A producer of aluminum and aluminum alloy sheets for the automotive and aerospace industries has ordered two continuous heat treatment lines (No. 3 and No. 4) and one continuous process treatment line (No. 4) from a manufacturer with North American locations.
The Andritz Group will supplyShandong Nanshan Aluminum Col, Ltd, China with the engineering, equipment supply, supervision of erection, and commissioning of the complete lines, including the electrical and automation equipment. Start-up will take place in 2025. Shandong Nanshan Aluminum Co., Ltd has built the complete aluminum processing industrial chain in its region.
Wang Tao, director of the Nanshan production plant, commented, "technology, focusing on excellent aluminum process lines, and the extensive local network of experts and service specialists" were factors in the decision.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
An East Troy, WI, heat treat systems manufacturer announced the shipment of an electrically heated horizontal quench system to a manufacturer of products for the automotive industry, specifically for aluminum solution treatment.
Wisconsin Oven manufactured the system with a maximum temperature of 1,200°F and interior chamber dimensions of 2' x 2' x 2'. The system has the capacity to heat 450 pounds of aluminum parts plus the steel basket within 60 minutes. Temperature uniformity of +/- 10°F at set points 850°F and 1,050°F was verified with a nine point profile test prior to shipment.
This horizontal quench system provides a 15-second quench delay from when the door begins to open until the load is fully submerged in the tank. The quench is manual, where the operator pulls the load out of the oven and onto the quench elevator using a hook. "This horizontal quench system was designed with a manual quench which is a cost-effective option and still ensures there are no improperly processed parts," commented Doug Christiansen, senior application engineer at Wisconsin Oven. "The system also features foldable unload wheel rails to save on floor space.”
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Are your brake rotors heat treated? Travel back in time to discover how ferritic nitrocarburizing (FNC) became the heat treatment of choice for automakers’ brake rotors and why the tip-up furnace forever altered the production process for this part.
This Technical Tuesday article is drawn from Heat Treat Today's February Air & Atmosphere Furnace Systems print edition.If you have any information of your own about heat treating brake rotors, our editors would be interested in sharing it online at www.heattreattoday.com. Email Bethany Leone at bethany@heattreattoday.com with your own ideas!
The Problem: Brake Rotor Corrosion
Michael Mouilleseaux General Manager at Erie Steel, Ltd. Sourced from the author
In the early 2000s, corrosion was one of the top three issues that U.S. automotive manufacturers found negatively affected the perception of the quality of their cars. Brake rotors are made of cast iron. These components sit out in the elements, and in places like the U.S. Midwest where salt is often used on the roads, unprotected steel or iron will corrode or rust. Even on the coast, there is salt water in the air.
Contact us with your Reader Feedback!
What does rusting cause? The rotor rusts, and first, the cosmetics are negatively affected (i.e., rusty appearance). But more importantly, the first time you step on the brakes, it squeals like a pig, the vehicle shudders, and the driver feels pulsing in the pedal. He’ll also feel it in the steering wheel because the amount of rust coating one area is different from the amount of rust that’s on another. So, these brand new, forty- to seventy-thousand-dollar cars have orange rust over the brake rotor and a shaky drive. . . it’s not a good look!
Now, this is just a superficial coating of rust that will eventually abrade away; the rotor will look alright, the vehicle will stop better, and it won’t squeal. However, since the rust on the rotor wears off unevenly, the car may never have smooth braking.
A Move to FNC
In the early 2000s, all the big players were looking to FNC (ferritic nitrocarburizing) as a solution to corrosion, including Bosch Braking Systems, Ford, General Motors, Akebono, and the truck manufacturers. FNC was becoming popular since the process adds a metallurgical layer — called the “white layer” or “compound zone” — to the part, providing corrosion resistance and the bonus of improving wear.
Source: Oleksandr Delyk/Adobe Stock
To the OEMs, the benefits were perceived as:
The corrosion issue had an answer.
The life of the rotor doubled from roughly 40,000 to 80,000 miles. Although that meant half as many aftermarket brake jobs compared to before, consumers perceived it as a real advantage.
The rotors generated less dust. Brakes generate dust particles as the result of abrasion of the pads and the rotors. This particulate dust has been identified as both an environmental and a health concern. Now, flash forward to 2022: Electric vehicles are largely displacing the need to control emissions from ICE (internal combustion engine) vehicles. So, the new European standard on vehicle emissions implemented a requirement to control this dust that is harmful to the environment and which EV and traditional brake systems can emit.
But there were certain technical and practical challenges that automotive manufacturers faced when trying to implement this process at scale.
#1 Distortion. Brake rotors may distort during FNC. Since rotors are (gray iron) castings, the process temperature for FNC may stress relieve the rotor, causing it to change shape or distort, rendering it unusable as a disc brake rotor. It was determined that if the rotor castings were stress relieved prior to machining and FNC, the distortion issue was rendered moot.
#2 Loss of Necessary Friction. FNC gives the white layer on the surface of a part with a diffusion zone underneath. The compound zone has a very low coefficient of friction, which means excellent wear properties. However, manufacturers want friction between the rotor and the brake pads to slow the car down. Reducing the friction on the rotors extends the braking distance of the car.
". . .[M]anufacturers want friction between the rotor and the brake pads to slow the car down." Source: Unsplash.com/Craig MorolfLet me illustrate this: I ferritic nitrocarburized a set of brake discs for Bosch Braking Systems, which eventually went to Germany and then on a vehicle. The customer absolutely loved the corrosion resistance, but when it was time for the downhill brake test, the car went straight through an instrument house because the brakes couldn’t stop the car! Lesson: For rotors treated with FNC, the brake pads need to be made from a different frictional material!
#3 Cost. Overcoming the technical issues is simple. Stress relieving the casting at FNC temperatures before machining it would help the parts machine better and would eliminate distortion. Modifying the FNC process could reduce the depth of the white layer and, paired with the correct friction material, the acceptable braking capabilities were restored. Yet these additional steps presented a new challenge: higher costs.
The practical constraints of FNC in conventional batch or pit furnaces strained efforts to be cost-effective. The load (size) capacity of the conventional equipment, in conjunction with the time constraints of the FNC process presented a dilemma, as the OEMs’ benchmark was about one dollar per rotor.
Here Comes the Tip-Up
With traditional furnaces for FNC, there was just no way to reach the economics that were necessary for it. A bigger pit furnace might be the way to go, but they really weren’t big enough. So, here comes the tip-up.
Traditionally, a tip-up furnace has been used for processes with just air, no atmosphere. With direct fired burners, the furnace is used for tempering, stress relieving, annealing, and normalizing. Everything loads into the box, gets fired, and unloads, similar to a car-bottom furnace. With the appropriate external handling systems parts could be retrieved from the furnace and then quenched. This additional process increased the usefulness of the equipment and allowed for the processing of tubes, bars, big castings. . . big forgings for the oil industry and the like.
The question of how to heat treat brake rotors on a large scale still needed to be answered. It required a large, tightly sealed furnace with atmospheric integrity for excellent temperature uniformity. In ferritic nitrocarburizing, the processing range is about 950°F to 1050°F. It is well known that properties vary significantly across the temperature range. And they needed to be optimized to create the appropriate frictional properties for the rotors.
So, the answer was: Let’s make a tip-up furnace that can be sealed for atmospheric integrity, has the appropriate temperature uniformity, and can circulate gas evenly. A lot of this would have to be iterative — create, test, compare, repeat.
Tip-up furnace from Gasbarre Thermal Processing Systems Source: Gasbarre Thermal Processing Systems
The development of the perfect tip-up was essentially the work of one furnace manufacturer and one heat treater who together changed the industry.
American Knowhow Makes the Perfect Tip-Up
In the early 2000s, heat treaters worked with OEMs to develop a cost-efficient process in a tip-up. Manufacturers and service providers tested different methods, including atmosphere FNC and salt bath FNC.
By 2009, the perfect atmosphere furnace was complete and high volume brake rotors began to be processed for General Motors. The furnace manufacturer was JL Becker, Co., acquired by Gasbarre in 2011. The commercial heat treater was Woodworth, Inc., located in Flint, MI. Together, they spent a lot of time and money looking into FNC and figuring out how to make it work in a tip-up furnace.
General Motors was the first one to get on board, utilizing the FNC processed rotors on their pickup trucks and big SUVs, like the Escalade and Tahoe. Ford was not far behind using it on their F150 pickup truck. I was shocked the first time I saw the commercial: a Silverado pickup truck, out in the snow, and the speaker saying, “We now have an 80,000-mile brake system because of a heat treating process called FNC!”
It’s a great story of American knowhow and a collaborative effort between someone who saw a need and someone else who saw the way. To this day, if you want to get a replacement set of brake rotors for your car, go to a place like AutoZone; they will tell you that the difference in cost between the OEM parts and an off-brand is the fact that the off-brand is not heat treated.
About the author: Michael Mouilleseaux has been at Erie Steel, Ltd. in Toledo, OH, since 2006 with previous metallurgical experience at New Process Gear in Syracuse, NY, and as the Director of Technology in Marketing at FPM Heat Treating LLC in Elk Grove, IL. Having graduated from the University of Michigan with a degree in Metallurgical Engineering, Michael has proved his expertise in the fi eld of heat treat, co-presenting at the Heat Treat 2019 show and currently serving on the Board of Trustees at the Metal Treating Institute.
PWR Advanced Cooling Technology has ordered two universal batch CAB furnaces and a CAB continuous line. The furnaces will be used for brazing aluminum heat exchangers. The 3 solutions will go to 2 continents – Australia and North America.
PWR Advanced Cooling Technology specializes in the production of modern and efficient heat exchangers and has used SECO/WARWICK Group furnaces in the past. Two furnaces, the continuous CAB line and Universal Batch CAB Furnace, will be delivered to production plants in Australia. The second chamber furnace will be delivered at the same time to the American branch of PWR, C&R Racing Inc.
Andi Scott, general manager - advanced technology, PWR Australia Source: PWR Australia
The universal batch CAB furnace meets the requirements for protective atmosphere aluminum brazing technology (Nocolok®) and allows users to braze products in a horizontal or vertical position. The continuous CAB line performs brazing in a protective atmosphere for mass production of various heat exchangers.
“We have already ordered the company’s furnaces twice, and the current contract, although more than 25 years have passed since the first order, is the best proof that we are satisfied with the product quality, cooperation, and after-sales service.” said Andi Scott from PWR Advanced Cooling Technology.
“The current contract is special because we will deliver different solutions simultaneously to two continents but to the same customer,” commented Sławomir Woźniak, CEO of the SECO/WARWICK Group.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Nordic Traction Group, a manufacturer of traction chains and tracks for forestry and agricultural machinery, recently upgraded their heat treatment operations by installing a new endothermic gas generator system.
Daniel Panny Head of Sales UPC-Marathon in Germany Source: LinkedIn
To carburize its traction chains, Nordic Traction Group, with manufacturing locations in Finland and Scotland, added the EndoFlex™ S system. The system, from UPC-Marathon, a Nitrex company with North American locations, replaces an outdated generator. The new system improves process reliability and product quality and requires less preventative maintenance.
“Since the EndoFlex™ S produces only the amount of gas required by the carburizing furnace, there is zero waste in endogas production. This also allows Nordic Traction to save big by maximizing energy usage and gas consumption,” said DanielPanny, Head of Sales at UPC-Marathon.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Vacuum furnaces are widely used in the aerospace and automotive industries. These furnaces are used for multiple processes including brazing, aging, and solution heat treating for countless materials. Typically, vacuum furnaces are utilized to ensure a lack of oxidation/contamination during heat treatment. This article will talk about the origins, theory, and main parts of vacuum technology and how it is used in both aerospace and automotive industries.
This Technical Tuesday feature was written by Jason Schulze, director of technical services at Conrad Kacsik Instrument Systems, Inc., and was first published in Heat Treat Today's December 2022 print edition.
A Brief History
Vacuum furnaces began to be used in the 1930s for annealing and melting titanium sponge materials. Early vacuum furnaces were hot wall vacuum furnaces, not cold wall vacuum furnaces like we use today. Additionally, most early vacuum furnaces did not utilize diffusion pumps.
Vacuum Heat Treat Theory
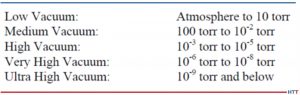
Vacuum technology includes vacuum pumping systems which enable the vessel to be pulled down to different stages through the process. Degrees of vacuum level are expressed opposite of pressure levels: high vacuum means low pressure. In common usage, the levels shown below in Figure 1 correspond to the recommendations of the American Vacuum Society Standards Committee.
Vacuum level will modify vapor pressure in a given material. The vapor pressure of a material is that pressure exerted at a given temperature when a material is in equilibrium with its own vapor. Vapor pressure is a function of both the material and the temperature. Chromium, at 760 torr, has a vapor pressure of ~4,031°F. At 10¯5, the vapor pressure is ~2,201°F. This may cause potential process challenges when processing certain materials in the furnace. As an example, consider a 4-point temperature uniformity survey processed at 1000°F, 1500°F, 1800°F, and 2250°F. This type of TUS will typically take 6-8 hours and, as the furnace heats up through the test temperatures, vacuum readings will most likely increase to a greater vacuum level. If expendable Type K thermocouples are used, there is a fair chance that, at high readings, you may begin to have test thermocouple failure due to vapor pressure.
Figure 1. Vacuum levels corresponding to the recommendations of the American Vacuum Society Standards Committee
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.
Vacuum Furnace Pumping System
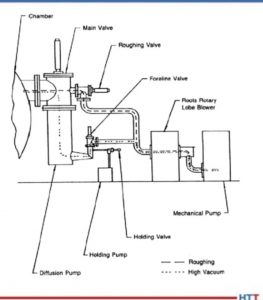
Vacuum heat treating is designed to eliminate contact between the product being heat treated and oxidizing elements. This is achieved through the elimination of an atmosphere as the vacuum pumps engage and pulls a vacuum on the vessel. Vacuum furnaces have several stages to the pumping system that must work in sequence to achieve the desired vacuum level. In this section we will examine those states as well as potential troubleshooting methods to identify when one or more of those stages contributes to failure in the system.
Vacuum furnaces have several stages to the pumping system that must work in sequence to achieve the desired vacuum level. Each pump within the system has the capability to pull different vacuum levels. These pumps work in conjunction with each other (see Figure 2).
Figure 2. Vacuum pumps work in conjunction with one another
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.
The mechanical pump is the initial stage of vacuum. This pump may pull from 105 to 10. At pressures below 20 torr the efficiency of a mechanical pump begins to decline. This is when the booster pump is initiated.
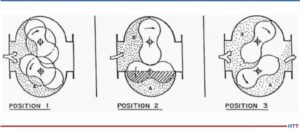
The booster pump has two double-lobe impellers mounted on parallel shafts which rotate in opposite directions (see Figure 3).
Figure 3. Booster pump positions
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.
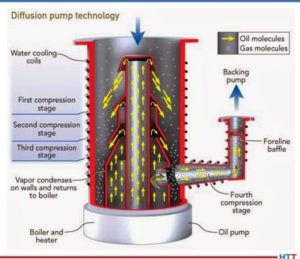
The diffusion pump (Figure 4) is activated into the pumping system between 10 and 1 microns. The diffusion pump allows the system to pump down to high vacuum and lower. The diffusion pump has no moving parts.
Figure 4. Diffusion Pump
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.
The pump works based on the vaporization of the oil, condensation as it falls, and the trapping and extraction of gas molecules through the pumping system.
Image 1. Holding Pump
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.
The holding pump (Image 1) creates greater pressure within the fore-line to ensure that, when the crossover valve between the mechanical and diffusion pump is activated, the oil within the diffusion pump will not escape into the vessel.
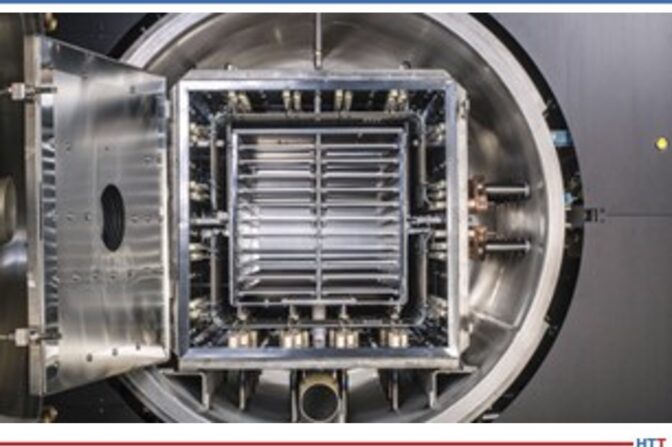
Vacuum Furnace Hot Zone Design
Image 2. Insulated
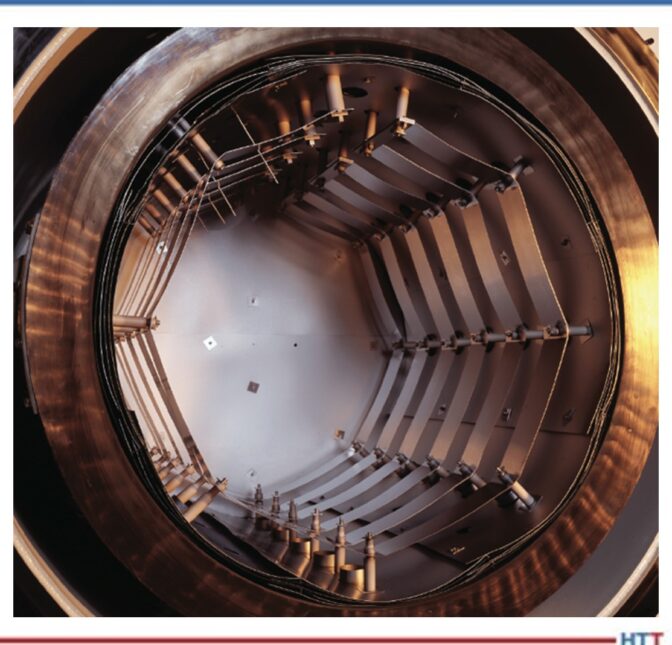
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.Image 3. Radiation
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.
The hot zone within a vacuum furnace is where the heating takes place. The hot zone is simply an insulated chamber that is suspended away from the inner cold wall. Vacuum itself is a good insulator so the space between the cold wall and hot zone ensures the flow of heat from the inside to the outside of the furnace can be reduced. There are two types of vacuum furnace hot zones used: insulated (Image 2) and radiation style (Image 3).
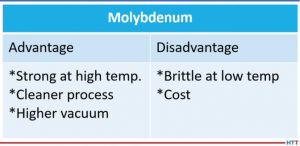
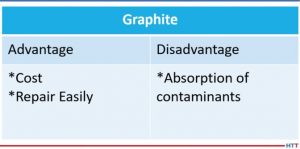
The two most common heat shielding materials are molybdenum and graphite. Both have advantages and disadvantages. Below is a comparison (Tables 1 and 2).
Table 1
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.Table 2
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.
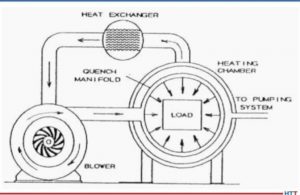
Vacuum Furnace Quenching System
Quenching is defined as the rapid cooling of a metal to obtain desired properties. Different alloys may require different quenching rates to achieve the properties required. Vacuum furnaces use inert gas to quench when quenching is required. As the gas passes over the load, it absorbs the heat which then exits the chamber and travels through quenching piping which cools the gas. The cooled gas is then drawn back into the chamber to repeat the process (see Figure 5).
Figure 5.Diagram of gas quenching
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.
Vacuum Furnace Trouble Shooting
In Table 3 are some helpful suggestions with regard to problems processors may have.
Table 3
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.
Summary
Vacuum furnaces are an essential piece of equipment when materials need to be kept free of contamination. However, there are times when this equipment may not be necessary, and is therefore considered cost prohibitive, although this is something each processor must research. This article is meant to merely touch on vacuum technology and its uses. For additional and more in-depth information regarding vacuum furnaces, I recommend a technical book called Steel Heat Treatment, edited by George E. Totten.
About the Author: Jason Schulze is the director of technical services at Conrad Kacsik Instrument Systems, Inc. As a metallurgical engineer with over 20 years in aerospace, he assists potential and existing Nadcap suppliers in conformance as well as metallurgical consulting. He is contracted by eQuaLearn to teach multiple PRI courses, including pyrometry, RCCA, and Checklists Review for heat treat.
Peter Zawistowski Managing Director SECO/VACUUM TECHNOLOGIES, USA Source: secowarwick.com
An electric vehicle manufacturer will move the heat treatment of their prototype gears in-house with a vacuum furnace. The company expects new product development to accelerate.
SECO/VACUUM, a SECO/WARWICK Group company, will deliver a CaseMaster Evolution (CMe) model with a working hot zone of 16”x16”x24” and a load capacity of 440 lb. The EV maker’s R&D lab will use furnace to low-pressure carburize and oil quench prototype gears. With this expansion, the manufacturer hopes to mitigate scheduling delays encountered when sending their prototype gears out to local commercial heat treatment shops.
“We have a strong partnership together," said Peter Zawistowski, managing director of SECO/VACUUM, "having commissioned a number of highly successful heat treat furnaces that provide a wide variety of processes in their plants across the world."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Last Friday Stellantis announced it will indefinitely halt operations at an Illinois assembly plant in February, citing the rising costs of electric vehicle production.
The automaker, which employs about 1,350 workers at the Belvidere, Illinois plant that builds the Jeep Cherokee SUV, said the action will result in indefinite layoffs and added it may not resume operations as it considers other options. Stellantis said the industry "has been adversely affected by a multitude of factors like the ongoing COVID-19 pandemic and the global microchip shortage, but the most impactful challenge is the increasing cost related to the electrification of the automotive market." The company had said it will invest over 30 billion euros ($31.6 billion) through 2025 on electrifying its vehicle lineup, and also expected EVs to make up 100% of its sales in Europe and 50% in the United States by 2030.
The company shared it is working to identify other opportunities to repurpose the Belvidere facility and has no additional details to share at this time. Sam Fiorani, head of production at AutoForecast Solutions said the UAW and Stellantis could reach a deal in contract talks next year for a new vehicle for the plant "but any new product redirected its way will take investment and time to retool the plant, leaving Belvidere empty for a year or more."
Piotr Skarbiński Vice President of Aluminum and CAB Products Segment SECOWARWICK Source: LinkedIn
Two Chinese manufacturers choose EV/CAB lines to expand their heat exchanger production to better heat treat oversized battery cooler.
The furnace supplier, SECO/WARWICK, noted that this will be the fourteenth CAB line for one of the manufacturers in the China market.
“This year, CAB lines for brazing heat exchangers have been sold to several new customers on the Chinese market," said Piotr Skarbiński, vice president of the Aluminum and CAB Products at SECO/WARWICK. “The EV/CAB line . . . [has] temperature uniformity across the belt, suitable for the strict requirements of the automotive industry, as well as its reliability and quality."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
A heat treat supplier is scheduled to deliver two CAB lines and one universal chamber furnace for aluminum brazing to automotive manufacturer in China. The manufacturer of diesel engine components will be able to braze large-size coolers for vehicle batteries.
Liu Yedong managing director SECO/WARWICK Retech China
The universal chamber furnace brazes a variety of heat exchangers in horizontal or vertical positions. "The system’s [universal chamber furnace] advantages include a shorter loading time, higher efficiency, and relatively lower cost," summarized Liu Yedong, managing director at SECO/WARWICK China.
One of the CAB lines will incorporate a furnace equipped with a 2.3 meters wide conveyor belt for large-dimensions battery coolers. The second, narrower line, has a 1.5-meter conveyor belt width.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com







 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com