An aircraft engine manufacturer has purchased a custom-built vacuum induction melting (VIM) furnace to support the production of equiaxed (EQ) turbine blade castings for aircraft engines. The furnace enables melting in a controlled vacuum environment, with unique and intuitive control systems that help improve metallurgical consistency.
A tailor-made vacuum induction melting (VIM) furnace | Image Credit: SECO/WARWICKEarl Good Managing Director, Retech Vice President of Vacuum Metallurgy Segment, SECO/WARWICK Group
The system is a two-chamber 50 kg VIM induction furnace supplied by SECO/WARWICK, a global manufacturer of thermal processing equipment with operations in North America. It was engineered as a tailored solution with configuration and technical parameters adapted to the client’s production needs. “The furnace has a non-standard design in which the mold elevator was replaced with a special trolley that moves horizontally on rails. Thanks to this solution, the furnace fits perfectly into the available space without any impact on its performance,” said Earl Good, managing director of RETECH, a company within the SECO/WARWICK Group, and vice president of the Vacuum Metallurgy Segment at SECO/WARWICK Group.
The system includes a control platform for casting processes, temperature control, and comprehensive data acquisition, delivering the repeatability and throughput essential to the aerospace industry. Its two-chamber design and pumping system allow for continuous operation, and the furnace can be equipped with a mold heater to maintain thermal conditions for the casting mold.
The use of VIM furnaces continues across aerospace applications, where vacuum metallurgy supports the aerospace industry’s constantly changing production needs.
Press release is available in its original form here.
In this installment of Answers in the Atmosphere, David (Dave) Wolff, an independent expert focusing on industrial atmospheres for heat treat applications, examines the market realities shaping argon supply and demand.
This informative piece on argon’s sourcing and distribution landscape, safety considerations, and emerging growth drivers — from U.S. titanium refining and powder metallurgy to the reshoring of domestic steel production —was first released in Heat Treat Today’sMarch 2026 Annual Aerospace Heat Treating print edition.
Akin Malas Business Development Manager / Metallurgist Linde
If you are just beginning to read this column, welcome. I encourage you to read the February 2026 installment to have a better understanding of the attributes of argon as an industrial gas for the thermal processing industry. Akin Malas, business development manager and metallurgist at Linde, joins me in this foray into argon, and we’re exploring market realities in this installment.
Though many companies compete for market share in the supply of gases such as nitrogen, oxygen, and hydrogen because they are relatively less expensive to source and process, the number of companies that have sufficient scale and expertise to produce and market argon is generally considered to be limited to the top tier of industrial gas companies like Linde, Air Liquide/Airgas, Air Products, Matheson, and Messer. Many other companies operate ASUs; however, very few of the plants are large enough to separate and purify argon. In the case of some ASUs owned and operated by very large steel mills, they generally sell their crude argon to industrial gas suppliers for purification and subsequent marketing and sales.
Linde gas delivery truck | Image Credit: Linde
Argon is delivered as a liquid cryogenic product (LAR), like liquid nitrogen (LIN), or liquid oxygen (LOX), but there may be differences in the storage and dispensing equipment installed at a client’s site due to the variety of uses for argon. Certain high-volume applications, such as ladle stirring and metals atomization, may require substantially higher pressure than normal cryogenic tanks are set up to store, making the use of boosters or cryogenic pumps necessary. If your application requires argon pressure to be above 100 psig, make sure that you are talking to a supplier that is experienced in providing and maintaining the equipment needed for your process.
From an NFPA codes standpoint, argon storage is comparable to nitrogen storage, and the clearances in NFPA 55 are the same for argon and nitrogen. But there are some key points to consider as far as safety in use:
While all cryogenic gases will create a vapor cloud that hugs the ground if there is a release, the clouds from nitrogen and oxygen will disperse and rise relatively rapidly as the gas warms. But because argon has much higher density than oxygen and nitrogen, a release will tend to hug the ground and can create a serious oxygen deficient atmosphere issue in low spots. Users of pit furnaces with argon need to be particularly aware of the unique characteristics of argon.
Because argon is generally shipped much longer distances than oxygen or nitrogen, tanks tend to be larger sized so that more can be delivered in a single visit. Since the transportation element of the price is considerable, keep in mind that your tank size (and NFPA clearance calculations) may be different than is typical for nitrogen.
While argon cannot be cost-effectively produced from air by non-cryogenic generation techniques (like membrane and PSA techniques used for nitrogen and oxygen), argon recovery/recycling is possible from argon-based industrial streams. A few of the larger industrial gas providers can provide recycling equipment that uses cryogenic separation technology to re-create very high purity argon from argon-rich offgas streams. Note that these installations are relatively expensive and specialized and are generally only of interest to the largest argon consumers.
After many years of relatively modest growth in the consumption of argon, several market segments are driving potentially important growth in argon use:
Several companies are developing U.S.-based titanium refining capabilities. Argon is required for processing and refining titanium metal, and the U.S. titanium production may become an important consumption driver.
Virtually all atomization of the special metals for powder metallurgical applications currently is done with argon used as the atomization gas. Though cheaper water-based atomization is being developed, it is not yet suitable for high quality powders. The metals powder industry has experienced strong growth and continues to grow.
The U.S. is reshoring iron and steel production, meaning that argon use for ladle stirring will rise. This means that overall argon use will rise, and that some new argon-capable ASU capacity will be built to serve the needs of new and refurbished steel plants.
Akin and I hope that these last two column installments have helped readers understand the factors in the market for argon that make it different in several ways from the more familiar nitrogen/oxygen marketplace.
About The Author:
David (Dave) Wolff Industrial Gas Professional Wolff Engineering
Dave Wolff has over 40 years of project engineering, industrial gas generation and application engineering, marketing, and sales experience. Dave holds a degree in engineering science from Dartmouth College. Currently, he consults in the areas of industrial gas and chemical new product development and commercial introduction, as well as market development and selling practices.
Hirschvogel is implementing automated inspection of closed-die forgings to replace manual visual checks, enabling faster detection of surface defects and dimensional deviations in automotive components. The approach supports more consistent quality outcomes in forged parts while reducing error rates and scrap in high-volume production environments.
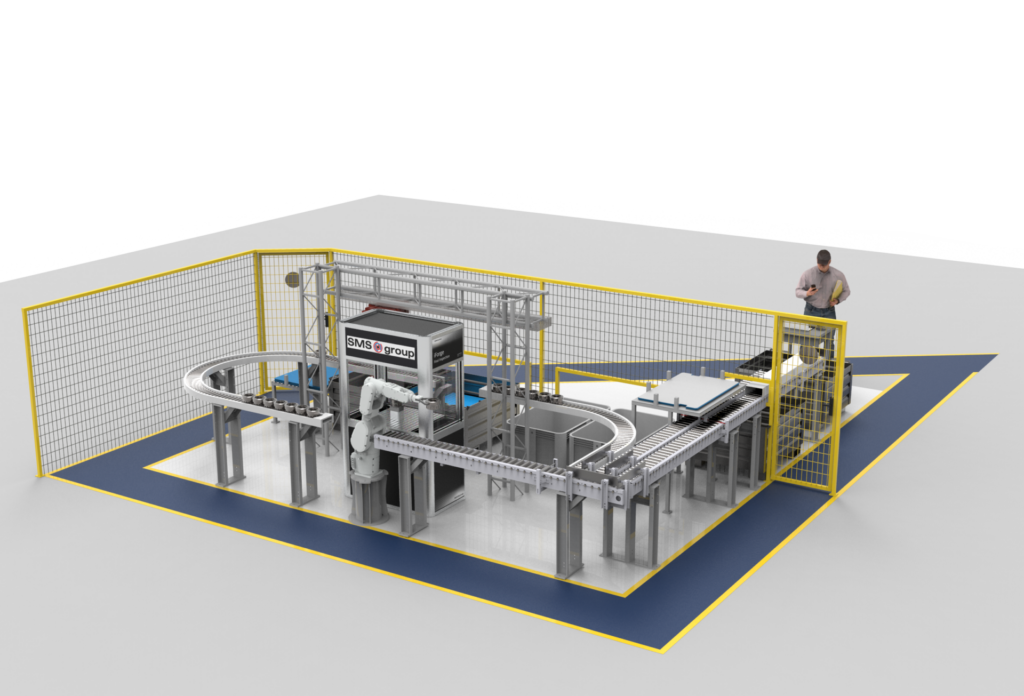
Working in partnership with SMS group, a global supplier of materials industry technology with North American headquarters in Pittsburgh, Pennsylvania, Hirschvogel, a global automotive supplier specializing in solid metal forming, has deployed an automated final inspection system for closed-die-forged components at its Denklingen, Germany, facility. The system replaces an existing manual testing station with a fully digital process designed to evaluate each component in seconds.
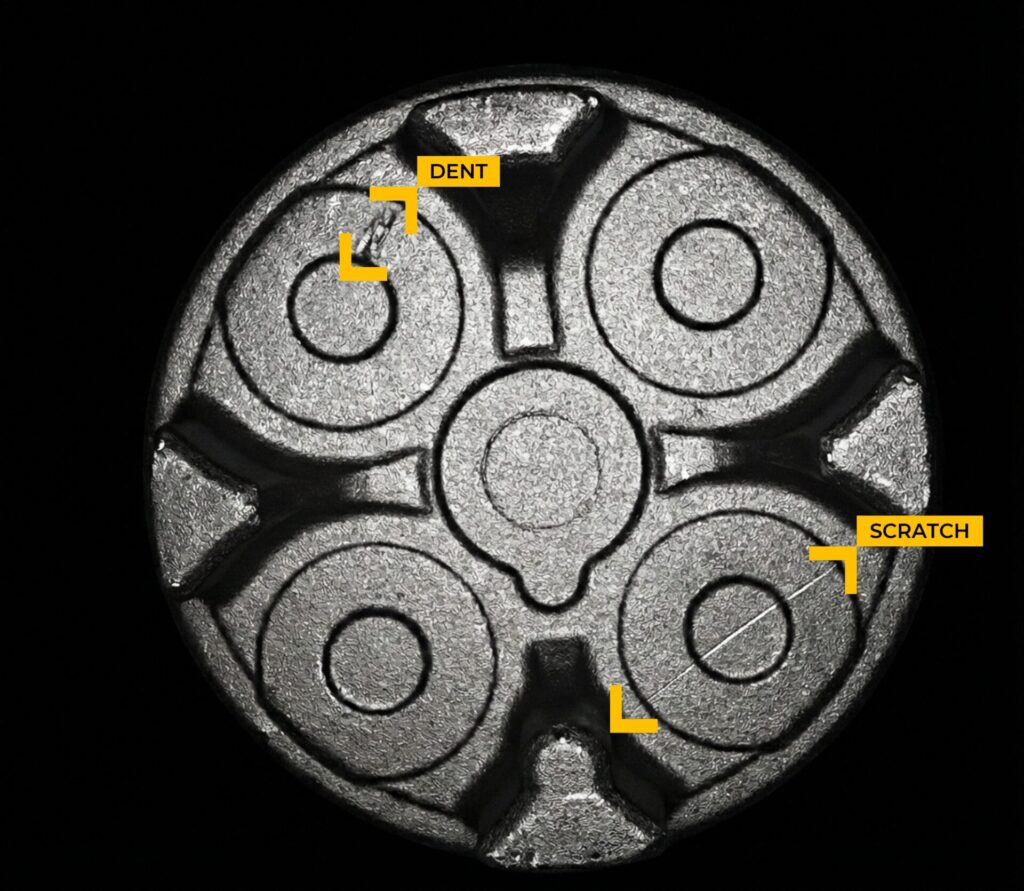
3D rendering of the test station: Visualization of the automated final inspection for closed-die-forged automotive components. | Image Credit: SMS groupThe automated final inspection allows various types of closed-die forging defects to be identified and categorized (example shown). | Image Credit: SMS group
The inspection solution integrates automated handling and high-resolution imaging to assess surface conditions and geometry. A robot moves forgings directly from transport containers, while camera sensors capture images that are analyzed in fractions of a second. Detected defects are classified against a digital catalog, reducing the likelihoos of misclassification and minimizing pseudo-scrap, or the disposal of acceptable parts.
The system was developed in cooperation with image processing specialist Sightwise as well. As part of SMS group’s iForge digitalization platform, the inspection is designed to integrate into forging production lines and support automated quality assurance workflows.
Axel Rossbach Forging Technology Expert SMS group
A key feature of the system is its use of synthetic training data to develop inspection models. Instead of relying on physical samples of defective parts, the system uses CAD and 3D model data to simulate material properties, surface textures, and defect types. This allows analysis models to be prepared within hours rather than weeks.
“The new system enables us to speed up the final inspection significantly and ensure maximum process stability in the line itself,” said Axel Rossbach, forging technology expert at SMS group. The scalable system can also be adapted to new product variants, supporting production flexibility in automotive forging operations.
Press release is available in its original form here.
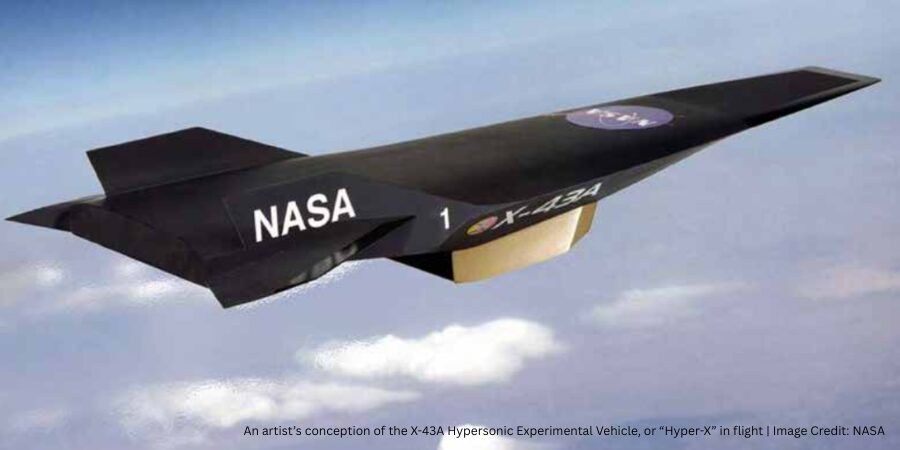
Hypersonic vehicles and missiles operating at Mach 5 and beyond place unprecedented thermal and environmental demands on aerospace materials. In this Technical Tuesday installment, Scott Robinson, product manager of ceramics and powder metallurgy at Centorr Vacuum Industries, examines how vacuum and controlled-atmosphere furnaces support the research, prototyping, and production of ultrahigh-temperature ceramics, carbon–carbon composites, and other advanced materials used in hypersonic applications.
This informative piece was first released in Heat Treat Today’sMarch 2026 Annual Aerospace Heat Treating print edition.
Introduction
Hypersonic missiles and vehicles are an emerging class of aerospace technology that is developing rapidly toward active use in military and potentially commercial applications. These machines can achieve sustained speeds of Mach 5 or greater within the Earth’s atmosphere (i.e., at altitudes below about 90 km). While conventional intercontinental ballistic missiles can also achieve hypersonic speeds during atmospheric reentry, they follow a high-arching ballistic trajectory with limited maneuverability, in contrast to the real-time in-flight maneuverability offered by hypersonic systems. As such, military actors prefer hypersonic missiles for precision strikes (Mesa 2024), while in the commercial realm, airliners are excited by the possibility of drastically shortened journey durations with hypersonic vehicles (TomorrowDesk 2025).
Because hypersonic missiles and vehicles move at extreme speeds within Earth’s atmosphere, they are subject to significant atmospheric compression and friction effects (Smith 2021). These effects result in considerable aerodynamic heating of the leading edges, nose tips, and exhaust-washed structures, from 1800°C (3200°F) to more than 3000°C (5400°F).
Traditional aerospace materials such as aluminum, stainless steel, and titanium cannot be used at these elevated temperatures without thermal protection engineering. In contrast, an emerging portfolio of materials including refractory metals, carbon-carbon composites, ultrahigh-temperature ceramics (UHTCs), and ceramic matrix composites (CMCs) can more easily deal with this extreme heat.
UHTCs and CMC materials typically are composed of metal carbides, borides, and nitrides, which means they are traditionally processed at very high temperatures. Currently, the leading candidate materials are silicon carbide (melting/decomposition point: 2730°C, or 4945°F) and zirconium diboride (melting point: ~3246°C, or 5875°F) due in part to their reasonable raw material costs.
Processing of UHTCs, CMCs, and other advanced materials for aerospace applications includes one or more of the following high-temperature processing steps, often using vacuum and controlled atmosphere furnace technology:
Chemical vapor infiltration
Chemical vapor deposition
High-temperature sintering
Graphitization
Silicon melt infiltration of carbon-carbon composites
Each stage of the product development cycle — from laboratory-scale research and development to prototype development to production-scale manufacturing — requires a portfolio of specialized furnaces to achieve the goals of each stage.
This article takes a closer look at the types of furnace solutions available to develop, process, and commercialize these high-performance materials.
Laboratory-Scale Research and Development
Figure 1. a) Centorr Vacuum Industries’ LF 3000°C (5400°F) graphite vacuum furnace and b) top view of hot zone; 3” x 4” (75 x 100 mm; Ø x h) hot zone. | Image Credit: Centorr Vacuum Industries
Laboratory-scale R&D activities focus mostly on the development, fabrication, and testing of small-scale parts, which require a small, adaptable furnace.
The LF graphite vacuum furnace is an example of the type of furnaces needed for small-scale parts (Figure 1). First designed in 2012, it is a robust, low-cost development furnace with temperature capability up to 3000°C (5400°F) in vacuum or inert gas. This temperature range covers most hypersonic, UHTC, and other applications. For example, current users fit the small 3″ x 4″ (75 x 100 mm; Ø x h) hot zone with small graphite crucibles to fire graphite-based powders for applications in battery and electric vehicle technology.
In another case, Dalhousie University in Nova Scotia, Canada, a research-based university, modified the base LF system by adding a small binder/off-gassing trap and positive pressure exhaust tower for processing of non-oxide ceramics produced by additive manufacturing. These samples include silicon-based ceramics (silicon carbide and silicon nitride), high-entropy ceramics, and cermet systems.
Subsequent laboratory applications require a larger hot zone furnace for processing bigger samples. One example of this type of furnace is the Series 10 graphite tube furnace (Figure 2). This tube furnace is based on a more than 50-year-old furnace design, although the traditional alumina or quartz tube has since been replaced with a solid graphite tube. Operating in vacuum or partial/positive pressures of argon, R&D centers use this furnace to process carbon powder formulations to maximize the percent conversion to graphite, as not all carbon-based starting materials will convert to crystalline graphite.
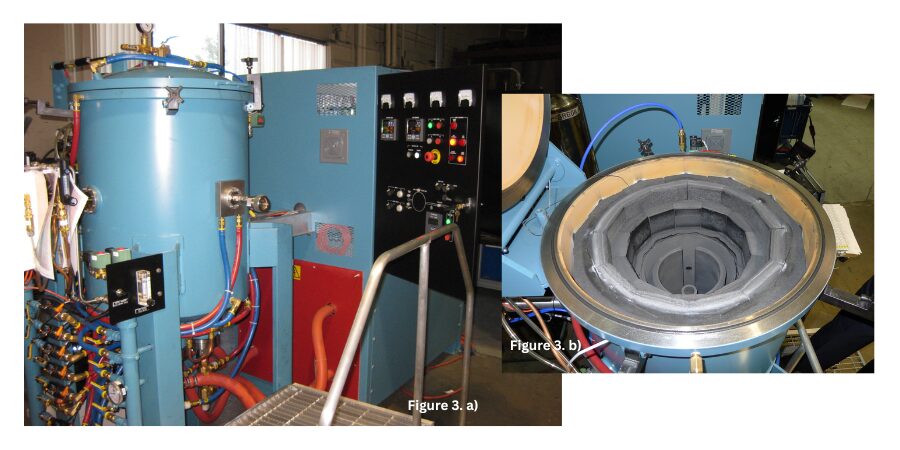
Figure 2. Series 10 3000°C (5400°F) graphite tube furnace; 4″ x 16″ (100 mm x 400 mm) hot zone diameter and height. Image Credit: Centorr Vacuum Industries Figure 3. a) Series 45 graphite top-loading furnace and b) top view of hot zone. Used for carbon/graphite work, this model offers a larger useable firing footprint at higher temperatures than the Series 10 furnace. The hot zone diameter and height dimensions approximate 6″ x 6″ (150 mm x 150 mm), and temperature is rated for 3200°C (5790°F). | Image Credit: Centorr Vacuum Industries
As R&D activities begin to focus on particular material compositions, larger furnaces are needed to synthesize meaningful sizes and quantities of candidate materials prior to scaling up for manufacture, like the Series 45 graphite top-loading furnace (Figure 3).
Characterization and Prototyping Stage
Figure 4. Front view of the Series TT Testorr graphite hot zone rated for 2700°C (4890°F) processing temperatures | Image Credit: Centorr Vacuum Industries
Once the final candidate materials are processed, aerospace design engineers need to test meaningfully sized samples of the materials at high temperature under mechanical loading. It is best to have a furnace that can be combined with mechanical test stands to take measurements of mechanical properties. This is the case for Wichita State University’s National Institute for Aviation Research, which leverages multiple Testorr® furnace units to measure tension, compression, and shear properties of ceramic matrix composites, refractory metals, and other materials at high temperature. Rated for temperatures up to 2700°C (4890°F) in vacuum or inert gas, the furnace can better simulate some aspects of hypersonic service environments (Figure 4).
An important task of the R&D and prototyping stages is to work out processing parameters that will be translated to production-scale manufacturing processes. For example, simple carbon structures will react with air during reentry and suffer damaging effects at temperatures as low as 500°C (930°F). Therefore, any carbon-carbon materials or solid carbon shapes used in hypersonic applications must be protected with advanced ceramic coatings for durability and oxidation resistance.
Chemical vapor deposition is one such coating deposition process, and one of the most popular protective coatings is silicon carbide. The coating is deposited on substrate parts by flowing hydrogen gas through a bubbler of liquid methyltrichlorosilane (MTS; CH3SiCl3) gas. Newer systems use a heated evaporator to vaporize the MTS liquid in a hydrogen carrier gas stream. The combination of hydrogen and MTS is introduced at partial pressures into the furnace hot zone inside a graphite retort, where the gases “crack” or decompose, depositing microns-thick coatings of silicon carbide onto the part’s surface.
Production Stage
Once the advanced materials are properly characterized and prototyped, it is time to look at equipment for full-scale production manufacturing. The furnace configurations for these processes can be conventional front-loading designs or may be oriented in vertical top- or bottom-loading designs for floor space savings and gas flow dynamics.
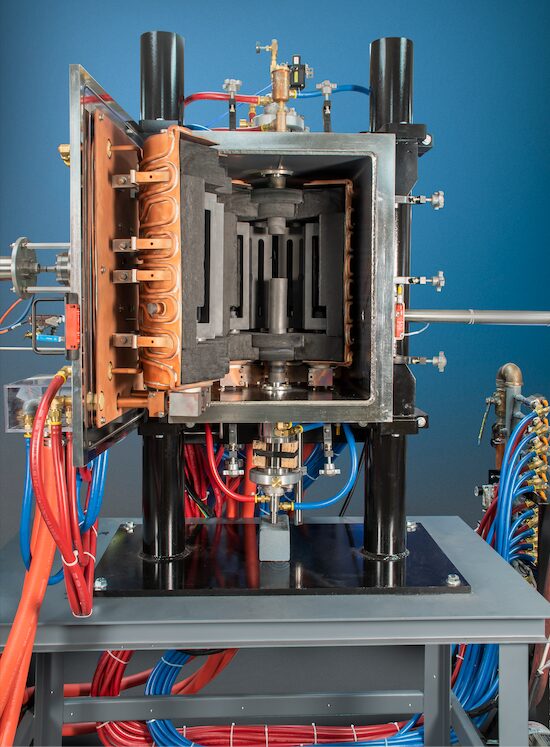
The Sintervac® front-loading graphite furnace (Figure 5) has integral graphite retort and dual gas flow to the main chamber and retort. These furnace systems include durable rotary piston pumping systems with inline binder traps and particulate filters to protect the pumping systems from damage from abrasive ceramic particulates. The internal graphite retort compartmentalizes the off-gassing that takes place and prevents it from escaping into the hot zone, where the oxide byproducts can attack and degrade the graphite heating elements and rigid graphite board insulation.
One common application for this type of furnace is melt infiltration of carbon-carbon composites to improve the physical properties and oxidation resistance of the composite. When processed in partial pressures (or even at positive pressures) of argon, silicon will melt at approximately 1450°C (2640°F). The silicon liquid and vapor infiltrate into the void spaces of the porous carbon-carbon composite via capillary action. The infiltrated silicon reacts with the free carbon in the carbon-carbon fiber structure, forming a silicon carbide matrix around the carbon-carbon fiber structure.
Firms like Exothermics (Amherst, NH) use this process for missile and aerospace applications. The silicon carbide matrix structure provides an environmental barrier to oxidation during reentry into Earth’s atmosphere and improves the matrix’s temperature performance to approximately 1600°C (2910°F) in air.
Smaller production units were also developed for carbon-carbon work at temperatures from 2450°C and 2600°C (4440°F and 4710°F). The addition of dedicated water-cooled filtration traps and 10-μ particulate filters helps deal with the heavy off-gassing expected from processing of carbon-carbon materials.
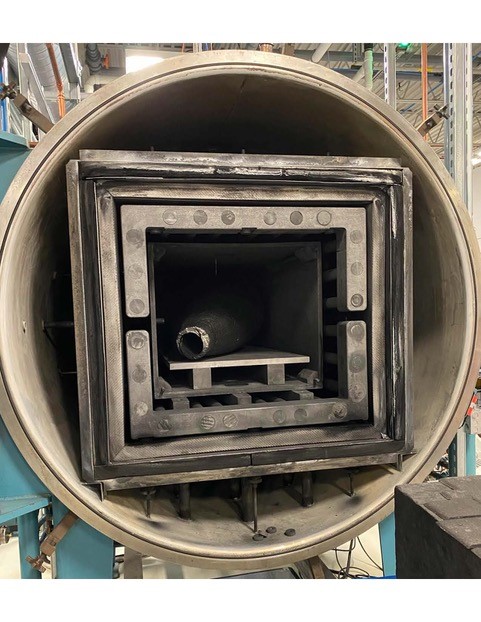
In contrast to melt infiltration, chemical vapor infiltration drives gaseous reactants into the porous matrix where the gas reacts with the porous structure to form a dense matrix. The chemical vapor infiltration process is used to fabricate larger parts for hypersonic applications, such as rocket motors and missile components, and carbon-carbon aircraft brakes. Vertical top- and bottom-loading chemical vapor infiltration units like the example in Figure 6 can be used for these types of applications.
Figure 6. Series 4300 vacuum furnace for chemical vapor infiltration and graphitization. The furnace may be built in a top-loading or bottom-loading configuration; the unit scales from 52″ to 80″ (1,320 mm to 2,000 mm) in diameter and heights from 80″ up to 120″ (2.0 to 3.0 meters). | Image Credit: Centorr Vacuum Industries
In the chemical vapor infiltration process, gases, including hydrogen, methane, and propane, are fed into the furnace chamber at high flow rates and at temperatures approaching 1000°C–1100°C (1830°F–2010°F). The methane and propane gases break down and deposit carbon deep into the matrix of the carbon-carbon fibrous parts. These cycles can be very long, approaching seven to ten days, for the material to fully densify, and multiple cycles are usually necessary.
Low operating pressures require extremely large mechanical pumping systems with large vacuum blowers or boosters. These furnaces include water-cooled “tar” traps (with a heated stripping system) and large Dollinger particulate filters for handling the resin off-gas byproducts.
These furnaces are almost always induction heated, using multizone induction coils and large, thick-wall graphite susceptors for optimal temperature uniformity. The insulation design uses carbon black powder, which is economical and highly efficient for temperature reduction.
While more conventional rigid or flexible graphite board or felt materials can be used, Centorr’s experience has shown that the degree of infiltration of carbon resins over time will affect the density and porosity of the insulation pack (as it does the load material), causing degradation and densification of the insulation. The denser insulation results in high coil water temperatures, which compromises hot zone life. Specialized carbon black installation and removal equipment is required by the end-user to maintain the insulation efficiency of the furnace hot zone. Because gas flow in the furnace is critically important, special diffusor plates or plenums are used to uniformly direct gas flow across the entire geometry of the parts.
Once the advanced materials undergo chemical vapor infiltration, they are still composed of a carbon base material, which needs to be converted to a more orderly crystalline graphite structure to impart the durability and strength required in aerospace applications. To accomplish this conversion, the material needs to be heated at temperatures greater than 2300°C (4170°F), a process called graphitization.
The graphitization process employs similar furnace designs to the chemical vapor infiltration process, but the induction heating power supply is changed to the more conventional single zone coil, and the vacuum pumping systems are smaller with no tar traps needed. Load sizes of 3,000–5,000 lb. (1,360–2,268 kgs) are possible. Both the smaller and larger chemical vapor infiltration and graphitization units have large, water-cooled heat exchangers inline with large cooling fans, which reduce cooling times from ten or more days to less than 175 hours.
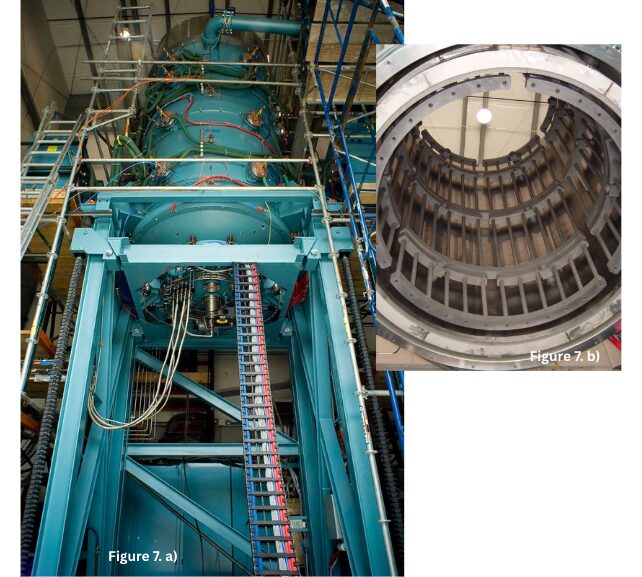
Figure 7. a) Series 3800 bottom-loading silicon carbide chemical vapor deposition furnace. b) Series 3800 chemical vapor deposition furnace hot zone with multizone control; 53″ diameter x 83″ height (1,350 mm x 2,108 mm) graphite hot zone furnace rated for 1600°C (2910°F) operation. | Image Credit: Centorr Vacuum Industries
A smaller graphitization unit was also developed in a 30″ diameter x 40″ height (76 mm x 1,000 mm) size rated to 2900°C (5250°F) maximum temperature in a vertical bottom-loading configuration for processing smaller parts in lower volumes for aerospace brakes.
The silicon carbide chemical vapor deposition units for laboratory applications discussed previously are also needed for production-size volumes (Figure 7). Due to tight temperature uniformity requirements, these units are multizone control with graphite hot zones constructed of rigid graphite board for process durability. The pumping systems can be either “dry” or “liquid ring” designs for processing the acidic off-gas materials. A post-exhaust chemical scrubber system is required to safely neutralize the hydrogen chloride off-gases.
Enabling the Next Generation of Aerospace Materials
The difficult design requirements of next-generation aerospace technologies will continue to push the existing limits of material performance. As characterization and development of new materials will be critical to the success of these aerospace programs, vacuum and controlled atmosphere furnaces will play an essential role in the production of such materials.
References
American Elements. n.d.a “Silicon Carbide Data Sheet.” https://www.americanelements.com/silicon-carbide-409-21-2.
American Elements. n.d.b “Zirconium Diboride Data Sheet.” https://www.americanelements.com/zirconium-diboride-12045-64-6.
Mesa, J. 2024. “What’s the Difference Between a Hypersonic Missile and ICBM?” Newsweek, November 21, 2024. https://www.newsweek.com/difference-between-icbm-irbm-missiles-1989780.
Smith, C. R. 2021. “Aerodynamic Heating in Hypersonic Flows.” Physics Today 74 (11): 66–67.
TomorrowDesk. 2025. “Hyperian Aerospace and the Dawn of Hypersonic Flight.” TomorrowDesk, March 29, 2025. https://tomorrowdesk.com/evolution/hyperian-aerospace-hypersonic-flight.
Heat Treat Todaythanks the American Ceramic Society for allowing us to print this piece. This article was originally published in ACerS Bulletin, September 2025.
About The Author:
Scott K. Robinson Product Manager of Ceramics and Powder Metallurgy Centorr Vacuum Industries
Scott K. Robinson is product manager of ceramics and powder metallurgy at Centorr Vacuum Industries (Nashua, NH).
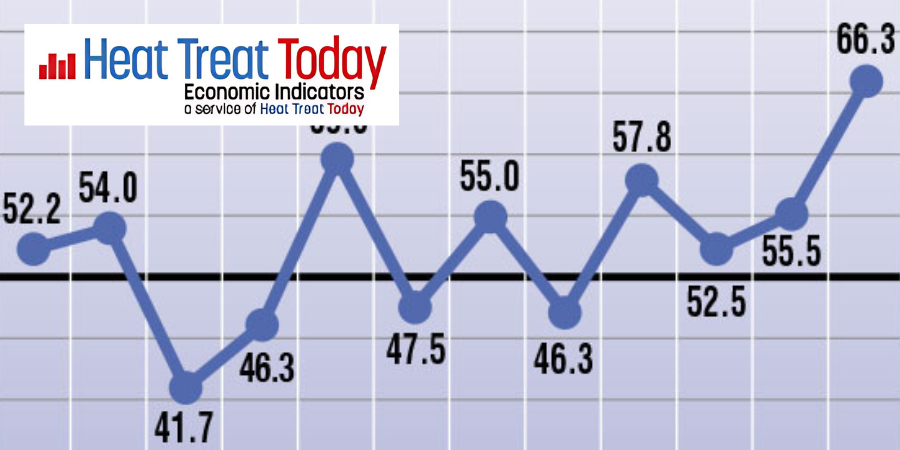
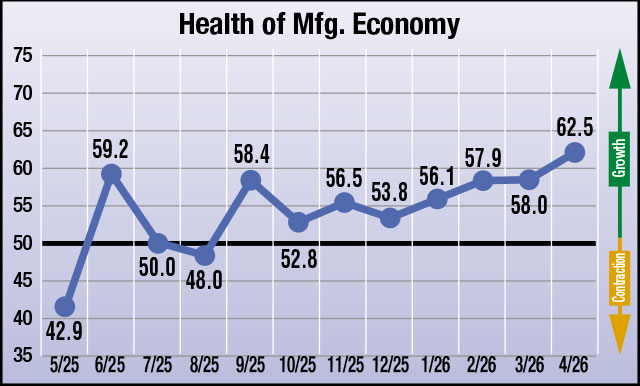
Heat Treat Today has gathered the four heat treat industry-specific economic indicators for April 2026. The results suggest continued forward-looking stability compared to the March 2026 predictions.
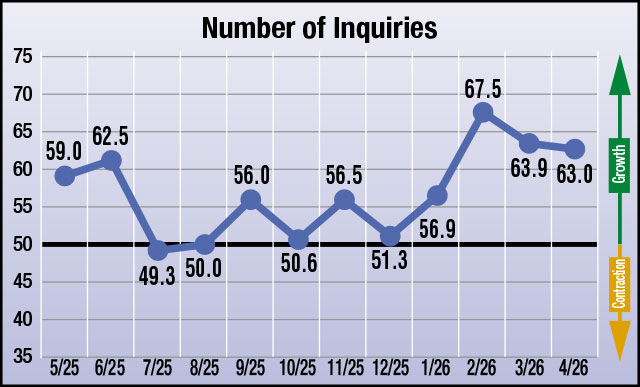
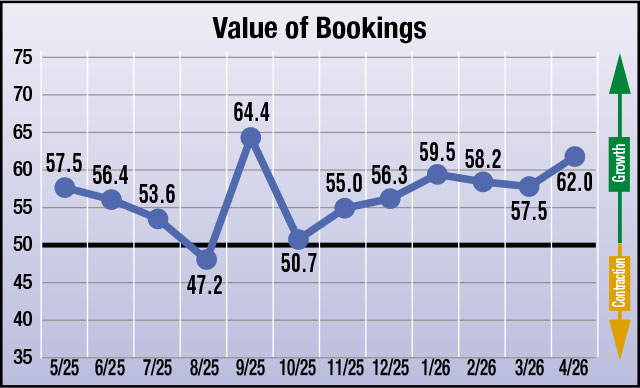
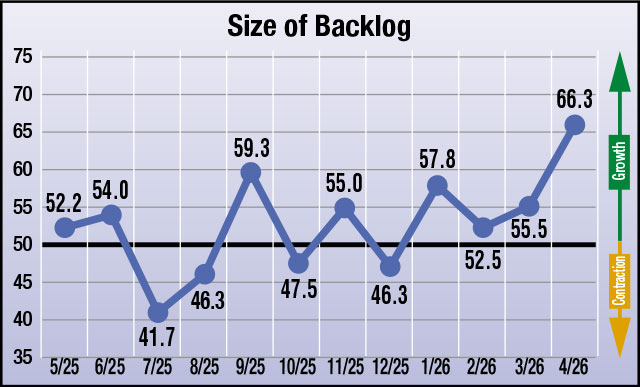
April’s data points to anticipated continued growth across the heat treat industry, as all four indices remain above the growth threshold. Inquiries are projected to remain strong at 63.0 (from 63.9 in March). Bookings are expected to strengthen to 62.0 (up from 57.5 in March). The Backlog index forecasts a notable increase to 66.3 (up from 55.5 in March). Meanwhile, the Health of the Manufacturing Economy index points to a more confident outlook at 62.5 (up from 58.0 in March).
April’s indicators suggest suppliers to the heat treat industry anticipate steady-to-strengthening demand conditions in the month ahead, with particular momentum in backlog and bookings supporting operational continuity. With all four metrics projected to remain comfortably in growth territory, the outlook reflects a manufacturing environment where suppliers can expect continued activity from heat treaters, supported by improving confidence and sustained demand across key markets as the second quarter begins.
The results from this month’s survey (April) are as follows: numbers above 50 indicate growth, numbers below 50 indicate contraction, and the number 50 indicates no change:
Anticipated change in Number of Inquiries from March to April: 63.0
Anticipated change in Value of Bookings from March to April: 62.0
Anticipated change in Size of Backlog from March to April: 66.3
Anticipated change in Health of the Manufacturing Economy from February to March: 62.5
Data for April 2026
The four index numbers are reported monthly by Heat Treat Today and made available on the website.
Heat TreatToday’sEconomic Indicatorsmeasure and report on four heat treat industry indices. Each month, approximately 800 individuals who classify themselves as suppliers to the North American heat treat industry receive the survey. Above are the results. Data collection began in June 2023. If you would like to participate in the monthly survey, please click here to subscribe.
Boeing is adding vacuum furnace capacity at its Tube, Duct and Reservoir Center in Algona, Washington, to expand in-house heat treating capability for aerospace tube and duct assemblies. The investment is intended to address production needs across commercial and defense aerospace programs.
Dave Farmery, president and COO of Vac Aero, speaks at the CP8A Poseidon ITB commitment event on April 2, 2026. | Image Credit: Bolour Studio, courtesy of BoeingAl Meinzinger President Boeing Canada
The investment is part of Boeing’s Industrial and Technological Benefits (ITB) commitments tied to Canada’s CP8A Poseidon aircraft program, which includes a multi-million dollar investment in Vac Aero International to strengthen aerospace manufacturing capabilities in Canada.
“We are pleased to support Vac Aero with the purchase of this new equipment for our Fabrication facility, which serves our commercial programs and select space and defense work,” said Al Meinzinger, president of Boeing Canada. “This ITB investment underscores Boeing’s commitment to Canada following the CP8A Poseidon selection and to modern manufacturing and Canadian small businesses in our global supply chain.”
The expansion includes the installation of two vacuum furnaces for vacuum heat treating and annealing of complex tube and duct assemblies at Boeing’s Algona facility. The furnaces, sized at 60″ x 90″ and 60″ x 60″, will be dedicated assets supporting Boeing’s aerospace manufacturing operations for multiple airplane programs.
The furnaces will be co-located within a single heat treat area, a configuration expected to free up approximately 300 square feet of production space. The equipment is scheduled to be ready for use in April 2027.
Press release is available in its original form here. Additional details provided by Boeing.
Heat Treat Todaypublishes twelve print magazines a year and included in each is a letter from the editor. This letter is from the March 2026 Annual Aerospace Heat Treatingprint edition. In today’s letter,Bethany Leone, managing editor at Heat Treat Today, shares her insights on the tension between a surging editorial workload and the need for thoughtful, deliberate decision-making — and why choosing clarity over the rush may be the most important discipline we can practice in the busiest of seasons.
The holidays are past; the fervent rush of “let’s get things done!” has arrived. I’ve sensed the pressure build as the editorial team faces limited time, increased volume of articles, and competing priorities. Navigating the excitement to publish technical articles and make public news statements becomes the work of editing.
Influx of Activity
This past month brought an increased editorial interest from industry suppliers and partners. Industry experts writing about new technologies often are busy with developing those products and refining the processes. So when these individuals take the pen (the keyboard), we seize the opportunity to bring their thoughts to you. This ensures the wider North American heat treat community is benefitting from the treasure trove of instruction, guides, and practical warnings to best operate equipment and maintain processes in a timely way.
You’ve likely heard murmurs of events and in-person engagements. Case in point: Heat Treat Today’s Helium Leak Detection Seminars launches this month. These also have occupied our time as the editorial team prepares content and carves out time to follow up with new people, meet remotely with folks, and even attend webinars ourselves. All of this means processing editorial content sooner than usual and anticipating industry trends that come out of these forums.
This increase in editorial volume necessitates more focus and less time to reflect. As a curious and systems-oriented person, these times of focus, while invigorating, leave me wishing for time to reflect, research, and develop better processes. This is not order for the sake of order, but to ensure that articles truly capture and deliver the value that authors intend, and that they do so at the right time for readers.
All Movement, No Time to Think
It is now that I feel the first inclinations of the dreadful “r” word: rush.
There is no allure to rushing. In American culture, we do find ourselves busy, but rushing is never appealing — it is all activity without the direction of a thoughtful decision. The “r” word in the editing world means a missed opportunity to define an unclear metallurgical term or printing a graph too small that causes readers to squint. Bring that word up in an audit and everyone becomes uncomfortable. Hurriedly chip off February ice from your windshield to get to work and drive off dreading if your wallet was left behind in the rush.
More ideas, asks, input, and even adjacent activity by colleagues can often bring less margin. If only I could have time to think and execute everything all the time in a day, then I’d be happy! But instead of wishful thinking, I find the best first step is to stop yearning for an unchanging balance of priorities and readjust the expectations for output (or thought life) that I once held, even as recently as the day before. External demands pushing us into action require decisive thinking. The goal is clarity under constraint, not just endurance in the excitement.
Marching Orders
In all of this, remember: on the opposite side of my editorial conundrum is a slew of experts seeking to connect with you, our readers. In their own way, they too are in “execution” mode. Take advantage of their efforts and send us your feedback (editor@heattreattoday.com) whenever a question or idea strikes, or if you have more to add than that which was covered in the scope of an article.
And of course, here I am: send me your technical articles! You may find me joyfully drowning in grammatical questions, image requests, or word count conundrums.
Heat Treat Today has launched its 2026 Helium Leak Detection Seminar series, with the first stop held on March 25, 2026 in Charlotte, North Carolina. The one-day, hands-on training event brought together vacuum furnace users, OEMs, and industry suppliers for practical instruction on leak detection methods and equipment used in thermal processing environments.
Dave Deiwert leads with a focus on real-world application, showing off leak detection equipment during the Charlotte seminar.
Led by Dave Deiwert of Tracer Gas Technologies, the seminar focused on helping attendees better understand the challenges associated with helium leak detection and how to troubleshoot common issues encountered in vacuum furnace operations. Participants included both end users and manufacturers of vacuum furnaces, reflecting broad industry interest in improving leak detection practices.
The program combined classroom instruction with live demonstrations and hands-on experience using multiple helium detection systems. Onsite sponsors included Aaron Barton of Busch Vacuum Group, who demonstrated the Pfeiffer Vacuum ASM310 helium leak detector and guided attendees through hands-on use. Additional demonstrations were supported by Bob Delabio and Bryant Crisp of Edwards Vacuum, who provided access to the Edwards ELD500 Dry Helium Leak Detector for live testing and application-based learning. Deiwert also incorporated an Inficon Protec 3000 helium sniffing leak detector into the training, offering attendees exposure to multiple leak detection approaches used in vacuum furnace environments.
Dave Deiwert engages attendees with live demonstrations of helium leak detection equipment.Hands-on training walks attendees through leak detection equipment and troubleshooting methods.
Attendees were encouraged to engage throughout the session, with open discussion around common frustrations in leak detection and strategies for improving accuracy and efficiency. According to Deiwert, many participants identified leak detection as a persistent challenge in their operations, underscoring the value of practical, experience-based training.
Dave Deiwert and Karen Gantzer at the first session of Heat Treat Today’s Helium Leak Detection Seminar in Charlotte.
The event was organized by Heat Treat Today, with coordination led by Publisher Doug Glenn and Director of Events Karen Gantzer, who also managed onsite execution in Charlotte.
Deiwert emphasized a service-oriented approach to the training, encouraging attendees to continue the conversation beyond the seminar. “If you help people when they have problems, business seems to take care of itself,” he said, noting that responsiveness and technical support play a key role in building long-term relationships across the industry.
The Charlotte seminar marks the first of four planned stops in Heat Treat Today’s2026 Helium Leak Detection Seminar series, which aims to provide accessible, application-focused training for professionals working with vacuum furnaces and related equipment.
A manufacturer has placed an order for a vacuum furnace system designed to replace multiple heat treating processes, consolidating operations into a single device to streamline thermal processing. The furnace will be used to heat treat components for high-precision small arms intended for civilian markets, including sport shooting and hunting, as well as versions adapted for uniformed services.
Image Credit: SECO/WARWICK
Initial production plans called for four separate units — an oil quenching furnace, tempering furnace, cryogenic unit, and washing system. Following a joint technological analysis, SECO/WARWICK, a global manufacturer of industrial furnaces with operations in North America, demonstrated that these processes could be performed within a single vacuum furnace with gas quenching. Trials confirmed the approach met the client’s requirements while simplifying the overall process.
The system is a horizontal Vector vacuum furnace designed to support multiple heat treating operations in one unit. It features a round heating chamber with temperature uniformity of approximately 5°C (9°F), a convection heating system for improved low-temperature efficiency, and a vacuum pumping system combining mechanical and Roots pump for stable operation.
Additional capabilities include partial pressure control system to limit alloy element evaporation and a 15-bar gas quenching system with inverter controlled to stabilize cooling and reduce power demand peaks. The furnace also supports vacuum carburizing (FineCarb), pre-nitriding (PreNitLPC), low-pressure carbonitriding (LPCN), and deep cryogenic treatment down to −80°C (−112°F) within an automated cycle.
By consolidating these processes, the system is expected to improve repeatability and production efficiency, while eliminating the need for post-quench oil cleaning.
Maciej Korecki Vice President of Vacuum Business Segment SECO/WARWICK
“Initially, several separate devices were considered, each handling subsequent stages of the process. After analysis and technological testing, it turned out that all these operations can be carried out in a single vacuum furnace with gas quenching. This means not only substantial investment savings but also simplified production, shorter process times, and reduced labor requirements. For the [client], it is also the first step toward modern vacuum processes and moving away from the atmospheric technologies previously used,” said Maciej Korecki, vice president of the Vacuum Segment at SECO/WARWICK.
Press release is available in its original form here.