RTX’sPratt & Whitney, a North American aerospace manufacturer headquartered in East Hartford, Connecticut, is investing $100 million to expand production capacity through advanced manufacturing processes, including heat treatment of forged engine components, to support increased output of commercial and military aircraft engines. The expansion is expected to strengthen supply for aerospace programs and improve throughput of critical engine parts used across global aviation fleets.
The investment will be made at the company’s facility in Rzeszów, Poland, where operations will be expanded to include additional processing capabilities and production capacity. The site supports manufacturing for several engine programs. including GTF™, F135, and F100 platforms, which serve both commercial aviation and defense applications.
Piotr Owsicki General Manager Pratt & Whitney Rzeszów
The expansion is intended to address growing global demand for aircraft engines and related components. “This investment reflects our continued commitment to increase production capacity for our [clients] and deliver more, faster,” said Piotr Owsicki, general manager of Pratt & Whitney Rzeszów. The capital project, expected to be fully operational by 2028, will enable a 30% increase in output of critical engine parts such as rotating compressor and turbine disks.
Press release is available in its original form here.
Treatnorte, a commercial heat treatment company, will add a new vacuum furnace to support vacuum heat treatment of tool steel, improving process control and consistency for components used in manufacturing applications.
Image Credit: SECO/WARWICK
The furnace joining Treatnorte’s machine park is a medium size system from SECO/WARWICK, a global manufacturer of heat treatment equipment with operations in North America. It is configured to provide a broad process range and production flexibility.
The round heating chamber allows processing of relatively large parts, while the combination of high-pressure gas quenching (HPGQ) up to 15 bar abs, combined with dedicated low-pressure carburizing (LPC) technology, enables complete process cycles for a range of steels used by Treatnorte’s clients. The furnace provides temperature uniformity, convection heating at lower temperatures, and directional cooling, supporting control of quenching processes for complex geometries.
The furnace configuration also incorporates FineCarb technology, SECO/WARWICK’s low-pressure carburizing solution carried out in a vacuum atmosphere, where carbon introduction is precisely controlled through successive pulses of carbon-bearing gases. This process allows for uniform and repeatable carburized layers with minimal part distortion and reduced cycle time.
The equipment will serve both the Portuguese and Spanish markets, where it will support ongoing tool steel heat-treatment operations. “The ability to independently perform vacuum hardening and carburizing processes significantly increases operations independence, shortens the supply chain, and allows for better quality control. FineCarb technology, combined with 15-bar gas quenching opens up opportunities for Treatnorte to win more demanding projects for [clients] in Portugal and Spain,” said Nuno Carvalho from Treatnorte.
Press release is available in its original form here.
DOWA THT America, Inc. (DOWA THT) was established in 1997 and began operations in 1998 in Bowling Green, Ohio, as a subsidiary of Japan’s DOWA Thermotech Co., Ltd. The company was founded with the goal of meeting the North American demand for advanced heat treatment, initially targeting the automotive industry and expanding over time to serve the construction, agriculture, and green energy sectors.
DOWA THT Batch Furnace Line | Image Credit: DOWA THT
DOWA THT operates two independent divisions. One division is the Commercial Heat Treatment Division, which is operated locally and has been expanded four times since the original building was constructed. This facility is equipped with 24 batch furnaces, four tempering furnaces, six vacuum wash machines, and two continuous furnaces, most of which are DOWA THT brand equipment.
The second division is the Furnace Equipment Division, which is responsible for the design, manufacturing, installation, and maintenance of all equipment sold domestically. The overwhelming majority of equipment sold at the Commercial Heat Treatment facility and the parts processed there are for the automotive industry, but the facility also caters to other fields, such as construction, agriculture, environmentally friendly energy production, and advanced industries. The Furnace Equipment Division provides a full range of services, including sales, installation, commissioning, preventive maintenance, and emergency maintenance, from Canada all the way to Brazil.
DOWA THT Continuous Furnace Line | Image Credit: DOWA THT
The Commercial Heat Treatment Division processes parts onsite at the Bowling Green facility to enhance material properties for durability and performance. Examples of the parts processed are gears, shafts, transmission parts as well as agricultural machinery parts. The company’s services in this field focus on carburizing, carbonitriding, nitriding, ferritic nitrocarburizing, quench and temper, and hardening. They are also considering adding annealing as part of its capabilities.
The Bowling Green facility uses a patented QSQ quenching process developed to reduce distortion. With this patented process, DOWA THT has significantly reduced post-process work steps for its customers for many years.
A key feature of the Bowling Green facility is that the Commercial Heat Treatment Division and the Furnace Equipment Division operate within the same facility. This structure allows potential customers to visit the operational furnaces prior to purchase and observe the visual flow of the heat treatment process.
The biggest advantage of the Furnace Equipment Division is its turnkey operation. From design to manufacturing, DOWA THT manufactures all equipment and can handle all processes, including transportation, customs, and installation.
DOWA THT is a company that demonstrates leadership across a wide range of industries and is trying to continue to develop new technologies every year. They are capable of designing equipment tailored to customers’ specific specifications, including safety features to protect their employees.
In addition to its U.S. base, DOWA THT has a heat treatment facility in San Luis Potosi, Mexico. The Mexican facility began operations in 2015 and continues to expand. If a customer chooses to manufacture in the U.S. or in Mexico, their North American bases work together to meet all customer needs in both countries.
Whether it’s providing turnkey services in Ohio or designing and installing a custom furnace in North and South America, DOWA THT utilizes their technical expertise housed in their dedicated staff to fuel their dual division model. They are zeroing in on innovating heat treatment solutions and technologies for the future, while investing in sustainable practices to lessen their environmental footprint. With a focus on targeting new growth areas, such as renewable energy, automation, and advanced manufacturing, they are executing on a multi-year plan to integrate real-time monitoring and AI-generated predictive maintenance to enhance overall client experience.
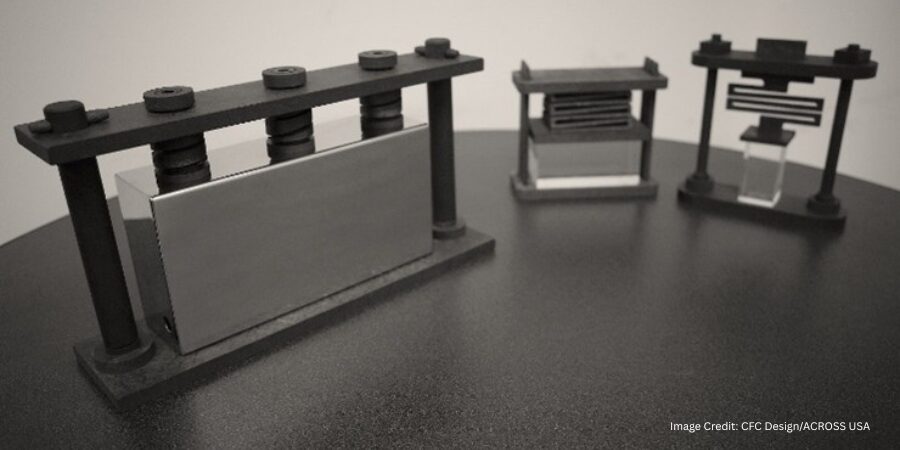
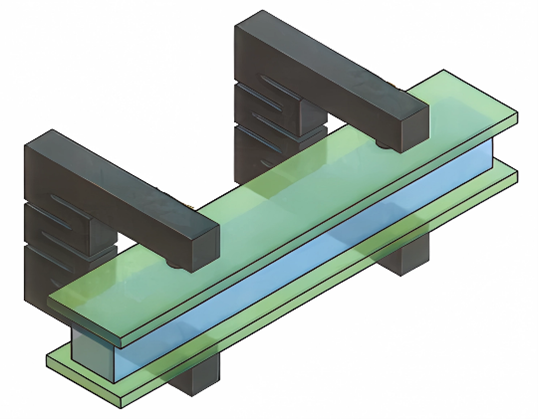
Advanced carbon-fiber-reinforced carbon (C/C) composites are redefining fixturing performance in high-temperature aerospace heat treating and furnace brazing. In this feature article, Hirotaka Nagao, Ph.D., technical expert at CFC Design Inc., explores how C/C composites maintain strength and dimensional stability at extreme temperatures while reducing fixture mass, improving thermal uniformity, and increasing furnace productivity.
This informative piece was first released in Heat Treat Today’sMarch 2026 Annual Aerospace Heat Treating print edition.
The Challenge of High-Temperature Integrity
In aerospace heat treating, and specifically furnace brazing, traditional metal fixturing often acts as a bottleneck for productivity. While stainless steel and super-alloys like Inconel or Hastelloy are common, they lose significant strength and begin to deform at temperatures above 700°C (1292°F), making them suspect for precision fixtures. For vacuum brazing processes involving aluminum and copper radiators or oil coolers, maintaining precise dimensional tolerance is a critical requirement for part performance and safety.
The emergence of carbon-fiber-reinforced carbon (C/C) composites offers a transformative solution, as these materials maintain high strength and rigidity at temperatures exceeding 2000°C (3632°F).
The Evolution of C/C Composites
C/C composites consist of high-strength carbon fibers reinforcing a carbon matrix, a combination that provides a unique set of mechanical properties. These materials first appeared in the 1960s and found practical use in specialized aerospace applications, such as spacecraft nose caps, wing leading edges, and aircraft brake materials by the 1980s. Historically, the cost of C/C composites limited their use to government-funded aerospace programs, but modern manufacturing advancements have brought the price range within the scope of general industrial applications.
Compared to graphite, C/C composites possess several times the strength and elastic modulus while offering far superior fracture resistance. Unlike traditional ceramics like silicon nitride or zirconia, which are vulnerable to thermal shock and can be fragile to handle, C/C composites offer high toughness and excellent resistance to radiation and corrosion.
While C/C composites offer exceptional thermal stability, their implementation requires careful management of specific material sensitivities. The primary concern is oxidation; in oxygen-rich environments, the material begins to degrade at temperatures exceeding 350°C (660°F), necessitating protective coatings or inert atmospheres. Furthermore, the initial capital investment for C/C components is significantly higher than that of graphite or standard metals, though this is typically balanced by their superior service life.
In high-temperature vacuum or atmosphere furnaces, direct contact between C/C composites and iron-containing metals must be avoided above 1000°C (1832°F) to prevent eutectic reactions; this is managed through physical separation or the application of barriers like boron nitride. Finally, for particulate-sensitive environments like semiconductor manufacturing, the inherent tendency of C/C composites to produce carbon dust is mitigated by applying specialized carbon coatings to seal the surface.
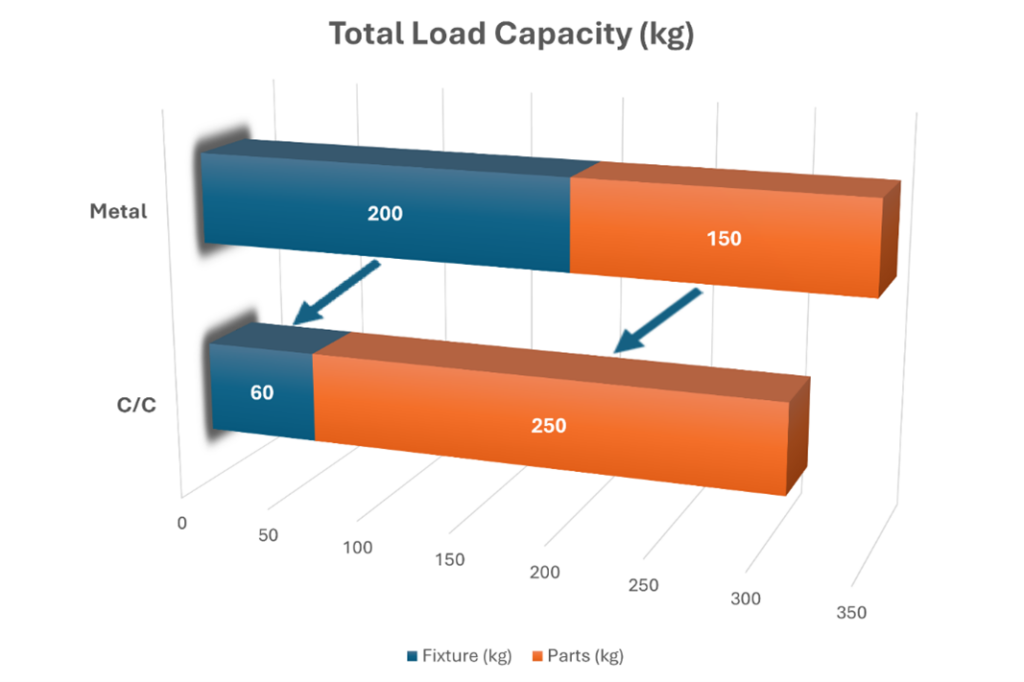
Figure 1. Comparison of total load capacity of C/C fixture and metal fixture | Image Credit: CFC Design/ACROSS USA
Material Performance: A Technical Comparison
The decision to switch from metal or ceramic to C/C composites involves a detailed understanding of the thermal and mechanical limits of each material class.
Heat-resistant alloys: Maximum service temperatures for standard heat-resistant alloys are often capped at 400°C (752°F) before mechanical properties degrade.
Super-alloys: Even advanced materials like Inconel and Hastelloy lose significant strength and suffer from permanent deformation above 700°C (1292°F), rendering them ineffective as springs or precision supports in high-heat environments.
Ceramics: While they offer high heat resistance, ceramics are vulnerable to thermal shock and can break when repeatedly cycled at temperatures exceeding 1000°C (1832°F). They also lack the toughness required for heavy industrial handling.
C/C composites: Advanced materials that combine carbon fibers with a carbon matrix offer an exceptional balance of lightweight strength and thermal resilience. These materials maintain their characteristics and mechanical strength from room temperature up to 2000°C (3632°F).
Structural Advantages of C/C Composite Fixtures
A primary advantage of C/C precision braze fixturing is the drastic reduction in “gross weight” within the furnace, which directly impacts the economics of the heat treat cycle.
Mass reduction: C/C material is approximately 20% the weight of metal, which drastically reduces the dead weight the furnace must heat.
Increased capacity: In a specific industrial application, C/C fixtures weighing 66 kg (145 lb) replaced 200 kg (440 lb) stainless-steel fixtures.
Loading efficiency: In a furnace with a 350 kg (772 lb) total load capacity, this weight reduction allowed the “parts weight” to increase from 150 kg to 250 kg per cycle — a 66% increase in productivity.
Productivity gains: The ratio of total fixture weight to total load capacity was reduced by 70%, enabling more components to be processed in a single cycle.
Energy efficiency: Reducing the fixture weight lowers the total heat capacity of the load, allowing for faster heating times and a drastic reduction in the cost of energy per part.
Thermal Uniformity and Defect Reduction
Traditional metal fixtures often require supplementary “dead weights” to apply constant pressure during the brazing process. These weights, which can reach 20 kg or more, introduce significant thermal challenges:
Thermal shadowing: Large metal weights tend to block radiant heat waves, creating “shadows” that compromise heating uniformity.
Defect rates: Inconsistent heating leads to defective brazed parts and necessitates spacing parts further apart to ensure uniformity, which further limits productivity.
C/C solution: The compact design of C/C fixtures, combined with lightweight springs (weighing only 70 grams), eliminates these thermal barriers. This allows for a decrease in the defect rate and an increase in total process quantity.
The Physics of C/C Spring Technology
To replace heavy dead weights, engineers utilize C/C spring technology to apply a constant load throughout the heating cycle. These springs maintain their force as temperature increases, and the brazing begins once the melting point of the filler metal is reached.
1. Continuous Fiber Coil Springs
Figure 2. (left) New Z-type plate spring innovated for mass production and (right) continuous fiber coil spring
Modern C/C coil springs are manufactured such that the long carbon fibers are spirally continuous and not segmented during the machining process. Early C/C composite coil springs were fabricated by cutting shapes out of two-dimensionally reinforced long-fiber C/C blocks. This method had a significant drawback: the reinforcing fibers were segmented during processing. Because the fibers were cut, the material could not exhibit its full structural strength, leading to a decrease in the spring constant after repeated use in high-temperature environments.
To compensate for these limitations, a proprietary spring type was developed using long carbon fibers that are spirally continuous in one direction (Figure 2). Because these fibers are not segmented, they fully demonstrate their role as a reinforcing medium, resulting in a product that maintains a stable spring constant even after repeated cycles exceeding 1000°C (1832°F).
Durability: Because the reinforcing fibers are not cut, the spring fully demonstrates its strength and maintains a stable spring constant even after repeated use.
Performance: A single carbon spring can generate up to 24.5 kg of force while weighing only 26–84 grams. This provides an equivalent load to metal weights that are hundreds of times heavier.
2. New Type C/C Composite Spring: “Z-Type” Spring
While continuous-fiber coil springs are highly effective, they possess inherent manufacturing disadvantages. Neatly arranging long fibers in a spiral shape is complex and difficult to scale for mass production. Furthermore, because the spring size depends on specific mold dimensions, it has historically been difficult to produce a diverse variety of spring strengths and sizes.
To address the mass-production limitations and molding size constraints of coil-shaped springs, the “Z-type” plate spring was engineered to support large loads using a more efficient manufacturing process (Figure 2). Instead of a coiled architecture, this spring is fabricated in a zig-zag, serpentine pattern using a C/C composite plate.
Material design: The zig-zag pattern is achieved by using laminated plates where short carbon fibers are randomly oriented in a two-dimensional XY plane.
Shear modulus: This random orientation dramatically improves the in-plane shear modulus, allowing the Z-spring to support larger loads and offer a larger deflection allowance than coil-shaped versions.
Stability: In repeated load tests at 1250°C (2282°F), Z-type springs show a minimal 1% decrease in natural length during the first run and zero “setting” or deformation in subsequent cycles.
Mass production: Unlike coil springs, Z-type springs can be mass produced through water-jet machining from large C/C laminate plates.
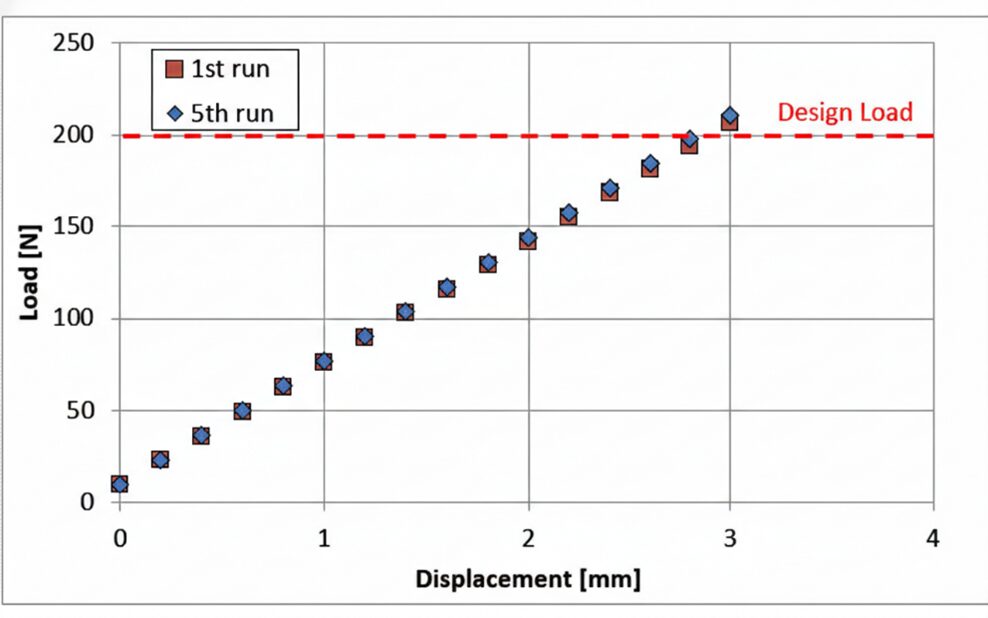
Figure 3 shows the displacement-load curve of the Z-type C/C composite spring. From this figure, satisfactory spring characteristics are exhibited, even in repeated load tests.
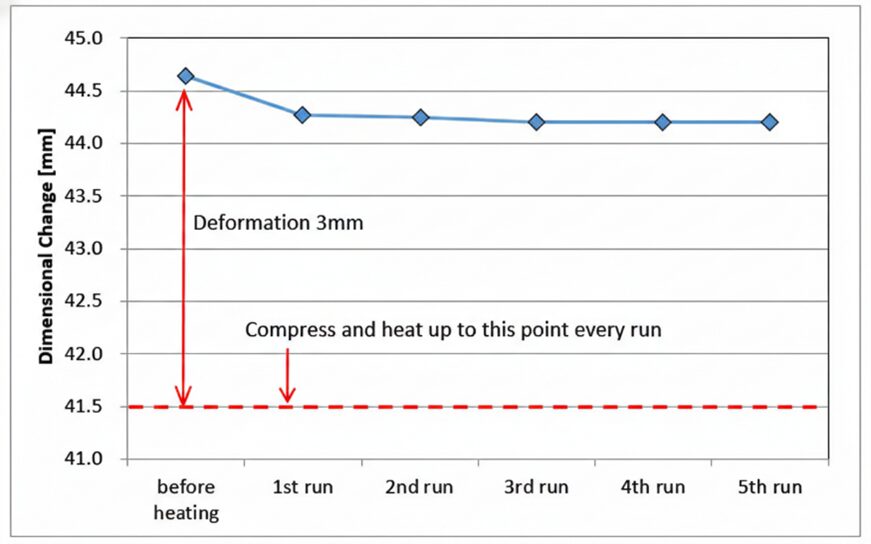
Figure 3. Displacement-load curve of the Z-type C/C composite spring | Image Credit: CFC Design/ACROSS USAFigure 4. Z-type C/C composite spring dimensions after heating and subsequent heating runs | Image Credit: CFC Design/ACROSS USA
After heating the Z-type C/C composite spring in a compressed state at 1250°C (2282°F) for 30 minutes in a nitrogen atmosphere, spring characteristics were measured at room temperature and a repeated heating test was performed.
A decrease of about 1% in the natural length was observed only during the first heating run. However, the natural length did not change even if the heating was repeated after, and it was found that there was no setting at all.
Compared to coil-type C/C composite springs, C/C composite springs made from short-fiber reinforcing materials are characterized by very few shape restrictions and various configurations are achievable.
Advanced Applications: Clips, Bolts, and Large-Scale Fixtures
Figure 5. C/C clips in a sandwich arrangement. This design enables load application while bypassing the need for intricate custom fixture. | Image Credit: CFC Design/ACROSS USA
The versatility of C/C machining allows for specialized components that simplify complex furnace operations:
C/C clips: Developed to simplify fixturing, these clips act as integrated springs that sandwich parts directly, eliminating the need for complicated, heavy clamp structures.
Thermal expansion absorption: In high-temperature furnaces, graphite heaters can deform under their own weight or fail due to thermal stress at joint points. C/C bolts with a “notched” design act as integrated springs to absorb dimensional changes caused by thermal expansion, preventing damage to electrodes and joints.
Large-scale serpentine springs: Z-springs can be manufactured in large serpentine shapes, achieving deflections of up to 22% of their natural length (e.g., a 50 mm deflection on a 230 mm spring) while maintaining satisfactory spring characteristics.
Improving Plant Economics
The transition from heavy metal fixturing to high-performance C/C composites is no longer just a technical preference but a necessity for modern plant economics. For aerospace components that demand zero-distortion and high-precision brazing, C/C fixturing provides the thermal and mechanical stability required for 21st-century manufacturing.
About The Author:
Hirotaka Nagao, Ph.D., is a technical expert at CFC Design Inc. specializing in the development of advanced carbon-fiber-reinforced carbon (C/C) composite materials. With a doctorate in material science, his research focuses on high-temperature applications and improving production efficiency through innovative C/C fixture and spring designs for furnace brazing and heat treatment environments.
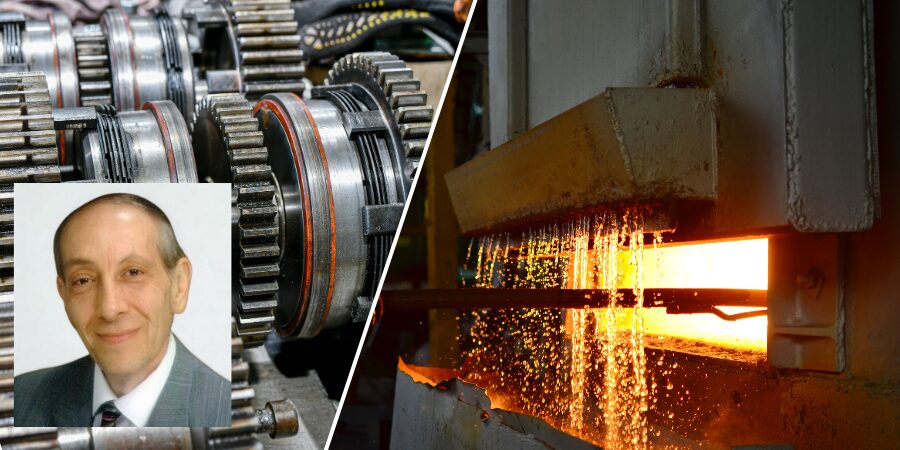
Ask The Heat Treat Doctor® has returned to bring sage advice to Heat Treat Today readers and to answer your questions about heat treating, brazing, sintering, and other types of thermal treatments as well as questions on metallurgy, equipment, and process-related issues. In this installment, Dan Herring discusses practical strategies for managing distortion through oil quenching, focusing on how subtle adjustments — such as delaying agitation to extend the vapor blanket phase — can influence heat transfer behavior and improve dimensional stability in challenging geometries like thin-walled, large-diameter gears.
This informative piece was first released in Heat Treat Today’sApril 2026 Annual Induction Heating & Melting print edition.
The Question
A reader’s question caught the Doctor’s eye and will provide some valuable information we all can benefit from. Let’s learn more:
“I have a question about a technique we used sometimes in my factory for distortion reduction. As you know, in the oil quench cooling there are 3 steps: 1. Vapor Blanket Phase (≈ 840–700°C) 2. Boiling Phase (≈ 700–400°C) 3. Convection (≈ 400–40°C) In addition to [running] a martempering oil (Houghton M240) and a high oil temperature of 80–100°C, a technique we used successfully to reduce the distortion in thin wall large (> 1m) gears was to wait 1 minute without agitation just after placing the parts in the oil tank. Once the minute has passed, we start with the agitator speed at 1,700 rpm. The technical reason for this improvement is to extend the vapor blanket step and hence reduce the distortion created by the boiling step. My questions are: What effect does the vapor blanket step have on thermal uniformity, and is it possible to get a similar result in the agitator speed, for instance, start with a low rotating speed and finishing with a high speed?”
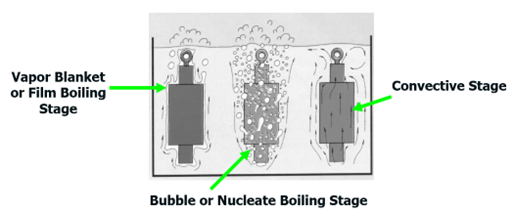
The Three Phases of Quenching
As a brief reminder, let’s revisit the three distinct stages of cooling (Figure 1). The first stage, the “vapor blanket” (or “film boiling”) stage, is characterized by the Leidenfrost phenomenon, which is the formation of an unbroken vapor blanket that surrounds and insulates the work piece. It forms when the supply of heat from the surface of the part exceeds the amount of heat that can be carried away by the cooling medium.
The stability of the vapor layer, and thus the ability of the oil to harden steel, is dependent on: the metal’s surface irregularities; oxides present; surface-wetting additives, which accelerate the breakdown and destabilize the vapor blanket; and the quench oil’s molecular composition, including the presence of more volatile oil degradation by-products (Herring 2015). In this stage, the cooling rate is relatively slow in that the vapor envelope acts as an insulator, and cooling is a function of conduction through the vapor envelope.
The second stage, the “vapor transport” (or “nucleate boiling” or “bubble boiling”) stage, is where the highest heat transfer rates are produced — and where the greatest amount of distortion occurs. The point at which this transition occurs and the rate of heat transfer in this region depend on the oil’s overall composition (base oil, speed accelerators, and antioxidant package). It begins when the surface temperature of the part has cooled enough so that the vapor envelope formed in the first stage collapses. Violent boiling of the quenching liquid results, and heat is removed from the metal at a very rapid rate, largely due to heat of vaporization. The boiling point of the quenchant determines the conclusion of this stage. Size and shape of the vapor (bubbles) are important in controlling the duration of this stage.
Figure 1. The three stages of liquid quenching | Image Credit: The Heat Treat Doctor®
The third stage of cooling is called the “convection” (or “liquid”) cooling stage. The cooling rate during this stage is slower than that developed in the second stage and is exponentially dependent on the oil’s viscosity, which will vary with the degree of oil decomposition. Heat transfer rates increase with lower viscosities and decrease with increasing viscosity. This final stage begins when the temperature of the metal surface is reduced to the boiling point (or boiling range) of the quenching liquid.
The Answer
A sage veteran once reminded the Doctor that we cannot control distortion, only manage it.
As we know, if we were able to control the heat transfer during the nucleate boiling phase, the result would be less gear distortion, especially when the geometry (in this case thin wall, large diameter gears) makes it even more challenging.
What many people do not realize is that in addition to the correct choice of oil, oil temperature, the proper size and design of the quench system (which is fixed for all part or load configurations), and the uniform removal of the vapor blanket in the first stage of quenching influences the development and type of heat transfer that will occur in the nucleate boiling phase — yes, it is uncontrolled, but it can be influenced.
A delay in the start of agitation ensures the vapor blanket phase is extended and (in a sense) more uniformly conforms to the part geometry than it would otherwise. The result is that it is easier to be uniformly swept away once the agitation begins. Interestingly, the vapor blanket begins to form within the first few seconds of quenching and begins to collapse (often in a nonuniform way) as the surface temperature drops. Agitation delay times ranging from 1 to 2 minutes have been used in industry, which are primarily a function of material, (gear) geometry, and tooth profile/thickness.
As to the other question, some manufacturers recommend quenching into slowly agitated oil (100–125 rpm) — the slower agitation only intended to push any moisture molecules around, then increasing the speed to normal agitation rates once the load is fully submerged. Appropriate safety precautions must be followed with either method. A great deal of success has been reported using this method for many of the same reasons as above.
On another note, there is some merit in vacuum oil quenching to vary the pressure over the oil. Interestingly, the characteristics (i.e., size and distribution) of the “bubbles” formed in the nucleate boiling phase changes and the end result is that they can be more easily and more uniformly swept away.
In Summary
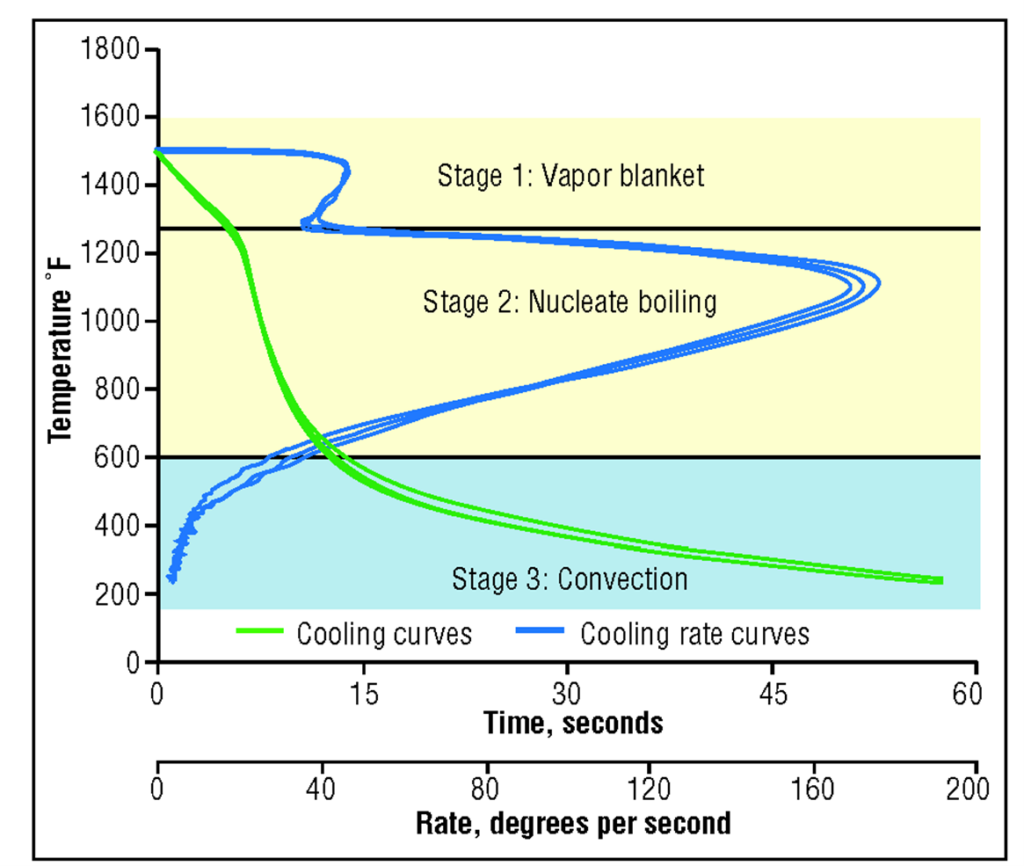
A word or two is in order about measuring and maintaining the quench oil. Measuring the efficiency (i.e., speed) of an oil can be done in one of two ways. The first method is by measuring the oil’s cooling ability (i.e., hardening power). Since cooling ability is independent of steel selection (composition and grain size) this method is popular since it provides information about the oil itself independent of its end use application (Figure 2).
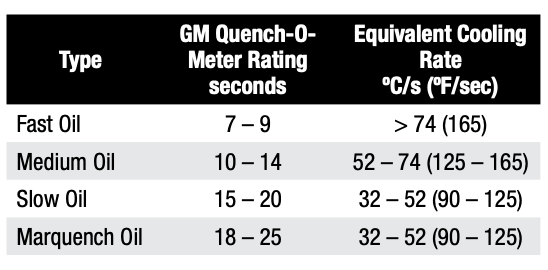
Figure 2. Typical cooling curves and cooling-rate curves for new oils | Image Credit: The Heat Treat Doctor®Table A. Classification of Quench Oils
The older GM Quench-O-Meter method (Table A) can be used as well.
Variables Affecting Dimensional Change
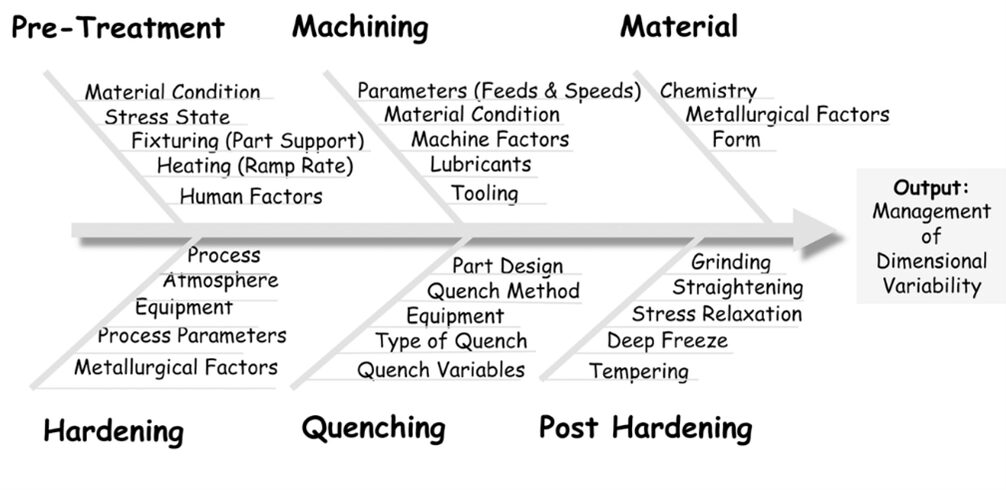
A number of factors influence post-heat treat distortion, including those related to material, manufacturing, and heat treating (Figure 3).
When selecting an oil quench process, some of the many factors to consider include:
Material — form, chemistry, hardenability, grain size, homogeneity, cleanliness, microstructure
Heat treatments performed at the mill
Starting microstructure — mill or third-party heat treating prior to manufacturing
Manufacturing process — sequence of operations, tooling, speeds & feeds
Part orientation during manufacturing, as opposed to grain orientation
Grids, baskets, and fixtures — both material & design
Load configuration — part spacing, orientation, arrangement (load density)
Load weight (gross or net)
Maximum quench fixture size, weight, shape
Part geometry and mass — maximum/minimum part section thickness, consideration for whether the component part is uniform in thickness or has thin and thick sections next to one another
Residual stress state before heat treatment
Targeted hardness range (initial or final)
Type of process being run (e.g., hardening, case hardening)
Free quenching or restricted (press or roll) quenching
Oil type — quenching characteristics, cooling curve data
Oil speed, condition, viscosity (fast, 7–9 second oil; medium, 10–14 second oil; slow, 15–18 second oil; or marquench, >20 second oil)
Oil temperature (initial, instantaneous rate of rise, recovery time to initial temperature)
(Effective) quench tank volume
Height of oil above the load
Agitation — agitators or pumps
Quench tank design factors
Agitation method and number of agitators or pumps
Type of quench tank baffling
Location/size of agitators or pumps
Type of agitators (e.g., fixed, two speed, variable)
Propeller size (e.g., diameter, clearance in draft tube)
Internal tank baffling (e.g., draft tubes, directional flow vanes)
Flow direction
Flow restrictions (quench elevator and baffling design)
Volume of oil
Maximum (design) temperature rise
Heat exchanger-type, size, heat removal rate (instantaneous and total demand)
Quench elevator design (e.g., hearth type, sidewalls, flow restrictions)
Flow velocity (with and without a load present)
Number of furnaces to be served by the quench system
Duty cycle (i.e., the frequency of quenching or time between quenches)
Post heat treatment operations, if applicable
Furnace temperature uniformity
Furnace repeatability
Type of furnace atmosphere
Post processing (e.g., washing, deep freeze or cryogenic treatment, number of tempers)
Time delay between heat treat operations (especially important for high hardenability materials to avoid cracking)
References
Herring, Daniel H. 2015. Atmosphere Heat Treatment. Volume 2, BNP Media II.
About the Author
Dan Herring “The Heat Treat Doctor” The HERRING GROUP, Inc.
Dan Herring has been in the industry for over 50 years and has gained vast experience in fields that include materials science, engineering, metallurgy, new product research, and many other areas. He is the author of six books and over 700 technical articles.
Vacuum furnaces performing hardening have been in use for over 50 years, yet many heat treaters may not be taking full advantage of newer, more advanced analysis tools and methods. Controlling the cooling pressure can dramatically improve toughness and tool life, but only if applied with precision. In this Technical Tuesday installment, Paulo Duarte, technical director at Treatnorte, explores the science behind gas quenching, the role of step cooling, and why measuring and adjusting cooling curves is critical for consistent, high-performance results.
This informative piece was first released in Heat Treat Today’sMarch 2026 Annual Aerospace Heat Treating print edition.
Introduction
It has been a long time since the invention of the vacuum hardening process, yet innovation in this field continues. In recent years, industrial furnaces capable of operating with higher cooling gas pressures — up to 15 bar now commonly offered on the market — have become standard. But do we truly know how to make the best use of such high pressures?
Pressures up to 10 bar were first applied to cool small parts made from cold-work tool steels, such as sheet metal stamping tools. However, such high pressures can lead to cracking in larger hot-work steel dies when cooled directly. Step cooling was introduced as a solution: start with a fast initial cooling at higher temperatures to avoid carbide formation, then gradually lower pressure stages during the final cooling phase to reduce distortion and minimize the risk of crack appearance.
Despite this empirical knowledge, the question remains: do we really understand what we are doing? Are we routinely measuring cooling rates to determine where they stand on the CCT diagram, predicting microstructure and properties, and adjusting quenching parameters accordingly? And are we certain about which pressures to use for producing high-performance, demanding tools?
Cooling in Vacuum Furnaces
Quenching is one of the most critical steps in the hardening cycle. It transforms austenite into the optimal final microstructure, avoiding the formation of coarse carbides and pearlitic constituents during cooling. This ensures the finest possible microstructure.
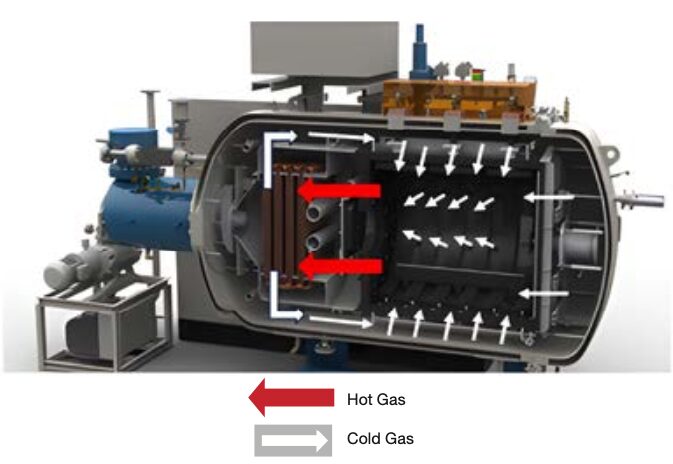
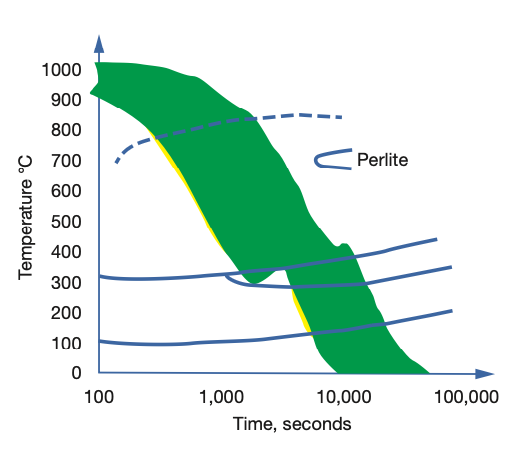
Figure 1. Gas quenching in a vacuum hardening furnace | Image Credit: SECO/WARWICKFigure 2. Surface cooling rates region on systematic analysis of parts quenching in a 600 mm x 600 mm x 900 mm furnace. Parts comprising weights from 500 up to 1,000 kg. Cooling pressures varies from 4 to 5 bar. Hot work tool steel. | Image Credit: Metaltec Solutions
In vacuum furnaces, this is typically achieved by injecting cooling gas through nozzles directed at the surface of the parts located in the furnace hot zone. During cooling, the gas circulates through the chamber, being drawn through furnace ports into contact with the heat exchanger tubes. A turbine then blows the cooled gas back into the hot zone where the load is located (Figure 1).
The higher the programmed cooling pressure, the greater the volume of gas passing through the nozzles over the same period of time. This increases the heat transfer from the parts to the cooling gas, resulting in a faster cooling rate.
By measuring successive cooling curves for different loads, specifically for single hot-work steel tools weighing over 500 kg, surface cooling rates pass through the bainitic–martensitic domain (the green area of the CCT diagram shown in Figure 2). Thinner parts tend to cool closer to the martensitic end at the Ms-Bs intersection, while larger tools tend to approach the pearlitic nose.
These observations highlight the importance of adjusting cooling pressure to produce the desired microstructure and account for the different cooling behaviors of large, medium, and small parts.
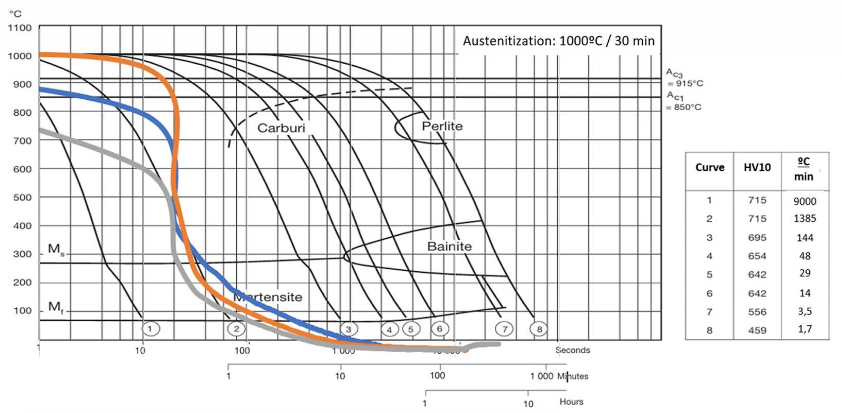
Investigative Approach: Testing Furnace Data Against CCT Diagrams
Measuring part temperatures during cooling began over 20 years ago, using thermocouples and data loggers, and comparing the results to steel continuous cooling transformation (CCT) diagrams. Most vacuum furnaces do not include this capability as standard, and when available as optional software, many companies choose not to invest in it. In 2005, it was discovered what few in the industry knew at the time: hardening hot-work tool steels in industrial vacuum furnaces often results in a bainitic–martensitic microstructure. This phenomenon is now more widely recognized, with published cooling curves overlaid on CCT diagrams for larger tools becoming more available.
Even so, open discussion remains rare, partly because many heat treaters are reluctant to present this evidence to academia, fearing criticism that their results do not match the fully martensitic microstructure taught at universities. This is not a debate about right or wrong, but rather an opportunity for research and improvement in heat treatment practices worldwide.
After initial testing with a 600 mm × 600 mm × 900 mm French-made single-chamber furnace, trials continued with a larger 900 mm × 900 mm × 1,800 mm German-made vacuum furnace. These tests began by measuring both surface and core temperatures for repeated cycles with small and large charges ranging from small cold-work tools to hot-work tool steel parts weighing 500–1,500 kg. Leading vacuum furnace manufacturers in North America and Europe have developed technologies capable of successfully heat treating small, medium, and large tools, resulting in microstructures that often contain both bainite and martensite. This is, in fact, an inherent characteristic of the technology. Such tools have performed well in service for decades. That said, heat treaters using higher cooling pressures have seen improved tool life significantly, while also increasing the risk of treatment failures if the pressure is too high.
In the last 10 years, properties and microstructure analyses have shown that variations in cooling rate can significantly change the microstructure and toughness of the part even within the same bainitic–martensitic domain of the CCT diagram.
With the emergence of Industry 4.0 and 5.0, along with digitalization and AI, systematic research into heat treatment processes combined with quenching deformation simulation can lead to better selection of cooling pressures. This is a critical parameter in controlling the hardening process, and it has a direct impact on part toughness and service performance. Metaltec Solutions introduced one of the first software tools aimed at improving vacuum heat treatment through Industry 4.0 concepts in 2017. This technology represents a step toward greater awareness and precision in tool steel hardening, helping heat treaters program their cycles for optimal performance in demanding applications.
Regulating Pressure in Vacuum Hardening Furnaces
To obtain the best possible microstructures, gas quenching must be programmed in the furnace so that the cooling rate is kept as close as possible to the martensitic end, i.e., at the Ms-Bs intersection, of the CCT diagram, avoiding the formation of coarse and undesirable microconstituents in the steel. This is achieved by selecting the highest permissible cooling pressure that still prevents cracking or excessive deformation. While small parts can withstand direct high-pressure cooling, larger tools require a reduction in cooling pressure.
Preliminary Pressure Comparison
For optimal quenching of large parts, the cooling pressure should not remain constant throughout the entire cooling cycle. Instead, high pressure should be applied during the initial cooling stage to prevent coarse carbides and pearlite formation and then reduced when the surface temperature reaches approximately 550°C (1022°F). This creates a martempering stage at lower pressures, reducing the risk of distortion and cracking.
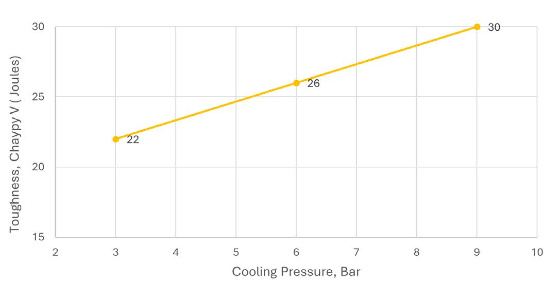
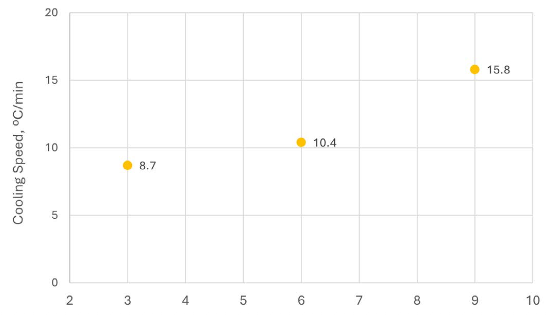
Figure 3a. Cooling pressure effect on Vidar Superior (an H11 steel grade variation) part surface toughness | Image Credit: Metaltec SolutionsFigure 3b. Cooling pressure effect on 400 mm x 400 mm x 400 mm block surface toughness | Image Credit: Metaltec Solutions
If we measure the toughness of steel pieces quenched at different cooling pressures, then tempered together to achieve a typical 46–48 HRC hardness (in hot work tool steel), we find that higher cooling pressures result in greater toughness. Using older furnace pressures (around 3 bar) yields lower toughness, whereas increasing cooling pressure can improve toughness by approximately 60% (Figure 3a). This translates into longer tool life, since high-pressure-quenched tools better absorb stress, delaying the initiation and propagation of cracks. These benefits result from higher cooling rates (Figure 3b) and the corresponding finer microstructures achieved.
Although quenching at 3, 6, and 9 bar passes through the same transformation domain on the CCT curve, differences in the resulting internal steel structure, whether coarser or finer, are clearly observable.
True Toughness and Speed
Looking in more detail at the above findings, we can observe that when parts are cooled in a 900 mm × 900 mm × 1,800 mm vacuum furnace, the gas temperature drops below the Ms temperature (for typical hot work tool steels) in less than one minute. The gas temperature then remains near room temperature during the subsequent cooling of the parts (Figure 4a).
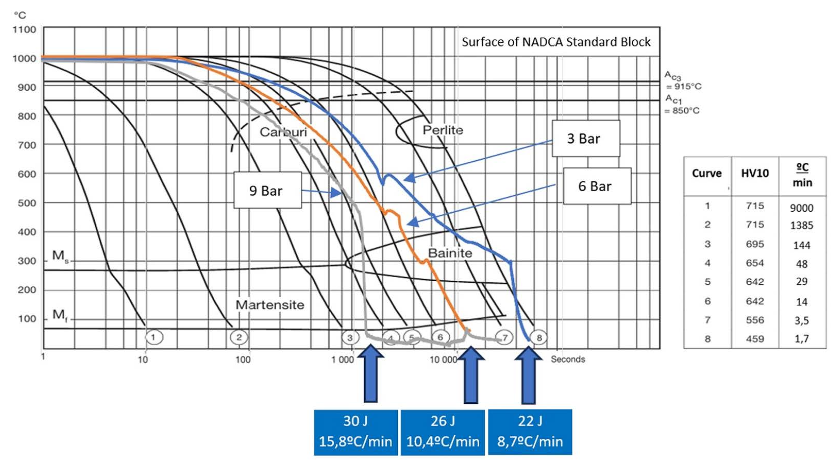
Figure 4a. Cooling NADCA block in a large vacuum hardening furnace; gas cooling rate according to gas pressure used | Image Credit: Metaltec SolutionsFigure 4b. Cooling NADCA block in a large vacuum hardening furnace; surface cooling curves and its respective toughness after tempering, with the alteration of the cooling curve behavior provided by the martempering (final hardness level 46–48HRC hot work tool steel | Image Credit: Metaltec Solutions
The parts, however, take considerably longer to cool down to the furnace unloading temperature, depending on the cooling pressure applied. When analyzing the cooling of large dies using the NADCA block as the standard size for comparison, the surface cooling curves vary according to the applied pressure, falling into the bainitic–martensitic domain for 3, 6, and 9 bar cooling pressures.
From this data, it can be seen that hardness is not significantly affected by using 3, 6, or 9 bar cooling pressures, even though the higher pressures produce cooling rates up to twice as fast as the slower ones. Toughness, however, is largely influenced by the way the cooling curves pass through the bainitic–martensitic domain, whether crossing the Bs and Ms intersection closer to the martensitic end (9 bar), near the center (6 bar), or closer to the pearlitic nose (3 bar).
Tuning Pressure and Time
These results show that, within the typical cooling rates of vacuum hardening (Figure 2), toughness varies significantly with cooling pressure, corresponding to finely tuned cooling speeds ranging from approximately 9 to 16°C/min (48 to 61°F/min) between 800°C and 500°C (932°F and 1472°F). This highlights the need to use the highest possible cooling pressures to achieve excellent properties while avoiding direct high-pressure cooling of large parts by applying step cooling with an initial fast cooling phase, followed by reduced pressure.
How Microstructure Drives Toughness
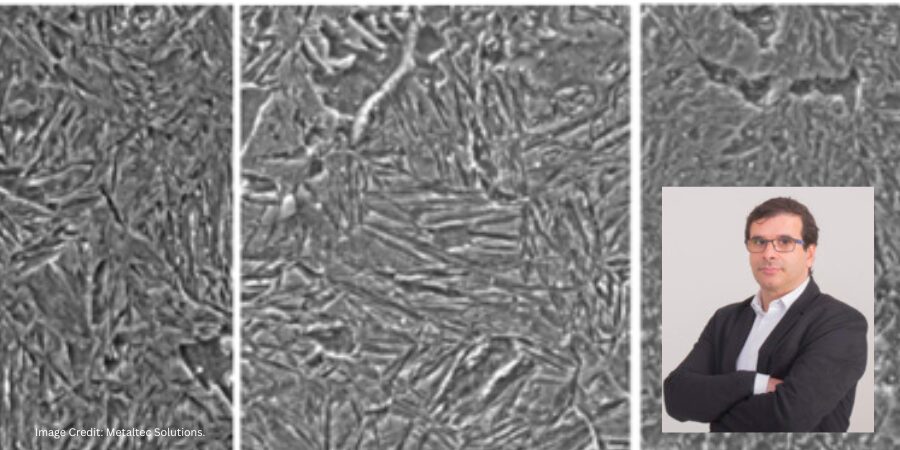
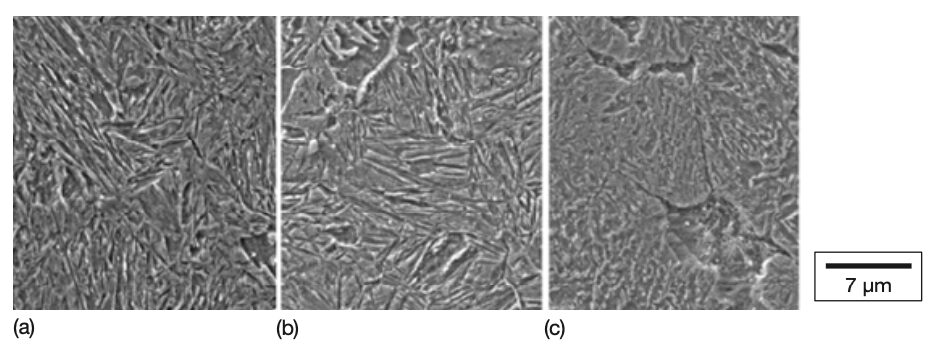
The reason for achieving better properties at higher cooling pressures lies in the resulting microstructure, as shown in Figure 5. Fine bainite and martensitic needles, formed through faster cooling rates, are responsible for the higher toughness observed. When lower cooling pressures are used, the cooling rate decreases, leading to coarser needle sizes (Figres 5a–c) and, consequently, lower toughness values.
Figure 5a-c. Microstructures obtained after quenching Orvar Supreme (premium H13 steel): a) 100°C/min; b) 12°C/min; c) 3°C/min (or, a) 180°F/min; b) 22°F/min; c) 5°F/min) | Image Credit: Metaltec SolutionsFigure 6. Toughness model | Image Credit: Metaltec Solutions
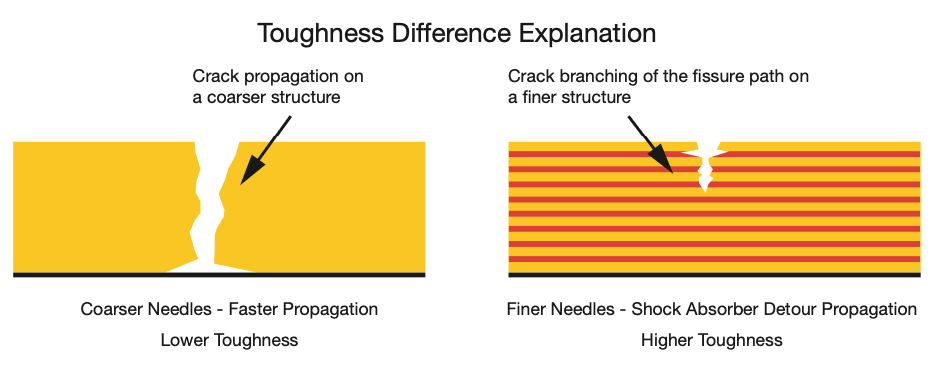
This can be explained by Figure 6. In a coarser microstructure, cracks can propagate more easily because there are fewer obstacles to their advance. In finer microstructures, the higher density of needles forces cracks to deviate repeatedly from their path due to the branching effect, altering the directions of crack propagation. This “shock absorber” effect — caused by the frequent detours a crack experiences when traveling through a greater number of fine needles — is the reason for the toughness improvement observed when higher cooling pressures are used to achieve faster cooling rates.
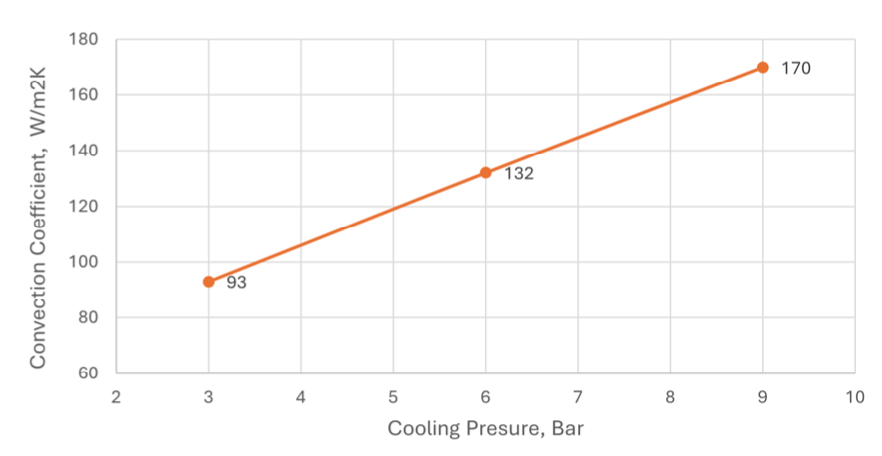
Figure 7. Convection coefficients for a 900 mm × 900 mm × 1,800 mm vacuum hardening furnace according to the pressure being used | Image Credit: Metaltec Solutions
Each furnace behaves differently, from one furnace builder to another and also depending on the level of maintenance of a furnace. So a similar furnace to the one used for obtaining cooling curves and corresponding toughness values (Figure 4b) was used to obtain the convection coefficients (Figure 7). We can see a strong correlation between convection coefficient, pressure, and final toughness obtained, indicating that these features must be carefully adjusted to reach optimal part properties and longer service life.
Conclusion
Properly applying cooling pressures, through direct high-pressure cooling for small loads or step cooling for larger tools, can significantly increase part toughness and extend tool life. The key lies in understanding how cooling curves interact with the bainitic–martensitic microstructure and adjusting pressure according to part size, geometry, and furnace characteristics.
By measuring temperatures, analyzing microstructures, and fine-tuning cooling cycles, heat treat operators can achieve consistent, high-performance results, as demonstrated with the above studies on tool steels. Faster, well-controlled cooling typically produces finer bainitic–martensitic microstructures which results in a part with “shock absorber” qualities.
Ultimately, maximizing cooling pressure, not just for minimal distortion, creates more durable tools, reduces downtime, and strengthens competitiveness through part performance.
About The Author:
Paulo Duarte Technical Director Treatnorte
Paulo Duarte is an independent researcher and consultant on heat treat technologies, also working as technical director at Treatnorte. His education and expertise in metallurgy have culminated in several articles and patents. Previously, he was the project manager at Metalsolvus and also had been the technical manager and heat treatment manager within bohler-uddeholm group for the Portuguese market. Currently, Paulo focuses on helping heat treaters by providing innovative, more efficient, and profitable heat treatment services to companies.
Advanced Heat Treat Corp. (AHT), a global provider of commercial heat treat services and metallurgical solutions, is expanding its Waterloo, Iowa, facility to increase capacity for carburizing, through hardening, normalizing, and other heat treatment processes. The 18,000 sq. ft. project broke ground on April 6 and is expected to be completed by fall 2026.
The expansion will include a custom-built furnace designed to accommodate larger components in length, height, and weight. “This expansion is about giving our [clients] more — more capacity, more capability, and more confidence in turnaround,” said Adam Kane, plant manager at AHT’s Waterloo facility pictured above. “With added production space and additional equipment, we’ll be able to process larger and heavier components, and we’ll have room to add even more equipment and services in the future.”
Mikel Woods President Advanced Heat Treat Corp.
The facility, in operation at Burton Ave. since 1981, provides services including induction hardening, annealing, cryogenic treatment, carbonitriding, and stress relieving. A second Waterloo location on MidPort Blvd. serves as the company’s corporate office and offers nitriding and nitrocarburizing services.
“Between the two Iowa locations, [clients] have access to multiple heat treatments within a short drive, allowing them to consolidate their vendors and potentially reduce freight costs,” added Mikel Woods, president of AHT.
Press release is available in its original form here. Main image shows AHT plant manager Adam Kane standing on the construction site of the 18,000 sq. ft. building expansion in Waterloo, Iowa.
Allied Graphite, a U.S.-based graphite materials manufacturer, is advancing the high-temperature thermal processing of its battery-grade material with a new technology partnership. This partnership to develop, validate, and provide engineering data for vertical furnace solutions will support the company’s progress toward commercial-scale production.
The effort aims to design, test, and refine vertical furnace configurations in partnership with Harper International, a U.S.-based global provider of high-temperature thermal processing systems for advanced materials, and ONEJOON GmbH, a global supplier of high-temperature thermal processing equipment. The systems are intended to support processing steps required for battery-grade graphite production.
As part of the collaboration, Harper International is contributing engineering and validation programs conducted at Harper’s Technology Center in Buffalo, New York. Meanwhile, the partnership with ONEJOON GmbH will include joint engineering work and advanced development activities intended to support the design and validation of commercial-scale furnace configurations.
Andy Goshe Chief Executive Officer Allied Graphite
“Thermal processing performance is fundamental to delivering consistent product quality at scale. These partnerships reflect our commitment to rigorous engineering validation and disciplined equipment selection as we advance toward commercial-scale operations,” said Andy Goshe, chief executive officer of Allied Graphite.
The collaboration includes engineering development and validation programs to evaluate furnace designs under production conditions. The work is expected to generate process data to inform final equipment selection and support the transition from pilot-scale validation to commercial manufacturing.
High-temperature thermal processing is a key component of graphite production. Vertical furnace systems are being assessed for performance and scalability in production environments, key considerations as demand grows in the battery sector.
Press release is available in its original form here.
Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 26 news items, including Boeing’s addition of vacuum furnace capacity to expand in-house heat treating for aerospace components, Solar Atmospheres’ role in supporting thermal processing for materials used in NASA’s Artemis II mission, Aalberts surface technologies’ renewal of Nadcap certification for another 24 months, and more!
Equipment
1. HWI, a member of Calderys Group, has opened a new lightweight monolithics production facility in Fulton, Missouri to expand manufacturing capacity for refractory materials used in high-temperature industrial applications. The facility increases supply and shortens lead times for furnace-lining materials critical to sectors like petrochemicals, aluminum, and power generation, enabling more reliable operations and supporting larger-scale projects.
2. Retech, a U.S.-based member of the SECO/WARWICK Group, is supplying two vacuum induction melting (VIM) casting systems to support production of turbine components used in power generation. The systems are designed to produce advanced alloys with controlled microstructures for components operating under demanding thermal and mechanical conditions.
3. Solar Atmospheres has installed and commissioned a new 10-bar vacuum furnace at its Fontana, California, further expanding the company’s high-pressure vacuum heat treating capacity in the western United States. The system enables vacuum heat treating and high-pressure quenching of large components essential to high-performance applications across aerospace and other critical industries.
4. Kanthal, an Alleima company, has opened a new service center in Concord, North Carolina, adding U.S.-based production and service capabilities for silicon carbide heating elements used in high-temperature industrial applications across industries such as electronics, glass, and steel manufacturing.
5. A Thai aerospace manufacturer has ordered a vacuum furnace from SECO/WARWICK to support heat treatment and vacuum brazing of high-performance alloys used in aircraft engine blades. The additional system expands production capacity and process control for critical materials like titanium and nickel alloys, strengthening the manufacturer’s ability to meet aerospace demand for high-precision, high-temperature components.
6. Thermcraft, a U.S.-based manufacturer of thermal processing equipment serving global markets, has completed the system for an application requiring materials to be tested under vibration while held at high temperature. The system was engineered to maintain a stable and uniform thermal environment while allowing measurement systems to interact directly with the test sample.
7. Bodycote, a global provider of advanced heat treatment and specialist thermal processing services, is improving heat treat efficiency and reducing process costs by generating hydrogen on-site at its Rancho Dominguez, California, facility. The system, developed in partnership with Hgen, supports controlled-atmosphere heat treatment and brazing operations for aerospace, automotive, energy, and defense applications while reducing reliance on delivered industrial gas.
8. Vacu-Braze, a commercial heat treater specializing in vacuum heat treating and brazing, has added a large-capacity nitriding furnace to support processing of oversized components requiring enhanced surface hardness, wear resistance, and fatigue performance.
9. Bodycote announced plans to open a new heat treatment facility in Apodaca, Mexico, expanding regional capacity for case hardening and nitriding processes used in automotive, industrial, and medical components. The additional capacity is expected to support growing manufacturing activity by improving supply chain responsiveness and access to localized thermal processing services.
10. A manufacturer has ordered a vacuum furnace system from SECO/WARWICK designed to consolidate multiple heat treating processes — including quenching, tempering, and cryogenic treatment — into a single unit for small arms component production. By replacing several standalone systems with one integrated solution, the furnace streamlines thermal processing, reduces labor and equipment needs, and improves efficiency and repeatability for high-precision manufacturing in the firearms sector.
11. Boeing is adding vacuum furnace capacity at its Tube, Duct and Reservoir Center in Algona, Washington, to expand in-house heat treating capability for aerospace tube and duct assemblies. The system, supplied by Vac-Aero International, is intended to address production needs across commercial and defense aerospace programs.
12. SMS group has received an order from Huzhou Hatebur Precision Forging Co., Ltd. to supply an SMS Elotherm induction bar heating machine for its forging operations. The system will be used to heat billets prior to forming, supporting more efficient and consistent production of precision components such as bearings and automotive parts. The investment reflects continued adoption of induction-based thermal processing to improve process control and energy efficiency in the forging industry.
13. Hirschvogel has partnered with SMS group, along with image-processing specialist Sightwise, to implement an AI-based automated inspection system for closed-die forgings at its Denklingen, Germany facility. The system replaces manual visual checks with fully automated, data-driven quality control — using robotics, high-resolution imaging, and synthetic data modeling — to improve inspection speed, reduce errors, and advance digitalization in forging production for automotive and other high-performance applications.
14. A custom vacuum induction melting (VIM) furnace has been delivered to support the controlled processing of advanced alloys, strengthening material quality for high-spec industries such as aerospace and energy. The system was supplied by SECO/WARWICK, which engineered the solution to meet specific production requirements. The technology is expected to support downstream heat treatment processes by improving alloy cleanliness, consistency, and performance.
The new lightweight monolithics production facility in FultonVIM casting system for power generation turbine manufacturingNew 10-bar vacuum furnace at Solar Atmospheres’ California facility
Kanthal’s official inauguration of its new service center in North CarolinaVector furnace order from Thai aerospace manufacturerHgen at BodycoteCustom split tube furnace by ThermcraftVacu-Braze expanding capabilities with large-capacity nitriding furnaceDave Farmery, president and COO of Vac Aero, speaking at the CP8A Poseidon ITB commitment event | Image Credit: Bolour StudioBodycote expansion in MexicoConsolidating four heat treat processes into one device3D rendering of the test stationELO-BAR induction heating machines for bar forgingSECO/WARWICK supplying a tailor-made vacuum induction furnace
Company & Personnel
15. G.S. Precision has acquired Lush Heat Treatment Ltd. and Headwater Precision, Inc., expanding its capabilities across machining, coatings, and thermal processing while extending its footprint in North America and Europe. The additions integrate heat treating and advanced manufacturing services under one platform, strengthening support for aerospace, defense, and other high-spec industries that rely on tightly controlled production of mission-critical components.
16. NUTEC Inc., a manufacturer of industrial insulation and fire protection products, has acquired ETS Schaefer LLC, a supplier of monolithic ceramic fiber insulation, expanding its capabilities in the high-temperature insulation segment. The acquisition strengthens NUTEC’s ability to support furnace and thermal processing operations with integrated insulation solutions, improving performance and efficiency for industries that rely on high-temperature environments. The company will operate as NUTEC ETS SCHAEFER under the leadership of Brian Bradley, recently named general manager of this wholly owned subsidiary of NUTEC.
17. Assan Alüminyum, through its subsidiary Kibar Americas, has acquired an aluminum foil production facility in Fairmont, West Virginia, marking its entry as a local producer in the U.S. market. The investment strengthens the company’s global footprint and improves its ability to serve North American clients with foil products for automotive, HVAC, packaging, and industrial applications, supporting more localized and resilient supply chains.
18. J.F. Lehman & Company has acquired Forged Solutions Group, a manufacturer of high-specification forgings used in aerospace, defense, and space applications. The company produces components including aeroengine discs, shafts, and structural parts from advanced alloys such as titanium, nickel-based superalloys, steel and aluminum before moving through machining and materials testing as part of the production process.
19. Linamar Corporation, a North American manufacturer with in-house heat treating capabilities, has acquired select assets of Winning BLW, strengthening its capabilities in warm forging and precision gear manufacturing for automotive and industrial applications. The acquisition supports production of bevel and helical gears, components that typically require controlled heat treating to achieve the hardness, wear resistance, and fatigue strength needed for drivetrain systems.
20. GE Aerospace has announced a $1 billion investment in its U.S. manufacturing sites and supplier base in 2026, marking its second consecutive year at that level of spending and including plans to hire 5,000 workers. The investment is aimed at accelerating jet engine production, strengthening defense manufacturing, and improving supply chain capacity, helping the aerospace sector meet rising demand for commercial and military aircraft while reinforcing U.S.-based manufacturing capabilities.
21. Solar Atmospheres has provided thermal processing services for materials and components used in NASA’s Artemis II mission, contributing to the production of critical aerospace systems. Its heat treating capabilities support high-performance materials required for extreme space environments, reinforcing reliability and precision in components essential to next-generation space exploration and the broader aerospace supply chain.
22. General Motors announced plans to invest more than $150 million in its Saginaw Metal Casting Operations facility in Michigan to support production of V8 engine blocks and cylinder heads used in full-size trucks and SUVs. The project includes new and upgraded equipment for casting and machining operations, enabling the facility to increase production capacity and maintain output for current engine programs. The Saginaw site has supplied engine components for multiple generations of GM vehicles.
23. Hyundai Steel has signed a contract with Fives Group to supply key technologies for a new U.S.-based automotive steel production facility, advancing plans for a large-scale, electric arc furnace (EAF) mill. The project strengthens localized, low-carbon steel production for the automotive sector, improving supply chain resilience and enabling more efficient delivery of high-quality steel to U.S. vehicle manufacturing operations.
Brian Bradley, general manager of NUTEC ETS SCHAEFERThe Fairmont facilities in West VirginiaSolar Atmospheres supporting Artemis II launch
Linamar acquiring assets of Winning BLWGM’s $150-million investment in Saginaw Metal Casting Plant to support production of V8 engine blocks and cylinder headsHyundai Steel and Fives Group MOU signing ceremony in France
Kudos
24. Gamma Aerospace successfully passed their Heat Treat Nadcap audit, retaining Merit status that reflects the company’s commitment to delivering high quality products and services to their clients.
25. Aalberts surface technologies has expanded Boeing-approved heat treatment processes at its TEY facility in País Vasco, increasing its range of certified aerospace specifications and strengthening its position as a qualified supplier.
26. Aalberts surface technologies announced the renewal of their Nadcap certification for another 24 months at their Besançon facility, reflecting continuous commitment to quality, strict control of special processes, and full compliance with industry requirements.
Heat Treat Today publishes twelve print magazines annually and included in each is a letter from the publisher, Doug Glenn. This letter from the March 2026 Annual Aerospace Heat Treating print edition highlights the growing presence of heat treat-focused podcasts in North American market, spotlighting both The Heat Treat Podcast with Carlos Torres and Heat Treat Radio, including the transition to a new host, Heather Falcone and the continued evolution of digital content in the industry.
It’s amazing to me that there are at least two professionally done heat treat podcasts in the North American heat treat marketplace. There are actually more than two podcasts, but the two I’m speaking of are ongoing and very targeted toward the North American heat treat industry. Check the end of this column for a link to some of the other podcasts I won’t be discussing at length here.
The Heat Treat Podcast with Carlos Torres
Let’s start with the podcast that it not part of Heat TreatToday — The Heat Treat Podcast with our friend Carlos Torres. Carlos is the CEO of TORSA Group Mattsa and a director at Mattsa Furnace Co. in San Luis Potosi, Mexico. Carlos’ video podcast is housed on YouTube (www.youtube.com/@theheattreatpodcast) and has roughly 70 episodes. Carlos cooperates with Super Systems Inc. (SSI) in Mexico, so it is no surprise that Episode #1 from 2021 featured SSI president and all-around great guy, Jim Oakes. Carlos is a very engaging podcast host and has interviewed the likes of Tracy Dougherty, AFC-Holcroft; John Hubbard, former CEO, Bodycote; Chip Keough of the Atmosphere Group; Chad Wright from Wirco; and many other industry notables including Joe Powell, Ben Rassieur, Karen Stanton, Jason Orosz, Jim and Andy Orr, Andrew Bassett, and Trevor Jones.
When Carlos first started his podcast, I joked with him that there was no way he could keep up the pace of turning out good quality heat treat interviews. That was at least four years ago — I was wrong. Carlos continues to do a great job interviewing and posting helpful, timely heat treat content.
Heat Treat Today
The podcast that is a part of Heat Treat Today is Heat TreatRadio. By the time this column is published in March of 2026, Heat Treat Radio will have deployed over 131 episodes since 2016. Initially, the podcasts were strictly audio, but since January 2023, episodes have been video, audio, and transcribed. The list of industry notables is too long, but suffice it to say, it is impressive.
Heat Treat Radio’s new host, Heather Falcone
The BIG news regarding this podcast is that starting last month (February 2026), Heat Treat Radio has a new host, Heather Falcone, former CEO of Thermal-Vac Technology and currently the CEO of Falcone Consulting. Since 2016, I’ve had the pleasure (and responsibility) of hosting the Heat Treat Radio. Heat Treat Today‘s managing editor, Bethany Leone, has been hugely instrumental in the scheduling and production of episodes for the past four years. Both Bethany and I have handed over the reins to Heather, and we are very excited about how the podcast will morph and grow under Heather’s leadership.
By the way, Heather, in her previous life, was interviewed by both The Heat Treat Podcast (Carlos Torres) and Heat Treat Radio. She is, by every measure, an industry legend in her own right.
The nice thing about having Heather take the lead is her ability to “talk turkey” with other industry experts…something I was not able to do being a lowly “publishing guy,” and her creativity and technical savvy when it comes to digital products like audio and video productions. We’re very excited to have Heather on the Heat Treat Today team.
If you have a topic you’d like to see covered on a future episode, or if you know of someone that you think Heather should interview, please reach out directly to Heather at heather@heattreattoday.com.
Whether it’s The Heat Treat Podcast or Heat Treat Radio, I hope you find some of the heat treat audio (and video) helpful.