Changes are inevitable, but the world today is changing so rapidly that it’s constantly keeping us on our toes. Do two men from different parts of the world, both with significant experience within the heat treating community, have vastly different perspectives on the happenings in the heat treat industry?
We want to find out, so we asked a question that focuses on the world of heat treating to Thomas Schneidewind, the editor-in-chief ofheat processingmagazine, and Doug Glenn, the publisher and founder ofHeat TreatToday. The question: Is green hydrogen a game changer in the heat treat industry?
Thomas’s expertise lies in the European market while Doug’s resides in the North American market. We will feature their responses in each print magazine. Will their views align? Time will tell. Enjoy this third installment of an ongoing column. This column was first published in Heat TreatToday’s August 2022 Automotiveprint edition.
Is Green Hydrogen a Game Changer in the
Heat Treat Industry?
Thomas Schneidewind, Editor-in-Chief, heat processing magazine
Green hydrogen is the oil of tomorrow
Thomas Schneidewind Editor-in-Chief heat processing Magazine
Last year, as moderator of our “Hydrogen in Practice” webinar, I had conversations with representatives of various industries about hydrogen. We always came to the same conclusion: technically, everything is already feasible today, only hydrogen is missing. Whether combustion processes, infrastructure or even the fuel cell, ultimately all the processes and technical challenges are not only known, but already solved. After all, hydrogen is an industrial gas that has long been used in many processes and is sometimes simply produced as a waste product. When hydrogen comes into contact with atmospheric oxygen and the necessary ignition energy is supplied, both burn together to form water. In the process, up to 90% of the energy that previously had to be applied to split the water is released again. During its combustion, apart from water in the form of water vapor, only a very small amount of nitrogen oxide is formed through reaction with atmospheric nitrogen. No hydrocarbons, no sulfur oxides, no carbon monoxide and, above all, no carbon dioxide are produced. This is why hydrogen is the great hope of the energy industry and a key building block in the decarbonization of the industry.
Contact us with your Reader Feedback!
In 2050, hydrogen will be the most important energy carrier for energy-intensive industry alongside electricity produced by renewable energies. We need hydrogen for the direct reduction of iron ore (DRI) in the steel industry as well as for burners in the heat treatment industry. Many metallurgical processes require the use of gas-fired burners. Electric heating in heat treatment is not an alternative in many cases. That is why the “all electric” concept pursued by some politicians has long since been abandoned, after many engineers from the industry have spoken out. That is why hydrogen will be the green gas of heat treaters in the next decades. But it’s still a long way to get there.
Alongside renewable electricity, green gases such as hydrogen are seen as a central element of the German and European energy transition. The German government and the European Union have long recognized this and are funding government projects worth billions of euros, as in the Important Projects of Common European Interest (IPCEI Hydrogen). Nevertheless, a large-scale hydrogen economy is still a long time coming.
The first step to be able to use hydrogen as an energy carrier on a broad scale in the future is to build up an infrastructure, both here and in the future exporting countries. At least in Germany, the starting position is very good; with the existing gas infrastructure, there is already the foundation for a successful hydrogen future. Nevertheless, investments are necessary here as well, but above all the necessary development of the international infrastructure is capital-intensive. For investors, however, it will only become attractive when development and market opportunities arise in the interim to long term.
The development is driven by climate protection legislation. On June 24, 2021, the German Bundestag (German federal parliament) passed a new Federal Climate Protection Act. The amended law raises Germany’s greenhouse gas reduction target for 2030 to minus 65% compared with 1990. Previously, a reduction target of minus 55% applied. By 2040, greenhouse gases must be reduced by 88%, and greenhouse gas neutrality must be achieved on a binding basis by 2045. That is why many companies are investing in the green market.
Electrolyzer manufacturers aren’t able to handle the fast-growing demand. Metallurgical plant manufacturers are also far from being able to process all the requests from customers in the steel industry in a timely manner. The problem is not only the lack of hydrogen, but also the limited resources of plant manufacturers. The steel industry and heat treaters cannot be transformed and decarbonized within a short time. Even though these problems are focused on today, the structural change will take time. It’s the classic ketchup effect that everyone knows: You hit the bottle, and nothing comes out the front – but eventually everything comes out at once. Everyone knows that hydrogen is coming, but no one can say exactly when and in what quantity. Only some politicians claim to know this. In my opinion it’s up to the industry to manage this. I’m convinced that hydrogen will be the oil of tomorrow. We will see in 2045 if I was wrong.
Doug Glenn, Publisher, Heat Treat Today
No. Nor do I see it being a significant player within the next decade. By significant, I mean more than 5% of all heat treat combustion being fueled by green (generated by renewable or low-carbon sources) OR gray (steam/methane reformed)
hydrogen.
Doug Glenn Publisher and Founder Heat TreatToday
That’s the short answer.
But it’s the “why” behind the answer that is important. And the “why” is predominantly economic. As some experts I’ve been talking to say, “The price of hydrogen at the burner nozzle.” The nozzle price is impacted by three significant factors:
The cost to produce the hydrogen
The cost to deliver the hydrogen
The cost to store and/or use the hydrogen
None of these costs are anywhere near competitive given current technology or infrastructure, and it is going to take well over 10 years to get those technologies and infrastructures in place. And that assumes that there is adequate economic incentive – not political or environmental incentives, but economic incentives – in place TODAY. These economic incentives don’t exist today, especially here in North America. Some have argued that geopolitical disruptions have made hydrogen a bit more appealing. Possibly. Nonetheless, it is drastically more profitable to fire with natural gas than hydrogen, and there are no market-driven economic incentives to push us toward hydrogen at this point. There is no scarcity of natural gas and there is no scarcity of the technology to extract it from the earth. The only thing that is scarce is the political will to allow its extraction.
Here’s one more observation about the cost of producing hydrogen compared to producing natural gas. For all practical purposes, natural gas is ready to use once it comes out of the ground – after a few and relatively inexpensive purification processes. The major cost involved with the production of natural gas is drilling.
Hydrogen, on the other hand is abundant and readily accessible. Three-fourths of the earth’s surface is made of two hydrogen atoms combined to one oxygen atom. It’s everywhere and easy and inexpensive to “extract” from the earth unlike natural gas. However, even though it is easily extracted, the molecular bond between those two hydrogen atoms and one oxygen atom is VERY STRONG – one of the strongest bonds occurring in nature. The cost of breaking that bond is what makes the production of hydrogen so economically unviable, and there are no incipient technologies currently being developed that will change that within the next decade.
Water, water everywhere and not a drop to . . . burn.
Hydrogen combustion – green or gray – will not be a significant player in the heat treat industry for at least a decade. That’s not to say that some of our more forward-looking companies will not and should not start researching and developing technologies to help increase the economic incentive to produce, distribute, and use hydrogen. I know for a fact that there are a number of combustion companies already heavily investing in this way. More power to them. I’m looking forward to the day when I can fill up my vehicle with water and drive 500 miles, and I’m sure there are heat treaters who would love to fuel their furnaces and drinking fountains from the same source.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Heat Treat Radio host andHeat Treat Today publisher, Doug Glenn, sits down with Dr. D. Scott MacKenzie, the senior research scientist and metallurgist at Quaker Houghton, for a deep dive into quenching in the automotive heat treat industry. We’re talking the implications of electric vehicles (EV), aluminum and automotive manufacturing, simulation, and training in quench and heat treat.
This automotive industry-focused episode about quenching comes on the heels ofHeat Treat Today's August 2022 Automotiveprint edition.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): We’re here today with Dr. D. Scott MacKenzie from Quaker Houghton. We’re going to talk a little bit about quenching. Scott, first off, welcome to Heat Treat Radio.
Scott Mackenzie: Thank you. And I just go by “Scott.”
Contact us with your Reader Feedback!
DG: Very good. You and I have known each other long enough, I can probably do that and get away with it, so that’s okay.
SM: Everybody calls me Scott. I don’t like being called doctor.
DG: Let me give the folks a bit of an intro and then I’m going kind of highlight some of the stuff we’re going to be covering today. We’re going to be talking quenching because Scott is obviously the “quench king” here. We’re going to talk about EV (electric vehicles) a little bit. We’re going to talk about aluminum in the automotive industry, modeling and simulation and, briefly, we’re going to talk about a product that Quaker Houghton came out with not too terribly long ago called GREENLIGHT. We’re also going to talk about training for captive and/or commercial heat treaters in regard to quenching. So, that’s stuff to look forward to.
First, let me just mention that Scott is presently the senior research scientist and metallurgist for Quaker Houghton (formerly Houghton International) in Conshohocken, PA. He joined Houghton International in 2001 as a technical specialist heat treating marketing and moved into the heat treat laboratory, to the supervisor position, in 2007. Prior to joining Houghton, he worked as an associate technical Fellow in failure analysis, at the company actually, for six years and manufacturing engineer for the steel and aluminum heat treating departments for twelve years. He was past president of IFHTSE (International Federation for Heat Treatment and Surface Engineering) from 2018 to 2020. He is an active member of ASM and served on a lot of committees at ASM as well as member or chairman. You’ve authored, Scott, several books and over one hundred peer-reviewed papers.
So, I expect to see an increase in induction hardening or, at least, stay the same, but more atmosphere, traditional atmosphere, endothermic atmosphere and quenching and quenching in a quenchant — that’s going to be drastically hit in the next five to ten years.
Scott got his BS in metallurgical engineering from Ohio State University and got his MS and PhD from the University of Missouri Rolla. Bottom line, Scott is well qualified to talk about quenching and that’s what we want to do.
Scott, before we jump in and ask the first question, is there anything else you’d like to share with us about your background: where you’ve been, some of your more interesting experiences, or things that would be of interest?
SM: One, I got my PhD late in life. I started on my PhD when I was 45. So, I already had practically 15 years of experience on the shop floor, mostly doing heat treat with doing all the landing gear for the F/A-18, the F15, the AV-8B Harrier, wing skins for aircrafts like MD-80, DC-9, DC-10, MD-11 and then later when I was at Boeing, some of the 737 wing skins and all that sort of stuff. A lot of manufacturing on the shop floor.
DG: It’s a real advantage going to school late in life, too, because you come there with a real different perspective. You’re not green, you know the questions to ask, you know what’s BS and what’s not BS.
SM: Well, the trouble with that is twofold: One, you’re not willing to take any BS from the professors, right? And also, you are more willing to challenge them. In that, from a teacher’s perspective, you’re a much more difficult student because you question more. But, by the same token, you’re also easier to teach because you’re more motivated — you’re not just there because mommy is paying the bill.
"Well, there’s a big thing about EV that is going to drastically impact heat treating and the heat treating industry, as well as quenchants." -- Scott MacKenzie
DG: Yes, absolutely. I taught school a little bit, not college level, but I’d much rather have students that are engaged.
Let’s talk about electric vehicles. It’s a transition that seems to be coming on. Let’s talk about it in terms of heat treating, in general, and quenching, in particular. What do you think about this EV thing? How is it going to impact heat treat?
SM: Well, there’s a big thing about EV that is going to drastically impact heat treating and the heat treating industry, as well as quenchants. Presently, approximately 50% of the heat treaters, (at least in the U.S. and probably globally), are related to heat treating of gears. . . transmission gears, etc. Then we have doing other suspension components, like the tulips with the drive shaft, etc. But should the complete EV — and I’m not talking hybrids, I’m talking about a complete EV . . . EV’s drive by, you put your foot on the accelerator, it goes through, like, a potentiometer computer and that will control the four motors at each wheel, or just two. There’s no transmission involved. So, since there’s no transmission involved, there is no requirement for gears and since there is no requirement for the gears, there is no requirement for heat treat. And so, if we get a full implementation of electric vehicles, we’ll have roughly 50% excess capacity in the heat treat industry, which means the grid people won’t be selling as many grids and the quenchant people won’t be selling as much quenchant.
Even in the racing world — why, even Formula 1 is going to electric, they have Formula E which is all electric. You look at even the super cars. Aston Martin just announced a fully electric vehicle. Pagami just came out with a [indiscernible] last night. (I’m a big fan of Aston Martin.) You have the Lamborghini, Ferrari – they’re all coming out with electric vehicles, either hybrid or fully electric. Volvo is committed to 100% electric by 2025. So, we need to pay attention to where the industry is going.
Now, you will still the suspension components, for instance the tulips, the drive shaft where the motor attaches to the wheel, and back shafting. But that will be predominantly not by traditional atmospheric quench, it’s going to be done by induction hardening. So, I expect to see an increase in induction hardening or, at least, stay the same, but more atmosphere, traditional atmosphere, endothermic atmosphere and quenching and quenching in a quenchant — that’s going to be drastically hit in the next five to ten years.
DG: So, gears, I assume, cam shafts — we’re not going to see that? Drive shafts to a certain extent, not the same type of drive shafts that you’ve got now, but they’ll be a different type — there will be four independent ones, I suppose. Does the move to EV add anything? Are we doing heat treating of armatures or anything in the motors, motor laminations or anything of that sort? Does it add to the heat treat load?
SM: Certainly, the motor laminations- that requires a special thermal process. It’s not quite heat treating because the thermal lamination is going to require different materials (right, silicon steels). You are also going to see much more, leading into your other question about aluminum heat treating, because the structures are going to be moving in either much higher strength steels or bodies to meet crash tests. You’re either going into aluminum because of lighter weight or for very high performance, you’re going to go into carbon fiber. Carbon fiber will require the resins and the pre-peg will require thermal processing. But that’s more like in an autoclave, like airframers do.
Aluminum will require a different mindset. This will require, and it’s already starting to happen where automotive manufacturers are starting to do aluminum heat treating, and a lot of them are adopting a lot of the aerospace specifications, for good or bad, by AMS 2770 or heat treating recipes. It eliminates a lot of research and development on their part.
DG: Right, you’ve got to stick the AMS 2770.
SM: Or, you can do like the Japanese have done, in many cases. They’re not going to aluminum. What they’re doing is higher strength steel and just making it thinner and they’re going to add using special design steels, much more highly refined grain, you’ve got other stuff in there, you’ve got other stuff, to get the high hardness. Then, what they’re doing is, for instance, they’re forging it at a high temperature, and the Germans are also doing this, too, as part of Audi and Mercedes, is they forge the sheet, they take the forge sheet, they put into a pour compress, they heat it up to the forging temperature, then what they do is then they stamp it into the sheet, into the form, the very complicated form, and then what they do is they quench it while it’s in plaque. In other words, they have all kinds of pulls in the dye and so it’s actually acting like the quench press, in this case, by quench press. So, then they have a fully heat-treated part as it exits the forging press.
DG: And that was steel or aluminum?
SM: Steel.
DG: Steel, ok. High strength steel, specially designed, let’s say, “designer steels,” or whatever. Okay.
SM: So, all it does is once it gets out of the forge press, it’s stamped and goes out. It goes directly into the tempering process. Sometimes it goes directly out without tempering, it gets painted and then puts into a [indiscernable] and that does the tempering operation.
DG: As far as the quenching part, obviously you’re quenching through the dye, as you mentioned, so that’s changing. Is any impact the same type of polymer quenching, I assume?
SM: No, it’s just the mass of the dye. They may use air and the mass of the dye. You know, when you think of it, a dye has to buried large compared to my sheet metal; it’s a thermal mass. So, they’re using the thermal mass of the dye to quench the part.
DG: Which they’re obviously cooling that dye because it’s going to be warming up. Okay, very interesting.
SM: One of the problems is cooling the dye and cooling the dye quick enough, so they have to use all kinds of very special panels, high velocities of water, etc.
DG: Just a quick editorial comment about this: There is a debate out there — maybe you can comment on this if you’d like, Scott — in the “green” world regarding the use of aluminum panels versus steel in the automotive industry with body and white type of panels for cars. Those who are “green” seem to say, “We need to push for aluminum.” But the fact of the matter is aluminum takes a lot more energy and actually has a higher carbon footprint to produce than most steels do when the steels are created. So, it’s an interesting thing that the Japanese and the Germans are moving towards custom design, high strength steels as opposed to potentially aluminum. What do you think?
SM: Well, if you look at aluminum, and it depends on at what point in the process you look at it. If you look at just the overall of aluminum, because of the high degree of recycling of aluminum, we’re not mining anything, we’re not mining bauxite, so all of it goes in and then it’s all ready. All you have to do is melt it and alloy it but grade the alloy.
So, instead of making it with the high energy cost of the bauxite process — which is interesting, some of the cheapest is up in Iceland. It’s just tremendous because of the cost of electricity. It’s really interesting seeing those in Iceland. Anyway, that’s neither here nor there. If you look at the whole process from a cradle to grave aspect, aluminum is very attractive. Steel, on the other hand, while we’re doing a lot more recycling and we’re putting it in instead of the old process where you take the taconite and you make a series of blast furnaces and then you put it into a mixer and then you put it into the open hearth or BOF cast and ingot, etc., now we’re running scrap nearly 100% scrap in an electric arc furnace, put into a caster and out.
So, from electricity required to melt it, it obviously doesn’t take as much electricity to melt the aluminum as it does steel just because the temperature is different. You’re looking at 2700 versus 1200 for aluminum. So, in terms of an environmental impact, you have to look at all the numbers. Aluminum would come out the winner because you don’t have to mine it.
DG: Our next topic I want to talk about with you is simulation and modeling. We’ve talked a bit about that offline, and the developments there. As far as quenching goes, what can you tell us in the quenching world, as far as simulation and modeling? What is happening?
SM: It can be done, and it can be done accurately. But part of that is dependent upon the quality of your materials data. That’s the part. We need to know how that will respond as a function of the constituent of equations within the part. For instance, if I put a stress on it or put a strain on it, what’s the plasticity of the part? How will it perform?
The next thing you have to understand is the quenchant itself. You have to understand the physical properties. Let me share something if I may. Can you see the screen?
DG: Yes, I can actually.
SM: We have to look at the heat transfer. We have to look at the temperature, we have to look at the thermal conductivity, thermal detectivity as well as the position and space (X, Y, Z), as well as time, because you know, obviously it’s a time function. So, we have to understand that within the part.
Now, we also have to do the same sort of thing on the quenchant, but now it’s a function of space on the surface of the part. Now we have to look at velocity, we have to look at surface temperature, velocity, thermal conductivity as well as X, Y, Z, and time.
That’s why there’s been so much modeling and good effect with, for instance, high pressure gas quenching. Because the properties of the gases used are well known, well documented. You just look them up in a table someplace. Quenchants, on the other hand, the quenchant suppliers have done a lousy job of documenting the thermal properties. That’s starting to change. So, that’s one of the problems that you see is that the thermal properties of the quenchant are not well established.
The second thing is, is looking at the boundary conditions of the part is that changes as a function of position and agitation — the agitation rates can change around a part. If I look a part, the quench rates change as a function of velocity. Well, the suppliers have not done a real good job of characterizing their quenchants as a function of velocity. That’s a problem, which is getting worked on.
In terms of the simulation, it can be done if you’ve got good boundary conditions. The boundary conditions being the stuff on the outside of the part and the stuff inside the part. Once you do that, and you can do this with either using something like computational flow dynamics and then applying that as whatever velocity heat transfer coefficient that you get out of that and apply to the boundary of the part, then you can use a variety of different software programs, such as Dante or SIMHEAT — both of those are good, just a difference in their material databases. Each will give similar results but it’s a function — garbage in, garbage out. You have to have good material properties and good boundary conditions. If you have those, then you can get a reasonable result. But, if you don’t, you’ll just get garbage results.
DG: As far as simulation goes, obviously it’s something that can be done. Do you see the use of it growing significantly over the next 5-10 years and, if so, any particular areas do you see it growing? I’m assuming it’s going to be in high value parts, right? You’re probably going to see it more there than in your nuts and bolts.
SM: I see it more in the higher value parts. And also, induction hardening. Let me explain: One, in the high value parts because they want to be able to characterize the parts. Either as, “Oops, I sent this part out and it cracked, what happened” as an analysis tool to prevent or to explain why something broke. I see this occurring more in the automotive world at the OEM level. You see some of it in the second-tier aerospace where they’re trying to understand to reduce residual stresses, reduce distortion. At the commercial heat treat? No. They just get paid to quench the part and shove it out the door.
DG: Is it genuinely accessible today? You mentioned Dante and things of that sort. I know Quaker Houghton probably is, but are most of the quench companies working with modeling or is it not that commonplace?
SM: It’s not that common. Part of it is because, you know, the quenchant business is a very competitive business. It just is. A lot of people look at it as strictly a commodity. Quite frankly, we’ve lost sales, I’ve lost sales, over a penny a gallon. And so, one of the things that’s very difficult, and it’s more difficult for the salespeople is to look at the value ad and that value ad can either be we’re not the cheapest quenchant out there. We’re the Cadillac, we’re not the Chevy. So, to justify that higher price (and my salary), we have to sell the value ad, and that value ad can be help with making sure that when I quench my parts in it, I’m going to make properties.
For instance, most quenchant suppliers do not have a metallurgist. One, metallurgists are hard to find anyway, so they’ll get a materials science person which may or may not be exposed to heat treating. So, they have to help them understand whether or not they’re going to make parts. In other words, to mitigate the risk in changing to another quenchant. The value ad is the back-up support from the metallurgical point of view. That’s help understanding, not only just the chemistry of the quenchant and what it does, but what happens to the part. Why is my part stained? Why did my part crack? Or why did my part work this way as opposed to that way? How can I approve the residual stress state in that part? How can I reduce distortion? How can I achieve better properties? Those are the things that we can help with.
Some of the other suppliers can also do it, but they’re not doing using modeling or using computational flow dynamics or using the modeling program, they’re doing it based on their experience. It’s something I do too, but I can do that with the modeling and my experience to get it even closer.
Did that answer your question?
DG: Yes. Basically, I was just trying to get a sense from our listeners, many of them are going to be manufacturers with heat treat in-house, “captive heat treaters,” as we call them. I’m just curious how accessible it is. Is it something they can call today and say, “Can you help me with this, and can we model it?” It sounds like, “yes” but not with all quench suppliers, but it is possible.
SM: There are also consultants out there that can do it.
DG: Speaking of green, speaking of money, Quaker Houghton, several years ago, probably three or four years ago. . .
SM: Three years, next month.
GREENLIGHTTM
DG: . . . came out with this product called Greenlight Unit and I’ve been wanting to talk to somebody over there about that. From a 30,000-foot view, what is it, why does it work, why should people care about it?
SM: What the GREENLIGHT unit is, at it’s very simplest — you’re measuring something and that measuring something could be, for instance, polymer concentration using [indiscernible]. You’d be measuring ph. You could be measuring some other physical property. You tell the unit — these are the ranges that I want to use. You can use it to computer interface or PLC interface, and I set this box on, for instance, my induction hardener which is very common. I have a concentration range for the polymer quenchant. If I go below that it puts a big red flag. If everything is good, it waves a green flag. If it’s either too high or too low, it waves a red flag and says, “pay attention.” Now, that red flag can be either I could add water or add polymer and I could tell either a person to do that, you know, “Operator, come and do this for me” or it can tell a PLC to actuate a pump — either add water or to add polymer. All automated, don’t have to pay attention to it.
DG: And that works, not just on induction equipment, just to be clear. You can do this on quench coolant tank or whatever.
SM: Yes, absolutely, anywhere. I can put it on polymer quenchant, for example. Most commonly, it is being used on induction. In fact, it’s standard on some of the induction hardening equipment.
DG: So basically, just a simple human-machine interface or human-quench fluid interface is going to tell you whether it’s within spec or not and if it’s not in spec, the green light goes out and the red light comes on.
SM: And some alarm comes on and some enunciation, whether it’s visual or audible or both.
DG: And you either fix it manually or you’ve got it programed so that a PLC can make whatever adjustments.
SM: You can contact those so that you can tell a PLC to do some action.
Training for quench and heat treat knowledge is available, and the next generation of metallurgists and engineers need it: "As far as training goes, the fact of the matter is, if you don’t have in-house resources to help you understand heat treating and/or the quenching aspect of it, I think, point being, there are consultants out there that can do it, there are quench companies like Quaker Houghton, for example." - Doug Glenn
DG: Let’s hit one other main topic before we wrap up today. You’ve already kind of hinted at it, but I think that it’s something that’s important. We’ve talked a lot about “brain drain” in the industry and the fact that, and you and I actually spoke off-line not too long ago about, metallurgy programs versus material science programs and the fact that sometimes material science graduates don’t necessarily have a full grasp on what metallurgy is and how it works. . . .
When companies that are manufacturers with their own in-house heat treat are needing help, how are they going to get training? Where can, in fact, they go to get questions answered and things of that sort. And how bad is that problem?
SM: One, it’s a global issue. Metallurgy is kind of like a forgotten science. I was one of the last at Ohio State to actually graduate with a metallurgy degree, metallurgical engineering. After that they changed to material science.
The reason is because one of our illustrious funding [parameters] for grant-funding says: We already know everything there is to know about heat treatment metallurgy; we need to be focusing our energies on nano-this or green-this or additive manufacturing or whateverkind of buzz word. In other words, I’ll send something in, toss in those buzz words and you can get a grant. In other words, it’s because the universities are chasing the government cheese when, really, what the industry needs is people who have a strong grasp of the metallurgy of something. For instance, when I went to school, back in the dark ages (about 1980), back when we still used slide rules (I still have mine), we actually had whole courses, multiple semesters on heat treating. How does a steel react when I change the quench rate? We have the different microstructures you get. Looking at the microstructure, what do we get?
Now, with a material science degree, what we were exposed to in multiple semesters, they may get mentioned in a single lecture.
DG: And spend the rest of the time talking about plastics, polymers, composites and high-faulting new stuff, which is important, but. . . .
SM: Just to give you an idea: I had a customer, and they were having, roughly, 95% cracking. They asked me to help. They’re using our quenchant. What they were doing is that they were taking the parts and they were putting them into the high temperature in the austenizing furnace. They would then quench them into our polymer quenchant, and these were parts like 4340, big parts. They only had one furnace. So, what they would do is after they quenched it, they’d take up the parts then they would put them outside in the snow so they could let the furnace cool down so they could then temper them. Usually, it would take overnight. But when they would come around the next morning, all these big, expensive, large — and we’re talking several hundred-pound parts — were sitting there in multiple pieces because of quench cracking. They wanted to understand why this was happening. So, I go in there and I meet and talk to their metallurgist, and I said, “Ok, the problem you’re having is an issue with quench cracking which is due to transformation martensite, and you need to get rid of the residual stresses by putting in to temper immediately. The metallurgist looked at me and asked me, “What’s martensite?” I had to control my . . . yeah. And I asked her, “Where did you go to school?” She went to Carnegie Mellon.
DG: Not that it’s not a good school; your point being they’re not covering the metallurgy that they need.
SM: I looked at her and I said, “I know a lot of the professors there. In fact, I flunked out of Carnegie Mellon.” You know, I got lousy grades, I flunked out of Carnegie Mello. I was accepted and then flunked out, so I know! I mean, Metallurgical and Materials Transactions A is by Dave Laughlin who is at Carnegie Mellon. He is a wonderful person; I think he may have retired now. He was a wonderful professor, and he gave me my first metallurgy program. He was also very supportive of me throughout my career. But I looked at him and said, “As I recall, we were taught these courses, I had. . . I mean we were taught these courses.” I mean we had Massalski, Laughlin, I had a whole bunch of people that were well up in the [field]. She looked at me and said, “Well, it was a material science degree, and I took the ceramic option.” So, anyway, we had to go through and do all the training, what’s required and all that stuff. We got it and so we understood what was going on, we understood the ramifications of different quench rates and got that all resolved.
Then I talked to this When I was working on my. . . . Afterwards, I talked to one of my professors who has since passed away at University of Missouri Rolla (or now known as Missouri Institute of Science & Technology), and he said that’s unfortunately truth. If you want somebody that’s knowledgeable in heat treatment, don’t hire a material science person, hire a mechanical engineer because at least they will be exposed to it.
DG: That’s a good point. It’s possible that the mechanical engineers are going to have more exposure to, at least, the effects of heat treat and understand heat treat more than maybe materials engineers do who may have one course. You mentioned before, Scott, that there are only a couple of schools in the U.S. now that still maintain an actual metallurgy degree. Do you recall who they are?
SM: Yes. I believe the University of Missouri Rolla (Missouri Institute of Science & Technology) in beautiful and scenic Rolla, Missouri. There is the University of Arizona, but I believe they are focused strictly on, mostly, mining. . .
DG: Yes, because there’s a heavy metallurgy emphasis in mining, as well.
SM: . . . There is the University of South Dakota and maybe the University of Idaho, but I’m not sure on that one.
DG: The Colorado School of Mines? I think they, at least, used to.
SM: Yes, they still do. But that’s four colleges.
DG: I guess an application here is for companies who are looking to hire people to help them with metallurgy because what we’re talking about here is training and getting the brain-drain, is to be very careful who you’re hiring and where they came from. Not to say that all materials engineers are not worth their salt, because that is not the case, but you need to ask the question: “How much exposure, what has been your experience in metallurgy, specifically?” I think that’s the point.
Click to read about Sergio Gallegos Cantu
SM: And I’ll tell you what. The industry right now is a bunch of old guys. We’re retiring. I’m going to be retiring probably in the next up to three years. But if you look at other people in the world, we’re all getting up there, and the young people to replace us will have to be knowledgeable, otherwise we’re going to repeat all the same mistakes all over again.
DG: Well, I want you know, there are a lot of young people coming up in the industry, right there, 40 Under 40. There are some good, good people. It’s amazing. But your point is very well taken.
SM: And one of those 40 Under 40 has been brought along. Sergio.
DG: Sergio, wonderful, wonderful.
SM: That said, somebody that is very knowledgeable in heat treatment, is still going to be needed —whether you’re doing for production of gears, not necessarily for transmissions, but gears or wind turbines. Heat treatment of turbine blades, heat treatment of . . . whatever. Somebody who’s knowledgeable in heat treatment, a young person, will be able to write their own ticket.
DG: I agree with you!
SM: One of the beauties of heat treatment that I’ve had is I’ve never had to worry about losing my job, I’ve never had to be worried about being laid off, and I’ve been through some ugly layoffs. When I was at McDonnell Douglas, we had 64,000 people at one time; the next morning we had 30,000. In one day, they laid off 35,000 in one location. So, I’ve never had to worry about being laid off. I’ve never had to worry about — if something happens, will I be able to find a job? I’ve never had that issue.
DG: It’s never been an issue for you. That’s great.
SM: And I think that that will be true of any young person in heat treating. You’ll always be able to find a position.
DG: That’s great, Scott. I appreciate it. Just to wrap this one little segment up as far as training goes, the fact of the matter is, if you don’t have in-house resources to help you understand heat treating and/or the quenching aspect of it, I think, point being, there are consultants out there that can do it, there are quench companies like Quaker Houghton, for example.
SM: And there are heat treating societies, for instance, ASM heat treat society. Since this is global, all of the heat treating societies, whether it is the Chinese heat treating association, the Chinese heat-treating society (there are two of them), ASMET which is the Austrian, IWT which is the German, the Italian heat treat society, the Czechoslovakian, Indian heat treat society (which is actually part of ASM) — all those societies have their own training programs and they’re good. I taught some of them and other people have taught. Take advantage of your local heat treating society. And do the training of your own people. Or you can use consultants.
DG: Right. And I was going to say to anybody listening, if they need help finding those resources, you can feel free to call us. I’m sure that Bethany will put some information in this podcast about how you can get ahold of us to help. If nothing else, we can put people in touch with you, Scott, which leads me to the final question: How much information are you willing to give away as far as people contacting you. And don’t worry, you’re probably not really allowed to retire, so even if you do, these people will find you. How can they contact you?
SM: Well, you have my email address — scott.mackenzie@quakerhouton.com. Right now, I’m not taking any consulting positions. I get asked routinely. Part of that is because it’s a conflict of interest with my existing job. If you’re using our quenchants, I can help you. Or, if you’re looking to use our quenchants, I can help you. And that isn’t just choosing a quenchant. Obviously, I can help you select a quenchant if you’re unhappy with your existing product. But I can also help you minimize distortion, better reproduce better properties, whether that’s now we do do a company can come to us and ask for CFP modeling of a quench tank — we can do that. Or we can do that as part of the modeling of the part, we can do that. And we can do it and tie them together, as best we can, depending on the position of the quench tank, and we can do that on as-needed basis. So, I can help you in that fashion. But there are also other people out there — Andy Banka at Airflow Sciences, which can do CFP work; Dante Technologies; TRANSVALOR in Europe and in the U.S. can also do stuff. We happen to work with TRANSCALOR. They can all do that, and they can do it for a consulting fee.
So, it can be done. When I figure out when I’m going to retire, then I’m going to try and figure out what I’m going to do after that.
DG: We’ll find you, don’t worry; you won’t be able to hide.
SM: That’s what I’m afraid of.
DG: Exactly. Very good, Scott. I appreciate it. Are there any closing comments you’d like to make? Is there anything we missed that you’d want to include? I think we’ve hit on most of the major stuff we were thinking about.
SM: I think probably the biggest thing is encourage your young people to go to conferences, and I’m not just talking about where they’re laying out a whole bunch of equipment. Not just an exhibition so you can look at equipment. They need to go to the events so one, they can meet other experts, so they can be educated, and I’m not just talking about taking an ASM course; I’m talking about going to the conference, being able to ask questions of other experts as well as talk to their peers. What are the problems their peers are having? The point is, it’s likely the same sort of problem. And be able to expand the horizon by seeing the conference, the conference proceedings, etc. Encourage them to go to those sorts of things. And also submit papers, etc. because that’s the only way they’ll grow. And that’s what you want, you want the people to grow within the organization, and encourage them to grow within the organization so they become more of a value to that organization.
DG: Yes. There’s no better way to learn than to teach. Once you decide you’ve got to teach, you’ve got to learn the stuff.
Well, you’ve done a great job of that over the years, Scott. I know there’s many, many people in the industry who have appreciated your expertise and we certainly appreciate you being with us here today. Thank you very much for your time and we’ll look forward to talking with you again. Don’t retire too soon — we’ll need you here, so stick around!
Heat TreatTodaypublisher andHeat TreatRadiohost, Doug Glenn, meets anotherHeat TreatLegend, Suresh Jhawar. In this third installment of theHeat TreatLegendseries, you’ll hear how Suresh became the president of G-M Enterprises, what he believes are the key skills of leaders, and what words of advice he has for budding leaders.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Well, welcome everyone. This is Doug Glenn, once again, with Heat TreatToday speaking with the great honor of talking with another Heat TreatLegend. Today, we’re going to meet with Mr. Suresh Jhawar who was very instrumental in the founding of a vacuum heat treating company, and other experiences. I’ll let him tell some of that story. But, first off, Suresh, thank you so much, it’s really, really nice to have you with us.
Contact us with your Reader Feedback!
Suresh Jhawar (SJ): Thank you and you are welcome.
DG: I want to have you spend a little bit of time telling people about some of your work background: Where did you start? How did you get in this industry? Where you went and what did you ended up doing?
SJ: I came to the United States in 1962 and attended Marquette University in Milwaukee. I graduated with Master of Science in mechanical engineering and an MBA in marketing. After that, in 1970, I started at Ipsen Industries as a senior project engineer for the vacuum furnaces. Within a year, I was promoted to the position of manager of engineering services. Soon after that, I was promoted to the director of heavy equipment division, handling large and complex projects.
Mr. Wesley Gable, who was a senior vice president of Ipsen Industries, inspired me and was really helpful in my career growth. He appreciated that I was hardworking and talented in performing well to challenges and did all that was possible for meeting difficult deadlines. When my car had a problem, he even loaned me his Cadillac to go back and forth to work.
So, that is, briefly, how I got into the vacuum furnace business.
Check out more episodes from the Heat Treat Legend series!
DG: So that was with Ipsen. You started with Ipsen in roughly what year?
SJ: 1970, and I left them in 1982.
DG: Where was Ipsen at that time?
SJ: Rockford, Illinois and they are still.
DG: So, where after Ipsen did you go?
SJ: Well, I was very happy there. We had almost 400 people in Rockford and there were about 300 in Germany. I was doing good. There were two vice presidents and a president and then after that, I was part of that management team. I was in the top five people at Ipsen and driving the company in cost savings, improving products, and customer relations. I was very happy.
But I was contacted and recruited by Abar, and I was not interested. Still, I thought, “Let’s go and see.” I had close to five interviews with them, up to the chairman of [indiscernible] and they offered me the job. I always wanted a position where I could run the entire operation. Ipsen was also considering that kind of a growth for me, but they said that it would take three to five years, and I was not patient at all. When the Abar position came, it doubled my compensation. So, I took that challenge, and I ran to Abar.
My boss [at Abar], John Henry, when he stepped into my office, I said, “John, you guys screwed me.” He said, “What do you mean?” I said, “You know, I came from a nice company, and you have such a bad company here. But I’m very excited now because any idiot can improve upon this thing.”
DG: I’m sure you made him feel really good about that!
SJ: I was asked by John Henry, then the president of Abar, to write a justification. I was in Monterey in L.A., California, attending a management seminar on how to be an effective manager. They don’t let you get any phone calls, but there was an emergency and John Henry was calling. He said, “I met with Ipsen people. Can you write why it makes sense for Ipsen and Abar to join together?” In the night, (I had a nice room with a fireplace), I opened a wine bottle, and I wrote thirty pages in all caps, handwritten. The next morning, I overnighted that to John Henry and that is where it all started.
During the merger, John Henry — who was a Harvard MBA — was not happy where he was, so he was looking for jobs. I know he had resumes out, but he couldn’t find one. When this situation came, I was supposed to take over; when this opportunity [the merger] came, then I was the odd man.
DG: Ok, ok. You wrote the justification and then you got booted.
SJ: Yes. So, for a year and a half, I did a few projects. I worked in Germany, then I went with Sauder in Houston. Every weekend, I used to fly back and forth — I had an apartment. At Sauder, in less than a year, we sold three vacuum furnaces. But I was not happy. They were doing 5 million and losing a million dollars. It did not fit my objective.
Then, a customer, Continental Heat Treat, their president put me in contact with Keith Grier [founder of G-M Enterprises], so that’s how we met. In the beginning, I wanted $110,000/year; they offered me $55,000. Initially, I said no, and I went away. Later, when things did not go well at Sauder (or I didn’t like the company), Veena pushed me, and I took it. So, I came down and joined them and they said, “How much?” I said, “Your number.”
DG: I want to interject because I want to get a few names straight for people. You and I know who these people are, but others might not. First off you mentioned Keith Grier. Was Keith, at that time, one of the owners of GM? G-M existed at that time, yes?
SJ: Yes. And he had a partner, Mac McGuire.
DG: So, that’s the ‘G’ and the ‘M’ of G-M Enterprises. And you mentioned Veena, which you and I know who that is, you especially, but that’s your wife. You said Veena was pushing you to go ahead and take the job.
And you decided to take the position at GM?
SJ: Yes, as a partner with a 15% interest. Later, I bought McGuire out within a year. He was then out, so then Keith and I were the partners.
DG: What year was that?
SJ: 1987.
DG: So, in 1987, you entered in and basically started taking ownership, or took a portion of ownership, with GM.
SJ: You know, Keith was a nice guy and a good friend. He was very good with customers, and he was a good service tech. So, I helped in developing the product line. However, Keith wanted orders, and we could not make money, and we were kind of a break-even company. I was tired and so I went to Keith, and I said, “You buy me out.” He said, “No. I have a first right, you buy me out.” We talked and he wanted too much money which I could not afford. For six months, I dragged my feet, and I was losing interest. I went back and I said, “Okay, I accept.” In 2005, I took total ownership and changed the name from Greer Jhawar Industries to Jhawar Industries doing business as GM.
DG: Ah, okay! I had not heard that official business name.
That’s enough to let us know at least where you are. People should know right off that Suresh was the owner of G-M Enterprises; it is no longer owned by Suresh and is actually owned, now, by Nitrex.
I want to move on to the next question: In your years, as you were starting to either get involved with the industry or when you were in the industry, can you think of one or two people that had a significant impact on you, that maybe encouraged you in the industry?
SJ: Yes. One was Wesley Gable, who was a senior vice president [of Ipsen]; another the president of Ipsen, Les Senet, and then the next president (I’m trying to remember his name), he was very supportive of me — Lu Clay.
DG: And these guys all were just an encouragement to you in the sense of “Hey, get out there, and do it”, or how were they encouraging?
SJ: They liked the way I approached people, the business, customers, I was hardworking, meeting goals; so, I was number one choice for them.
DG: When you look back, Suresh, over your career, can you think, in your mind, what might have been the top two or three major accomplishments that you’ve done?
SJ: At Ipsen, I became, technically, the assistant to the president and traveled with him extensively to Poland and Armenia. Ten times I visited Poland in less than two years, every other month.
DG: Just curious, but why Poland? What was there?
SJ: The steel mill and annealing of silicon steel coils for the transformer steel. At Ipsen, we sold eight furnaces to Armco Steel in Middletown, Ohio. So, there was a large project of ten furnaces. Remember, at that time, Ipsen was doing only 12 or 13 million and that project was like a 6- or 7-million-dollar project.
The president and vice president were handling the commercial aspect, but before that, you have to convince the technical people that you have the right product and the right solution. That was my task. Ipsen was then successful in the booking the order for ten large car bottom furnaces. They were 84 inches wide x 45 inches high x 32 feet long. Furnaces were made in four sections, bolted. At the same time, Ipsen was also working on the license agreement with Elterma, which later became SECO/WARWICK. So, I was assisting the president and the vice president on the technical side of this license agreement and that was also signed.
I also brought Wessman Engineering from Kolkata, India, as a sales agent for Ipsen. Later, after I left, it became a joint venture and, eventually, Ipsen established a manufacturing base in India wholly owned by Ipsen. So, it was started with me by bringing Wessman Engineering into the position.
Mrs. Veena Jhawar, G-M Enterprises COO; Mr. Jean-François Cloutier, Nitrex CEO; Mr. Suresh Jhawar, G-M Enterprises President
Under my leadership with a period of three years, Abar grew and had a very, very good profit, and that’s when Abar and Ipsen came to a merger.
DG: That’s interesting. To me, there are a couple of good things there. One is one of your major accomplishments was that merger between Abar and Ipsen, which was great. But you should mention the success you’ve had with G-M Enterprises, as well; that’s got to be one of your top accomplishments.
SJ: In 1987, I joined G-M as a minority partner. At that time, G-M Enterprises was doing about 1.8 million annually and was a break-even company. In 2005, I acquired total ownership of G-M and brought in Veena Jhawar as director of supply chain and the oversee man of the operation while I was concentrating on developing customer base and innovating state of the art vacuum furnaces with superior designs and construction.
By 2018, G-M became a leading supplier to GE all over the world from Singapore to Japan and to Brazil. Pratt Whitney, Rolls Royce, Bodycote France, Precision Castparts, PCC, U.S. Airforce, and DLA, to name a few.
I was also instrumental in developing the MIM furnace, and proud to say that I developed a strong relationship with the founder and the chairman of INDO-MIM. At that time, they had only five people in their group; today they have over 3500 people.
DG: What was the name of the company again?
SJ: INDO-MIM, Inc.
Then, about five years back, they established the U.S. division because it became that customers in the U.S. wanted U.S.-made things. So, they took the space from Kelly Airforce base in San Antonio — I don’t remember how many square feet it was, maybe a 40,000 square foot building — and ordered two furnaces for their U.S. plant. By then we had already put thirteen furnaces in India. Last year, G-M got orders for three more furnaces, and before I left and when I was working as a consultant, sold two furnaces and then wrote a multi-year contract and on that basis, they bought three more. So, they have well over twenty furnaces in India and about five furnaces in the U.S. These are good-sized. They are 36 x 30 x 84 inches long. In the MIM industry, I believe, these are the biggest furnaces.
Now, INDO-MIM is the world’s largest supplier. Before, Advanced Forming Technology – AFT in Denver, CO — that’s the company with whom Indo-MIM signed a license agreement/joint venture — and then they separated.
DG: I want to talk about G-M just a little bit and speculate a little bit. G-M Enterprises, obviously, is one of your great accomplishments, if you ask me. What do you think it was that made G-M as successful as it was? If you were to look back on it now, what do you think were the keys to making it so successful?
SJ: During my career, I learned that in order to have a satisfied customer base, it is very important to have a talented, dedicated and happy staff. What I believe is “happy, happy, happy”: happy employee, happy customer, happy bottom line. In any business, it’s very important to listen to the customers’ requirements rather than just throw what you have in your basket and offer innovative solutions and then listen. It’s very important that customers feel that they were a critical part of the solution.
"The other very important aspect of business is after-market customer service. G-M built up a high level of customer support in family business." -Suresh Jhawar
The other very important aspect of business is after-market customer service. G-M built up a high level of customer support in family business. In other places, if a customer has a warranty problem or has a problem, they call the home office and the first thing that people say is give [indiscernible]. But listen, at General Electric and Pratt Whitney, these guys cannot [indiscernible]. So, we used to jump on a plane, and we’d go and take care as GM. After solving the problem, we’d say, “Hey, customer, you screwed this thing up. You’ve got to pay us.” I would say, half the customers would pay the full charge, 25-30% of the people would spread the cost, and 10-15% would say, “screw you.” So, it was a good average. That was one of the key defenses between us and other furnace suppliers.
DG: So, your point is, you just immediately responded. Let’s get out and fix the problem, then we can talk about terms later.
SJ: Just imagine: For $5000, half a million-dollar or three-quarter million-dollar equipment is down. It’s not good! So, you go and take care. That’s how you develop a good customer loyalty — they can depend on you.
I’m pretty sure that we had the highest bottom-line in the industry. We had the highest at Ipsen when I was there, it was the highest at Abar, and then at GM.
DG: Well, I’m starting to see a trend here, Suresh. Every place you’ve gone, if you weren’t making a happy bottom-line, it was an issue. You like the happy bottom-line.
SJ: I say, “Happy, happy, happy.” Then, I had a song. In Muslim religion, they raise their hand up, they say, “Allahu Akbar.” I used to say, “Bye GM, bye GM, bye GM.”
"What I believe is “happy, happy, happy”: happy employee, happy customer, happy bottom line. In any business, it’s very important to listen to the customers’ requirements rather than just throw what you have in your basket and offer innovative solutions and then listen. It’s very important that customers feel that they were a critical part of the solution." -Suresh Jhawar
DG: ~chuckles~ That’s a good mantra, right there! How many years would you say you’ve been in the industry?
SJ: Over 50.
DG: So, looking back on your 50 years, given your experience, what is the top one or two lessons that you’ve learned? What do you wish you would’ve known when you first started that you know now?
SJ: What I know now, that’s what we practice: respecting employees and rewarding them for their contribution is the fundamental recipe for success. We always treated our employees as a family member and gave them due respect for their contribution. With the right and dedicated employees, it’s very easy to provide quality and timely support to customers. Customers felt very comfortable when they call, even after 10 years, that they were talking to the same highly loyal staff, and business continuity is very important. Customers have said that when they called our competition, every two or three years, they were talking to new people. So, that was very important.
DG: So, maintaining good people basically is the point here, right? For consistency. It certainly helps with efficiency internally, but on the customer facing thing, it’s very good.
SJ: Very comfortable, yes. I used to go late in the morning, 10 o’clock or so, to work and then I’d stay until 6 or 7 o'clock. Many days, the guy in Parts [Department] was still working! And you didn’t have to ask them.
DG: Well, you know, if they find a good work environment, they’re happy to stay and they’re happy to work, which is good.
Let me ask you this question: Were there any disciplines in your life, things that you did/developed, (again, this doesn’t have to be work-related, so much, although it probably has a positive impact on your work), that were very helpful to you in advancing your career, your life, your happiness?
SJ: One was to meet deadlines. We used to have production control meetings. I was given a task, by the president, to design and manufacture a tube and shell heat exchanger. You could buy them outside, but he was bent on making in-house, and so I was given the project. And, like today being Wednesday, at 8 o’clock we were having a production control meeting and I did not do anything, and all the drawings were due tomorrow. In the production control meeting, people were laughing at me because they were looking at throwing darts at me. In a way, they were saying, in a calm voice, “Son of bitch, he puts pressure on us, but he doesn’t do his own job.”
Do you know, I never went home? And the next day I was supposed to go on a trip — I had a 10 o’clock flight from O’Hare. I worked through the night and at 7:30am when the engineering crew came in, I gave them all the drawings, bill of material, left for O’Hare, and took a nap on the plane.
What I’m trying to convey is: Meeting deadlines and commitment, to me, is always number one. No excuses.
DG: Get it done and get it done when you say you’re going to get it done.
SJ: That helps you to expect from other people, when they see you, that you do that, so they follow.
DG: They know you’ve got a platform to stand on when you’re talking to them about doing the same thing.
So, you just talked about a very interesting situation where you worked through the night to get something done. This kind of sets up for the next question, and that is: How did you, Suresh Jhawar, handle the work/life balance? Or was there no work/life balance, was it all work?
SJ: You know, it was difficult when I was at Abar, because I took a big responsibility, and I was traveling internationally quite often. So, I missed a lot of family functions of children in their school and then, finally, when Andy [son of Suresh] was getting an award at his high school, I was coming from Europe, either Poland or some place, and the plane comes to Chicago, and I have to change. And the flight was late, so I missed my connection. Now it became difficult as to how to get to Philadelphia to attend that awards ceremony for my son. I called Veena and said, “You guys go ahead. I don’t know whether I’ll make it or not.” I went from one airline to another. I got on a plane, reached Philadelphia airport at the time when the program started, but I was at the school at the right moment when Andy’s name was called. I was there!
DG: That is great! Well, you do what you can, you know? You’ve got to get there. And you’ve got what, two children, correct?
SJ: Yes, Andy and Sheri.
DG: Looking back on your career, what was one of the most memorable things that happened to you?
SJ: At GM, it was easy, because Veena and I worked together. It was pretty balanced; we were both colleagues and had the same goals. It was much easier compared to other places.
"My parents didn’t support me, but I went and got my passport, got visa and I was determined. I landed in 1962 to the U.S. That is the most memorable, yes." -Suresh Jhawar
Coming back to that: I was an average student in India, a B student, or so. My parents didn’t want me to leave India. But I was interested. I researched UK, Germany and U.S. I found that in the UK and Germany, it would take me 4-5 years to get a Bachelor or Science degree in Engineering. The cost was half of the USA. But, in the U.S., I could do it in 2 years, and the reason was because I already had a Bachelor of Science degree from India, so they were giving me advanced credit, so I started as a sophomore. I did my undergraduate in 2 years here and the 2-year cost was the same as 4 or 5 years in UK than U.S. I used to go the U.S. library, do this. My parents didn’t support me, but I went and got my passport, got visa and I was determined. I landed in 1962 to the U.S..
That is the most memorable, yes.
DG: Coming to the U.S. And achieving it even though your parents weren’t necessarily fully on board.
SJ: The other thing to highlight is: Before marriage, when Veena and I met many times, Veena had rejected over 20 people. She even told me no. But she said, “You have to tell it to my father because I cannot say that I’m rejecting you, because they are tired of you.” She was surprised when I said, “Okay, I will.” And the other boys, they would not leave her. So, that brought us together.
By the way, in front of my father, I was a very shy guy. I didn’t speak much, just, “Yes, sir. Yes, sir. Yes, sir.” She thought, up to marriage, “What kind of a guy is this? So timid!” Anyway, then we got on a plane, and I ordered two scotch, and she saw me entirely different! That was another highlight.
DG: Last question for you, Suresh: If you were to give some of the young people in the industry a little advice, what would you give them? I can say this as a fellow ‘old-timer’ in the industry, what would you say to them?
SJ: The most important thing is to treat your employees like you treat yourself. When I worked at GM, out of any of the other places, I didn’t work as being “the boss” or on a high platform; I worked shoulder to shoulder with them. That gained their trust. I trusted them, they trusted me. That is very important. Business cannot succeed unless you have people — the right people and dedicated people.
DG: Well, Suresh, thank you very much. I appreciate the time that you spent with us. I know, personally, you’re one of the guys who is always very positive and very encouraging to me. . . . Even though you insulted me a lot! ~chuckle~
SJ: That was in a friendly manner! I don’t stop anybody on the street and insult them. Only between friends. ~chuckle~
DG: On a more serious note, I have appreciated your encouragement over the years. You’re a good friend and a person who has always been encouraging. I appreciate that.
Whether you’re at the beach, at home, or sneaking in a few workaholic hours on the job, we hope everyone in the United States will be able to celebrate the ideals of freedom and liberty introduced at the signing of the Declaration of Independence in 1776.
Wishing you and yours happy celebrations, and we’ll see you on Tuesday, July 5th when Heat Treat Today comes back to the office!
Heat TreatToday’s 40 Under 40 was created to bring recognition to young professionals in the industry, giving names, faces, and words to the rising generation of industry professionals. In this original content article, released on the final day to nominate someone to Heat TreatToday’s 40 Under 40 Class of 2022, we caught up with exemplary classmates from past years to hear where they are now and what comments they have about the industry.
Justin Powell
It has been 15 years since, "at the age of 19, I started working for a company that serviced high temperature furnaces and industrial combustion systems. I cut my teeth in the industry by doing burner retrofits and turnkey system installations."
Since being nominated to receive Heat TreatToday’s 40 Under 40award, Justin says he has "started a company called MP Combustion with my very good friend, Ryan McClain. We literally started the company working out of our basements in 2019 and with the support of this wonderful industry have since grown to a team of six with hopes to expand to more employees soon. Our team works hard to support the heat treat community by supplying the best combustion equipment and technical support in the industry." Justin notes that starting MP Combustion is "easily the highlight of my career so far."
When asked what his favorite thing about the industry is, he commented, "The never-ending learning curve. I love to learn, and this industry has a seemingly endless supply of new skills to learn and hone. I also have a great admiration for the people in this industry, they are always willing to help teach and learn from one another. It's an amazing community to be a part of!"
As a final word of advice for the winners being selected to Heat Treat Today’s 40 Under 40 Class of 2022 this summer, Justin encourages them, saying, "My friends, this is only the beginning. I wish you all great success throughout your career and hope that our paths meet along the way!"
Jaime got involved in the world of heat treat seven years ago, seeking "a job opportunity in Engineering and Project Management and in automotive, power generator, or automation." Since receiving the award, Jaime has "received a promotion from Engineering Manager to Operations Manager in MATTSA FURNACE COMPANY, expanding my area of responsibilities to equipment manufacturing without [fully] leaving engineering and project management."
His aptitude to pivot is evident in what he finds most exciting about heat treating: "Every day is a new challenge for me, from receiving and managing new projects to helping our clients to solve issues or coordinate the activities of MATTSA plant with all the personnel involved. All these activities and the way I solve them make me excited every day when I arrive at my workplace."
"Receiving this nomination is an honor," Jaime shares, "it is a way of showing the world the talent you have, in addition to showing that being young is not synonymous with being inexperienced, but that our generation can do great things with a lot of dedication and effort. Never stop fighting for what you want and show that your talent is world class."
For Miguel, it has been six years of service in the heat treat industry. "I started in 2016," he commented, "with an internship program, in the John Deere materials laboratory. I had the opportunity to collaborate in the development of suppliers, certify the quality and mechanical properties of treated parts, participate in the design of new heat treat recipes and the introduction of new processes. Those were the first steps in the world of heat treat. After the internship and thanks to that experience, I was hired as the engineer in charge of John Deere's heat treatment lines."
Over the past few years since nomination, Miguel notes that his role in heat treatment "has changed a lot. My position evolved to a Sr. level with more responsibilities and challenges, including renewing the technology of our lines, implementing improvements to make processes more efficient and achieving cost and expense reductions. I was awarded trade secrets for these upgrades." He continues, saying, "I am currently working on fully exploiting the capacity of our equipment, focusing on cost reductions, reducing gas consumption, and improving emissions."
It's the science paired with experimentation in heat treat that continues to interest Miguel: "What I like the most is that it is a true science, it requires a lot of experimentation and generating hypotheses. My colleagues tell me that they are like occult arts or magic, since two parts that look the same can be completely different inside."
To the upcoming 40 Under 40 Class of 2022, Miguel offers a challenge: "Although the literature on HT is many years old, there is always an opportunity to innovate and create different things and different ways of doing things. Experiment and ask yourself many things. and this will become more than a job, a different experience day by day. Very challenging and fun."
Changes are inevitable, but the world today is changing so rapidly that it’s constantly keeping us on our toes. Do two men from different parts of the world, both with significant experience within the heat treating community, have vastly different perspectives on the happenings in the heat treat industry?
We want to find out, so we asked a question that focuses on the world of heat treating to Thomas Schneidewind, the editor-in-chief ofheat processing magazine, and Doug Glenn, the publisher and founder ofHeat TreatToday. The question: What does the heat treat shop of 2050 look like?
Thomas’s expertise lies in the European market while Doug’s resides in the North American market. We will feature their responses in each print magazine. Will their views align? Time will tell. Enjoy this second installment of an ongoing column. This column was first published in theJune 2022 Heat Treat Buyers Guide print edition.
What Does the Heat Treat Shop of 2050 Look Like?
Thomas Schneidewind, Editor-in-Chief, heat processing magazine
The Limits of Digitalization
Thomas Schneidewind Editor-in-Chief heat processing Magazine
Do you still remember the New Economy? The predictions of some economists at the beginning of the internet economy heralded the end of the classic business cycle when it vanished into thin air in March 2000 – just like the internet bubble on the stock market.
However, a look back at the turn of the millennium shows that many ideas were formulated back then that are only now – more than 20 years later – changing our lives. At this point, I would like to recall The Cluetrain Manifesto, the internet bible of the first hour. This document sets out 95 theses for the new corporate culture in the digital age. Thesis 1 states, “Markets are conversations.” Thesis 19 says, “Companies can now communicate directly with their markets. If they don’t seize this opportunity, it could be their last.”
Today, real-time communication is commonplace. Many companies are designing their workflows to be flexible and able to respond quickly to the needs of their customers and employees. One example: LOI Thermprocess GmbH relies on networked working at its new location in Duisburg, Germany. The central component of the concept is a digital room. From here, employees around the world can take virtual tours with customers. They walk through the plant with a terminal device and employees of the plant manufacturer interact with them remotely.
The SMS group will also implement even closer cooperation along the entire value chain at its new site in Mönchengladbach. The Technology, Service, and Digitalization Campus currently under construction will enable agile working in a 5G infrastructure and offer generous social and communication areas.
In heat treatment, digitization is making an important contribution to implementing the changeover in automated drive technology production. Significantly higher speeds of electrified drives and the resulting change in stress on components require heat treatment that meets these requirements. The high number of variants in drive technology also leads to smaller production sizes – the plants have to be designed more flexibly. In this context, digitization plays an important role.
Another aspect is the work in plant engineering with digital twins. Digital models can be used to increase efficiency in production. It is also about speed in the development of plants and the optimization of processes. The result of any digitization strategy is an increase in competitiveness.
Since almost anything is technically feasible today – at least in theory – the question is rather about the limits of digitization. These are manifold in nature: starting with heterogeneous IT landscapes in companies. These make cross-process integration difficult in regard to data security, (which apparently cannot be guaranteed), to dystopian fears of the replacement of humans by machines, (which stands in the way of the acceptance of digital solutions). In other words, digitization must always remain only a tool, not an end in itself. We recognize this most when the digital space prevents genuine personal communication.
Doug Glenn, Publisher, Heat Treat Today
Doug Glenn Publisher and Founder Heat TreatToday
Roughly 30 years ago, I asked this same question to the publishing staff of Industrial Heating magazine. I was their publisher at that time and the answers were intriguing. One person predicted that we would not have phones on our desks and that we would do most of our communication over our computers. Smart phones were not a thing at that time, so that prediction seemed far-fetched, but the “no phones on our desks” prediction has proven to be pretty much true.
What a 2050 heat treat shop/department will look like will be largely dependent on the type of work being processed. For captive shops, we should fully expect that these shops will be nearly 100% automated and self-governing. This includes incoming material analysis, load configuration optimization, multi-furnace utilization schedules, and part-by-part processing analysis – all will be done without human intervention. We will undoubtedly see more artificial intelligence including the resolution of unexpected problem situations that arise during the heat treating process.
More importantly, the idea of a distinct heat treat department will be less and less prevalent. By 2050, the vast majority of captive heat treatments will be done in-line with the manufacturing process with little or no interventions from humans. Washing, fixturing/loading, temperature measuring and control (most of which will be done continuously with full-part, non-contact infrared scanning), and inspection will all be done autonomously.
Most parts will be heat treated individually with single-part traceability/accountability.
The need for heat treat will be minimized with advances in the development of nanomaterials and the ability to designer-build alloys with specific metallurgical/mechanical properties.
Equipment controls and process control will be remote and cloud-based. These are some of the characteristics for captive shops where product variability is low and volumes are high.
For commercial heat treat shops where variability is high and volumes are relatively low, much of the same will be true with less and less human interaction needed. Nonetheless, these job shops will still have a higher need for human interaction than the captive shops. Commercial shops, however, will be much more highly automated than they are today, especially when it comes to part recognition and the recipes associated with those parts.
Finally, I don’t see heat treating as a carbon-free activity in 30 years. In fact, as the need for energy grows, I see the heat treat industry continuing to use carbon-based fuels. The only thing that will change in the next 30 years is the opinion that carbon is the devil. Although much slower moving, I think the world’s opinion about the evils of carbon will change much like the anti-cancer diet du jour in today’s world. In 2050, carbon will no longer be a dirty word.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Changes are inevitable, but the world today is changing so rapidly that it’s constantly keeping us on our toes. Do two men from different parts of the world and lots of experience within the heat treating community have vastly different perspectives on the happenings in the heat treat industry?
We want to find out, so we asked a question that focuses on the world of heat treating to Thomas Schneidewind, the editor-in-chief ofheat processing magazine, and Doug Glenn, the publisher and founder ofHeat TreatToday. The question: Will the war in Ukraine impact the heat treat industry?
Thomas’s expertise lies in the European market while Doug’s resides in the North American market. We will feature their responses in each print magazine. Will their views align? Time will tell. Enjoy this first installment of an ongoing column. This column was first published in Heat TreatToday’sMay 2022 Induction Heating print edition.
Will the War in Ukraine Impact the Heat Treat Industry?
Will, or how will, the war between Russia and Ukraine directly or indirectly impact the industry? What immediately comes to mind?
Thomas Schneidewind, Editor-in-Chief, heat processing magazine
Thomas Schneidewind Editor-in-Chief heat processing Magazine
First of all, the war in Ukraine is a humanitarian catastrophe. And the first war in Europe since 1945 marks a turning point in history. It has a strong impact on the global economy and hits the thermprocess industry in particular. The exploding energy prices lead to shutdowns of sites in the steel industry. That means that some investments will be frozen.
Europe’s Turning Point
Due to the economic downturn more and more companies are facing another difficult year. Machine and plant builders are affected by the imposed sanctions. Most of the companies are engaged in Russia and in Ukraine as well. One example: Against the background of the war in Ukraine and the human suffering associated with it, SMS group has ceased its main business activities in Russia and Belarus, with the exception of safety-critical maintenance work. New orders will not be accepted. All companies who have strong relationships with clients in Russia and Ukraine are taking care of refugees. SMS will be taking in one hundred families from Ukraine at its German locations in Hilchenbach and Mönchengladbach.
In Europe we see a completely new set up of the political agenda. Specifically, the German so called Energiewende (the country’s planned transition to a low-carbon, nuclear-free economy) will be pushed by the decision makers. The German economy has a long way to go to be independent from Russian gas and oil. The war will affect people and businesses all over the world – we see a historical turning point. For Europe and for the whole world.
Doug Glenn, Publisher, Heat Treat Today
Doug Glenn Publisher and Founder Heat TreatToday
The first thing that needs to be clearly communicated is that our thoughts and prayers are with all of those being adversely affected by this war. The loss of human life, personal freedom, and property are the most important impacts of this crisis. Everything else – including what follows in this short column – is somewhat insignificant.
Energy Shortages
Higher energy prices caused by supply shortages are and will continue to happen. More so today than any time in history, markets are global and what happens halfway around the world will have an impact everywhere. The U.S. has imported nearly 20% of its energy from Russia, and with that supply being cut off, we are and will continue to see rising gas, natural gas, and oil prices.
The U.S. could do more to help ourselves and the world through this crisis, however. Mark Mills from the Manhattan Institute asserts that today, with oil prices at $120 per barrel, the U.S. is producing 1.5 million FEWER barrels of oil than we were last year when oil prices were only $60 per barrel. The energy problem in the U.S. is not fundamentally a lack of energy and it is not a market problem. It is a political problem caused by those who have pushed for “green” at all costs.
Supply Chain
Supply chains are and will continue to be disrupted. Being the largest economy in the world and geographically removed from the crisis, I anticipate that U.S. supply chains may not be as badly hurt as those in Europe, but the disruptions will continue. As we all know, if a manufacturer is missing just ONE PART, the entire end-product is on hold. It is completely unpredictable how and when this will impact the North American heat treat industry, but it is safe to say that it is and will continue taking a toll.
Increased National Debt
Probably the most significant long-term impact of the crisis is the continued irresponsible growth in national debt. Now exceeding $30 trillion, our country does not need a war to incur more debt. But as we all know, there is nothing like war to drive national debt through the roof.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Heat Treat Todayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 12 news bites that will help you stay up to date on all things heat treat.
Equipment Chatter
Following a record year for new equipment orders in 2021, Ipsen’s Vacuum Technology Excellence Center continued that trend by booking 22 new vacuum furnace orders in the first quarter of 2022.
Tenova will supply a second Electric Arc Furnace (EAF) to Tosyali Algeria.
22 Ipsen vacuum furnaces booked in Q1 of 2022
Tenova EAF for Tosyali Algeria
Personnel/Company Chatter
Tenova announced their new corporate website which is designed as a digital hub, targeting specific needs through dedicated portals and customized paths to serve their stakeholders.
Nitrex, a global provider of fully integrated surface treatment solutions, has announced the completion of its Poland plant expansion.
Salzgitter AG and Tenova have concluded an important agreement for the realization of SALCOS® – Low CO2-Steelmaking.
thyssenkrupp Steel will join ResponsibleSteel, a non-profit organization, that ensures, through a global standard and certification program, that steel is responsibly sourced and manufactured at every stage.
Preview of Tenova’s new corporate website
Salzgitter AG and Tenova signed memorandum of understanding for technical implementation.
thyssenkrupp Steel joins ResponsibleSteel
Personnel/Kudos Chatter
Graduate engineering students at Clemson University collaborating with Aalberts surface technologies – accurate brazing presented their final projects on topics ranging from sustainability to shipping and a lot of interesting topics in between.
Kamila Baran is a new quality engineer at Bodycote’s Romulus plant.
Tony Olszewski is the new vice president of Sales at Plibrico Company, LLC, a supplier of monolithic refractories and installation services.
Advanced Heat Treat Corp. (AHT) announced that Chris Molencupp joined the company as its new regional sales manager. Molencupp will be responsible for driving sales from Michigan, Indiana, Ohio, and Canada.
Werner Ponikwar will be thyssenkrupp nucera’s new chief executive officer and will assume this position on this year. As deputy CEO, Denis Krude will assume the newly created function of chief operating officer.
Pelican Wire, a Wire Experts Group company, welcomes three new management team members. Joining the company are Mike Dunn as the new plant manager, Bob Soares as quality manager, and Doug Wanser as maintenance manager to the Naples, FL manufacturing facility.
A group of some of the graduate engineering students at Clemson University after presenting their final project.
Kamila Baran, Quality Engineer, Bodycote
Chris Molencupp, Sales Manager, Advanced Heat Treat Corp.
Tony Olszewski, Vice President of Sales, Plibrico Company, LLC
Mike Dunn, Plant Manager, Pelican Wire
Bob Soares, Quality Manager, Pelican Wire
Doug Wanser, Maintenance Manager, Pelican Wire
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to bethany@heattreattoday.com.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Heat TreatRadio’seditor, Bethany Leone sits down withHeat TreatTodaypublisher and creator ofHeat TreatBoot CampDoug Glenn to discuss this one-of-a-kind heat treat training event. There’s nothing like it in the North American heat treat industry and you’ll want to send one or more of your people to this entertaining and informative event.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Bethany Leone (BL): Well, Doug, you get to be on this side of the microphone, which is great to have you at Heat TreatRadio and, of course, as our audience says, you’re always up to something crazy, unconventional, very interesting. So, why don’t you tell us about this Heat Treat Boot Camp that you’re concocting?
Doug Glenn (DG): Yes, thank you, Bethany. It is good to be interviewed by you, too!
Heat Treat Boot Camp is an idea that came about as the result of years and years of being exposed to the industry and knowing that a lot of the new people in the industry, (and also even some people with experience), would really like to know a lot more about the industry without having to spend 5, 6, 7 years just experiencing it, learning ‘on the job,’ if you will. So, the whole idea behind the Heat Treat Boot Camp is to cram 3 to 5 to 7 years’ worth of information into the heads of the attendees of the Heat Treat Boot Camp in a day and a half of classes. So, it is a very condensed tutorial on the North American heat treat market.
BL: I know I am eager to be a part of this and try to glean as much information as I can. Doug, when is it going to be? Have you determined those dates?
DG: Yes, we just signed the contract with the hotel. It will be on October 31st thru November 2nd. I do want to emphasize to people that on October 31st it starts in the evening of October 31st. That’s an optional reception- you can come, get comfortable in your hotel room, come down and have a few drinks and hors d'oeuvres with the rest of the heat treat community. The real education part starts on Tuesday, November 1st and we will go a full day. Then, that evening, we will go out and do some sort of special soon-to-be-announced event in the evening where we have a little fun out on the town in Pittsburgh somewhere. Then, we have a half day of classes on Wednesday, with lunch wrapping it up.
We are considering adding a plant tour on Wednesday afternoon. We haven’t determined that yet for sure, but that’s a possibility. Basically, all day Tuesday for classes, half day Wednesday for classes and then you either go home or you decide to go with us on a plant tour, if we end up providing that.
BL: You mentioned a hotel. Are you willing to share which hotel it is or is that going to be a surprise?
DG: No, I did forget to mention it. It’s going to be at the Hotel Double Tree by Hilton Hotel & Suites Pittsburgh Downtown. What’s kind of cool about this is it is right in the shadow of the US Steel Tower building. When you walk out the front door of this hotel, you look up and there is the US Steel Tower building. I think there is no place more appropriate for a heat treat boot camp than right in the shadow of the US Steel Tower. It’s going to be very exciting. It’s a great venue. There are genuinely nice people there and I think everyone should enjoy it.
BL: And you’re talking about speakers, too. Who are these speakers going to be? (I already know one because I’m looking at him.)
DG: Right, most everybody that comes is going to be subject to my speaking, yes. There are going to be about seven different presentations. I think I’ll be doing four and Thomas Wingens from WINGENS LLC International Industry Consultancy out of Sewickley, PA (a suburb of Pittsburgh) will give other more technical talks. I do want to emphasize these talks are not going to be heavily technical. This is really going to be about the players in the industry, (who are the companies in the industry that are making heat treat equipment and/or ancillary products), what are the products, the processes, the markets, and the materials. Those are the five main areas that we’re going to be covering.
BL: You got into this at the beginning, but can you share for our listeners again who exactly is going to benefit? It’s about the basics, but can you get into that a little bit more: maybe the positions that people hold that would want to keep their eye out for this?
DG: Good question. The answer is that it can be anybody that’s in the industry that feels like they need to know more. Ideally, it will probably be new employees who have just recently started in the heat treat industry. Typically, employees of some of our suppliers or employees of commercial heat treaters. It can also be new people in our core market (or our core listeners or readers). Captive heat treaters in the aerospace, automotive, medical and energy markets as well as any other general manufacturing would also benefit from this. But I anticipate a large number of the people who will be attending are those who are suppliers to the industry who want to send their new employees as well as people who may not be so new, but who would like to learn more about the heat treat industry and what it is they’re doing every day. Those are the people.
There is one other audience I will tell you about. We may get some of these people and that is an audience of investors and/or investment bankers, if you will, or lawyers — people who are interested in merges and acquisitions. This would also be an excellent place for them to come to get the lay of the land for the North American heat treat market and who does what. Of course, Thomas and I will be around to answer specific questions if people have specific questions.
BL: It sounds like there’s going to be a lot of people who want to learn something or who are constantly learning and usually trying to navigate, or are in the middle of navigating, that transition.
How is this training going to be different? Very clearly for our listeners, how is this different than any other training offered?
DG: I’ve been in the North American heat treat market for 30+ years now. There is nothing like what we’re going to offer. I know a lot of the different trainings that are out there and there is nothing like Heat Treat Boot Camp. It’s going to be very much basics, but it’s not going to be the basics of metallurgy and heavy in the process information; it’s really going to focus on the commercial side, if you will. You’ll get enough of the technical side. For example, we’re going to explain things like heat — where does it come from, how is it transferred? But we’re not going technical on that. It’s going to be very basic so that everybody can understand. There are two or three places where heat comes from and how it transfers. There are two or three ways that heat transfers from place to place. We’re going to cover some of that.
We’re going to talk about the equipment that is used in the marketplace — everywhere from the most basic box furnace up to some of the most sophisticated type of equipment that’s out there. And how is it used? We’re going to talk about induction heating. We’re going to talk about air and atmosphere furnaces. We’re going to talk about vacuum furnaces. And all the ancillary equipment that goes with it like burners, heating elements, atmosphere, insulation, and refractories. I mentioned atmospheres — either industrial gases and/or on-site generation with endothermic, exothermic, or even on-site hydrogen generation. And we’re going to talk about cooling systems. We’re going to talk about all those things and make sure people know, on a very basic level, what are those things and where they fit into heat treat.
There is no other seminar or webinar like Heat Treat Boot Camp. It is absolutely unique, and I’m really excited about it. I’ve been looking forward to doing this for years and years and I’m hoping it goes well.
BL: That’s great to hear, Doug, and thanks for sharing. So, it’s a lot of the basics. We’re looking at terms. We’re looking at people. We’re looking at the major players, and how everything in heat treat and the industry works together.
Anybody listening? If you are thinking you want to attend, start gathering your questions now because Doug and Thomas will be addressing them coming up this October/November.
How can people sign up or learn a little bit more about Heat Treat Boot Camp? Where can they find information?
DG: It’s very simple. The website is www.heattreattoday.com/bootcamp. Registration should open early April, so if this is beyond April, it should be there. I would love, love, love to see you there. I think it’s going to be a blast and a really great time, so I’m hoping to see a lot of people.
BL: Thanks for sitting down with us, Doug, and letting me host this episode of Heat Treat Radio.
Oliver Jaeger CEO Aalberts surface technologies Photo credit: LinkedIn
A global provider of specialized thermal processing, surface treatment, and material coating solutions, announced in March 2022 that its U.S.-based businesses will be rebranding.
The U.S-based businesses included in this phase of Aalberts surface technologies' rebranding initiative include Aalberts Surface Treatment, Precision Plating Company, Roy Metal Finishing, Ushers Machine and Tool, Accurate Brazing, Ionic Technologies, Applied Process, and Premier Thermal.
Rebranding activities began in early 2022 and will continue through 2023. The activities will include changes to building signs, email addresses, websites, invoices, shipping documents, etc. Communication with stakeholders is underway, including any required documentation updates.
"The teams at our U.S. based businesses," commented says Oliver Jaeger, CEO of Aalberts surface technologies, "are well aligned with 'the Aalberts way' and will do an outstanding job of representing the . . . brand."





 Changes are inevitable, but the world today is changing so rapidly that it’s constantly keeping us on our toes. Do two men from different parts of the world, both with significant experience within the heat treating community, have vastly different perspectives on the happenings in the heat treat industry?
Changes are inevitable, but the world today is changing so rapidly that it’s constantly keeping us on our toes. Do two men from different parts of the world, both with significant experience within the heat treating community, have vastly different perspectives on the happenings in the heat treat industry? 


 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com


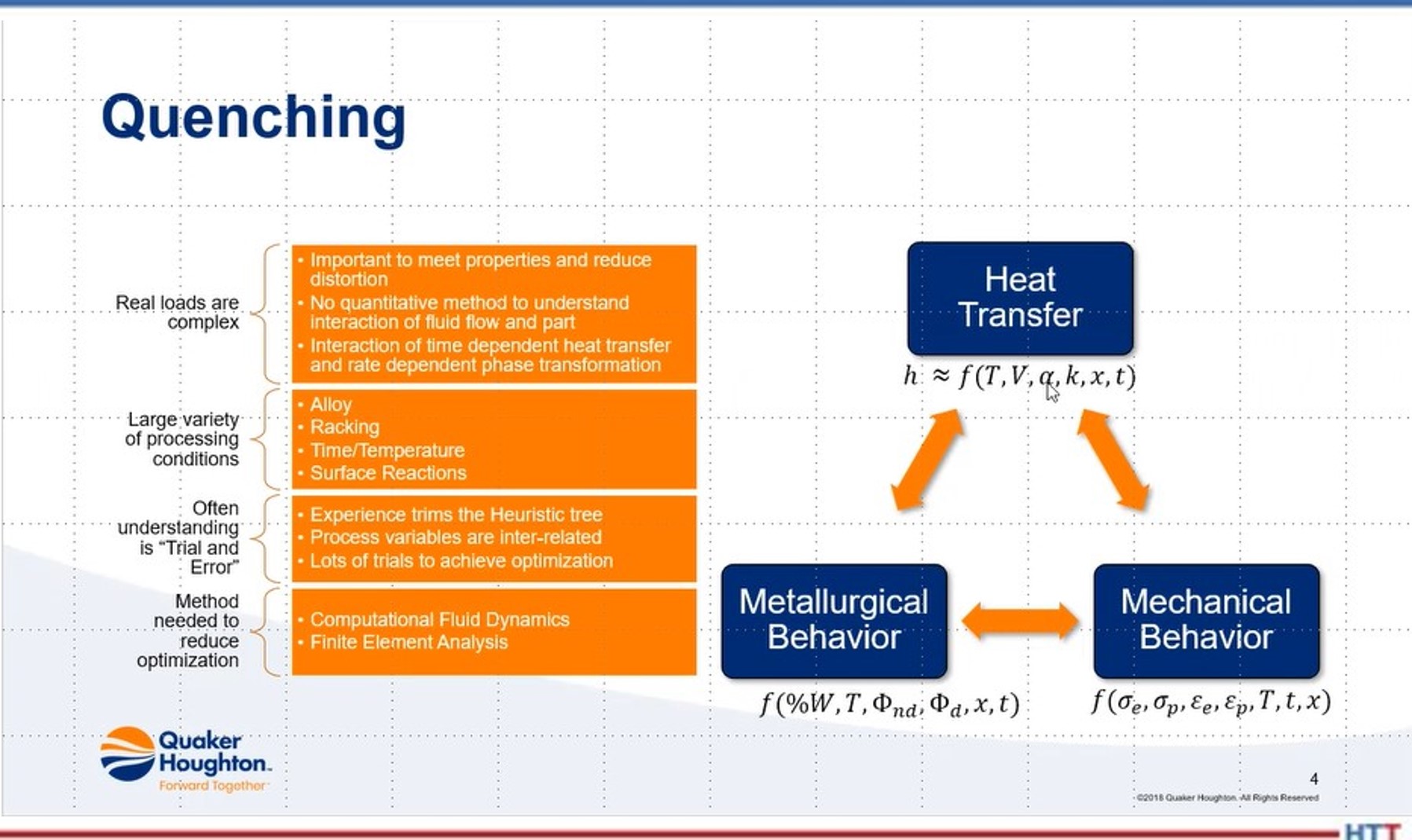 DG: Our next topic I want to talk about with you is simulation and modeling. We’ve talked a bit about that offline, and the developments there. As far as quenching goes, what can you tell us in the quenching world, as far as simulation and modeling? What is happening?
DG: Our next topic I want to talk about with you is simulation and modeling. We’ve talked a bit about that offline, and the developments there. As far as quenching goes, what can you tell us in the quenching world, as far as simulation and modeling? What is happening?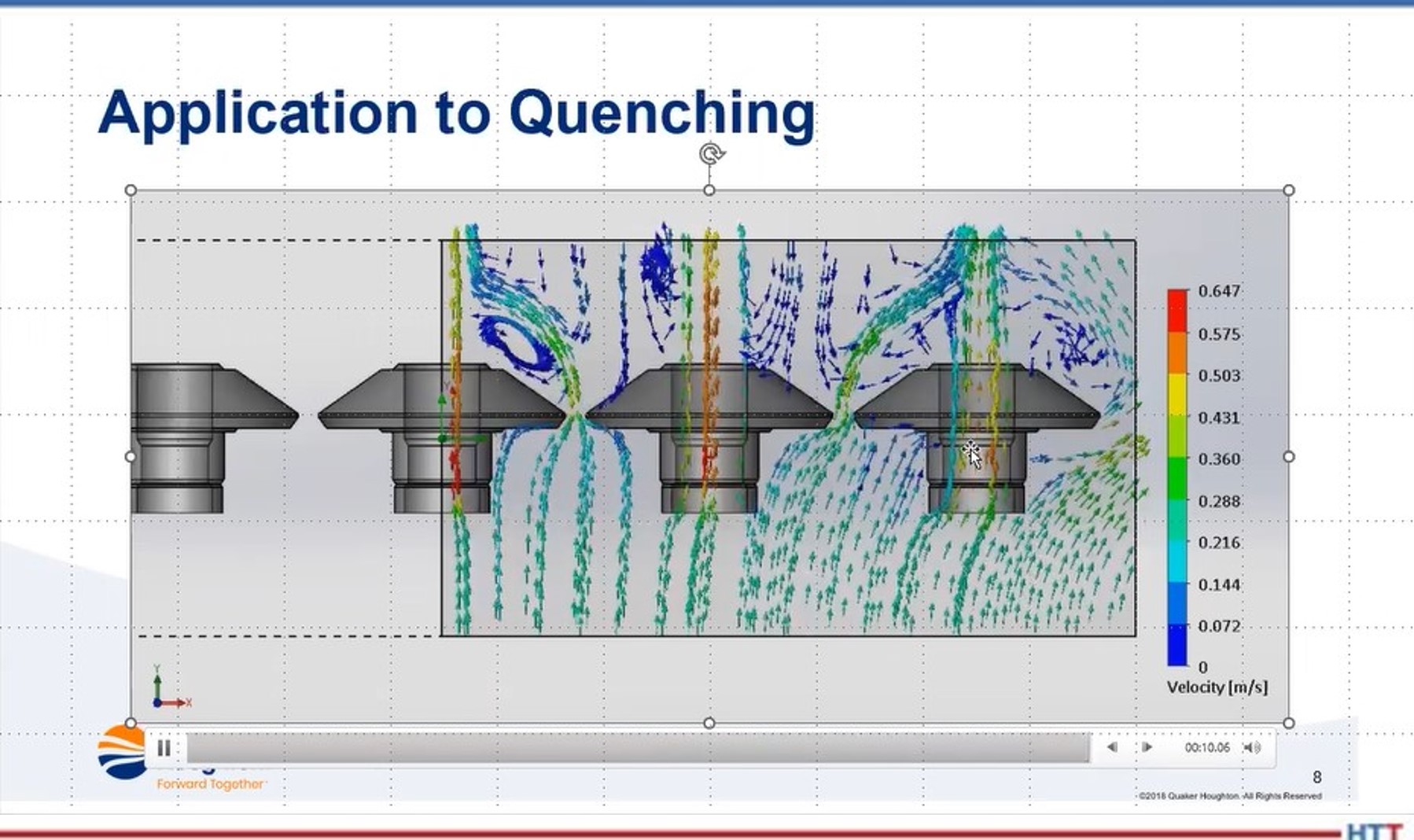 In terms of the simulation, it can be done if you’ve got good boundary conditions. The boundary conditions being the stuff on the outside of the part and the stuff inside the part. Once you do that, and you can do this with either using something like computational flow dynamics and then applying that as whatever velocity heat transfer coefficient that you get out of that and apply to the boundary of the part, then you can use a variety of different software programs, such as Dante or SIMHEAT — both of those are good, just a difference in their material databases. Each will give similar results but it’s a function — garbage in, garbage out. You have to have good material properties and good boundary conditions. If you have those, then you can get a reasonable result. But, if you don’t, you’ll just get garbage results.
In terms of the simulation, it can be done if you’ve got good boundary conditions. The boundary conditions being the stuff on the outside of the part and the stuff inside the part. Once you do that, and you can do this with either using something like computational flow dynamics and then applying that as whatever velocity heat transfer coefficient that you get out of that and apply to the boundary of the part, then you can use a variety of different software programs, such as Dante or SIMHEAT — both of those are good, just a difference in their material databases. Each will give similar results but it’s a function — garbage in, garbage out. You have to have good material properties and good boundary conditions. If you have those, then you can get a reasonable result. But, if you don’t, you’ll just get garbage results.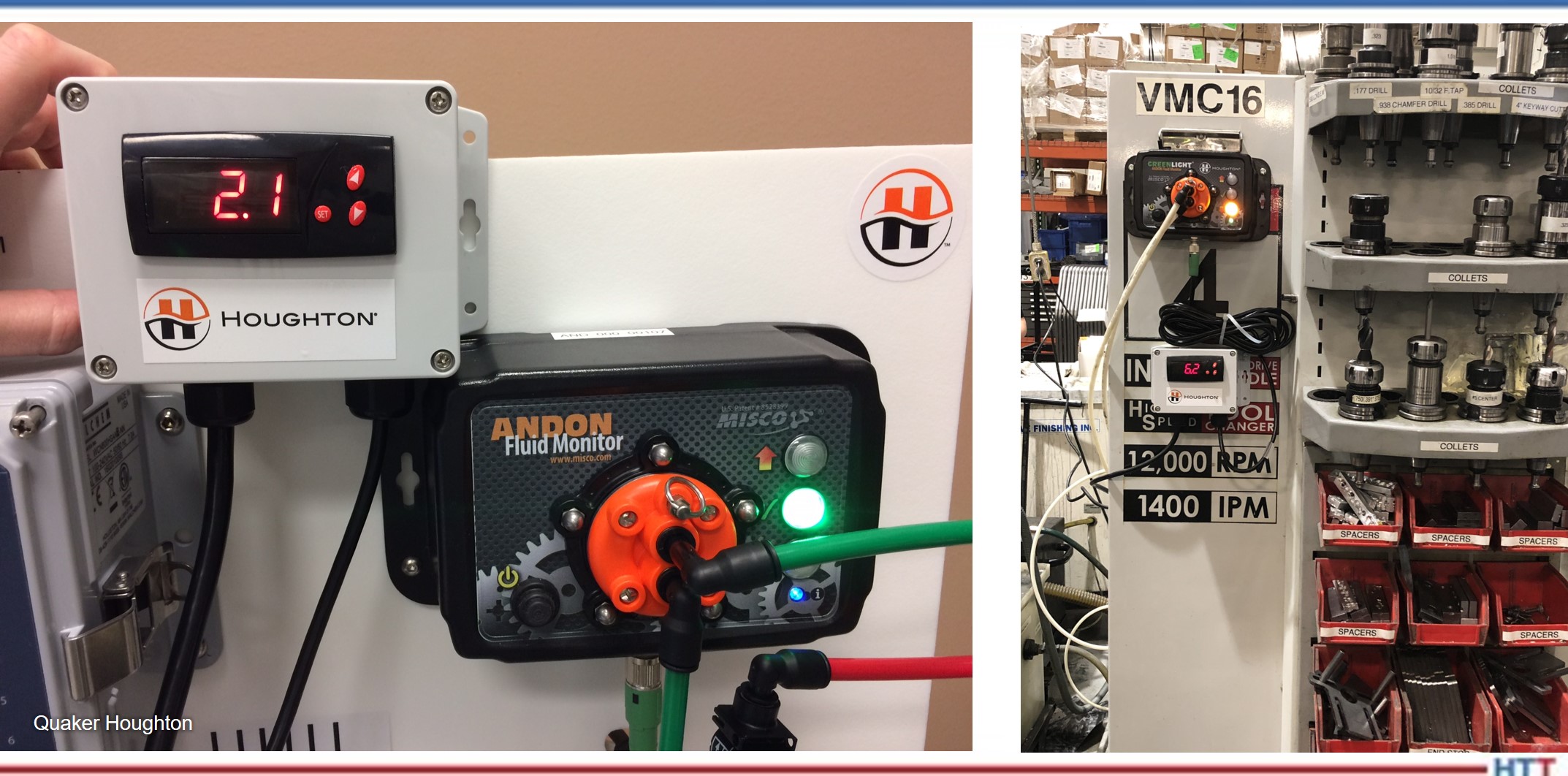












 Jaime Sanchez
Jaime Sanchez Miguel Humberto Fajardo
Miguel Humberto Fajardo

 Heat Treat
Heat Treat 
















