but similar mechanical and physical properties.
Although the selection of alternative materials must consider various factors related to the availability, supply chain, etc., from the environmental point of view, the decision can be facilitated by using a proper cross-reference system that simultaneously suggests alternatives based on various criteria. There are two scenarios for material selection:
In the early design phase when the material is still not selected and when certain mechanical, physical, compliance and sustainability requirements should be fulfilled.
When a certain material already in use should be replaced with a greener alternative but maintain the same characteristics.
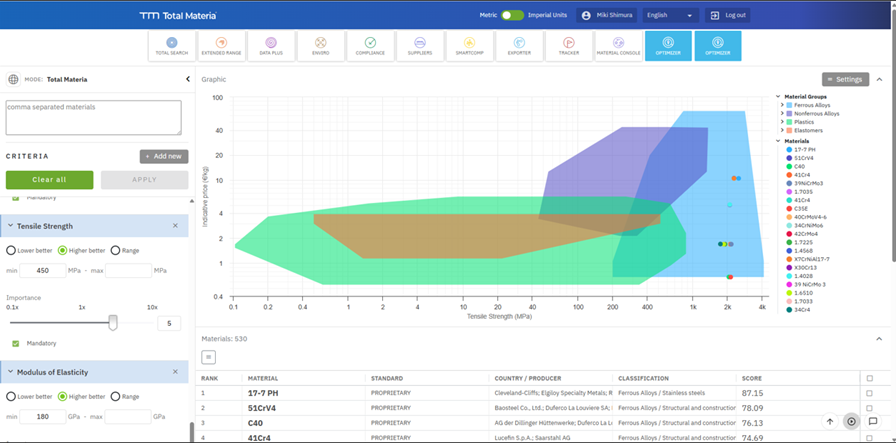
In the first case, material-selection tools like the Total Materia Optimizer can be used to support engineers in comparing and ranking materials based on multiple technical and regulatory criteria. This tool can evaluate thousands of potential candidates simultaneously and filter them according to user-defined parameters, such as mechanical performance, chemical composition, cost, regulatory status, or regional availability as shown in Figure 6.
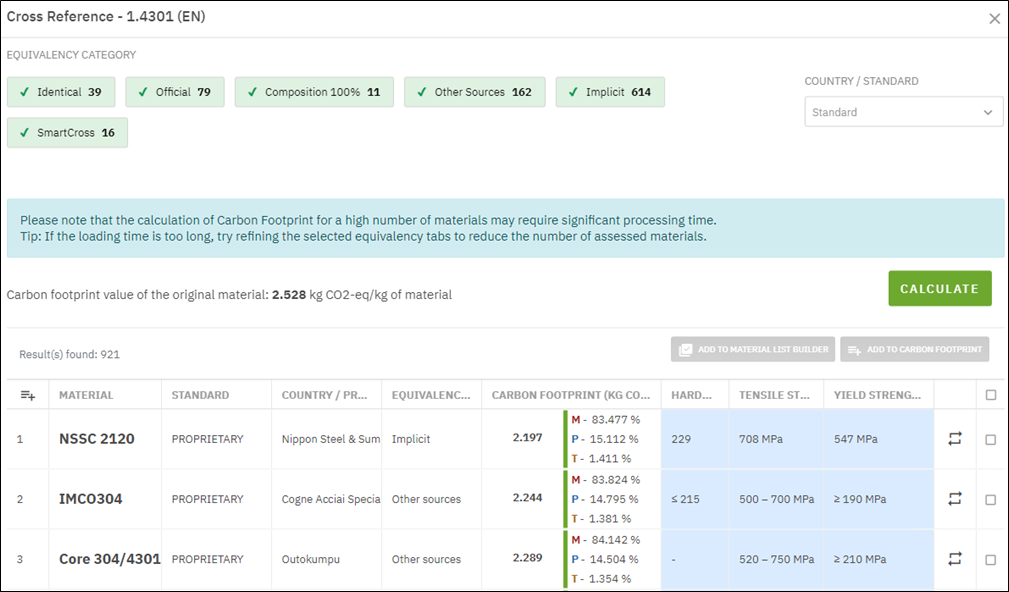
Figure 6. Results of multicriteria search | Image Credit: Total MateriaFigure 7. Alternatives to 1.4301 steel based on cross references | Image Credit: Total Materia
In the second case, when the material is already in use, finding an alternative material with a lower CF value is possible in a material-selection tool’s carbon footprint module through the cross-reference option. The system offers alternatives based on various criteria. As an example for this case, 1.4301 alloy is used with all set-up parameters from Figures 4 and 6 (with CF value of 2.528 kg CO₂-eq/kg). The analysis shown in Figure 7 suggests 921 alternative materials ordered by CF value in ascending order. In this view, a user can add additional columns with mechanical and physical properties to ensure that the material also fulfills the required characteristics. In this example, material NSSC 2120 meets the required mechanical and physical criteria, and the CF value is reduced from 2.5 to 2.2 kg CO₂-eq/kg (which is a reduction of 12%) compared to the initially selected material 1.4301.
Conclusions
This approach for assessing the environmental impact of ferrous and non-ferrous alloys based on material composition and processing routes has been illustrated through a carbon footprint evaluation. It enables engineers to compare materials not only by cost and performance but also by their carbon intensity, supporting more informed and sustainable selection decisions. The method also helps identify greener manufacturing options, such as alternative routes, higher recycled content, lower-energy processing, or reduced-impact transport, early in product design while maintaining quality and performance.
Future improvements include expanding datasets to cover additional processing steps, incorporating more specific manufacturing routes — especially for non-ferrous alloys — and increasing regional coverage to reflect local energy mixes. These enhancements will further refine emission factors and improve the accuracy of carbon-footprint assessments.
Hertwich, E. G. 2021. “Increased Carbon Footprint of Materials Production Driven by Rise in Investments.” Nature Geoscience 14: 151–155.
Ermolaeva, N. S., M. B. G. Castro, and P. V. Kandachar. 2004. “Materials Selection for an Automotive Structure by Integrating Structural Optimization with Environmental Impact Assessment.” Materials and Design 25: 689–698.
Ic, Y. T., B. M. Hamzaoğlu, and M. Yurdakul. 2024. “A Robust Aluminum Material Selection Process in the Aviation Industry: A Linear Discrete System Stability Test Perspective for Fuzzy Multicriteria Decision-Making.” Arabian Journal for Science and Engineering.
Tasala Gradin, K. 2020. Simplified Life Cycle Assessment Approaches and Potential Impact Shifts. Doctoral thesis, KTH Royal Institute of Technology.
Treloar, G., P. Love, and J. Smith. 1999. “Streamlined Life Cycle Assessment: A Method for Considering Environmental Impact of Road Construction.” In Proceedings of the 15th Annual ARCOM Conference, edited by W. Hughes, 753–762. Liverpool John Moores University. Association of Researchers in Construction Management.
Gómez, P., D. Elduque, J. Sarasa, C. Pina, and C. Javierre. 2016. “Influence of Composition on the Environmental Impact of a Cast Aluminum Alloy.” Materials 9: 412.
Gutiérrez, I. G., D. Elduque, C. Pina, R. Tobajas, and C. Javierre. 2020. “Influence of the Composition on the Environmental Impact of a Casting Magnesium Alloy.” Sustainability 12: 10494.
Gutiérrez, I. G., D. Elduque, C. Pina, R. Tobajas, and C. Javierre. 2021. “Excel Tool to Assess the Environmental Impact of Steels Based on the Composition.” In 9th International Workshop on Simulation for Energy, Sustainable Development & Environment. ISSN 2724-0061.
Wernet, G., C. Bauer, B. Steubing, J. Reinhard, E. Moreno-Ruiz, and B. Weidema. 2016. “The Ecoinvent Database Version 3 (Part I): Overview and Methodology.” The International Journal of Life Cycle Assessment 21 (9): 1218–1230. (Version 3.10, 2023).
International Organization for Standardization (ISO). 2006. Environmental Management—Life Cycle Assessment—Principles and Framework (ISO 14040).
Broadbent, C. 2016. “Steel’s Recyclability: Demonstrating the Benefits of Recycling Steel to Achieve a Circular Economy.” The International Journal of Life Cycle Assessment 21: 1658–1665.
Norgate, T. E., S. Jahanshahi, and W. J. Rankin. 2007. “Assessing the Environmental Impact of Metal Production Processes.” Journal of Cleaner Production 15: 838–848.
Nilsson, A. E., M. M. Aragonés, F. A. Torralvo, V. Dunon, H. Angel, K. Komnitsas, and K. Willquist. 2017. “A Review of the Carbon Footprint of Cu and Zn Production from Primary and Secondary Sources.” Minerals 7: 168.
About The Author:
Mariagrazia Vottari Chief Technical Officer Total Materia AG
Mariagrazia Vottari is the chief technical officer at Total Materia AG, leading the Engineering Department and overseeing data content development and material intelligence initiatives. She has a background in mechanical engineering and nearly 20 years of experience in the industry, with a strong focus on materials engineering, data processing, and digital solutions for the manufacturing industry.
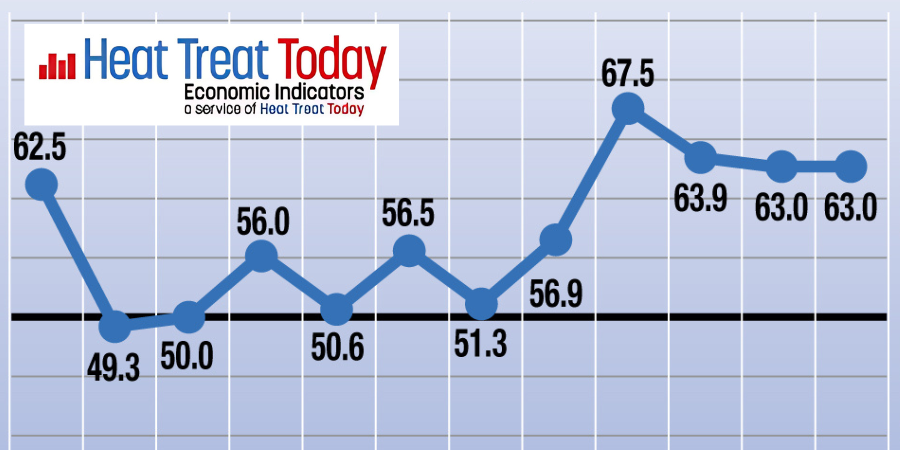
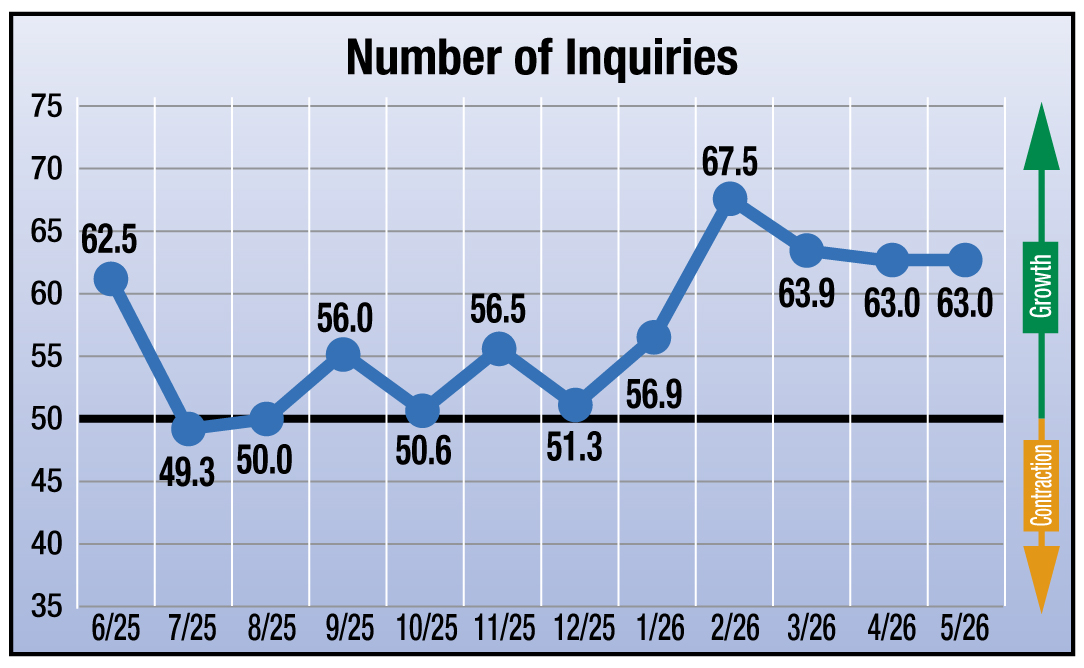
Heat Treat Today has gathered the four heat treat industry-specific economic indicators for May 2026. The results reinforce a continued growth outlook from the April 2026 predictions, with all four indices remaining above the growth threshold.
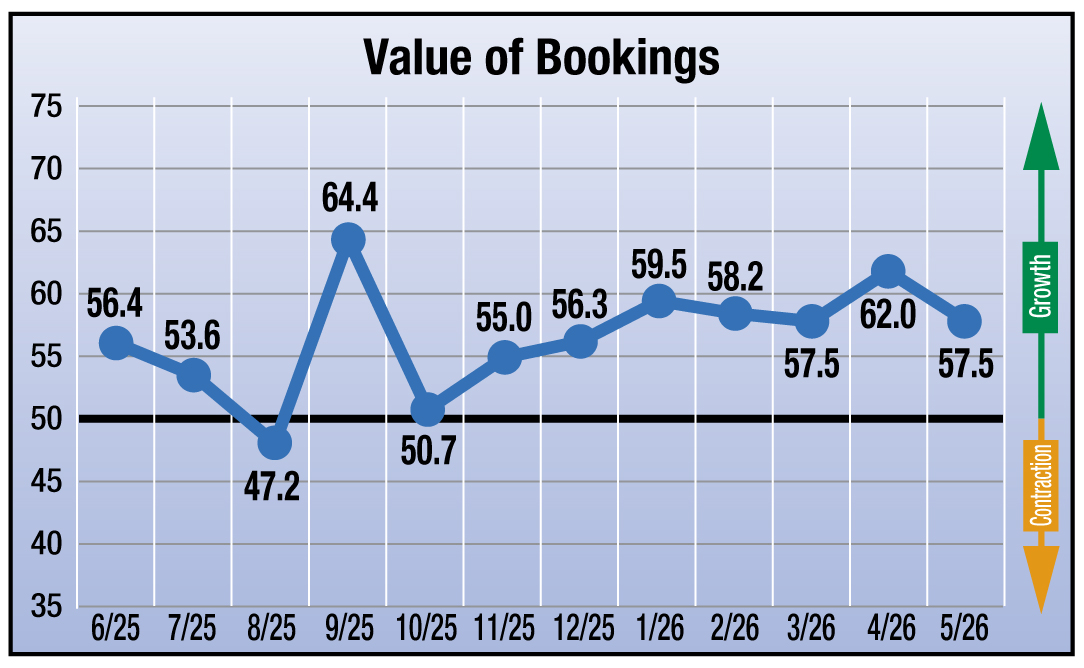
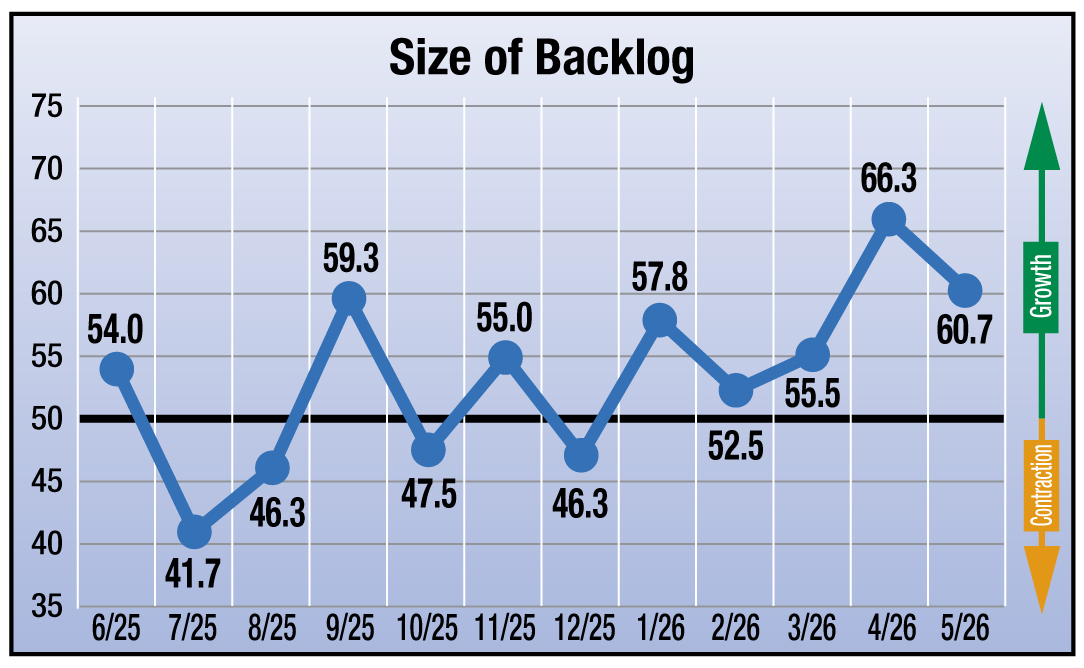
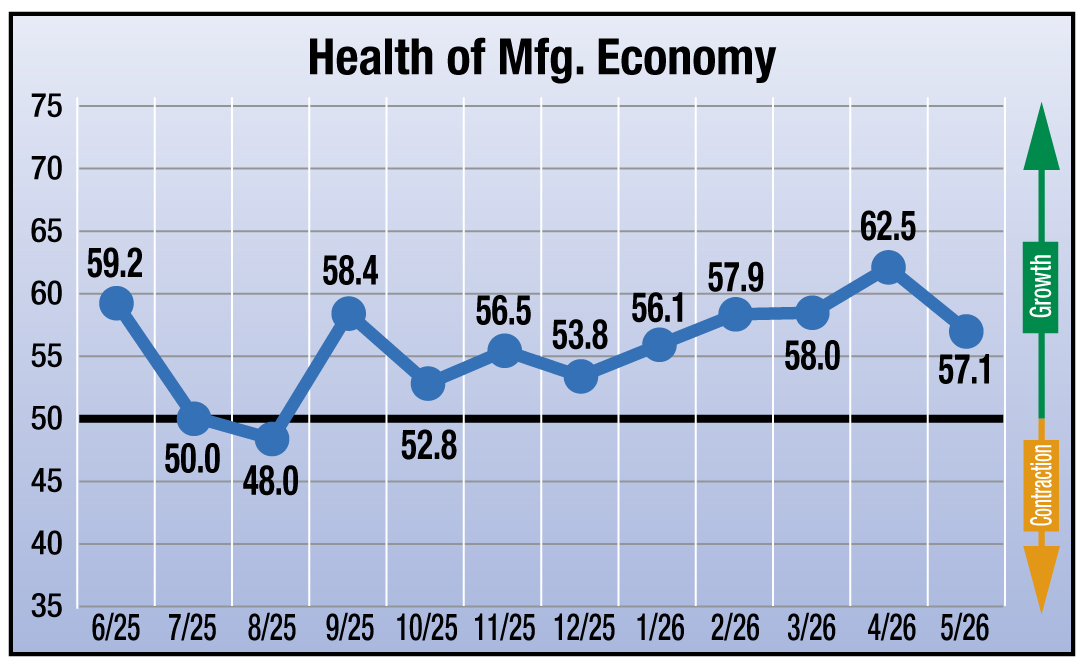
May’s data points to anticipated continued growth across the heat treat industry at a more measured pace than the stronger gains forecast in April. Inquiries are projected to remain steady at 63.0 (unchanged from April). Bookings are expected to remain firmly in growth territory at 57.5 (from 62.0 in April). The Backlog index forecasts healthy workloads at 60.7 (from 66.3 in April). Meanwhile, the Health of the Manufacturing Economy index signals continued optimism at 57.1 (from 62.5 in April).
May’s indicators suggest suppliers anticipate a stable operating environment heading into late spring and early summer production cycles. While several indices moderated from April’s stronger projections, all four metrics continue to reflect expected expansion rather than contraction — pointing to sustained activity across aerospace, automotive, energy, and general manufacturing markets.
The results from this month’s survey (May) are as follows: numbers above 50 indicate growth, numbers below 50 indicate contraction, and the number 50 indicates no change:
Anticipated change in Number of Inquiries from April to May: 63.0
Anticipated change in Value of Bookings from April to May: 57.5
Anticipated change in Size of Backlog from April to May: 60.7
Anticipated change in Health of the Manufacturing Economy from April to May: 57.1
Data for May 2026
The four index numbers are reported monthly by Heat Treat Today and made available on the website.
Heat TreatToday’sEconomic Indicatorsmeasure and report on four heat treat industry indices. Each month, approximately 800 individuals who classify themselves as suppliers to the North American heat treat industry receive the survey. Above are the results. Data collection began in June 2023. If you would like to participate in the monthly survey, please click here to subscribe.
Andis Company, a U.S.-based manufacturer of grooming tools, has completed a controls upgrade on a vacuum heat treat furnace used for hardening components. The upgrade supports continued operation of a system critical to its production.
Andis Company finalized a PLC system overhaul on its ECM FLEX vacuum furnace, transitioning from an aging S7-300 processor and Profibus network to a newer S7-1500 series processor with Profinet communication. The upgrade also included remote input/output integration across the system. ECM USA supported the project planning and on-site execution, with the work completed on schedule and with minimal disruption to production.
The three-cell hardening modular furnace operates at approximately 950°C (1724°F) and includes a 20-bar gas quench, along with loading/unloading automation. Installed roughly 15 years ago to replace molten salt baths, the system supports clean heat treatment to avoid part discoloration and reduce the need for post-heat treat cleaning. The furnace remains central to Andis’s Wisconsin operations.
Tom Hoffelder Director of Manufacturing Support and Innovation Andis Company
The upgrade was initiated in 2025 following end-of-support announcements for legacy controls. “In 2025, we determined that we needed to fully replace the CPUs in our ECM vacuum heat treat system after Siemens announced end-of-support for significant portions of the controls,” said Tom Hoffelder, director of manufacturing support and innovation at Andis Company. “Because reliable day-to-day operation of our heat treat system is critical to our business, we worked closely [with ECM] to define the project scope and map out the execution plan.”
The project focused on modernizing hardware, improving long-term reliability, and maintaining throughput during installation. The updated controls and HMI remained familiar to operators, allowing the system to return to full production without additional training, Hoffelder added.
Press release is available in its original form here.
Heat Treat Today publishes twelve print magazines annually and included in each is a letter from the publisher, Doug Glenn. This letter from the April 2026 Annual Induction Heating & Melting print edition highlights three hallmarks common to thriving companies — prioritizing people over technology, people over profit, and a relentless commitment to continuous improvement — drawing on a visit to Induction Tooling in North Royalton, Ohio, as a real-world example of these principles in action.
Michele Schaller, one of Heat TreatToday’s excellent editors (we have three excellent editors), and I recently visited Induction Tooling in North Royalton, Ohio, near Cleveland, to talk with Bill and Sherry Stuehr regarding their company’s 50th anniversary. I make it a point never to promote one company over and above other companies in this column because 1) our mission is to get good information to our readers as objectively as possible without showing preference to any one company, and 2) it would be bad business.
Meeting with the Stuehrs, however, did allow me to meditate a bit on what makes a company a good company…of which there are many in this industry. If a company is successful, the following will undoubtedly be true about that company.
1. People Over Technology
It is almost certain that the most successful companies prioritize people, both clients and employees, ahead of their technology or product offering. This may sound like heresy to some, but I’m convinced that it is true — as counterintuitive as it may appear. Ultimate business success is dependent on finding and keeping the right people employed and finding and keeping clients.
Finding and keeping competent employees is one of the most difficult business challenges in today’s world. Manual labor is not seen as something desirable. In fact, as Bill Stuehr said during our recent visit with him, “Industrial Arts” is not a thing at institutions of higher learning anymore. When Bill said those words, “Industrial Arts,” it was the first time our 30-something-year-old editor, Michele, had ever heard the words. This is telling. Kids just aren’t being educated or encouraged to go into industrial vocations. That makes finding and keeping them all the more important.
And while having a technology, product, or service that meets the client’s needs is critical to success, it is not the most important thing. Having an organization that remembers that “clients are people too” and treats them with respect and dignity is even more important in the success of a company.
Induction Tooling lives out this trait quite well, and it is Heat Treat Today’s desire to do the same. I frequently remind our team that while we are an industrial trade publication, we are first and foremost helping people and hopefully making them happy as our “Why Statement” asserts: We believe people are happier and make better decisions when they are well informed.
The bottom line is successful companies understand that they can have the best technology, product, or service in the world, but if they are not prioritizing their people — employees, vendors, and clients — they will ultimately fail.
2. People Over Money
As with technology, money (i.e. profits) should not be sitting in the driver’s seat either. Profits are important. Profits are good (more about this in my Publisher’s Page from the Aerospace Heat Treating, March 2025 edition). But truly successful companies will regularly sacrifice profits to please their employees and/or clients. A previous employer of mine became a “spreadsheet” company as opposed to a “people” company and has suffered because of it. Companies who are willing to sacrifice profits to keep their clients or their employees happy have a vastly better chance of being a successful company.
3. Better & Better
The final characteristic that seems to be common among successful companies is the desire to advance and never be content. Lethargy and complacency are the enemies of success. You are either growing or dying; there is no neutral. Treating clients better, providing a better service, doing things more efficiently, thinking of new ways to be helpful, spending less and less on necessary expenses, finding ways to be easier to work with or for — all of these are ways that successful companies strive to be better. Companies who become complacent will ultimately fail.
Some people are naturally change-averse. That’s difficult. In business, the one constant is change and successful companies find a way to encourage and embrace continual change, continual improvement.
Embrace and Influence for Good
If you are looking to make your company successful, if you are in a position to influence the direction and culture of your company, I recommend that you encourage your company to embrace these pillars of success. There are many companies in the North American thermal processing industry that do and are successful including the good folks over at Induction Tooling.
Doug Glenn Publisher Heat TreatToday For more information: Contact Doug at doug@heattreattoday.com
Welcome toHeat Treat Today’sThis Week in Heat TreatSocial Media. From cutting-edge AM to captivating metal artistry — and even a little big-league baseball energy — heat treat social media had a little bit of everything! We scrolled, watched, learned, and smiled our way through posts that remind us why this industry is equal parts science, craft, and creativity.
As you know, there is so much content available on the web that it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Today is here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you’ve just got to see and read!If you have content that everyone has to see, please send the link to editor@heattreattoday.com.
1. Additive Edge, Up Close
Additive manufacturing in action, this post highlights how cutting-edge tech is reshaping how complex metal parts come to life.
2. 15 Bar? No Sweat!
SECO/TALKS takes on the “15 bar sounds terrifying” reaction head-on, showing how modern vacuum furnace engineering keeps extreme pressure firmly under control.
3. Metal Masterpiece
From raw metal to lifelike portraits, layered wire mesh transforms into striking art — proof that even industrial materials have a creative side.
This side-by-side look at amorphous versus crystalline structures plays out like atomic-level order versus chaos — same material, totally different story.
6. May the 4th Be Metallurgical
Bodycote celebrates Star Wars Day with a deep dive into fictional metals like beskar…because apparently, even galaxies far, far away need good materials engineering.
7. HTT Made it to the Big Leagues
Heat TreatToday lights up the big screen in Wrigley Field in true big-league fashion.
8. Bathroom Break, Metallurgy Edition
This reel turns a steel surface phenomenon into something oddly mesmerizing. Who knew that even mill scale can have a little wow factor?
The latest episode of Heat TreatRadio maps out the must-attend events — from THERMPROCESS to FNA — helping heat treaters decide where to learn, connect, and stay competitive.
10. Sleeves Up, Giving Back
Advanced Heat Treat Corp. steps off the shop floor and into the community, rolling up their sleeves for hands-on volunteer work during National Volunteer Month.
Whether it’s giving back to the community, steel surface phenomenon in unexpected places, or metallurgy-inspired Star Wars debates, there’s always something fascinating heating up on social media. Have a great weekend!