Ask The Heat Treat Doctor® has returned to bring sage advice to Heat Treat Today readers, answer questions about heat treating, brazing, sintering, and other types of thermal treatments, as well as metallurgy, equipment, and process-related issues. In this installment, Dan Herring examines the essential role of heat treatment in gear performance: exploring the key material and design considerations for power transmission gears, the difference between through hardening and case hardening, and the atmosphere heat treatment processes — from carburizing and carbonitriding to nitriding and nitrocarburizing — that determine how well a gear handles load, wear, and fatigue in heavy-duty applications.
This informative piece was first released in Heat Treat Today’sFebruary 2026 Annual Air & Atmosphere Heat Treating print edition.
Have questions or feedback? We’d love to hear from you — reach out to our editorial team at editor@heattreattoday.com.
Gears play an essential role in the performance of many products that we rely on in our everyday lives. When we think about gears, we generally separate them into two categories: motion-carrying and power transmission. Motion-carrying gears are generally nonferrous alloys or plastics, while load bearing power transmission gears (Figure 1) are usually manufactured from ferrous alloys and are intended for heavy-duty service applications.
Figure 1. Typical off-highway truck power transmission gears | Image Credit: The Heat Treat Doctor®
Gear Materials & Engineering
Power transmission gears involve a wide variety of steels and cast irons. In all gears, the choice of material must be made only after careful consideration of the performance demanded by the application end-use and total manufactured cost, taking into consideration such issues as pre- and post-machining economics.
Key design considerations require an analysis of the type of applied load, whether gradual or instantaneous, and the desired mechanical properties, such as bending fatigue strength or wear resistance — all of which will define core strength and heat treating requirements.
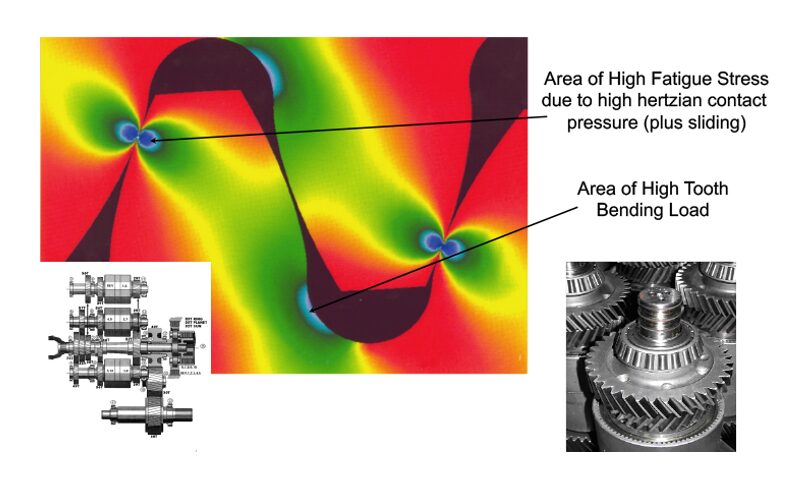
Figure 2. Stress profile in a heavy-duty transmission gear | Image Credit: The Heat Treat Doctor®
It is important for the designer to understand that each area in the gear tooth profile sees different service demands (Figure 2). Consideration must be given to the forces that will act on the gear teeth with tooth bending and contact stress, resistance to scoring and wear, and fatigue issues being paramount. For example, in the root area, good surface hardness and high residual compressive stress are desired to improve endurance or bending fatigue life. At the pitch diameter, a combination of high hardness and adequate subsurface strength are necessary to handle contract stress and wear and to prevent spalling.
Some of the factors that influence fatigue strength are:
Hardness distribution, a function of:
Case hardness
Case depth
Core hardness
Microstructure, a function of:
Retained austenite percentage
Grain size
Carbide size, type, and distribution
Non-martensitic phases
Defect control, a function of:
Residual compressive stress
Surface finish and geometry
Intergranular toughness
In the total manufacturing scheme, a synergistic relationship must exist between the material selection process, engineering design, and manufacturing (including heat treatment). A balance of the priorities in each discipline must be reached to achieve the optimization necessary for the ultimate performance of the gear design. This is often not an easy task.
Various atmosphere heat treatment methods are used for most types of gears including pre-hardening steps (e.g., annealing, normalizing, stress relief) and hardening processes (e.g., neutral hardening and case hardening).
Hardening
Neutral (aka through hardening) refers to heat treatment methods that do not produce a case. Examples of commonly through-hardened gear steels are AISI/SAE grades 1045, 4130, 4140, 4145, 4340, and 8640. It is important to note that hardness uniformity should not be assumed throughout the gear tooth. Since the outside of a gear is cooled faster than the inside, there will be a hardness gradient developed. The final hardness is dependent on the amount of carbon in the steel. The depth of hardness depends on the hardenability of the steel.
Through hardening can be performed either before or after the gear teeth are cut. When gear teeth will be cut after the part has been hardened, machinability becomes an important factor based on final hardness. The hardness is achieved by heating the material into the austenitic range, typically 815°C–875°C (1500°F–1600°F), followed by quenching and tempering.
Case Hardening
By contrast, case hardening is used to produce a hard, wear resistant case (surface layer) on top of a ductile, shock resistant interior (core). The idea behind case hardening is to keep the core of the gear tooth at a level under 40 HRC to avoid tooth breakage while hardening the outer surface to increase pitting resistance.
Carburizing
Figure 3. Atmosphere carburizing of large gears | Image Credit: Photograph courtesy of Aichelin Group
Atmosphere carburizing is the most common of the case hardening methods in use today and can handle a diverse range of part sizes and load configurations (Figure 3). In general, a properly carburized gear will be able to handle somewhere between 30–50% more load than a through-hardened gear. Examples of commonly carburized gear steels include AISI/SAE grades 1018, 4320, 5120, 8620, and 9310, as well as international grades, such as 20MnCr5, 17CrNiMo6, 18CrNiMo7-6, and 20MoCr4.
Atmosphere carburizing is typically performed in the temperature range of 870°C–955°C (1600°F–1750°F) although temperatures up to 1010°C (1800°F) are used for deep case work. Carburizing case depths can vary over a broad range, typically 0.13–8.25 mm (0.005–0.325 inches).
Carbonitriding
Carbonitriding is a modification of the carburizing process, not a form of nitriding. This modification consists of introducing ammonia into the carburizing atmosphere to add nitrogen to the carburized case as it is being produced. Examples of gear steels that are commonly carbonitrided include AISI/SAE 1018, 1117, and 12L14.
Carbonitriding is done at a lower temperature than carburizing, typically between 790°C–900°C (1450°F–1650°F), and for a shorter time. Combine this with the fact that nitrogen inhibits the diffusion of carbon, and what generally results is a shallower case than is typical for carburized parts. A carbonitrided case is usually between 0.075–0.75 mm (0.003–0.030 inches) deep.
Nitriding
Nitriding is another surface treatment process that has as its objective increasing surface hardness. One of the appeals of this process is that rapid quenching is not required, hence dimensional changes are kept to a minimum. It is not suitable for all gear applications; one of its limitations is that the extremely high surface hardness case produced has a more brittle nature than say that produced by the carburizing process. Despite this fact, in a number of applications, nitriding has proved to be a viable alternative. Examples of commonly nitrided gear steels include AISI/SAE 4140, 4150, 4340, and Nitralloy® 135M.
Nitriding is typically done in the range of 495°C–565°C (925°F–1050°F). Case depth and case hardness properties vary not only with the duration and type of nitriding being performed but also with steel composition, prior structure, and core hardness. Typically, case depths are between 0.20–0.65 mm (0.008–0.025 inches) and take from 10 to 80 hours to produce.
Nitrocarburizing (Ferritic or Austenitic)
Nitrocarburizing is a modification of nitriding, not a form of carburizing. In the process, nitrogen and carbon are simultaneously introduced into the steel while it is in a ferritic or at times an austenitic condition. A very thin “white” or “compound” layer is formed during the process, as well as an underlying “diffusion” zone. Like nitriding, rapid quenching is not required. Examples of gear steels that are commonly nitrocarburized include AISI/SAE grades 4140, 5160, 8620, and certain tool steels, such as H11 and H13.
Nitrocarburizing is normally performed at 550°C–600°C (1025°F–1110°F) and can be used to produce a 58 HRC minimum hardness, with this value increasing dependent on the base material. White layer depths range from 0.0013–0.056 mm (0.00005–0.0022 inches) with diffusion zones from 0.03–0.80 mm (0.0013–0.032 inches) being typical.
In Summary
There are many ways to heat treat gears. While atmosphere heat treatment (discussed above) is perhaps the most widely used technology today, other types of heat treatments, namely vacuum and induction hardening, are becoming more and more common methods. These will be discussed in Part Two.
About the Author
Dan Herring “The Heat Treat Doctor” The HERRING GROUP, Inc.
Dan Herring has been in the industry for over 50 years and has gained vast experience in fields that include materials science, engineering, metallurgy, new product research, and many other areas. He is the author of six books and over 700 technical articles.
En esta entrega de Martes Técnico, el Dr. Edward Rolinski y Dan Herring, conocidos respectivamente como “Doctor Glow” y The Heat Treat Doctor®, exploran cómo el nitrurado por plasma anódico para aleaciones de titanio evita los efectos dañinos del nitrurado catódico convencional mientras mejora la resistencia al desgaste, la resistencia a la corrosión y la confiabilidad de los componentes para aplicaciones aeroespaciales y médicas.
Este artículo informativo se publicó por primera vez en Heat Treat Today’sNovember 2025 Annual Vacuum Heat Treating print edition.
La nitruración tradicional por plasma/iónica es una tecnología consolidada. Sin embargo, presenta problemas que pueden solucionarse con el nuevo método de nitruración anódica por plasma. Este artículo presenta la idea de utilizar la nitruración anódica por plasma para titanio y aleaciones de titanio, evitando así los efectos perjudiciales de la nitruración catódica por plasma convencional. Descubra cómo este enfoque podría proporcionar capas más duras y sin defectos que mejoran el desgaste, la resistencia a la corrosión y la fiabilidad general de los componentes para piezas críticas de la industria aeroespacial y médica.
Qué es la nitruración anódica?
La nitruración anódica es un tipo de proceso de nitruración por plasma en el que las piezas tratadas se ubican en un potencial anódico (positivo) en lugar del potencial catódico (negativo) habitual. A diferencia de la nitruración por plasma convencional (descarga catódica), donde el componente se bombardea con iones positivos de alta energía, la nitruración anódica implica el bombardeo de electrones de baja energía sobre la superficie del componente.
La nitruración anódica es particularmente efectiva para materiales con una alta energía libre estándar negativa de formación de nitruros (p. ej., titanio, circonio), ya que ayuda a evitar o reducir el efecto de borde, un problema bien conocido en la nitruración catódica que provoca un bombardeo iónico desigual y endurecimiento en esquinas y bordes.
Antecedentes: Complejidades de la nitruración por plasma
La nitruración por plasma con descarga luminiscente se aplica a una amplia gama de materiales, como fundiciones, aceros al carbono, aceros inoxidables, níquel, aleaciones de titanio y pulvimetalurgia (Roliński, 2014). Los procesos de nitruración por plasma y nitrocarburación permiten la formación de capas superficiales con propiedades tribológicas superiores (Roliński, 2014). Sin embargo, la cobertura de las piezas con la descarga luminosa no siempre es uniforme, especialmente cuando se procesan cargas de geometría compleja (véase la Figura 1).
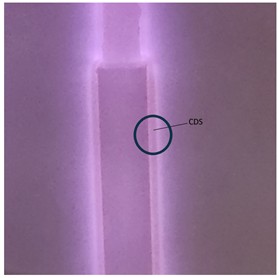
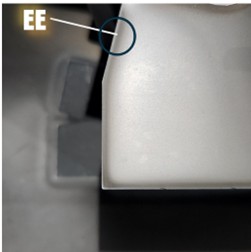
Figura 1. Pequeñas manchas oscuras (ver el área rodeada por el círculo) indican CDS durante la nitruración por plasma pulsado. Nota: Descarga luminiscente no uniforme en la parte superior de la pieza. Source: Roliński and HerringFigura 2. Carga de piezas de acero inoxidable tras la nitruración por plasma pulsado. Nota: Efecto de borde (EE) alrededor de la pieza. Source: Roliński and Herring
La nitruración por plasma de baja descarga es un tratamiento termoquímico que utiliza partículas de alta energía. Los iones de nitrógeno u otras especies gaseosas se aceleran y ganan energía en el espacio oscuro de Crookes (CDS) alrededor de la pieza, que es el cátodo en una configuración de electrodos de corriente directa. Primero activan la superficie mediante pulverización catódica (sputtering) para eliminar cualquier óxido nativo presente. El tratamiento de pulverización catódica también genera una cantidad sustancial de partículas sólidas, generadas por la propia pieza, incluyendo átomos metálicos que flotan cerca de la superficie (Merlino y Goree, 2004; Roliński, 2005). En el procesamiento del titanio, por ejemplo, esto afecta tanto la adsorción como la difusión en la superficie, creando condiciones que degradan la calidad de la capa (Hubbard, et al., 2010). Se ha descrito un impacto negativo de este plasma “polvoriento” en la uniformidad de la capa nitrurada en piezas de geometría compleja (Ossowski et al., 2016).
Además, es bien sabido que durante la nitruración por plasma se observa el denominado efecto esquina/borde (EE), relacionado con la circulación desigual de estas partículas de polvo alrededor del cátodo (véase la Figura 2). En situaciones extremas, especialmente al tratar piezas de geometría compleja, el EE, causado por una distribución desigual del campo eléctrico en esquinas, cavidades, etc., da lugar a una distribución excesiva y desigual de estos depósitos de plasma (PD). De esta manera, el EE agrava el problema ya existente de la redeposición, lo que provoca la formación de diversos microdefectos y un espesor desigual de la capa nitrurada (Merlino y Goree, 2004; Roliński, 2005, 2024; Ossowski et al., 2016).
Figura 3. Componente de titanio después de nitruración gaseosa en amoníaco. Source: Roliński and Herring
La nitruración por plasma del titanio se realiza habitualmente a 680–1100 °C (1256–2012 °F). Entre los aspectos negativos del uso de la polarización catódica en titanio se incluyen el bombardeo de plasma/iónico, que provoca daños superficiales debido principalmente a micro-arcos y la contaminación de la superficie con los compuestos depositados, así como su distribución desigual debido al EE (Merlino y Goree, 2004; Roliński, 2005, 2014, 2024; Ossowski et al., 2016). Aunque el arco eléctrico se ha eliminado mediante la aplicación de técnicas de plasma pulsado, la pulverización catódica solo se puede controlar de forma limitada, especialmente cuando se nitruran piezas de geometría compleja. Por lo tanto, la nitruración gaseosa en amoníaco se ha utilizado ocasionalmente para endurecer piezas de titanio. Se produce un aspecto dorado resultante en la superficie que indica la presencia del nitruro TiN (véase la Figura 3).
Nitruración anódica de aleaciones de titanio
Se han realizado investigaciones sobre la nitruración anódica de aceros por plasma (Zlatanovic 1986; Michalski 1993; Kenĕz 2018). El amoníaco o las especies de nitrógeno activo generadas en el plasma pueden nitrurar el ánodo al igual que al cátodo. Las especies activas que causan la nitruración son átomos de nitrógeno activo y radicales NH altamente reactivos (NH*) formados en el plasma cercano. Los radicales NH (también conocidos como radicales imidógenos) son especies químicas con un enlace nitrógeno-hidrógeno junto con un electrón desapareado. En el caso del titanio, el hidrógeno debe excluirse en muchas situaciones, ya que reacciona con el titanio para formar hidruros estables que fragilizan el producto (Roliński, 2015).
La entalpía libre estándar de formación de nitruros de titanio tiene un valor negativo excepcionalmente alto, lo que significa que el nitruro de titanio se formará espontáneamente cuando el ánodo de titanio reaccione con nitrógeno excitado cercano (Roliński, 2015). Cambiar de polarización catódica a anódica de los componentes tratados ofrece varias ventajas notables. Una descarga luminosa en nitrógeno puro o argón genera únicamente iones positivos que se aceleran hacia el cátodo/pieza de trabajo. Dado que estas mezclas de gases carecen de iones negativos, solo los electrones de la luminiscencia anódica inciden en el ánodo/pieza de trabajo. Esto produce la activación de la superficie sin los efectos negativos de las colisiones de partículas más pesadas, como N₂+ (es decir, un ion molecular de nitrógeno con carga +1), lo que provoca una pulverización catódica excesiva. Al mismo tiempo, partículas de nitrógeno sin carga, como N₂* y N*, reaccionan con el ánodo por quimisorción en la superficie a una temperatura suficientemente alta, lo que finalmente conduce a la formación de la capa de difusión.
Se cree que el proceso de nitruración anódica puede tener efectos positivos en el tratamiento de piezas de precisión de titanio y otras aleaciones para su uso en las industrias aeroespacial y médica. Este método permitirá el tratamiento a la temperatura más baja posible gracias a la activación de la superficie con los electrones de la polarización anódica. La textura, la apariencia y una superficie sin defectos producirán una pieza superior y mejorarán el rendimiento de muchos de esos componentes. Esto será importante cuando la corrosión o las propiedades ópticas de la superficie sean importantes.
La nitruración anódica del titanio puede lograrse mediante un sistema convencional de nitruración por plasma, siempre que el ánodo central esté diseñado y ubicado adecuadamente. Este ánodo, o parte del mismo, debe estar hecho de titanio para evitar la evaporación y la transferencia de impurezas a las piezas.
Aplicaciones
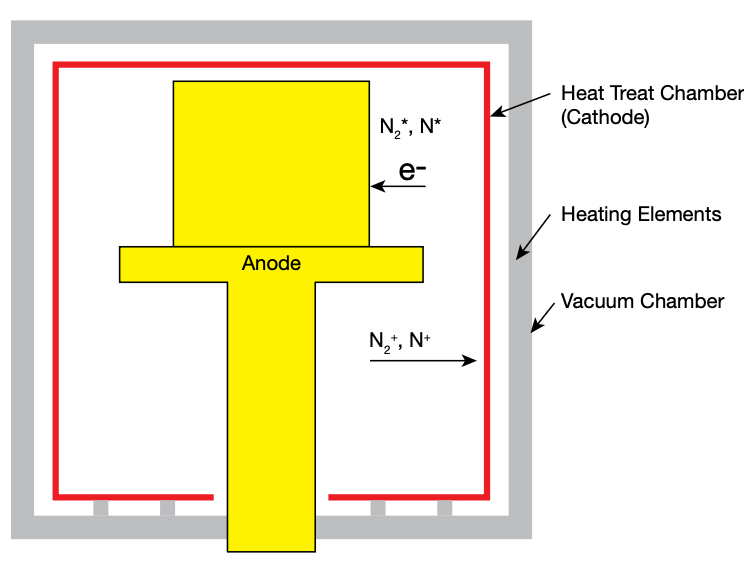
Figura 4. Representación esquemática del aparato de nitruración por plasma anódico. Observe el color dorado característico del nitruro de titanio (TiN) presente en los accesorios y piezas de titanio, todos identificados como “ánodo”. Source: Roliński and Herring
Las aleaciones de titanio son populares en ortopedia debido a su elasticidad, resistencia y biocompatibilidad similares a las del hueso (Roliński 2015; Froes 2015). Los procesos de ingeniería de superficies, como la nitruración anódica, pueden desempeñar un papel importante a la hora de prolongar el rendimiento de los dispositivos ortopédicos varias veces más allá de su vida útil normal.
Los materiales intermetálicos superelásticos, como el 60NiTi, se utilizan en elementos de rodamientos debido a su resistencia a la corrosión y al impacto (Pohrelyuk et al., 2015; Corte et al., 2015). Suelen ser propensos a la degradación por fatiga de contacto rodante (RCF). Cualquier defecto superficial presente en estos componentes, como la concentración local de impurezas o microfisuras, provocará un fallo prematuro. La nitruración por plasma anódico puede utilizarse para endurecer las superficies de los componentes de rodamientos fabricados con estas aleaciones, formando una capa dura y sin defectos, lo que puede mejorar sus propiedades ante el RCF.
Se espera que las piezas de titanio u otras aleaciones con la superficie sometida a nitruración anódica estén libres de micro-defectos, lo que permite su amplia aplicación en el campo médico, la industria aeroespacial y los dispositivos ópticos y semiconductores.
Referencias
Corte, Ch. Della, M. K. Stanford, and T. R. Jett. 2015. “Rolling Contact Fatigue of Superelastic Intermetallic Materials (SIM) for Use as Resilient Corrosion Resistant Bearings.” Tribology Letters 26: 1–10.
Froes, F. H., ed. 2015. Titanium: Physical Metallurgy, Processing and Applications. Materials Park, OH: ASM International.
Hubbard, P., J. G. Partridge, E. D. Doyle, D. G. McCulloch, M. B. Taylor, and S. J. Dowey. 2010. “Investigation of Mass Transfer within an Industrial Plasma Nitriding System I: The Role of Surface Deposits.” Surface and Coatings Technology 204: 1145–50.
Kenĕz, L., N. Kutasi, E. Filep, L. Jakab-Furkas, and L. Ferencz. 2018. “Anodic Plasma Nitriding in Hollow Cathode (HCAPN).” HTM Journal of Heat Treatment and Materials 73 (2): 96–105.
Merlino, R. L., and J. A. Goree. 2004. “Dusty Plasmas in the Laboratory, Industry, and Space.” Physics Today, July, 32–38.
Michalski, J. 1993. “Ion Nitriding of Armco Iron in Various Glow Discharge Regions.” Surface and Coatings Technology 59 (1–3): 321–24. https://doi.org/10.1016/0257-8972(93)90105-W.
Ossowski, Maciej, Tomasz Borowski, Michal Tarnowski, and Tadeusz Wierzon. 2016. “Cathodic Cage Plasma Nitriding of Ti6Al4V.” Materials Science (Medžiagotyra) 22 (1).
Pohrelyuk, I., V. Fedirko, O. Tkachuk, and R. Poskurnyak. 2015. “Corrosion Resistance of Ti-6Al-4V Alloy with Oxidized Nitride Coatings in Ringer’s Solution.” Inzynieria Powierzchni (Surface Engineering) 1: 38–46.
Roliński, E. 2014. “Plasma Assisted Nitriding and Nitrocarburizing of Steel and Other Ferrous Alloys.” In Thermochemical Surface Engineering of Steels, edited by E. J. Mittemeijer and M. A. J. Somers, 413–57. Woodhead Publishing Series in Metals and Surface Engineering 62. Cambridge, UK; Waltham, MA; and Kidlington, UK: Woodhead Publishing.
Roliński, E. 2015. “Nitriding of Titanium Alloys.” In ASM Handbook, Volume 4E: Heat Treating of Nonferrous Alloys, edited by G. E. Totten and D. S. McKenzie, 604–21. Materials Park, OH: ASM International.
Roliński, Edward. 2024. “Practical Aspects of Sputtering and Its Role in Industrial Plasma Nitriding.” In ASM Handbook Online, Volume 5: Surface Engineering. Materials Park, OH: ASM International. https://doi.org/10.31399/asm.hb.v5.a0007039.
Roliński, E., J. Arner, and G. Sharp. 2005. “Negative Effects of Reactive Sputtering in an Industrial Plasma Nitriding.” Journal of Materials Engineering and Performance 14 (3): 343–50.
Zlatanovic, M., A. Kunosic, and B. Tomčik. 1986. “New Development in Anode Plasma Nitriding.” In Proceedings of the International Conference on Ion Nitriding, Cleveland, OH, September 15–17, edited by T. Spalvins, 47–51. Cleveland, OH: NASA Lewis Research Center.
About The Authors:
Dr. Edward Rolinski “Doctor Glow”
El Dr. Edward Rolinski, conocido afectuosamente como “Doctor Glow”, es un distinguido científico sénior que ha liderado la investigación sobre nitruración por plasma/iones desde la década de 1970. Posee títulos avanzados en tecnología de fabricación y metalurgia, incluyendo un doctorado en Ciencias. Se ha centrado en los procesos de nitruración por plasma, especialmente en aleaciones de titanio y pulvimetalurgia. A lo largo de su carrera, el Dr. Rolinski ha sido autor de numerosos capítulos y artículos técnicos influyentes, incluyendo para ASTM International y el Manual ASM, y es un prolífico colaborador en publicaciones del sector. Tras décadas de liderazgo e innovación en ingeniería de superficies y tratamiento térmico, ahora es un consultor en la industria del tratamiento térmico.
Dan Herring (The Heat Treat Doctor®) The HERRING GROUP, Inc.
Dan Herring, conocido como The Heat Treat Doctor®, lleva más de 50 años en la industria. Dedicó sus primeros 25 años al tratamiento térmico antes de fundar su empresa de consultoría, The HERRING GROUP, en 1995. Su amplia experiencia en el campo abarca la ciencia de los materiales, la ingeniería, la metalurgia, el diseño de equipos, la especialización en procesos y aplicaciones, y la investigación de nuevos productos. Es autor de seis libros y más de 700 artículos técnicos.
Para más información: Contacte con Dan en dherring@heat-treat-doctor.com.
In this Technical Tuesday installment, Dr. Edward Rolinski and Dan Herring, respectively known as “Doctor Glow” and The Heat Treat Doctor®, explore how anodic plasma nitriding for titanium alloys avoids the damaging effects of conventional cathodic nitriding while improving wear resistance, corrosion resistance, and component reliability for aerospace and medical applications.
This informative piece was first released inHeat Treat Today’sNovember 2025 Annual Vacuum Heat Treating print edition.
Traditional plasma/ion nitriding is a well-established technology. However, it has issues that can be overcome by the newer anodic plasma nitriding method. This article introduces the idea of using anodic plasma nitriding for titanium and titanium alloys to avoid the damaging effect of conventional (cathodic) plasma nitriding. Read how this approach could provide harder, defect-free layers that improve wear, corrosion resistance, and overall component reliability for aerospace and medical critical parts.
What Is Anodic Nitriding?
Anodic nitriding is a type of plasma nitriding process in which the component parts being treated are placed at an anodic (positive) potential instead of the usual cathodic (negative) potential. Unlike conventional plasma (cathodic glow discharge) nitriding, where the component is bombarded by high-energy positive ions, anodic nitriding involves low-energy electron bombardment of the component’s surface.
Anodic nitriding is particularly effective for materials with very high negative Standard Free Energy of nitride formation (e.g., titanium, zirconium) as it helps avoid or reduce the edge effect, a well-known problem in cathodic nitriding that leads to uneven ion bombardment and hardening on corners and edges.
Background: Plasma Nitriding Complexities
Glow-discharge plasma nitriding is applied to a wide range of materials, including cast irons, carbon steels, stainless steels, nickel, titanium alloys, and powder metal (Roliński 2014). The plasma nitriding and nitrocarburizing processes allow for the formation of surface layers known to have superior tribological properties (Roliński 2014). However, coverage of the parts with the glow discharge is not always uniform, especially when complex geometry loads are processed (see Figure 1).
Figure 1. Small dark spots (see circled area) indicate CDS during pulse plasma nitriding. Note: Non-uniform glow discharge at the top of the part. Source: Roliński and HerringFigure 2. Load of stainless-steel parts after pulse plasma nitriding. Note: Edge effect (EE) around the part. Source: Roliński and Herring
Glow-discharge plasma nitriding is a thermochemical treatment involving high-energy particles. Ions of nitrogen or other gas species accelerate and gain energy in the cathodic dark space (CDS) around the workpiece — which is the cathode in a direct current electrode setup. They activate the surface first by sputtering to remove any native oxides present. The sputtering treatment also results in the generation of a substantial quantity of solid particles, generated from the part itself, including metal atoms that levitate near the surface of the part (Merlino and Goree 2004; Roliński 2005). In processing titanium, for example, this affects both adsorption and diffusion at the surface creating conditions that degrade layer quality (Hubbard, et al. 2010). A negative impact of this “dusty” plasma on the uniformity of the nitrided layer in complex-geometry workpieces has been reported (Ossowski, et al. 2016).
In addition, it is well known that there is a so-called corner/edge effect (EE) observed during plasma nitriding related to uneven circulation of these dust particles around the cathode (see Figure 2). In extreme situations, especially when complex geometry parts are treated, the EE caused by a non-uniform distribution of the electric field on corners, cavities, etc., results in excessive and non-uniform distribution of these plasma deposits (PD). In this way, the EE amplifies the already-present problem of redeposition, leading to the formation of various microdefects and uneven nitrided layer thickness (Merlino and Goree 2004; Roliński 2005, 2024; Ossowski, et al. 2016).
Figure 3. Titanium component after gas nitriding in ammonia | Source: Roliński and Herring
Plasma nitriding of titanium is usually performed at 680–1100°C (1256–2012°F). Negative aspects of using cathodic polarization on titanium include plasma/ion bombardment resulting in surface damage due primarily to micro arcing and contamination of the surface with the deposited compounds and their uneven distribution due to EE (Merlino and Goree 2004; Roliński 2005, 2014, 2024; Ossowski, et al. 2016). Although arcing has been eliminated by applying pulse plasma techniques, sputtering can only be controlled in a limited way, especially when complex geometry parts are nitrided. Therefore, gas nitriding in ammonia has been used occasionally for hardening titanium parts. A resulting golden appearance representing the presence of TiN nitride is produced on the surface (see Figure 3).
Anodic Nitriding of Titanium Alloys
Research has been conducted on anodic plasma nitriding of steels (Zlatanovic 1986; Michalski 1993; Kenĕz 2018). Ammonia or active nitrogen species generated in the plasma can nitride the anode just as they do the cathode. The active species causing nitriding are active nitrogen atoms and highly reactive NH radicals (NH*) formed in near plasma. NH radicals (aka imidogen radicals) are chemical species with a nitrogen-hydrogen bond along with an unpaired electron. For titanium, hydrogen must be excluded in many situations because it reacts with titanium to form stable hydrides that embrittle the product (Roliński 2015).
The standard free enthalpy of formation of titanium nitrides has an exceptionally large negative value, which means that titanium nitride will form in a spontaneous way when the titanium anode reacts with excited nitrogen nearby (Roliński 2015). Switching the treated components from cathodic to anodic polarization offers several notable advantages. A glow discharge in pure nitrogen or argon generates only positive ions that are accelerated toward the cathode/workpiece. Because these gas mixtures lack negative ions, only electrons from the anodic glow strike the anode/workpiece. This results in activation of the surface without negative aspects of the collisions of the heavier particles, such as N2+ (i.e., a nitrogen molecular ion with a +1 charge), causing excessive sputtering. At the same time, charge-free particles of nitrogen, such as N2* and N*, react with the anode and are chemisorbed at the surface at sufficiently high temperature, leading eventually to formation of the diffusion layer.
It is believed that the anodic-nitriding process may have positive effects in treating precision parts made of titanium and other alloys for use in both the aerospace and medical industries. This method will allow treatment at the lowest possible temperature due to activation of the surface with the electrons from anodic polarization. The texture, appearance, and defect-free surface will produce a superior part and will enhance the performance of many of those components. This will be important when corrosion or optical properties of the surface play a significant role.
Anodic nitriding of titanium can be accomplished within a conventional plasma nitriding system, provided that the central anode is appropriately designed and positioned. This anode or portion of it must be made of titanium to prevent evaporation and transfer of any impurities to the parts.
Applications
Figure 4. Schematic representation of the anodic plasma nitriding apparatus. Note the gold color characteristic for titanium nitride TiN present on the titanium fixturing and parts, all being identified as “anode.” | Source: Roliński and Herring
Titanium alloys are popular in orthopedics due to their bone-like elasticity, strength, and biocompatibility (Roliński 2015; Froes 2015). Surface engineering processes like anodic nitriding can play a significant role in extending the performance of orthopedic devices several times beyond their normal life expectancy.
Super elastic intermetallic materials, such as 60NiTi, are used in rolling element bearings due to their resistance to corrosion and shock (Pohrelyuk, et al. 2015; Corte, et al. 2015). They are typically prone to rolling contact fatigue (RCF) degradation. Any surface defects present in those components, such as local concentration of impurities or micro-cracks, will result in premature failure. Anodic plasma nitriding can be potentially used to harden the surfaces of bearing components made from these alloys by forming a hard, defect-free layer, which may improve their RCF properties.
It is expected that parts made of titanium or other alloys with the smooth surface subjected to the anodic nitriding will be microdefects-free, enabling their broad applications in medical field, aerospace industry, and optical and semiconductor devices.
References
Corte, Ch. Della, M. K. Stanford, and T. R. Jett. 2015. “Rolling Contact Fatigue of Superelastic Intermetallic Materials (SIM) for Use as Resilient Corrosion Resistant Bearings.” Tribology Letters 26: 1–10.
Froes, F. H., ed. 2015. Titanium: Physical Metallurgy, Processing and Applications. Materials Park, OH: ASM International.
Hubbard, P., J. G. Partridge, E. D. Doyle, D. G. McCulloch, M. B. Taylor, and S. J. Dowey. 2010. “Investigation of Mass Transfer within an Industrial Plasma Nitriding System I: The Role of Surface Deposits.” Surface and Coatings Technology 204: 1145–50.
Kenĕz, L., N. Kutasi, E. Filep, L. Jakab-Furkas, and L. Ferencz. 2018. “Anodic Plasma Nitriding in Hollow Cathode (HCAPN).” HTM Journal of Heat Treatment and Materials 73 (2): 96–105.
Merlino, R. L., and J. A. Goree. 2004. “Dusty Plasmas in the Laboratory, Industry, and Space.” Physics Today, July, 32–38.
Michalski, J. 1993. “Ion Nitriding of Armco Iron in Various Glow Discharge Regions.” Surface and Coatings Technology 59 (1–3): 321–24. https://doi.org/10.1016/0257-8972(93)90105-W.
Ossowski, Maciej, Tomasz Borowski, Michal Tarnowski, and Tadeusz Wierzon. 2016. “Cathodic Cage Plasma Nitriding of Ti6Al4V.” Materials Science (Medžiagotyra) 22 (1).
Pohrelyuk, I., V. Fedirko, O. Tkachuk, and R. Poskurnyak. 2015. “Corrosion Resistance of Ti-6Al-4V Alloy with Oxidized Nitride Coatings in Ringer’s Solution.” Inzynieria Powierzchni (Surface Engineering) 1: 38–46.
Roliński, E. 2014. “Plasma Assisted Nitriding and Nitrocarburizing of Steel and Other Ferrous Alloys.” In Thermochemical Surface Engineering of Steels, edited by E. J. Mittemeijer and M. A. J. Somers, 413–57. Woodhead Publishing Series in Metals and Surface Engineering 62. Cambridge, UK; Waltham, MA; and Kidlington, UK: Woodhead Publishing.
Roliński, E. 2015. “Nitriding of Titanium Alloys.” In ASM Handbook, Volume 4E: Heat Treating of Nonferrous Alloys, edited by G. E. Totten and D. S. McKenzie, 604–21. Materials Park, OH: ASM International.
Roliński, Edward. 2024. “Practical Aspects of Sputtering and Its Role in Industrial Plasma Nitriding.” In ASM Handbook Online, Volume 5: Surface Engineering. Materials Park, OH: ASM International. https://doi.org/10.31399/asm.hb.v5.a0007039.
Roliński, E., J. Arner, and G. Sharp. 2005. “Negative Effects of Reactive Sputtering in an Industrial Plasma Nitriding.” Journal of Materials Engineering and Performance 14 (3): 343–50.
Zlatanovic, M., A. Kunosic, and B. Tomčik. 1986. “New Development in Anode Plasma Nitriding.” In Proceedings of the International Conference on Ion Nitriding, Cleveland, OH, September 15–17, edited by T. Spalvins, 47–51. Cleveland, OH: NASA Lewis Research Center.
About The Authors:
Dr. Edward Rolinski “Doctor Glow”
Dr. Edward Rolinski, affectionately known as “Doctor Glow,” is a distinguished senior scientist having spearheaded research on plasma/ion nitriding since the 1970s. He holds advanced degrees in manufacturing technology and metallurgy, including a PhD and Doctor of Science. His focus has been on plasma nitriding processes, especially involving titanium alloys and powder metallurgy. Over his career, Dr. Rolinski authored numerous influential technical chapters and articles, including for ASTM International and the ASM Handbook, and is a prolific contributor to industry publications. After decades of leadership and innovation in surface engineering and heat treating, he is now a consultant in the heat-treating industry.
Dan Herring (The Heat Treat Doctor®) The HERRING GROUP, Inc.
Dan Herring, who is most well known as The Heat Treat Doctor®, has been in the industry for over 50 years. He spent the first 25 years in heat treating prior to launching his consulting business, The HERRING GROUP, in 1995. His vast experience in the field includes materials science, engineering, metallurgy, equipment design, process and application specialist, and new product research. He is the author of six books and over 700 technical articles.
For more information: Contact Dan at dherring@heat-treat-doctor.com.
How long have you been heat treating automotive gears? Which thermal processing techniques do your operations gravitate towards? In this best of the web article, uncover some of the common heat treatment functions and the properties they create in gears. Let us know what you think of this general overview of the world of heat treating gears in our Reader Feedback form!
Contact us with your Reader Feedback!
Additionally, when you read to the end of the article, future trends that we can anticipate for heat treaters in the automotive industry are offered; as one might guess, they include digital and energy-saving technologies.
An excerpt: “Automotive gear heat treatment (process) includes two aspects: firstly, conventional heat treatment such as annealing, normalizing, quenching, tempering, and quenching and tempering; secondly, surface heat treatment, which encompasses methods like surface quenching (e.g., induction quenching, laser quenching) and chemical heat treatment (e.g., carburizing, carbonitriding, nitriding, nitrocarburizing).”
Case hardening is an essential process for many heat treating operations, but knowing the different types and functions of each is far from intuitive.
In this best of the web article, discover the differences between carburization, carbonitriding, nitriding, and nitrocarburizing, as well as what questions you should ask before considering case hardening. You will encounter technical descriptions and expert advice to guide your selection of which case hardening process will be most beneficial for your specific heat treat needs.
An excerpt:
Case hardening heat treatments, which includes nitriding, nitrocarburizing, carburizing, and carbonitriding, alter a part’s chemical composition and focus on its surface properties. These processes create hardened surface layers ranging from 0.01 to 0.25 in. deep, depending on processing times and temperatures. Making the hardened layer thicker incurs higher costs due to additional processing times, but the part’s extended wear life can quickly justify additional processing costs. Material experts can apply these processes to provide the most cost-effective parts for specific applications.
Nitriding and nitrocarburizing may be familiar terms in the industry, but which process — ion/plasma nitriding, gas nitriding, or nitrocarburizing — is best for your heat treat operations?
In this best of the web article from Advanced Heat Treat Corp., discover the specifics of each of these surface treatments and compare their benefits for wear resistance and corrosion resistance. Explore also the innovative technologies developed by the North American heat treater for optimization of these processes. for optimization of these processes. You will encounter technical diagrams, high quality images of nitrided/nitrocarburized parts, and in-depth technical comparisons of these processes.
An excerpt:
Well-controlled nitriding significantly enhances wear resistance and lowers coefficient of friction in many applications of steel components. For certain steels, nitrided samples show even better tribological behavior than carburized samples of the same steels.
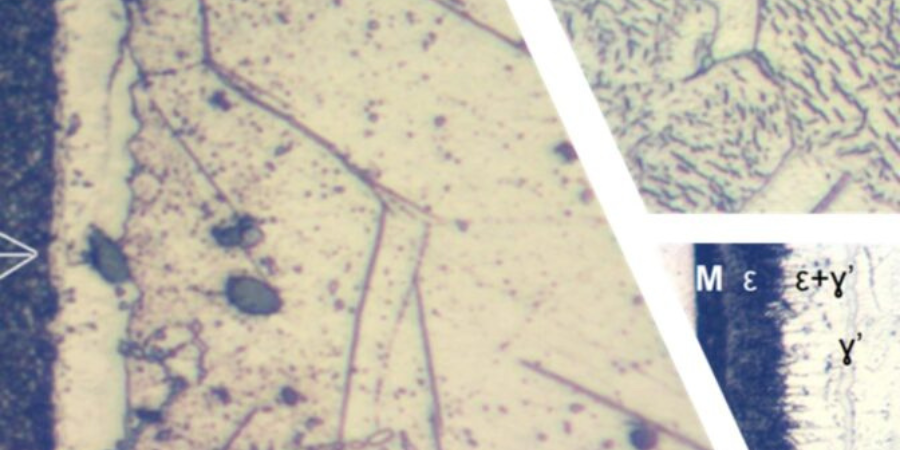
Metallography and nitriding, while two separate things, actually have a relationship. Do you know what it is? Would you be surprised to know that one enhances the other? Read this best of the web article to clearly see how metallography results help the nitriding of ferrous alloys be the best that it can be.
Find out how metallography is an essential tool in the nitriding process. Take a look at some basic definitions and peruse some microscope images that help explain what nitriding does to different materials. Dig even deeper with discussion of problems such as not enough stress relief and the presence of sulfides. Metallography helps explain, in this article, what nitriding can do for many different applications.
An excerpt:
Producing the best nitrided layers for the given application requires a good cooperation between designers of the product and the manufacturing companies making it . . . . Metallography of the parts, or samples which run together with them, is extremely important for verifying results of this thermochemical treatment and assessing the properties of the layer formed during, the data are also used for maintaining a good predictability of the process.
Today’s Heat Treat Radio episode illuminates how Gary Sharp, founder and CEO of Advanced Heat Treat Corp, began the company. Heat Treat Radio host and Heat Treat Todaypublisher, Doug Glenn, will hear from Gary about the technical highlights and capabilities of ion nitriding, including: common applications, real-world benefits, and true limitations.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Contact us with your Reader Feedback
Advanced Heat Treat Corp.’s Beginnings with Ion Nitriding (01:20)
Doug Glenn: We’re going to be talking about nitriding, specifically, ion nitriding. Gary Sharp has a long history with the technical aspects of ion nitriding.
Tell us a little bit about yourself and Advanced Heat Treat.
Gary Sharp: I started with John Deere in the Chemistry department. I have a degree in Science Chemistry. Then I went into various other areas: production support and different management positions before I ended up ultimately leaving to start Advanced Heat Treat.
The way I became oriented and introduced to ion nitriding was a company who we had done work with wanted to sell John Deere some new technology. They came in for some meetings, and we had several meetings with top management. But in 1979/80, that was one of the first real downturns in the ag market. So, Deere wasn’t really interested in taking on a new technology at that time. While I was still interested, I talked to various management people. Ultimately, I got permission to invest and investigate, on my own, the ion nitriding process.
Doug Glenn: Even while you were still at Deere?
Doug Glenn (l) and Gary Sharp (r) Source: Heat TreatToday
Gary Sharp: While I was still at Deere, but I had to do it on my own. All of my vacations, my holidays, and things were spent doing market surveys, talking to various potential users and so forth, in the marketplace, to see if it had a “fit.” Because, obviously, when an equipment supplier comes in, everything is nice and rosy and so forth and the equipment works for everything. That’s not always the case, of course.
After discussion with the management, they gave us permission to continue our investigation. From 1979 to 1981, we did a lot of research. I took vacations and went and did market surveys with different potential customers and found out that ion nitriding still seemed to have a lot of the glitz and the shine from the company that came in to talk to us.
We went ahead and, after a period of time and evaluation, put together an investor base. We put together a building, equipment was purchased, and then we began to do ion nitriding. We started with a 25 KW lab unit and a 160 kW unit that we would transfer from development into production-sized lots.
Doug Glenn: You say “we,” so this was not Deere though — these were the people outside of Deere — yourself and some others, right?
Gary Sharp: Yes, myself and several others, at the time. Unfortunately, some things happened and partnerships are not always the easiest. That dissolved, and it was pretty much me and my wife and our employee base. That was the start anyway.
The trouble is, early on, the small lab unit worked fine, and we could do out development; but it didn’t transfer over to the larger production unit. We kept having power supply issues. This went on for months and months and months. Ultimately, I had to get legal involved. That churned around for over a year, probably. Here we’re trying to have a startup business and, at the same time, we’re fighting with everything else. The building came together, the lab we put in worked well, but we just had issues.
We weren’t aware of how many pieces of equipment had been sold in the marketplace by this company until we got into legal, and then we started having more serious discussions. They replaced the power supplies with a new source and solved the arc suppression problems and some of the things that were taking place. Basically, we would get into the range of an unstable arc discharge; and instead of heat treating we were melting the parts. Unfortunately, we couldn’t keep many customers doing that! That got resolved, we got additional equipment in the settlement, and then we took off.
Doug Glenn: When did you actually start the company?
Gary Sharp: 1981/82 timeframe.
From the market surveys, we knew there was considerable interest. Obviously, we went back to some of those folks and started doing some development work with them, particularly on applications where ion nitriding was a significant advantage over some other treatments. Where I was in Iowa, they were doing gas nitriding on cylinder liners. Again, with the market going south for a while, they weren’t interested in any new technologies; and they just continued to do the gas nitriding.
Doug Glenn: So, you ran through a little bit of legal issues. When would you say was the first time you felt you were up and running?
Gary Sharp: I think last week, maybe! It took a while.
In our investigation, we found out they had sold quite a few pieces of equipment; and they’d all been mothballed and put on the shelf. In a way, it was a bad deal, but it was good for us because we had the solutions to fix them.
I went around and purchased equipment, 10 cents on the dollar, and bought additional capacity. We would get up to around 70–80% capacity on one vessel, and then I’d go buy another. I’d get that up and established in our plant. It worked out quite well for us, being dumb and stupid, I guess.
Gary Sharp: It kind of evolved over time. We’ve got 50+ units now — ion nitriding as well as gas nitriding. The nitriding field has been our baby for many, many years. We’ve done a lot of development with other suppliers to make sure the applications they run are using the right process.
What Is Nitriding? (09:03)
Doug Glenn: Let’s talk a little bit about nitriding. Then I want to hone in a little bit more into ion nitriding. What is nitriding? How is it different from ion nitriding? What are we doing, and why do we do it?
Gary Sharp: Nitriding is a case hardening process. It is used on a variety of components to improve wear, abrasion resistance, fatigue strength, etc. It’s generally a lower temperature process (than, say, carburizing or anything like that), so you don’t have the resultant distortion and post machining requirements that you do with some of the existing treatments that are out there.
Nitriding is a case hardening process. It is used on a variety of components to improve wear, abrasion resistance, fatigue strength, etc.
As you mentioned, there is ion nitriding, there is gas nitriding, there is salt bath nitriding. All three do similar things, they just have different requirements. Obviously, there are materials and chemistry that are involved with each of those materials, but you can nitride almost anything, at least putting a compound zone or an outer layer on that’s very abrasion resistant. Where the process gets developed is when you have alloy (Chromalloy, malatium, aluminum); these are nitride formers which, combined with the nitrogen at and below the surface, give you a diffusion zone that has longevity and a very high hardness.
Doug Glenn: In the simplest terms, nitriding is in one sense hardening the surface of a metal by infusing nitrogen, basically. It’s done in a variety of ways, and that’s what I wanted to ask you a question about.
If the total universe of nitriding is 100%, what percent of that, do you think, is gas nitriding, salt nitriding and ion nitriding? Your best guess.
Gary Sharp: I’ve heard different numbers. Ion nitriding has grown significantly over the years. Up until that point, gas nitriding and salt bath nitriding were probably 70/80%, I would guess. Ion nitriding is quite visual — it has a purple glow. That’s why I’ve got this purple tie on.
Doug Glenn: I was going to ask why you have the purple tie on. I wondered why www.ahtcorp.com is purple.
The purple glow Source: Advanced Heat Treat Corp.
We won’t go into the details of gas nitriding or salt nitriding; that can be a topic for another day. Let’s talk a little bit about how ion nitriding gets the nitrogen into the surface of the metal. How does that happen? How does that differ from, if you will, gas and/or salt?
Ion Nitriding (13:40)
Gary Sharp: It’s a diffusion process. If you look at a piece of equipment, a hearth plate is a cathode in a DC circuit. The vessel wall is the anode, and the gas is your carrier.
Through the transfer of energy, you bombard the part with ions and neutral atoms. They transfer their kinetic energy, and that is what actually heats up the parts. In the early years, that was the only way you could heat the parts. Later came more developed equipment.
Now, you have auxiliary heating in the walls which adds some advantage, but it also adds a little more complexity in terms of keeping and maintaining a current density on the part adequate to diffuse into the metal itself. Sometimes you put it in a vessel, and you turn on the power supply. All the energy is coming from somewhere else, and you don’t actually diffuse or harden the part itself. It’s been solved, obviously, over the years.
Doug Glenn: Are you making a positively and negatively charged item?
Gary Sharp: The ions bombard the surface.
Doug Glenn: Right. The ions bombard it because they’re attracted magnetically?
Gary Sharp: Yep. And they transfer the kinetic energy. That’s what heated the workpiece up in the early equipment. Like I said, in later equipment, they had auxiliary heating, as well, in the chambers.
Applications of Ion Nitriding (15:17)
Doug Glenn: Typically, what are some of the more common applications? Is it mostly agriculture, like John Deere?
Gary Sharp: By no means. When I was still at Deere and left Deere, we made sure we didn’t have conflict of interest. I didn’t even solicit any Deere parts, and that went on for quite a few years. Since, we’ve done parts for them and so forth.
Anything that has high wear and abrasion. One of the advantages that we haven’t talked about is the ability to selectively harden and the ease of masking. “Ease of masking” means instead of using copper paints or stop-off materials, you can just interrupt the plasma from touching that surface. If you have some threads, you just put a nut on there. It blocks the plasma from touching the threads, and they won’t get hard. It is a physical block. And you have maybe an 8–10 thousandths/8–15 thousandths gap and you still don’t diffuse beyond the masking itself.
There are a lot of ways of masking parts with ion nitriding. Those are generally done on customers’ parts that are repeating, so you don’t have to paint them every time they come in. You let the copper paint dry and all of that. We would just use mechanical masking and just use them over and over. They basically last forever.
Doug Glenn: I’ve heard one of the other real advantages of ion nitriding is blind holes and areas like that where gas flow wouldn’t necessarily get. Even salt might have a little of bit of difficulty getting in there.
Gary Sharp: It is an advantage. There is an L/B ratio we must be aware of. You conform that plasma to go down in the hole, if it intersects itself with the other side (it’s called hollow cathoding). That is extremely hot and can melt the parts.
That’s what we learned early on, before we got some of the equipment issues resolved, is that we would get in that unstable arc discharge range. We’d basically melt the work piece. And the customers weren’t happy with that!
Doug Glenn: It’s a bad day when you open the furnace to a pool of metal. That is not a good day!
We’ve got certain benefits there. Any industry, you’re saying, can do it, anywhere where there’s high resistance. So, automotive parts, yes?
Gary Sharp: Automotive, aerospace. We did the submarine gear for the Seawolf-class submarine, 35,000 pounds, 160 inch diameter. That ran, probably, 400+ hours. Not because it was big, but because they had an extremely deep case requirement. The diffusion took longer, particularly at the lower temperatures that you run, versus other kinds of treatments.
Sea-wolf class submarine Source: Wikipedia.com/Defense.com News photo
Doug Glenn: With ion nitriding, you are typically below the temperature where distortion could occur, I believe. So, you shouldn’t have to do post hardening processes.
Gary Sharp: Yes. That is one of the big advantages, for sure. We found that one of the reasons a lot of our customers transition out of one process into ours was because we eliminated some subsequent operations which they typically had to have and reduced their cost. Even though it wasn’t a direct cost in nitriding, it definitely affected that.
Challenges with Ion Nitriding (
Doug Glenn: What are some possible challenges with ion nitriding?
Gary Sharp: Loading a chamber and the part spacing you need, depending on what level of backing they’re going to run at, will determine how wide the plasma is. That, in turn, affects then how close you can put parts together or close to each other so that you still get treatment on both products or both pieces. And it does allow you to do mixed loads of different types of things, depending on the level of vacuum and how wide the plasma that you’re conducting surrounds that part.
This is a concern, and that’s why we review all those. Generally, we even run some test samples for the customer. We let them compare our metallurgy with theirs before they commit even further production loads.
We had a steering torsion bar we probably ran 10,000 pieces in a load. We masked the bottom portion of that because it got cross-drilled in the assembly and, of course, they didn’t want to have to drill through a hardened piece of material. Consequently, it worked out really well for us; and we did that for 15/20 years.
Special Consideration: Parts Cleaning (22:17)
Doug Glenn: I have heard that when you’re ion nitriding, part cleanliness is a critical part. Can you address that?
Parts cleaning Source: Advanced Heat Treat Corp.
Gary Sharp: Yes. Of course, we clean everything before it goes in the chamber. Typically, it has been either with an alkaline wash or vapor degrease to get rid of any contaminants off the surface. The early part of the cycle, when you turn the DC power supply on, you begin to sputter. So, any oxides and things like that on the surface get sputtered away before you actually ramp up and start the diffusion phase of the cycle.
Cleaning is important. If you have plating, that often blocks out. If you have dirty parts, that will prevent nitriding. Or, an even worse case, it will sputter off and onto other parts and then you contaminate those as well. Cleaning is an important part of the equation.
Doug Glenn: Are there any other common misperceptions about ion nitriding that you would like to address?
Gary Sharp: I don’t know any more. Back then, when we first started, that’s how we learned some of the things we did, of course. The spacing is important, the gaps are important so that you don’t hollow cathode. And, as you touched on a little bit ago, the cleanliness; if it’s really dirty and contaminated, you’re going to have a void in that area and it won’t nitride. Even a fingerprint could cause an issue.
Cleaning parts it’s getting more difficult, right now, with the push to restrict the use of vapor degreasing and things like that. We have to come up with other cleaning methods that are suitable and still meet the end-product requirements.
Wear and abrasion are big benefits. Treating parts at a low enough temperature that you don’t have distortion. You don’t have to set up and post heat treat machine. Those are all key benefits from the process itself.
It’s repeatable. Over and over, we do thousands and thousands of parts and loads at our different locations. It’s been quite successful for us.
Ion Nitriding and FNC (26:07)
Doug Glenn: Can you put ion nitriding (or nitriding, generally) in perspective with things like ferritic nitrocarburizing, maybe carbonitriding? Where does it fall on the scale? What are the differences between those processes?
Gary Sharp: Ion nitriding is most effective when you have Chromalloy, malatium, aluminum, and those types of elements in your product. Of course, with carburizing, that’s not a requirement. With carbonitriding, typically, it isn’t a requirement. Both of those processes are done at considerably higher temperatures which then gets you back into the questions: Is the part going to distort, do we have to post heat machine?
Doug Glenn: I have one last question for you about people who, potentially, could use your services, but I want to dive a little bit deeper into your company before we wrap up. You’ve got three locations, now, correct?
Gary Sharp: We have four.
Doug Glenn: Four locations? Where are they?
Gary Sharp: Three of them do ion nitriding and the nitriding process. Here, in Waterloo, we have the corporate headquarters where we have the largest ion nitriders. As a matter of fact, we are installing one right now that will do parts upwards of about 30 feet. We have Waterloo, Iowa, and we have the two facilities here in essence where we started. It was risky enough, leaving John Deere, without going somewhere else.
Here, in Waterloo, we have the corporate headquarters where we have the largest ion nitriders. As a matter of fact, we are installing one right now that will do parts upwards of about 30 feet.
Then we added Michigan. Dr. Ed Rolinski was our key “go-to” guy up in Michigan. He lived with me for a year and half. Meanwhile, we were building the facility in Michigan; so he could go back to it.
Then we started a plant in Cullman, Alabama. We’ve got the central Midwest pretty well covered with all types of applications. We’re starting to add some other types of treatments: the black oxide treatment® to kind of subsidize the ion nitriding, if you will.
Doug Glenn: Let me wrap up with this question: Let’s say there is a company out there, a manufacturer, who currently is doing some sort of a case hardening process. They’re thinking, “I wonder if I should look into nitriding/ion nitriding.” What would be your guidance for them? What questions should they be asking themselves?
Gary Sharp: Companies have to go through the some of the same steps we did early on — testing, making sure the parts/the treatment they select is repeatable, and it fits their end-use.
It’s rather expensive equipment. Some equipment is in excess of $600,000–$700,000 apiece. Depending on the size, they can get even more expensive than that.
We do make some of our equipment, now. We have in the past, particularly, when there were things that weren’t available.
If you’re looking to outsource ion nitriding, you’d start first with the material chemistry and see what materials are used. It has to fit the requirements of the end application, as well. That’s probably the biggest thing.
Then, if it’s got alloy in it and you figure out your case steps and your diffusion requirements, next you would do some development testing on parts and see how it worked in the application and go from there.
Doug Glenn: And it’s probably best just to ask an expert! At least call and check it out.
Is there any part (or maybe there is more than one) that if you have this part, you shouldn’t even consider ion nitriding — it’s just not going to work?
Gary Sharp: In ion nitriding, a key thing to be cautious of — assuming the material is compatible with the nitriding reaction — is wide holes, or holes we can’t conform the plasma tight enough to reach. In those cases, you’d have hollow cathode and then you’d have a melting issue or damage to the parts.
Parts that have to be nitrided all over can also be problematic. Oftentimes, in those cases, you would nitride for half cycles and then flip them because where it’s sitting is actually getting masked, where it’s sitting on the hearth plate or on your fixture plate or something similar. So, those are the kinds of applications that you have to give more thought to.
Doug Glenn: We appreciate your time, Gary. You folks have been around a long time, and your reputation is one for doing great work. I hope people will get in touch with you.
About the expert: Gary Sharp founded Advanced Heat Treat Corp., “AHT” for short, in 1981. The company initially went to market with its UltraGlow® ion nitriding & ion nitrocarburizing services, but since then, has expanded its offerings to also include gas nitriding, gas nitrocarburizing and UltraOx® as well as more traditional heat treatments such as carburizing, induction hardening, carbonitriding, through hardening and more.
For more information: Contact with Gary or learn more about Advanced Heat Treat Corp. at www.ahtcorp.com, or call 319-232-5221.
Independence Day is right around the corner, and Heat TreatToday wanted to share some red, white, and blue processes from across the heat treating industry. We're highlighting induction hardening, gas nitriding, and hydrogen generation. Curious? Get ready for Independence Day with this red, white, and blue Technical Tuesday.
Induction hardening in action Photo Credit: Contour Hardening
Induction hardening is a bit out of place in the heat treating world. There are no huge pieces of equipment, long wait times, or mysterious happenings behind furnace walls. But using those red hot coils for hardening can be a game-changer, because induction hardening offers selective hardening, increased part strength, and uninterrupted process flow.
"The induction coil is a copper conductor that is shaped in order to harden the specified area of the part. The current that flows through the coil is what produces the magnetic field, which in turn heats the part. Coils are typically part specific, since they need to be precisely constructed to heat a particular portion of the part."
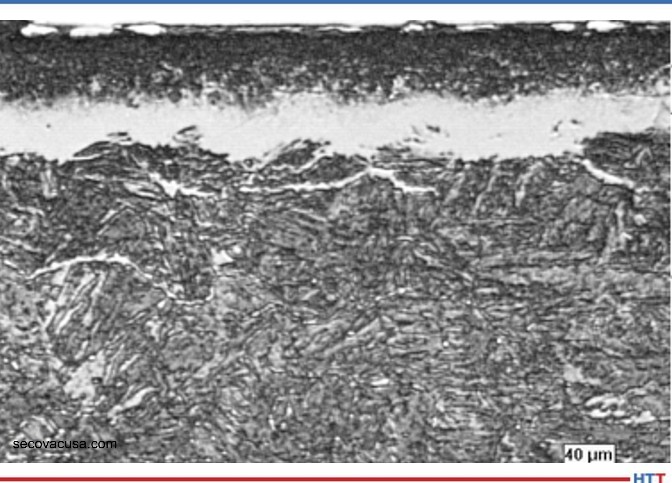
White layer from nitriding Photo Credit: SECO/VACUUM
Gas nitriding is a valuable case hardening process. In gas nitriding, a white layer made up of a nitrogen-rich compound is formed. This white layer is hard and wear-resistant, but is also very brittle.
"This compound layer depth is dependent on processing time. In the more traditional two-stage process, the case depth produces a gradient of hardness from surface to core that commonly ranges from 0.010-0.025”, with minimal white layer, typically between 0-0.0005”."
Water and electricity: that's all the materials that are needed to generate hydrogen on site. Water electrolyzers for hydrogen generation are compact, portable, and reliable, as well as being safer than storing gases. Could the future of heat treating — and perhaps the end of natural gas — be "blue"? Now, unless you live on the beach in the Bahamas, the water you're used to probably isn't blue, but you catch our drift.
"Electricity and water come into a plant in pipes and wires and are highly reliable. Additionally, there are no hydrogen storage tanks taking up a large amount of unusable space."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
There seems to be no limit to what heat treated titanium alloy products can do -- just listen to the name: "titans." However, its poor tribological performance means that a surface treatment is necessary in most applications.
This best of the web article shares a quick technical run-down of all you need to know about plasma/ion nitriding of titanium alloy products with guidelines and graphs to show you the way.
An excerpt:
At the moment, nitriding is the most common and rational diffusion treatment which can be used for all-over surface hardening of titanium products. Nitrided titanium has a gold/yellow color of the TiN nitride enhancing attractiveness of the treatment in many applications.

















 Source:
Source: