




![]()
Heat Treat Today surveyed mesh belt industry manufacturers asking for feedback on information heat treaters should know. In this article, Abelard Escura, manager of Export at Codina, gives recommendations when to use specific belts, explains belt vocabulary, and shares trends they are excited about.
This article first appeared in Heat Treat Today’s February 2022 Air & Atmosphere Furnace Systems print edition.
What mesh belt materials, belt weaves, and belt loading (lbs./linear foot or lbs./square foot) are recommended for various heat treatment processes and atmospheres?
For quench tank belts (oil, salt, water), annealing and normalizing applications, and hardening and case hardening (carburizing and carbonitriding in particular), Abelard Escura of Codina said, “Normally for these applications, the parts are small, so we usually go for models with several rods inside one spiral, to close the opening area of the belt. The basic material recommended is AISI 314/AISI 330CB.”
“Because the parts can be large or in baskets during the sintering (specifically irons, stainless steels) and brazing (silver, copper, nickel) processes, it is recommended that balance or double balance weave (models AE or AE-A) with just one rod inside one spiral be used. The basic material recommended is AISI 314. By the way, in the EU, the model B1ES is popular for brazing because it’s stronger and allows heavy loads on the mesh belt.” Escura added.
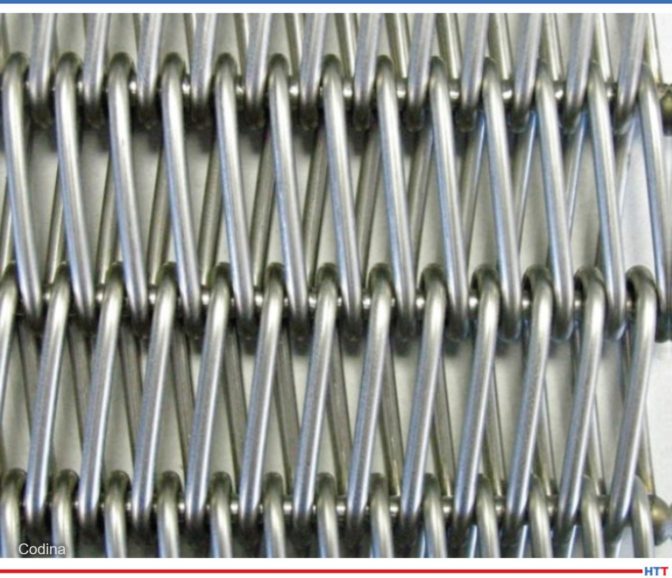
Explain the “vocabulary” of belts:
Understanding the mesh belt lingo is critical for achieving successful results.
Heat Treat Today asked, What about the types of belt weaves (open versus closed weaves), upturned edges — when/why are they recommended, and why are certain alloys (e.g., 316 SS) such a popular choice for general purpose belts? Escura responded, “The closed weave belts are used for small products like fasteners. Open weave belts are used for larger products.” He continues, “The material content, for heat treatment in general, needs to be high in nickel and chromium to be strong enough to resist high temperatures and oxidation.”
What is the typical belt life for processing running in the 1600°F–1800°F temperature range in a nitrogen or nitrogen/hydrogen atmosphere? Escura weighed in, “This will always depend on the process, application, and how the belt is used on the furnace. However, as a rule, the lifetime of the mesh belt can be from 6 to 12 months.”
What about the pre-conditioning (prestretching) of the belt — when is it recommended and for what applications?
Escura explained, “We do not believe this preconditioning is helpful. It’s also an extra cost. If the belt is produced properly, pre-conditioning is not necessary.”
What are a few common problems encountered when operating mesh belts?
“The main problems are belt deformations from extra load, cuts on the mesh belt due to parts stacking on the furnaces and cutting the belt. Another problem we see is lateral plates break, fall out, and come into contact with the ‘floor’ of the furnace,” Escura shared.
Are there any advances or trends in the mesh belt world that you’re excited about? What is one thing that you believe is vital for people to know about mesh belts?
Escura concluded, “We are excited about looped edges instead of welded edges terminations. These looped edges prevent the breaking of the welding, and belts can last longer in sintering and brazing applications.”
For more information
Contact Abe: abe@codinametal.com
Website: Codinametal.com

