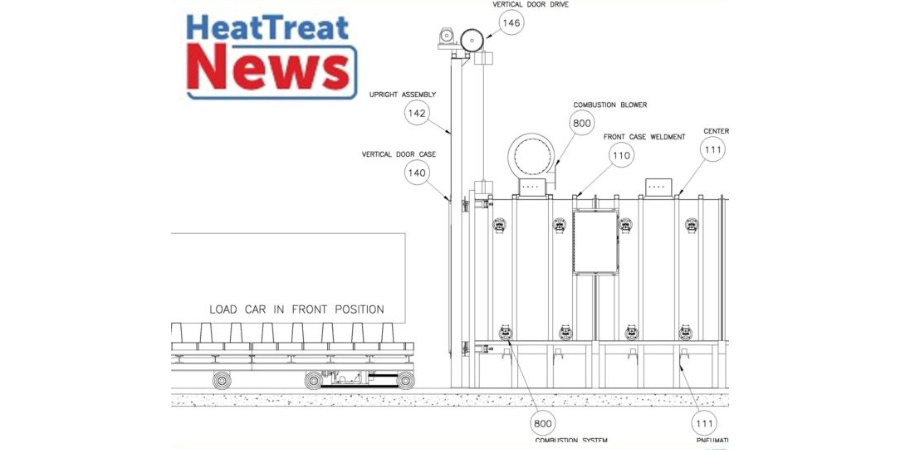
A large gas-fired normalizing furnace has been sent to a global manufacturer of pipe, tube, and fittings used for various military contracts. Supply chain issues prevented the manufacturer from receiving the furnace on the original delivery date in Q4 2021.
This L&L Special Furnace Co., Inc. car-bottom-style gas-fired normalizing furnace is rated to operate at temperatures from 1,300°F/704°C to 2,200°F/1204°C and heated with six medium-velocity burners. The furnace will be able to maintain uniformity of ±25°F/12.5°C at temperatures above 1,300°F/704°C.
Hydrogen is a reducing gas used in thermal processing atmospheres for brazing, annealing, metal injection molding, metal additive manufacturing, and glass-to-metal and ceramic-to-metal sealing. Recent supply chain issues, safety concerns surrounding storage, and the growing metal additive manufacturing parts market are making on-site generated hydrogen a burgeoning trend among thermal processors.
This article first appeared in Heat Treat Today’s February 2022 Air & Atmosphere Furnace Systems print editionand was written by LynnGorman, a freelance writer.
Reliance on Hydrogen Delivery Can Be Risky
We learned in 2020 that when the pandemic hit, hydrogen gas supply declined, and liquid hydrogen production slowed accordingly.
Hydrogen is a byproduct of refineries processing crude oil, and when demand for gasoline and other crude oil-based products slows, so does hydrogen production. Even as the economy fights back post COVID-19 the long-term trends in crude oil processing are negative because of increasing fleet electrification.
Hydrogen scavenges oxygen, counteracting minor furnace leaks. Photo Credit: Nel Hydrogen
Besides having more control and assurance that hydrogen will be available on demand as needed, there are other benefits to generating hydrogen on site. According to David Wolff, regional manager at Nel Hydrogen, the only raw materials required to produce hydrogen on site are water and electricity, which are among the most reliable of supply chains. “Essentially the hydrogen becomes another utility with little personnel attention required,” he said. “Electricity and water come into a plant in pipes and wires and are highly reliable. Additionally, there are no hydrogen storage tanks taking up a large amount of unusable space.” He added further that electrolyzers produce ultra-pure, extremely dry hydrogen for best processing results; companies can move the electrolyzers if they relocate to another facility; generating hydrogen eliminates the supply interruptions and contract issues; and producing hydrogen reduces costs over time.
Hydrogen cleans part surfaces to enhance processing results. Photo Credit: Nel Hydrogen
For thermal processors, the ultimate priorities for a thriving business are parts and profits. Satisfying customers with high quality, heat treated components keep them coming back. To that end, generating hydrogen on site can play a significant role . For instance, hydrogen has the highest heat transmission of any gas, resulting in faster heating, faster cooling, and faster cycle times in both continuous and batch furnaces. Hydrogen atmospheres clean parts, and clean part surfaces enhance sintering/fusion. Hydrogen also scavenges oxygen which counteracts potential furnace leaks. Companies that make their own pure hydrogen, already formulated for their thermal process atmospheres and always available, can potentially improve plant productivity and part quality with the desired properties demanded by their customers.
“The many positives of hydrogen generation work for companies experiencing environmental pressures to choose alternatives to delivered and stored gases,” said Wolff. For instance, he cited a case in which a specialty wire producer in an urban area used dissociated ammonia for wire annealing for decades. However, a gradual shift in their neighborhood to less industry and more housing, schools, and places of worship made it risky to continue storing the toxic ammonia gas to make dissociated ammonia. The company chose to invest in hydrogen and nitrogen generation to replace their ammonia storage and dissociator. According to Wolff, the company is now using less electricity, and can use a leaner atmosphere blend because hydrogen is drier than dissociated ammonia. They are getting cleaner wire, saving money using less electrical power, and eliminating ammonia purchases and tank rental.
Dave Wolff Regional Sales Manager Nel Hydrogen Photo Credit: Nel Hydrogen
In another case, a different specialty wire producer suffered a catastrophic fire that involved hundreds of hydrogen cylinders stored at their historic facility. The company had to replace the plant. To meet current safety and fire code standards, the decision to generate hydrogen was a great choice to comply with the demands of the local fire marshal. According to Wolff, “Authorities having jurisdiction are some of the best advocates for hydrogen generation versus storage.”
Certain Growing Applications Prefer Generated Hydrogen for Best Part Quality
The newest powder-based manufacturing technology is metal AM (metal additive manufacturing) which expands on the learnings and foundations of PM (powder metallurgy) and MIM (metal injection molding). Metal AM is growing rapidly in applicability. Several metal AM techniques are commercialized, and even more are in development. There are several ways that metal AM is revolutionizing fabrication by eliminating complex set-ups, molds, and fixtures, and thereby reducing the costs of short runs. The method allows for continuous design improvements, practically in real time. Metal AM enables parts to be very lightweight through internal strengthening, and parts can be directly translated and produced from a CAD file. In other words, metal AM can create parts that are impossible to make by other approaches. While there is a range of techniques that can be applied to the general category of metal AM parts, most of them use powder, as powder provides the best part finish quality. And, like previous powder fabrication technologies such as PM and MIM, metal AM uses sintering to adhere the metal powder particles together with metal-to-metal bonds.
Metal AM powders are miniscule (20 - 100 microns) and are highly susceptible to oxidation if unprotected by an inert or reducing atmosphere. Photo Credit: Nel Hydrogen
Metal AM powders are miniscule (20–100 microns), uncoated, and handled gently during fabrication. They are highly susceptible to oxidation if unprotected by an appropriate atmosphere. These tiny particles have an enormous surface area (3kg of typical metal AM 316 SS powder has the surface area of a tennis court). Pure hydrogen (or blended with N2 or Ar gas) is the optimal reducing atmosphere for sintering metal AM parts in both atmosphere furnaces and vacuum furnaces. According to Wolff, a company having the capability to produce its own hydrogen will have the best results with these kinds of parts that will grow in demand in the coming years.
Compliance Considerations in Hydrogen Use
While generating hydrogen for on-site use without storing inventory is far safer than storing hydrogen or ammonia, there are still rules to follow. There are issues surrounding exhaust, pressure balancing, air flow, heating/cooling, and other considerations. Safety, of course, is paramount when using hydrogen. Helpful publications to review include NFPA 2, NFPA 55, ASME Code for Pressure Piping B31.1, and FM Global Property Laws Hydrogen Data Sheet. Additionally, if the building is leased, the landlord should be aware of the use of hydrogen as should the insurance agent.
Water electrolyzers are available in a variety of sizes and configurations to meet the hydrogen requirements of any thermal processing facility. Photo Credit: Nel Hydrogen
“Thousands of hydrogen users have proven that, given the right set of circumstances, it’s in their interest and their customers’ interest to generate hydrogen on site,” said Wolff. “And that’s because hydrogen generators produce high purity, pressurized, dry hydrogen with zero hydrogen storage. It’s also a compact, portable, and reliable system, that provides a range of flow rates to suit any thermal processing requirement. And, the hydrogen cost is relatively fixed, so as production goes up, the cost per part goes down.”
What material is best suited as thermal insulation, fixtures, and setters in furnaces with hydrogen atmospheres? To find out, ZIRCAR Ceramics, Inc. reports on a series of test results that determine the weight loss and shrinkage of six materials you may use in your heat treat furnace.
Multiple types of fibrous alumina insulation materials were tested to determine their stability in hydrogen gas. Silica bonded types have been known to give superior performance in oxidizing and neutral environments. Alumina bonded types have classically been used as thermal insulation, fixtures and setters in applications where reduction by aggressive furnace atmospheres is encountered. One such aggressive reducing atmosphere is hydrogen, a common cover gas in furnaces for sintering powder metal parts. In hydrogen gas atmospheres, silica -- a common binder which imparts high temperature stability and increased mechanical strength -- is attacked, dissociates and volatilizes resulting in premature failure of the refractory.
Test Method
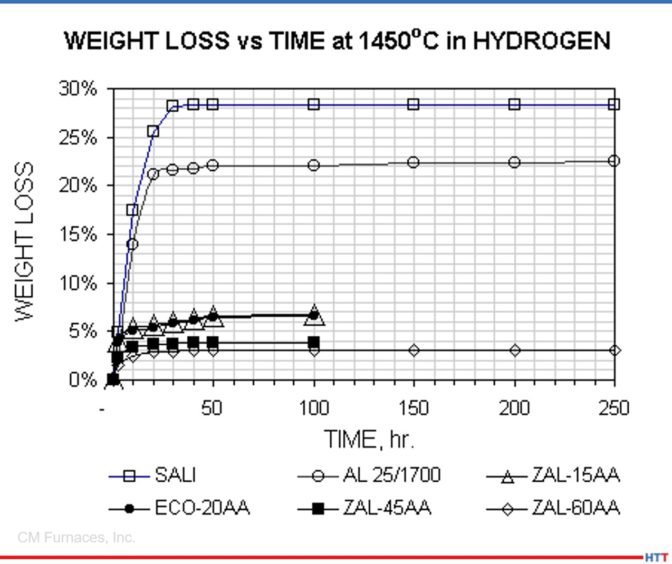
Cubes of insulation, roughly 1 inch per side, were measured and weighed. They were fired at 1450°C in a model 1725 HTF box furnace manufactured by CM Furnaces, Inc. The furnace was purged with 15 scfh hydrogen gas with a dew point of <40°C. It was heated at a rate of 200°C per hour with soak times of 1, 2, 10 and 50 hours. The samples were removed after each soak, measured and weighed. Weight loss and thickness shrinkage were calculated using experimental data. Shrinkage in the length and width directions were averaged to obtain the data displayed. The materials tested are described in the following table.
Results
Weight Loss results for all types tested.
Weight Loss results for alumina bonded types tested. Shrinkage results in length and width directions for all types tested.
Shrinkage results in length and width directions for all types tested.
Shrinkage results in thickness directions for all types tested.
Conclusions
Premium (ZAL-45AA) and special (ZAL-60AA) grade fibrous alumina insulation materials appear best suited for use as thermal insulation, fixtures, and setters in furnaces with hydrogen atmospheres as they exhibited the least weight loss and thermal shrinkage of all specimens tested.
Alumina bonded materials (ZAL-15AA, ECO-20AA, ZAL-45AA and ZAL-60AA) showed significantly less weight loss after exposure to hydrogen gas at 1450°C than did the silica bonded types tested.
Silica bonded materials (SALI and AL 25/1700) exhibited significant weight loss after testing at 1450°C in hydrogen.
Thermal shrinkage is inversely proportional to density, independent of the bond type.
Acknowledgements
The data presented in this article was collected by CM Furnaces, Inc. (www.cmfurnaces.com) and provided to ZIRCAR Ceramics, Inc. by Donald T. Whychell Sr., director of Research and Development at CM Furnaces, Inc. (dwhychell@cmfurnaces.com)
A roller-hearth furnace will soon be processing wire products at Grand Blanc Processing's high quality processed wire production facility in Holly, MI. The furnace will be used to spherodize anneal and stress relieve wire products.
Tenova, a developer and provider of sustainable solutions in the metals industry, has been contracted through Tenova Inc. for this turnkey supply of an STC® (Short Time Cycle) furnace. This project will mark the third furnace installation of its kind at Grand Blanc Processing’s facility, and the new furnace will be integrated with the existing furnaces in operation. Furnace start-up is expected to take place at the end of 2022.
The furnace will include advanced nitrogen control technology that will reduce nitrogen consumption by up to 30% per cycle and reduce fuel consumption by 2% per cycle. Tenova Inc. will also design and supply three product cooling tables as well as the complete control and automation package.
Heat Treat Todaysurveyed mesh belt industry manufacturers asking for feedback on information heat treaters should know. In this article, Abelard Escura, manager of Export at Codina, gives recommendations when to use specific belts, explains belt vocabulary, and shares trends they are excited about.
This article first appeared inHeat Treat Today’sFebruary 2022 Air & Atmosphere Furnace Systems print edition.
What mesh belt materials, belt weaves, and belt loading (lbs./linear foot or lbs./square foot) are recommended for various heat treatment processes and atmospheres?
For quench tank belts (oil, salt, water), annealing and normalizing applications, and hardening and case hardening (carburizing and carbonitriding in particular), Abelard Escura of Codina said, “Normally for these applications, the parts are small, so we usually go for models with several rods inside one spiral, to close the opening area of the belt. The basic material recommended is AISI 314/AISI 330CB.”
“Because the parts can be large or in baskets during the sintering (specifically irons, stainless steels) and brazing (silver, copper, nickel) processes, it is recommended that balance or double balance weave (models AE or AE-A) with just one rod inside one spiral be used. The basic material recommended is AISI 314. By the way, in the EU, the model B1ES is popular for brazing because it’s stronger and allows heavy loads on the mesh belt.” Escura added.
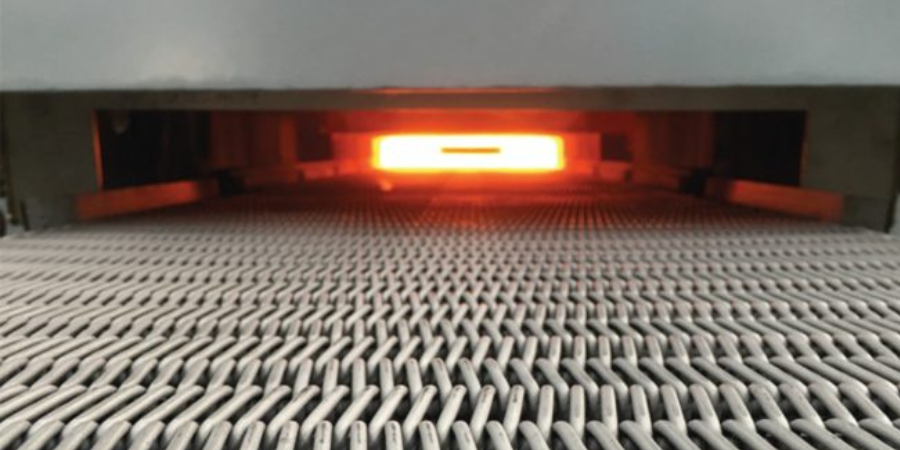
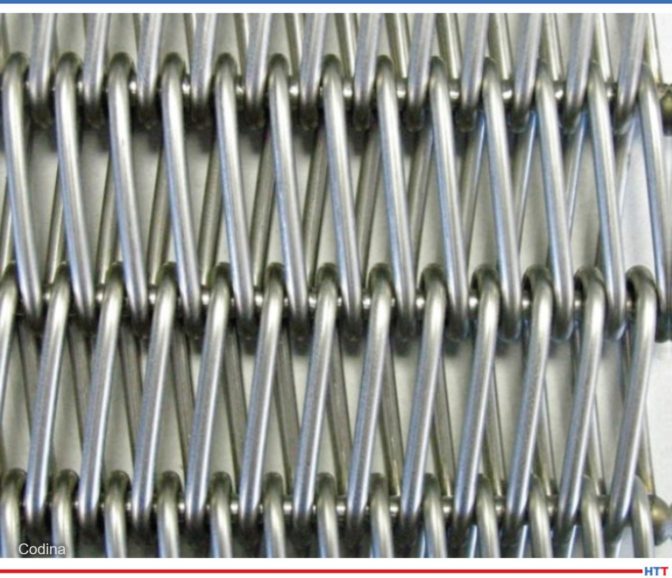
Photo Credit: Codina
Explain the “vocabulary” of belts:
Understanding the mesh belt lingo is critical for achieving successful results.
Heat Treat Todayasked, What about the types of belt weaves (open versus closed weaves), upturned edges — when/why are they recommended, and why are certain alloys (e.g., 316 SS) such a popular choice for general purpose belts? Escura responded, “The closed weave belts are used for small products like fasteners. Open weave belts are used for larger products.” He continues, “The material content, for heat treatment in general, needs to be high in nickel and chromium to be strong enough to resist high temperatures and oxidation.”
What is the typical belt life for processing running in the 1600°F–1800°F temperature range in a nitrogen or nitrogen/hydrogen atmosphere? Escura weighed in, “This will always depend on the process, application, and how the belt is used on the furnace. However, as a rule, the lifetime of the mesh belt can be from 6 to 12 months.”
What about the pre-conditioning (prestretching) of the belt — when is it recommended and for what applications?
Escura explained, “We do not believe this preconditioning is helpful. It’s also an extra cost. If the belt is produced properly, pre-conditioning is not necessary.”
What are a few common problems encountered when operating mesh belts?
“The main problems are belt deformations from extra load, cuts on the mesh belt due to parts stacking on the furnaces and cutting the belt. Another problem we see is lateral plates break, fall out, and come into contact with the ‘floor’ of the furnace,” Escura shared.
Are there any advances or trends in the mesh belt world that you’re excited about? What is one thing that you believe is vital for people to know about mesh belts?
Escura concluded, “We are excited about looped edges instead of welded edges terminations. These looped edges prevent the breaking of the welding, and belts can last longer in sintering and brazing applications.”
To not invest money in worthwhile projects makes as much sense as not depositing your paycheck. In this column, we will briefly look at energy and gas “checks” you might have received in the mail but have yet to cash.
This column is a Combustion Corner feature written by John Clarke, technical director at Helios Electric Company, and appeared inHeat Treat Today’sFebruary 2022 Air & Atmosphere Furnace Systems print edition.
If you have suggestions for savings opportunities you’d like John to explore for future columns, please email Karen@heattreattoday.com.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electrical Corporation
The late Fred Schoeneborn, a long-time energy consultant and friend, described energy savings opportunities that have been identified but not exploited as uncashed checks. To expand on Fred’s metaphor, not to look for opportunities to save natural gas is the equivalent of not collecting and opening your mail.
A furnace or oven is a box that contains the work being processed and the heat used in the process. It is an imperfect box because we are always losing heat. While it is imperfect, there are often opportunities to improve your oven’s performance, saving energy and generally improving quality. (You may notice if you have read a few of my columns, energy savings and quality improvements nearly always coexist.)
At the start of this series, we asked several questions. This time we will consider the following:
Is my furnace or oven at the correct internal pressure?
Is it time to rebuild door jams?
How much fuel is wasted because I am not containing heat within the furnace or letting excessive air reduce my combustion efficiency?
Furnace pressure (in a non-vacuum application) is the simple function of the volume of the material introduced vs. the area of all the openings in our box. The obvious inputs are the products of combustion for direct fired systems, or the atmosphere for indirect systems.
What is the optimum pressure for my system? In general, the best pressure is the lowest pressure at which no tramp or unwanted air can enter the system and contaminate the atmosphere or upset the temperature uniformity. The lower the pressure, the less chance we will have excessive losses around door seals or other furnace penetrations. Most commonly, these pressures are measured in the hundredths or tenths of inches of water column.
In many applications, door sealing surfaces or jams take quite a beating. Their maintenance is expensive in terms of money, labor, and lost production. Expensive, yes, but the cost of NOT maintaining these surfaces may be much more. Losses are a result of radiant and convective losses, but most significantly, product quality because of atmosphere contamination or areas of the furnace not reaching setpoint temperature. When should we maintain these surfaces? In general, the best results I have observed are people who schedule surface maintenance periodically based on wear and available furnace downtime.
Calculating the savings from these fuel savings is more difficult, but in general, maintaining a consistently uniform interior work area saves more than the energy conserved.
About the Author:
John Clarke, with over 30 years in the heat processing area, is currently the technical director of Helios Corporation. John’s work includes system efficiency analysis, burner design as well as burner management systems. John was a former president of the Industrial Heating Equipment Association and vice president at Maxon Corporation.
Today, we look to our European information partner, heatprocessing, to explore what international news from around the world has flown by!
An Award in Indiana
“The Nitrex Heat Treating Services (HTS) facility in Franklin, Indiana, received the Nadcap (National Aerospace and Defense Contractors Accreditation Program) accreditation. This includes heat treating for multiple alloy families, stress relieving, carburizing, nitriding, vacuum heat treating, hardness and metallography.”
“The graphical display of temperature curves of the selected program, the precise temperature control, the program status display with the expected end time and date and various user levels add up. The integrated help menu makes the control and process monitoring more easy.”
“The capacity of each reheating furnace will be 465 tons per hour of slabs. The new furnaces, which will replace four existing ones, will ensure high slab-heating quality and reliability. Fuel consumption will be reduced and energy savings will be up to 15%.”
Solar Atmospheres of Western PA received delivery of their vacuum oil quench (VOQ) furnace last week.
This 36” x 36″ x 48” furnace from Solar Manufacturing will be fully installed, tested and operational in early April. See the largest component, a 40,000 pound vestibule/oil quench tank, being transferred and inverted into its pit. This will be the first vacuum oil quench furnace to employ work thermocouples in the actual load!
Solar Atmospheres indicates that they will be releasing updates on this furnace in the future.
Mesh belt furnaces are the workhorse of the heat treating industry. With constant pressure to enhance performance and develop quality products, mesh belt furnaces are keeping up with the demand. In this article written by Tim Donofrio, vice president of Sales at CAN-ENG Furnaces International Limited, discover the ways mesh belt furnaces are addressing demands for innovation and quality.
This Technical Tuesday article appeared in Heat TreatToday’s February 2022 Air & Atmosphere Furnace Systems print edition.
Tim Donofrio Vice President of Sales Can-Eng Furnaces International Source: Can-Eng Furnaces International Ltd.
Introduction
Manufacturers of high volume, high strength metal components constantly face increasing pressures to improve and develop enhanced performance and quality products while simultaneously addressing cost pressures placed upon them. The quality products include cold-formed automotive fasteners and clips, construction nails and screws, cutting and timing chain products, drive system gears, and bearing components, to mention a few. These reference components all require different types of heat treatment processes that impart a unique thermal profile which results in making the component stronger, tougher, more flexible, resistant to wear and corrosion, and improves the overall life of the component.
Mesh Belt Furnaces — Background
Mesh belt furnaces are synonymous with high volume heat treatment of formed, forged, and machined metal components that require soft handling methods to prevent part damage during processing. Furthermore, these systems are well equipped with features that reduce the opportunity for part mixing and contamination within the system. Modern mesh belt furnaces have been put into production around the world to achieve capacities from 100 lb/hr to 7000 lb/hr. Manufacturers today often favor higher capacity heat treatment systems as they offer more efficient returns on investment over lower capacity systems. The heat treatment processes ideally suited for mesh belt furnace systems include neutral hardening, marquenching, austempering, light case carburizing, carbonitriding, carbon restoration, normalizing, and tempering. In most cases, these processes include a multi-step process which involves heating the product to austenitizing temperatures under a reducing or carbon rich atmosphere, followed by an automatic transfer for drop from the furnace belt conveyor into a liquid quench conveyor system where the material transformation takes place. Quench systems vary in size and capacities and are custom designed around the product being heat treated. Design features may include agitation, fluid flow, and conveyor design which can greatly influence the quench speed and material transformation that results in the final physical properties achieved through quenching. Mesh belt heat treatment systems can implement various quench medias that include oil, polymer, water, and molten salts.
Mesh Belt Furnaces — Benefits
Mesh belt furnace benefits have grown significantly from their earlier developments that targeted reduced part damage and part mixing potential. Today, users are exploiting the benefits associated with increased part size range processing flexibility and capability. In the early days, part processing size range was limited to parts that weighed less than 1lb and were less than 4” in length. Today, with design enhancements, users can now process a product range that includes part sections ranging from 3/16” to 1-3/8”, part lengths up to 12” long, and part weights exceeding 2.5lbs each. This increased processing flexibility is made possible through the integration of modernized automated loading and transfer systems that minimize part drop heights and inertia, ensure precise loading, convey, and distribute products that protect against part damage while also ensuring dimensional stability is maintained to acceptable levels.
Additional advancements in the application and use of molten salt quenching have been recently exploited in response to the demand for low distortion and low residual stress level part processing. These demands are largely a result of customers’ needs to engineer products that outlive and outperform previous designs. This is largely a result of recent advancements made to support the shift in transportation technology; most noticeably, vehicle electrification and increased demands of vehicle propulsion systems. This has resulted in improved austemper and martemper technologies, paving the way for new molten salt handling designs that increase the overall safety and use of the systems. Specifically, new techniques for molten salt quench agitation, distribution, and quench drop chute fluid control have greatly improved the controllability of these systems and have also greatly improved the maintainability which has traditionally been difficult for users of previous designs.
Conclusion
It is well understood that the mesh belt furnace design provides significant benefits over other continuous and batch type processing systems for processing high volume and high-quality components that require exact metallurgical properties. The benefits of this system are immense, and system customization allows for further benefits to be integrated. The benefits discussed earlier represent recent advancements made to the mesh belt atmosphere furnace system that users are enjoying today. It should be recognized that several other design benefits also include:
Electrical heating systems, natural gas, and atmosphere reduction systems as a means of reducing users’ carbon footprint
Improved temperature uniformity of systems to support the expectations of the Automotive Industry Action Group (AIAG) CQI-9 guidelines
Hybrid quenching systems that allow for greater processing flexibility and sophisticated Industry 4.0 diagnostics, reporting and data archiving of equipment conditions, and process and product processing attributes
In closing, there are many options available to manufacturers requiring heat treating processes; therefore, the benefits of the mesh belt atmosphere heat treatment system should be strongly considered when seeking out the lowest cost of ownership for manufacturing processes.
About the Author:
Tim Donofrio, vice president of Sales at CAN-ENG Furnaces International Limited, has more than 30 years of thermal processing equipment experience. Throughout his career, he has held various positions within the custom engineered forging, commercial heat treating services, and custom engineered heat treating equipment industries.
Contact Tim at tdonofrio@CAN-ENG.com or (905) 380-6526.
Welcome to Heat Treat Today’s This Week in Heat TreatSocial Media: The Valentine’s Day Edition. You may think that case hardening means that the heart of heat treating shares no warmth for Valentine’s Day. Before you write this holiday off, see how February 14th celebrations with cards, chocolate, jewelry, and roses have heat treat and metallurgical connections.
1. Share The Love . . . American Manufacturing Style
You don’t have the words to say. We get it. Well, you’re in luck. Use ANY of these free, downloadable Valentine’s Day cards to share with the ones you love.
From the Alliance of American Manufacturing: “We created a set of Made in USA Valentine’s Day cards to help spread the Made in America love this holiday — and we hope you will join us!”
2. When Manufacturing Meets Chocolate
Chocolate. The decadent dessert of choice today. And what does heat treatment and manufacturing have to do with it?
We know (and you know) the association of Valentine’s Day with gift giving, especially jewelry. But have you seen traditional heat treatment of sapphires in Sri Lanka and Thailand? Listen to professional and independent jewelry makers also talk about the importance of heat treatment in jewelry making.
A Bit Of History
.
Work Hardening and Annealing Jewelry
.
Heat Treating Sapphire DIY?
4. Lastly, a Rose
Who says metal isn’t romantic? Happy Valentine’s Day, folks.




 A large gas-fired normalizing furnace has been sent to a global manufacturer of pipe, tube, and fittings used for various military contracts. Supply chain issues prevented the manufacturer from receiving the furnace on the original delivery date in Q4 2021.
A large gas-fired normalizing furnace has been sent to a global manufacturer of pipe, tube, and fittings used for various military contracts. Supply chain issues prevented the manufacturer from receiving the furnace on the original delivery date in Q4 2021.