A leading, global manufacturer of metal injection molding (MIM) products is bolstering its manufacturing capacity with the addition of two large-size horizontal vacuum furnaces for sintering and debinding MIM products and components. The first of the two furnaces will be delivered this year and the second is scheduled for commissioning in March 2021.
The multimillion-dollar order from the global manufacturer was awarded to G-M Enterprises, a Nitrexcompany. The 2-Bar vacuum sintering furnaces will feature a work area of 36” wide x 30” high x 84” long (900 x 762 x 2100 mm), 4400 lb. weight capacity, a maximum operating temperature of 2600°F (1430°C), and uniformity of +/-10°F (+/-5.5°C).
Vacuum Furnace (Source: Nitrex.com)
Michel Frison, VP Global Sales, Nitrex and G-M Enterprises (Source: Nitrex.com)
Integral to the vacuum system configuration is a multistage debinder trap system designed to thermally extract binder from the parts. Sintering and debinding occur in a single cycle using a robust and unique system design that is optimized to handle the maximum load capacity the furnace is designed for. Consequently, there is never a need to operate below the rated load capacity to achieve the required part quality. The high-temperature sintering process also ensures a high-quality finished part surface in terms of density, porosity, mechanical resistance, and aesthetics.
“This latest order comes from a customer we have had a strong cooperation with," said Michel Frison, VP Global Sales, Nitrex and G-M Enterprise, "and which will be part of a series of multiple furnaces provided by G-M Enterprises over the past decades."
What is debinding in metal additive manufacturing (AM)? How do you debind after 3D printing? How do you avoid contamination during metal debinding? Heat Treat Today’s Technical Tuesday article features this Best of the Web piece to answer your questions.
There are several changes that have made new technologies of AM and 3D printing increasingly implemented in the heat treating process. Some of these reasons include: falling costs of 3D printers; increasing geometric abilities; constant rate of the costs of production; and a “drastic reduction” in process waste. Read on to learn how to properly “debind” as you implement these new technologies in the heat treatment process.
An excerpt: “The working temperatures in the debinding phase are in the range between 70 °C (158 °F) and the 450 °C (842 °F), corresponding to the melting temperatures of the various organic compounds.”
A leading global Tier 1 manufacturer of lightweight forged suspension components has contracted to expand their North American capabilities. They will produce high-quality lightweight forged aluminum components for passenger vehicles.
Image from Can-Eng Furnaces International Ltd.
Can-Eng Furnaces International Ltd. (CAN-ENG) will manufacture the system, which is comprised of a pre-forging aluminum heating furnace, water quench, and continuous aging furnace and will be integrated into an automated forging cell that includes specialized material handling components and advance controls. This space-saving, multi-level compact design is for modern automated cells where a reduced footprint of equipment is required while processing parts of varying sizes and cycle times.
Several other elements include a customized air flow system -- which is used to produce a large operating range while maintaining rigid uniformity requirements -- and a continuous aging system. This system automatically conveys forgings through using a custom designed material handling system, which includes the accumulation of finished parts without direct operator intervention, thereby reducing manpower requirements.
Given the nature of this year's Furnaces North America (FNA) show, we are bringing updates from the event to you. What happened? What did they cover in the technical sessions? Who showed up? What is it like navigating a virtual platform? Learn about how the second day of the event went in the article below.
If you have any videos, images, or thoughts from this year's event, email them to editor@heattreattoday.com!
Who's Who: Live Session
The live session on the second day was an enlightening look to the future as Tom Morrison of the Metal Treating Institute, Cory Padfield of American Axle & Manufacturing, and Chad Spore of John Deere discussed, "What's Next in Heat Treating For Aerospace, Automotive & Agriculture."
From left to right: Chad Spore, Cory, and Tom Morrison sit down to talk about the "next thing" in industry. (Source: screen shot at FNA 2020 Virtual)
The audience heard Tom talk about how millions of dollars can be taken out of the heat treat supply chain with the advent of 3D printing, followed by Chad's assessment of current developments in the world of agriculture.
Cory shared that changes in the heat treat design within the automotive industry may look like "a shift [in the heat treat processes] from cast iron parts which have been used in automotive to steel that may need heat treatment, or heat treated cast iron, like austempered iron." He also noted that there will "definitely" be more salt quenching in the future for precision components. Furthermore, as heat treat moves away from traditional steel usage, aluminum will continue to be the material of choice. Looking to the future, Cory says to focus on part-to-part variation within the automotive industry.
Chad honed into the matured state of affairs with Industry 4.0, particularly with service components with lower volume output and needs a quicker turn around. Additionally, he talked about "measuring the green-part prior to heat treating" while using data tracking systems in order to minimize material waste to create a more specialized process. "Technology is key part...the connectivity between your equipment and the manufacturing processes is going to be a key aspect to utilize within the heat treating industry."
These sessions are available 24/7 at the Furnaces North America Show. Be sure to stop by the speaker's chat room to follow-up on their talk! Note: You must register to attend Furnaces North America the Virtual Show in order to view these sessions. Click HERE.
Matt Clinite Ipsen USA
Matt Clinite from Ipsen shares 5 basic principles for vacuum furnace peak performance in his session "Vacuum Furnace Best Practices for Greater Reliability and Efficiency." He recommends that we "kick the tires to make sure it is running well!" But truly, Clinite offers great advice to check the status of a seemingly perfectly fine, operational vacuum furnace. Within his 5 steps, he notes 3 signs to look for in the hot zone including checking for degrading insulation and bare steel showing through. Listen to more of his great illustrations ("furnaces are a bit like children") and follow up with him today in the FNA chat. Technical Session HERE.
Jenna Alder AFC-Holcroft
Jenna Alder over at AFC-Holcroft. "Getting it Done Right: Manage Equipment Maintenance and Alarms with Integrated Software Solutions." Computerized Maintenance Management System alleviates the pressure of remembering and tracking every detail of maintenance processes. Alder emphasizes that should any operation go into lapse or run into error, the computerized system can track where a task was incomplete and when a task needs to be performed. More technical abilities of this type of system are elaborated in Alder's technical session. Watch it, and catch up with her today! Technical Session HERE.
Dan Herring Herring Company
"How Predictive Maintenance will Increase Your Profit Margins": Dan Herring -- you were waiting for us to mention him! -- talks about predictive (or preventative) maintenance that come in all shapes in sizes. Two distinct styles of maintenance practices? "Planned Preventative Maintenance Programs" (plan-execute-evaluate-revise) or "Repair As Needed Strategies" A key take-away: "Neither [maintenance style] has been proven to show a distinct cost advantage over the other," but the style of planned programs optimizes production demands of manufacturing. Technical Session HERE.
AFC-Holcroft’s exhibit features a brief “How Heat Treat Are You” quiz. Those who answer all the questions correctly are eligible for some really nice prizes! (Yes, another prize option!) Go to their booth HERE.
Screen capture from the FNA 2020 Virtual booth highlighting the bio section
(Again, stealth mode...) Check out the company bios to get the most out of your visit. These are great ways to learn if this is a company that you can do business with after the event.
Videos etc.
Personal booth videos featuring drone footage (AFC-Holcroft) and golfing (Super Systems)
Live Sessions can be accessed in the FNA after the are broadcasted, but attend live so that you can chat with other viewers and speakers.
Technical walk-through of personal product are frequently shared on the front of an FNA booth. (Azbil North America, Inc.)
Looking for live updates of the event? Check out our social media pages @HeatTreatToday on Twitterand LinkedIn to see the current happenings. Search #HeatTreatToday and #FNA2020 to watch our content!
What have we learned these past six months? Well, for starters, everyone misses being face-to-face! Yet many heat treaters have taken this time to be flexible and innovative, building their intellectual fitness, so to speak.
This article, a Heat Treat Today Original Content piece, highlights some of the major themes which digital opportunities provide to heat treaters. You may note that some of these opportunities are still being offered; please reference company websites to confirm.
“COVID-19 came along… [but] it forced me to look into other projects which may be even more interesting. And I decided to build my intellectual property.”
-Harb Nayar, president of TAT Technologies, LLC on Heat Treat Radio
[spacer color=”3366FF” icon=”fa-lightbulb-o”]
Signs of life pre-April 2020 seem to be coming back, though many people are still reckoning with the work constraints. This past quarter, and even into Q3, heat treaters have seen a remarkable initiative to make learning online available. Heat Treat Today did a select study* of what a few of the most recent, heat treat specific events had to offer. The results of the examination demonstrates trends in the types of themes which heat treaters can improve their “intellectual fitness.”
Summary
A few themes stick out as key content: the fundamentals, quality control, additive manufacturing (AM) and 3D printing, and maintenance concerns.
source: Heat Treat Today
These themes were made available to heat treaters in the form of three main presentations: session or lecture format; panel discussion; round table. All platforms engaged in some form of online sessions which colored more lecture/seminar styled with scholarly professionals to addresses given by industry leaders or technical insiders. Larger, lengthier events, such as Furnaces North America and SECO/WARWICK’s e-Seminar incorporated panel discussions in addition to single-speaker sessions. Truly unique was the announced “round table” access at the Ceramics Expo Connect’s session on September 24th, “How to Improve Your Ceramic Products Material Properties Through Raw Material Optimization?”
Within these structures, a few presenters took advantage of the digital opportunity to offer case studies and live demonstrations of certain methods and processes. At the e-Seminar, multiple opportunities for this included “Symptoms of a Burner Issue – How to Solve It” and “Revealing the Secret of Carburizing,” while Buehler’sWilson Hardness Days (WHD) event promises “live demonstrations of DiaMet software.” Only a few of the events examined offered the opportunity to submit questions before the presentation occurred. Many sessions in this online forum were pre-recorded well in advance, so this might contribute as to why soliciting questions before the presentations wasn’t as widespread.
Four Themes of 2020
The Fundamentals
This one is not surprising. “The Fundamentals” refers to any overview, back-to-the-basics type of session that hits major ideas in the industry which might refine practices, but does not challenge or recreate heat treating theory/practice. An example of this is the technical session on day one of the FNA: “The Importance and the Proper Way to Monitor Polymer Quenches” to be given by Keisuke Kuroda of Idemitsu Lubricants America.
Hubbard-Hall’s webinar on cleaning titled “Optimizing Cleaning in Heat Treat Processes” promised to cover “the influence of contaminations in different heat treatment applications,” something that may not be as exciting as nitrogen gas quenching, but is still essential to know. At WHD, the event notes that “Machine Calibration and Servicing” will be a guaranteed part of the webinar on hardness testing.
Quality Control
Not to be confused with “The Fundamentals,” this theme encapsulates topics about implementing new theory and improving or refining current practice.
At the Ceramics Expo Connect, a session on “Powering a Mobile Future: The Role of Ceramics in Taking Solid State Batteries from Theory to Practice and Improving Lithium Ion Models” demonstrated this theme. If you attend the e-Seminar, you may have heard the panel “Maintenance in the Age of Industrial 4.0 Description,” which also falls into this theme. At a more particular level, Buehler will introduce the new Rockwell Tester at their event.
Additive Manufacturing and 3D Printing
At the cutting edge of industry development, these young applications in the heat treat world have been getting a lot of attention, with other forward-thinking topics on the horizon as well (like IoT and Industry 4.0). Buzz a constant buzz of these processes were apparent, particularly in the FNA 2020 schedule.
One of the technical session at FNA 2020 will be given by Dan Herring, the Heat Treat Dr., titled “Will Additive Manufacturing Add or Take Away Heat Treating?” At the e-Seminar, “3D Printing—Revolution or Evolution” was the title of one provocative panel discussion.
Maintenance
This is another big theme, and rightly so: maintenance concerns can cause problems with the heat treating process which could result in poor results, or dangerous outcomes.
FNA 2020 will be dealing with maintenance questions a lot over the next few days. On a micro-scale, Hubbard Hall’s webinar will be addressing these questions: “How closed cleaning machines contribute to cost efficiency and sustainability” and “How companies overcome specific cleaning challenges.”
Other Themes
“Troubleshooting” and “adapting to COVID-19” also stood out as recurring themes, though many sessions were concerned with these in relation to quality and future planning. Additionally, “COVID-19” in particular was considered during multi-day events as it related to pivoting one’s business strategy whereas single-day events focused on topics which are periphery to COVID-19 like “supply-chain” and “future of heat treat.”
Ok, But Does This Mean Anything?
Heat treaters are adaptive, responding to changes. But beyond picking up the latest item on the block, heat treaters want to make sure that their operations are reliable and excellent, hence the heavy focus on “The Fundamentals” and “Quality Control.” Testing new ideas and refining maintenance strategies are implemented, but it seems that this is typically after heat treaters know that they are performing with excellence in their day-to-day.
Further information on these events can be found on the company websites.
*The study focused on five of the most well-publicized and widely circulated events in the heat treat industry in August and September of 2020. The study is not meant to be exhaustive, but rather a case study of trends which may serve to be indicative of larger trends in the heat treat industry.
Despite the precariousness that has defined the majority of 2020 thus far, the aerospace and automotive industries have not let that uncertainty deter them from releasing two major revisions that directly affect the heat-treating industry. Both, the 4th Edition of CQI-9 and AMS2750F were released at the end of June (AMS2750F: Expert Analysis).
In this Technical Tuesday feature, Heat Treat Today reached out to the AIAG CQI-9 Heat Treat Technical Committee with questions about the newest edition and how it might affect the automotive heat treat industry. Specifically, we were interested in the significant changes within the 4th Edition and how organizations can best prepare to implement them.
Several CQI-9 Technical Committee members responded and provided us with some outstanding expert analysis in this Original Content article. Those CQI-9 committee members included: Rick Metcalf, Materials Engineering – Valvetrain PMT, General Motors Company; Medina Kaknjo, STA Global Core Technical Expert/Global Purchasing, Ford Motor Company;Ed Rahe, Heat Treatment Engineer – Metals Group, Fiat Chrysler Automobiles; Jake Sloan, Product Development Manager, AmeriTi Manufacturing [formerly of FCA]; James Hawthorne, current CQI-9 chairperson, Corporate Heat Treat Specialist, Acument Global Technologies; Bob Ferry, Vice President – Engineering & Quality, FPM Heat Treating, John Vander Woude, Metallurgist – Automotive Division, Benteler Automotive Group; and Justin Rydzewski, Director of Sales & Market Development, Controls Service, Inc.
CQI-9 4th Edition vs. CQI-9 3rd edition (photo source: Control Services Inc.)
The Automotive Industry Action Group (AIAG), the organization responsible for the development of CQI-9, cites the Special Process: Heat Treat System Assessment 4th Edition (CQI-9) as a comprehensive assessment, “… covering the most common heat treat processes employed by the automotive industry, intended to provide a common approach to a heat treat management system for automotive production and service part organizations.” Authoring the 4th Edition of CQI-9 was a collaborative effort, supported by a diverse group of individuals from AIAG member companies representing Tier 1 suppliers, heat treaters (both captive and commercial), and critical service providers within the heat treat industry. However, the force driving CQI-9 forward are the OEM’s – Ford Motor Company, General Motors, and Fiat Chrysler Automobiles (FCA).
It’s been nine years since the 3rd edition was released. Justin Rydzewski explains the timing, “The 3rd Edition was a really good document. It was effective and it served its purpose very well. The prolonged life of the 3rdEdition allowed us to collect a tremendous amount of data and feedback about the document– strengths, weaknesses, etc. This data allowed us to identify, with greater accuracy, where updates and changes were truly needed. Lastly, because CQI-9 is an international document, we spent a great amount of effort ensuring the clarity we were adding to the 4th Edition was not going to be lost when translated to other languages. As a result of this development process, we feel confident that the 4th Edition will be an even more effective heat treat system assessment tool than its predecessor.”
What do you believe to be the most notable change in the 4th Edition of CQI-9?
Justin Rydzewski and his colleagues agree on the importance of the digital changes, “Requiring all instrumentation to be digital by June 2023 (3 years after release of the document) is a very notable change. For operations heavily invested in analog instruments and paper chart recorders, this change could potentially result in a significant interruption to operations; especially in the absence of proper planning. However, we are hopeful the change will be a welcomed one as the advantages associated with digital instrumentation are far too great and numerous to ignore any longer.”
Rick Metcalf Materials Engineering – Valvetrain PMT General Motors Company
Rick Metcalf concurs, “I agree with Justin’s comments on digitizing the process controls. This allows for better off-shift monitoring of the process and provides the OEM with a greater confidence in the supplier’s ability to control the process. This is one of the most notable improvements to the 4th edition.”
Medina Kaknjo, Ed Rahe, and Jake Sloan also cited digitization as an important notable change.
The Heat Treat System Assessment (HTSA) question formatting update is another feature that is encouraging to both Kaknjo and Sloan. Kaknjo shares, “The first notable change users will notice is the new format of the document which now requires the assessor to assess every single requirement and rate it.”
Sloan further explains, “I fall in line with Medina [Kaknjo]. The formatting update is great, especially coming from the OEM side that needs to rely heavily on self-surveys. I believe it makes communication between the heat treater and Customer much easier. Not only does it require each requirement to be evaluated by the assessor, but I think it gives them a much better opportunity to give a full response. Hopefully, this will cut-out a lot of the back-and-forth that can happen when the person reviewing the survey was not onsite for the assessment.”
Medina Kaknjo STA Global Core Technical Expert/Global Purchasing Ford Motor Company
Bob Ferry also cited the reformatting of the HTSA questions as a notable change adding, “This effort allowed us to review each question and break down the long question paragraphs of the 3rd Edition. Now, in the 4th Edition, the requirements for each question are listed separately. With this new approach, the Auditee will not miss important requirements which, in the previous edition, may have been buried in a lengthy paragraph.
The alternative temperature uniformity survey (TUS) testing method revisions were tops for James Hawthorne. “The expansion of the Alternative TUS Testing Methods (P3.4.8) is one of the most notable improvements. The requirements now account for proper procedures and reporting for both property surveys and site developed testing methods. These improvements will allow the heat treater to develop a structured, repeatable, and documented solution based on the requirements of this section.”
John Vander Woude sees the addition of Process Table I – Hot Stamping as one of the most notable changes to CQI-9. “I was involved in creating Process Table I a few years ago, but it was released between revisions and seemed like the stepchild Process Table. So, personally, it is nice to see it incorporated in the 4th Edition.”
What change/update in the 4th Edition of CQI-9 do you think will be appreciated most?
James Hawthorne Corporate Heat Treat Specialist, Acument Global Technologies
Metcalf highlights the allowances for exceptions in the Process Tables: “I believe that the most appreciated change to the 4th Edition of CQI-9 is the increased allowance for exceptions to the requirements of Section 4 of the Process Tables. This will allow suppliers of large components to reduce the number of components required to be sectioned daily. However, this does require Customer approval and, ultimately, the OEM. These exceptions offer the heat treater the ability to reduce some of their inspections, provided the supplier can show the process is statistically capable.”
Qualities of clarity, fluidity, and guidance were mentioned multiple times as “most appreciated.”
Hawthorne shares, “I personally appreciate how fluid the document is now. The effort that was put into ensuring the flow of the document works across the different sections is a great benefit to the heat treat community. As heat treaters read and implement the applicable changes to their organizations, these changes will be appreciated by them as well.”
“The 3rd Edition of the document was already very good. But, I think the most appreciated change will be the even greater amount of guidance and the improved clarity of requirements within the document,” says Rahe.
Ed Rahe Heat Treatment Engineer – Metals Group Fiat Chrysler Automobiles
Vander Woude writes, “I think the most appreciated change will be the guidance portion of the element questions. This provides clarity, definition, and better understand to some questions that could be quite useful to many users.
Ferry’s appreciation lies in the pyrometry section, “The improved clarity of the requirements along with explanations, definitions of terms, and examples in the Pyrometry section.”
Kaknjo states, “I think the most appreciated change will be that document is now more user friendly as it is easier to use and follow due to the formatting changes that are done on this revision.
Rydzewski not only commends the formatting improvements for clarity and guidance, but also gives kudos to the reference illustrations. “I think the improvements to the formatting of the Heat Treat System Assessment Section 1-3 questions will be greatly appreciated. Question ‘Requirements’ and ‘Guidance’ are now cited separately.” He continues, noting that this change make it “much easier to effectively capture each requirement and to determine the expectations of each question specifically in terms of objective evidence. . . . [also] nearly every reference illustration in the document was updated/improved. Personally, I think they all look fantastic.”
What is something in the 4th Edition of CQI-9 that an organization should make sure they don’t overlook or misinterpret?
Rahe and Ferry both mentioned the importance of the Process Tables. Rahe states, “An organization should not overlook the specific requirements of the various Process Tables. They are an excellent “cookbook” type guide designed to produce best in class heat treated parts for OEM’s.”
Bob Ferry Vice President Engineering & Quality – FPM Heat Treating
“There was more attention put on the quenching section of the Process Tables with added requirements for quench media process controls including quench delay times, liquid quench controls, and gas quench controls. The intent is not only to control furnace temperatures but to also control cooling rates for consistency of quench and heat-treated product,” says Ferry.
Kaknjo advises, “An organization should not overlook that AIAG CQI-9 HTSA requirements are subordinate to Customer-specific requirements. This is not new for revision 4, but something that often gets overlooked.”
Jake Sloan Product Development Manager AmeriTi Manufacturing
Sloan cautions not to overlook the pyrometry section. “I would say do not overlook the new pyrometry section. The requirements have not only been improved, but it is also a great reference for when it comes to how to comply. Also, as Medina was saying, this document is subordinate to Customer requirements, which works both ways. This document allows exceptions to be given but, remember, there must be approval from up the supply chain.”
Socrates said, “The beginning of wisdom is the definition of terms.” Rydzewski shares this mindset as he highlights utilizing the glossary. “The ‘Glossary of Terms’ in CQI-9 is an outstanding resource that should NOT be overlooked or undervalued. In my opinion, the real key to mastering CQI-9 starts with ‘definition.’ When there is not a firm understanding of the terms being used, confusion and/or compliance issues are almost certain. So, for the 4th Edition, our team dedicated a significant amount of time and effort to enhancing the clarity and guidance provided by the ‘Glossary of Terms.’”
John Vander Woude, Metallurgist Automotive Division Benteler Automotive Group
Vander Woude concurs, saying, “Like previous edition, this edition not only focuses on heat treatment, but also on many areas that support heat treatment. Overlooking areas such as maintenance, training, document control, and testing (to name a few) may lead to difficulties ensuring compliance.”
“The examples in SAT section that are below the illustrations should not be overlooked. These examples provide guidance of what to measure and how to calculate. Use these examples and compare to your current reporting, it will help ensure compliance for your organization,” relays Hawthorne.
What advice would you offer an organization preparing to implement the 4th Edition of CQI-9?
What is the consensus of the experts when it comes to implementing this 4th edition? Read it. Digest it. Use it. It’s a powerful tool that has been a game changer to the automotive industry. Here are the experts’ final recommendations.
Ed Rahe: “My advice would be to read the document thoroughly and take advantage of the many, many years of heat treatment experience that are captured as best practices in this document. The knowledge base of those involved in the creation of this document is really quite impressive.”
Justin Rydzewski Director of Sales & Market Development Controls Service, Inc.
Justin Rydzewski: “Buy the document, read it carefully, and make notes. Big changes are going to standout, capturing those willbe easy. But, by and large, most changes made were minor or were merely intended to add clarity or guidance. Comparatively, these sorts of changes can be easily missed. And, invest in training where necessary. Now is a perfect time to do so. Invest in yourself and your team. If your organization outsources pyrometry services, lean on your service provider for guidance and expertise. Allow them to help. This is where the true value of a good partnership can be measured.”
[blocktext align=”left”]”The best advice I can give is to read the document. Several items were modified to make it easier to interpret and implement CQI-9.” – Rick Metcalf, Materials Engineering – Valvetrain PMT, General Motors Company [/blocktext]
Medina Kaknjo: “My advice would be to use the document as opportunity, as a tool of summary of best practices, lessons learned of many industry leaders to prevent heat treat process related issues that are often associated with significant cost.”
John Vander Woude: “Don’t underestimate the document. With the reformatting and “break out” of sub-requirements for many questions, I think organizations will find they are not compliant in areas they once thought they were compliant. The 4th Edition forces added scrutiny to questions that were often overlooked. Specifically, where many “shall” statements were once made within the same question in the 3rd Edition. In the 4th Edition, these “shall” statements are now separated and denoted individually. This approach makes it much easier to capture and provide appropriate objective evidence for each requirement.”
Rick Metcalf: The best advice I can give is to read the document. Several items were modified to make it easier to interpret and implement CQI-9. We also included more illustrations and a greater glossary in the 4thEdition to make it easier to interpret requirements and implement CQI-9.
Jake Sloan: “Like most people are saying, definitely read the document in its entirety so that your company has a full understanding of the requirements. Also, like Medina said, treat the document as a guide to improve on or maintain best practices. It is a great tool for doing internal reviews so that things don’t slip by the wayside between required assessments. Take advantage of the new format to give clear evidence of compliance instead of just treating it as a checkbox.”
Bob Ferry: “Read the Pyrometry section and make a list of the requirements that apply to your operation from thermocouples to instruments to periodic testing requirements. Set up your system for periodic testing and documented evidence, and then perform a complete CQI-9 HTSA Audit to identify and correct any shortcomings.”
James Hawthorne: “Use the Process Tables, Glossary, and the Job Audit as intended to ensure compliance while documenting your effective evidence in to the HTSA. Each section of this document is an invaluable tool that will help the heat treater remain compliant and effectively provide the objective evidence required.”
Growth takes time, but celebrating the small steps and progress is good for the heart and soul– of people and country. “There has been a remarkable level of economic turnaround taking place in the last couple of months. Of the eleven indicators we watch there has been a recovery in every one of them,” so begins August’s Industrial Heating Equipment Association’s (IHEA) Executive Economic Summary.
Yes, the gains have come off record losses and numbers haven’t climbed back to where they were at the beginning of the year, however, as the report conveys, “Given the data that was showing up just a few months ago, the situation now could be far worse at this point and if there is a continuation of these recent trends there could be a recovery of that first quarter momentum by the beginning of the fourth quarter.
The report asks this question: With every index reading trending positive there is not much to contrast so the key issue is why. What is the prime motivation for the comeback and where might the weak points be?” Three factors are suggested for the gains. The first is the elements of the lockdown have been lifted. “Where there has been a relaxation of the restrictions, there has been economic growth.” The second reason for the economic growth is a resumption of consumer demand. “It was hoped that consumers would be eager to resume their old habits but there was no guarantee, and there was some hesitation as far as consumption was concerned. That largely vanished by the middle of the summer.” The third growth factor was the producers’ willingness to meet the recovering demand. “Production levels have been increasing through the last few months and there has been little indication that activity was being slowed deliberately as a means by which to boost prices through manufactured shortages.”
What is a potential weak area that could adversely affect the economy? The short answer– the election. “Perhaps the most potent unknown surrounds the election. There is always a concern when the possibility exists for a change in leadership. That concern ramps up when there is more at stake than just the White House. The business community is affected more by [who] holds power in Congress as this is where those fiscal decisions are made.
To highlight just two indices, first, take a look at the New Home Starts where the housing market “is booming in almost every respect. The analysis states, “The surge has been seen primarily in the single-family home category as there has been an exodus of people from urban areas to the suburbs and exurbs.” Why? Because due to the lockdown restrictions, people are tired of cramped living conditions, and many are craving more space in the suburbs. “The majority of the factors that stimulate home buying are trending in a positive direction. Mortgage rates remain at very low levels and lenders are still willing to do these home loans.”
There have been people leaving cities they no longer feel safe living in and perhaps the most salient factor is the desire to end their long commutes. (Source: IHEA)
The second index that highlights a viable and healthy rebound is the Factory Order index. “The gearing up for the holiday season is well underway as the retailers have clearly signaled that they are expecting a very early buying season. They will be entering the period with an ‘inventory light’ strategy and will be turning the entire month into ‘Blackvember’ with early sales and discounts designed to capture the attention of the early shopper.”
The recovery of the factory order segment is perhaps better news than the rebound in durable goods and some of the other industrial indicators as it is coming at an ideal time. The gearing up for the holiday season is well underway… (Source: IHEA)
Resilient has often described Americans throughout our history, and this period in time is no different. Challenges make us stronger, and hopefully, wiser. Here’s looking to a continued growing economy and wisdom in decision-making.
Check out the full report to see specific index growth and analysis which is available to IHEA member companies. For membership information, and a full copy of the 12-page report, contact Anne Goyer, Executive Director of the Industrial Heating Equipment Association (IHEA). Email Anne by clicking here.
Welcome toHeat Treat Today'sThis Week in Heat TreatSocial Media. As you know, there is so much content available on the web that it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Todayis here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you’ve just got to see and read!
In this short video, an innovative team of project engineers designed a new part for a sailboat, increasing the performance of the boat in its application. The part was created through additive manufacturing (AM) techniques in order to optimize structural properties and decrease costs. Check it out!
2. Show Me: Charts, Figures, Videos
Hey. Let's cut to the chase. You want quick, visual info? See what we found for you.
The Nitriding Process
Shout out to Rosanne Brunello at Mountain Rep for sharing this video on LinkedIn. Follow #WomenInHeatTreat for more!
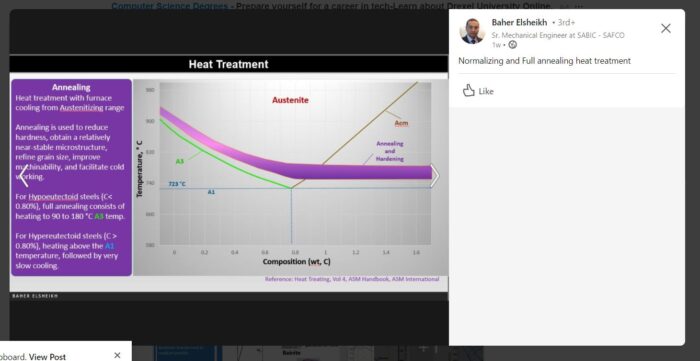
Normalizing and Full Annealing Heat Treatment
Click the image to see the other charts and graphs in the series posted by Baher Elsheikh on LinkedIn.
(photo source: Baher Elsheikh on LinkedIn)
Eight Reasons - Vacuum Brazing
What do you think of Alessia Paraviso's 8 reasons? Are there other reasons you would add?
Steel vs. CFC -- The 10 Advantages of CFC
Click the image to see the full LinkedIn post. There are a lot of colors going on, but share what you think about these differences. Do you agree?
3. Social Celebrations
There are three heat treating-related celebrations from on social media that you may have missed: Nutec Bickley celebrating Mexico's Independence Day, SECO/WARWICK celebrates their e-Seminar event, and companies and individuals celebrate the Heat Treat Today 40 Under 40 Class of 2020.
Nutec Bickley Celebrates Mexico's Independence Day
SECO/WARWICK Celebrates Completion of their e-Seminar
A week ago, the e-Seminar 4.0 took place. If you weren't there…you missed a lot❗
?See for yourself how we did it. ?Making of video special for you from the backstage!
In addition to the posts from Bodycote and CeraMaterials, other messages to honor the 40 Under 40 Class of 2020 have been trending on LinkedIn, such as the ones below.
4. Podcast Corner
Harb Nayar, the Sintering Expert
Harb Nayar is both an inquisitive learner and dynamic entrepreneur who will share his current interests in the powder metal industry, and what he anticipates for the future of the industry, especially where it bisects with heat treating.
Joe Powell of Integrated Heat Treating Solutions
According to Joe Powell, heat treaters' focus should be on the quenching portion of the process where distortion often happens. In many instances, distortion is able to be eliminated.
Andrew Bassett, president of Aerospace Testing & Pyrometry, on AMS2750F
Andrew Bassett discusses the significant changes of AMS2750F in the specification areas of thermocouples and calibrations.
5. Metal Gear
Ah yes. "Safety first," but what about aesthetic? These metal t-shirts should do the trick.
In this first of a three-episode series on AMS2750F,Heat Treat Radiohost, Doug Glenn, discusses Andrew Bassett of Aerospace Testing & Pyrometry discusses the significant changes in the specification in the areas of thermocouples and calibrations.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): This past June AMS2750 released revision F, but what does that mean to you? We caught up with AMS2750F committee participant, Andrew Bassett, to find out. Our conversation about this revision will stretch over 3 episodes with the first dealing with thermocouples and sensors, the second dealing with system accuracy tests and the third, temperature uniformity surveys. This first episode will be all about thermocouples, sensors and calibration.
Andrew, welcome to Heat Treat Radio. We're excited to have you to discuss this AMS2750F revision. If you don't mind, why don't you take a minute and introduce yourself to our listeners?
Andrew Bassett (AB): I'm president and owner of Aerospace Testing & Pyrometry, headquartered out of beautiful Bethlehem, Pennsylvania. I've been in the aerospace pyrometry field for going on 30 years, after graduating from college at Davis and Elkins college in Elkins, West Virginia with a degree in communications. I discovered by myself that I would end up starving in radio broadcasting, which my field was, and got involved with a company called Pyrometer Equipment Co., a family owned pyrometry business. They needed some help as they were expanding operations, and it was the father of my girlfriend (at the time)—now my wife--who had started that business in 1956. That's how I got my break into pyrometry.
Davis and Elkins College (photo source: dewv.edu)
This was also the time when NADCAP was starting to put its foothold on the aerospace industry. I kind of self-taught myself in the ways of aerospace pyrometry. I spent many years getting to know the specification and understanding what the requirements were, dealing with the auditors themselves, and having them teach me about what they look for during audits. I've taken that knowledge with me for the last 26 years.
After I left the family business, I worked for another start-up company in the field of pyrometry, left that company, and worked for a large commercial heat treat company based in the Southeast as their pyrometry director. At that time I started to feel like I wanted to start my own pyrometry business. So, in 2007, I started Aerospace Testing and Pyrometry (ATP). I was doing it part-time for a while, but then in 2009, I decided to go full force. To this day, it is not just me anymore: there are 16 of us in the company which is spread from coast to coast to take care of pyrometry services as well as other things we have branched off in with ATP. I call it our four headed monster. We have our pyrometry services, which includes calibration and testing of thermal processing equipment. We do get involved with other testing as well, like vacuum measuring systems for vacuum furnaces. We've also done humidity pressure gauges and gotten involved with different types of calibrations as well. Additionally, we have our laboratory, which is based in Ohio, where we do calibrations of secondary standards and field test equipment. Finally, we have our consultant and training arm, with which we have a full-time ex-NADCAP auditor on staff who is able to assist our customers with pre-assessments of NADCAP audits.
AMS2750 is the main aerospace material specification in pyrometry. If you actually try to do a Webster's Dictionary search on pyrometry, you'll find it is a made-up word. We've interpreted it as the calibration and testing of thermal processing equipment; that is, heat treating equipment and any type of thermal processing will fall under this specification when it comes to testing.
AMS2750 has also now been adopted by others; it is not just a heat treating specification anymore. Two years ago, the FDA adopted AMS2750. Those facilities that are heat treating medical implants or dental drill bits will now have to follow the requirements of AMS2750. The one industry that walked away from this specification is the automotive industry. They have their own requirements called CQI-9. I always make a joke that the one good thing about AMS2750 in dealing with aircraft is that we don't see planes falling out of the sky, but we do see a few more recalls on automobiles and automotive parts.
DG: Just as a little preview for our listeners, Heat Treat Radio will be doing probably a two to four-part series, similar to what we're doing here with Andrew, on CQI-9, so stay tuned for that.
Andrew, how exactly did your company get involved with AMS2750?
AB: So, they had started to revise—and this goes back several revisions ago—revision C to create revision D. Revision C, I always said, was the Bible: You can give it to 100 different people and you would get 100 different interpretations. It was a much-needed change that was needed in revision D. At this time in my career, I only had about 8 years experience in pyrometry, but I had to live and breathe this document day-in and day-out. So, I approached several members from the AMS2750B team to get involved with the spec. I didn't have the great experience like some of the other members of the team who were from Boeing, Bodycote, and Carpenter Technology and other folks, and they said, “Well, we kind of have our team set into place. We'll ask you questions if we need anything.” I didn't hear much from them, but one of the team members did keep me posted of some of the changes.
Then when it came to the rev. E, I heard rumblings that they were going to revise the spec again, and it was at this time that I decided to attend an AMEC meeting. AMEC is basically the think tank of all of the AMS specifications that are dealt with. AMEC stands for the Aerospace Metals Engineering Committee. The various segment specifications fall under various commodity groups, I believe it's A thru H. AMS2750 is actually owned by committee B for NSAE. So AMS guys write the specifications, the commodity committees own the specifications and that's how this process works.
I did attend my first AMEC meeting and the chairman at the time was a gentleman from Lockheed Martin. Anybody can join the AMEC meetings and be a part of them, but at that meeting he asked who I was and my background. I told him and said that I wanted to get involved with this specification and he said, “By all means you need to get involved with this specification. Since you do this for a living, I think we'd like to have that perspective.” So that's how I got on the AMS2750 team for rev. E. I'm still young enough, and dumb enough, to keep going on to this revision of rev. F and will probably be around for the next revision after that.
I did have my inputs in both the specs. We had a great team for rev. F which included myself, Doug Matson from Boeing, who has since just retired, Marcel Cuperman, who is a staff engineer for heat treating for PRI NADCAP, Cyril Vernault from Safran Aerospace, (he is also the heat treat task group chairman in NADCAP), Brian Reynolds from Arconic, Douglas Shuler from Pyro Consulting and a NADCAP auditor, and James LaFollette from GeoCorp. Our team has consisted of people across various parts of the industry. From Arconic’s standpoint, we were looking from the raw material producers. Obviously, with GeoCorp, it was from the thermocouple side of things. And from Cyril Vernault based in France, we wanted the European influence of what's going on over there. So, a good, broad range of people from various sectors of the industry are involved with the specification.
[blocktext align="left"]“I'm an end-user, so I'm able give my input and say, ‘Hey, this doesn't make sense. What you want to add into the spec is not real world.’”[/blocktext]One of the things I always had in my mind when I first got involved with the specification was that the specifications were written by the aerospace "primes," but that's not the case; it involves people, such as myself, who are end-users of this specification. I'm an end-user, so I'm able give my input and say, “Hey, this doesn't make sense. What you want to add into the spec is not real world.” It’s nice that people such as us get involved with these specifications.
DG: Let's talk about the main sections of this specification. If you break them down, what are the main sections?
AB: There are really only five sections of the specification. You can break it down into thermocouples, calibrations and thermal processing classification, SAT (system accuracy testing), TUS (temperature uniformity surveys), and the very last five or six paragraphs are on the quality provisions (what happens if you have a failed test). Those are the 5 main sections of AMS2750.
DG: So focusing on the topic of this episode, thermocouples and sensors, let's highlight some of the profound changes that have been made in rev. F. First, what are the biggest changes regarding thermocouples and sensors?
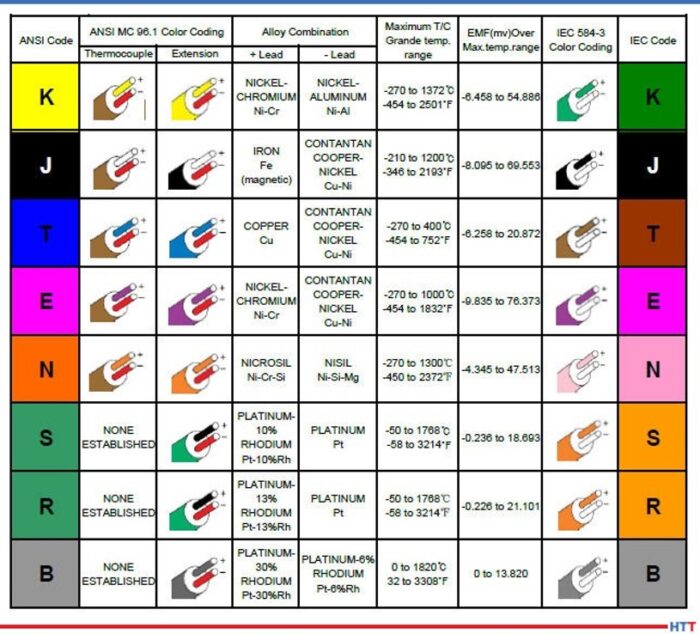
AB: The bigger changes relate to how we address some different thermocouple types that were not addressed in previous revisions of the spec. In rev. F, we added and gave a thermocouple designation, type M, to Nickel/Nickel-Moly thermocouple. These thermocouples have been around for a long period of time. We do know that they're being used in aerospace application, especially at very high, elevated temperatures. It's more cost-effective than going into the platinum or the noble-based thermocouples. Type M was one of the newer thermocouples we added.
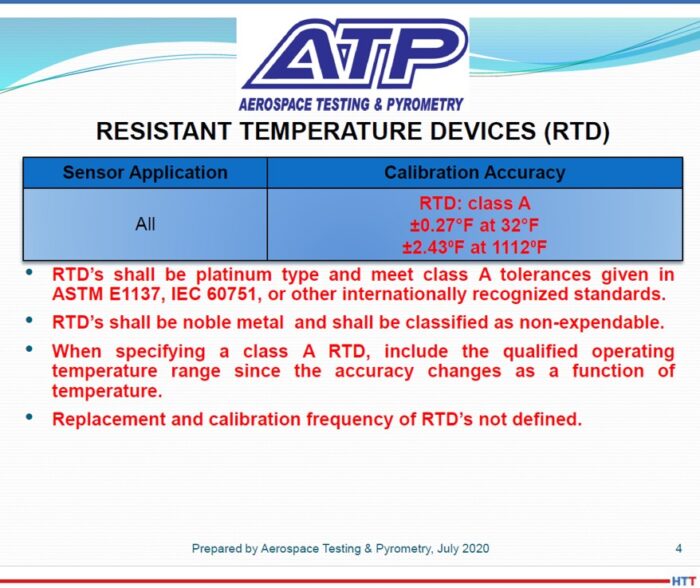
We also addressed the use of RTDs, which is, again, something that we had seen in the aerospace industry for quite a while. As I mentioned before, this is also a crossing over from the heat treat world into the chem-processing world. A lot of these chem-processing tanks use RTDs to measure chem temperatures, so we thought we better address these type of thermocouples.
RTDs in AMS2750F explained (photo source: Andrew Bassett, ATP)
Then we also added refractory thermocouples, which people weren't all that familiar with, unless you're dealing with the hot isostatic pressing (HIP) process. We're seeing more and more of the HIP furnaces out there now, with all of the additive manufacturing that is going on. We see people adding HIP furnaces everywhere, and a lot of those HIP furnaces are coming with type C thermocouples, because they are rated for these elevated temperatures that the HIP processes do. I think the type C thermocouples are rated close to 4,000 degrees Fahrenheit. We had to add some of these extra sensors that have been around for a while, but we wanted to bring them out a little bit further.
One of the other changes that was pretty significant—though I don't think it will affect the industry all that much—is that now we require thermocouples to be accurate to what's called “special limits of error.” The previous revision allowed for two different types: You were allowed special limits of error, which the accuracy is + or –2 degrees Fahrenheit, or .4% of reading. That was only required for a system accuracy test sensor or for a sensor that was being put in a Class 1 or 2 furnace. All other sensors, such as TUS of load sensors, and class 3-6, we allowed for standard limits of air, which was + or –4 or .75% of reading, whichever is greater.
We did some polling of major thermocouple suppliers out there. With my personal experience and that of some of the other people on the committee, we kind of said, “Hey, you know what? No one really orders the junky stuff, the standard limits; everyone orders special limits of error.” James LaFollette said, “Come to think of it, I don't think I've ever seen a purchase order that says give me the crappy stuff. We all order special limits.” So that's what we discovered – that no one was ordering the bare minimum because there wasn't a price difference between the two. Everyone had already been ordering the good stuff, so we just made that a little bit of a tighter requirement. Again, I don't think it's going to affect any suppliers out there.
I think the biggest change, when it came to thermocouples and sensors, was a big restriction that we put on what's called “expendable test sensors.” This was dealing with the base metal thermocouples. Base metal thermocouples are type K, type J, type T, type N, type M, and a couple other type base metals.
Click to read the Heat Treat Today article on thermocouples.
Primarily in the heat treating and thermal processing world, you pretty much see the K, J, N, and T. We had done some studies as a sub-team within 2750 to look at the drifting of thermocouples, that is, where thermocouples start to lose their accuracy. In the previous revision, we had some provisions in place that allowed people to use these expendable thermocouples that were attached to a temperature uniformity survey rack and were preserved. They could use them up to three years or 90 uses when below 1200 degrees. We thought that seemed kind of excessive on a 20-gauge wire that is covered with fiberglass coating. They're probably not going to hold up, but maybe we should see if there is any drifting of these thermocouples. So, we had one of the major thermocouple suppliers, Cleveland Electric Lab, run some drift studies on type K thermocouples, and we found out that these wires were actually starting to drift after three or four runs. The drift study included a cycling test where they ran it up to temperature and back down 30 different times. We asked, “Why don't we try to simulate how these thermocouples are going to interact coming in and out of thermal processing equipment? Why not pull them out every single time and do it that way?” Again, we found that thermocouples were drifting even further and even quicker.
At this point we decided we better put a restriction on this, and that gave the biggest uproar regarding the reuse of these thermocouples. Previous drafts before the final release of the spec was, if it's used above 500, your expendable wire is one and done above 500 degrees. A lot of the suppliers out there came screaming and said this is going to cost us millions and millions of dollars more in thermocouples. But we stood firm and said, “Hey look, if you're using these test thermocouples to validate your furnaces, either through a system accuracy test or uniformity survey, you really do not know what your error of that wire is after the first use.”
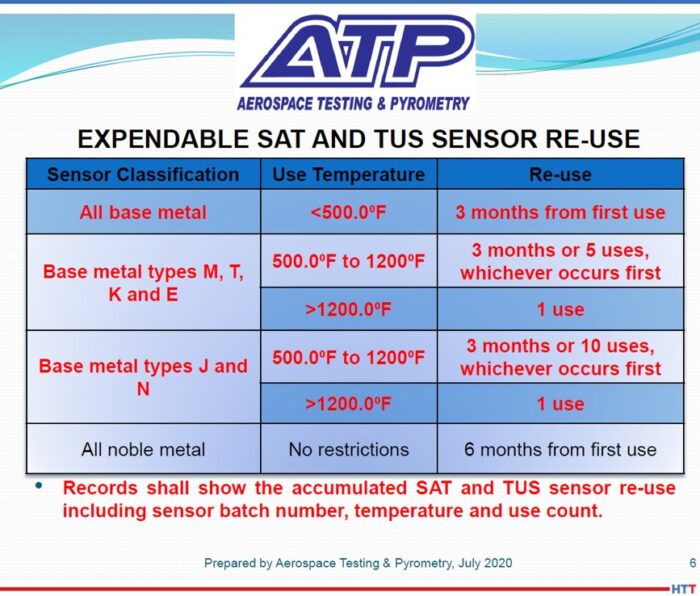
Most of the major thermocouple suppliers will even state on certifications that they will only guarantee accuracy at the time of calibration. Once it goes in a furnace, atmosphere and different conditions of the furnace will affect the wire. We stood our ground, but we ended up backing off a little bit. If you were using them strictly below 500, you're allowed to use them for 3 months (90 days) and you're going to have to keep a log. If you're using them between 500 and 1200, we're going to allow you to use them for 90 days, but now you're only restricted to five usages. And then again, above 1200, you use it once and throw it away. That was probably the biggest hassle, trying to get that. We did finally compromise on that three month or five usages. I do see the burden on the suppliers because they were used to three years or 90 usages, so now it's down to three months or five usages.
DG: I see on the chart that I've got here in front of me that base metal types of M, T, K, and E are all the three month or five use, but you've also got base metal type J and N which is three months or 10 uses. But all of them, above 1200, one and done.
Table for SAT and TUS Sensor Reuse (photo source: Andrew Bassett, ATP)
AB: Correct. That's one of the things I was trying to explain to some of the suppliers that were having heartache about the original change of 500 one-and-done. We only left it to the types M, T, K, and E; we always left this out of types J and N. My personal experience with type J has been (and we've switched over to type J wire a while ago for testing below 1200 degrees),that it's a little bit cheaper in price than the type K wire, and there was always this allowance for doubling the amount of usage if you just switch over to type J or type N.
DG: We have a few significant changes in the area of calibrations. What's another area of change in this section?
AB: One of the big things which really surprised me when we wrote it into the standard, but which was kind of overlooked by some of the suppliers, was the requirement of test instruments to have a .1 readability. So when it deals with test instruments and also now data acquisition systems. Now, if you have a chart recorder that is on your furnace (most people are going to data acquisition systems, some sort of SCADA systems), that recorder must have a .1 readability. That caused an uproar since that may create big changes.
Now, we don't put out these changes because we think it's a good idea; AMEC is data driven. The big thing with the .1 readability is that we were actually fixing a flaw that has been in the spec since the first day it was written, when it was just rev. A. We allowed for percentages of readings for your accuracy requirements. Let's say, for instance, on your instruments that are on your furnace calibrated controller an if it's in Fahrenheit, you're allowed + or –2, but if it's in Celsius, it has to be + or – 1.1. And if your instrumentation doesn't show .1 readability, how can you show compliance? That question is one of the reasons—that is, fixing a flaw in specification.
(photo source: www.atp-cal.com/laboratory/)
But we also allow for percentage of reading, which is + or –2 Fahrenheit or 1.1 Celsius or .2 % of reading, whichever is greater. Let's say you have a calibration point at 1400 degrees, you're actually allowed an error of 2.8. If you can't show that decimal point readability, how can you show compliance? That was one of the biggest issues.
Originally, the first draft said all digital instruments need to be .1 readability and then we backed that off to only say that the data acquisition system had to be .1 readability. At the end of the day, the recorders or the data acquisition system is the proof. As long as that shows the tenth of degree of readability, and it meets the requirements, then you're good to go there.
We did look at how many customers are already using digital data acquisition systems through NADCAP. There's actually a NADCAP checklist question that talks about chart speed verification, and if you answer that “N/A” then you obviously have digital data acquisition. At that time, we did look at that data and 78% of the NADCAP heat treating suppliers out there already had paperless systems. On top of that, two years after the release of 2750F, so as of June 29, 2022, you're not allowed to have paper chart recorders anymore. Everything is pushed to a digital data acquisition system 2 years after the release of this spec. I'd say, that's another one of the bigger changes when it deals with the instrumentation.
So the biggest changes are the .1 readability for your chart papers and the two years after the release requirement to go with a paperless system.
DG: Now question three: What are the changes that were made in the calibration section?
AB: There were a few changes when it came to calibration.
One of the things we added this time was the calibration of timing devices. A lot of facilities have timers or clocks that they're basing their times and temperatures, and again, there was no requirement to calibrate this. Therefore, we added a whole section on calibration of timing devices.
There was some push back on that. Certain people, who have suppliers who use certain control operated by computers and which are always synchronized in their server systems, asked if they were going to have to go out and buy calibrated stopwatches and sit at their PC to make sure it's within these new requirements. We finally said, no, you don't have to do that, but if you can procedurally address how that whole system works—that your server is always verified—you would be okay as long as you procedurally address that.
Again, we were loose on the accuracy requirements. Some of these external devices that you have only need to be calibrated every two years. Comparing it to people's standards that they use—we personally do calibration of timers as well, and our standards are required to be calibrated every two years—we ended up just tossing these devices away because it's more expensive to send them back for recalibration than it is to buy new ones. So, we gave some of the suppliers an easier way out. But we just wanted to address, again, something that has never been brought up in the specifications, which, though not technically dealing in the pyrometry world, does sit on furnaces. We need to get these things looked at every now and then as well.
“So, we gave some of the suppliers an easier way out. But we just wanted to address, again, something that has never been brought up in the specifications, which, though not technically dealing in the pyrometry world, does sit on furnaces.”
Some of the other changes come in the documentation. We did change some things that need to be required for the documentation of your calibration results. One of the things was that we need you to document the sensor that you're calibrating for that particular piece of equipment. For instance, you have a vacuum furnace and most vacuum furnace control sensors are a noble metal type S or type R thermocouple, but then the load thermocouples that measure the parts inside might be set as type K or type N. We just want you to denote that the control system is type S and the load thermocouples are type K. Not real big game changers, it's not going to cause too many issues out there from the supplier base, it's just adding basically another column in your calibration reports to say what sensor you're calibrating.
We didn't go too overly crazy on the calibration portion. The one thing, kind of in the calibration field, is we did add a new instrumentation type. When you look at thermal processing equipment, it's broken down into two different sections. You have your furnace classification which is your uniformity tolerance and then you have what's called your instrumentation type. You have class 1 - 6 and you have instrumentation A – E, now instrumentation D+. This was more for Safron Aerospace. Cyril Vernault was very adamant that we add this D+ instrumentation because Safron's specifications state that they want this extra sensor that is basically 3 inches away from the controlling sensor, so they can measure if there is a big difference between these two sensors to determine if there is drifting of your thermocouples. So we added this new D+ instrumentation. We didn't realize this was big over in Europe, but it was nice to have someone like Cyril say that a lot of European suppliers use this and that he’d like to see it in AMS2750. Again, having this broad range of people on the specification helped us find out what's going on in different parts of the world.
DG: How about we close with the fourth part of thermocouples? Could you delve into the expanded section on offsets?
AB: Absolutely. Always one of the areas, especially when it comes to NADCAP audits, is the use of offsets. We basically broke it down into two different types of offsets that are allowed. We have what's called a correction offset, which is basically either a manual or electronic means to bring an instrument back to a nominal temperature. And we have a modification offset, which is just the opposite. It takes either a manual or electronic offset or a shift in the temperature to bring it away from nominal. There are different ways that people have used these offsets. For instance, let’s say you go into a facility and you're doing your calibration of a controller, and the instrument is off linear by two degrees. People would use the offset to bring the instrument back a nominal temperature. Instead of maybe doing a full factory calibration, they would just go into the instrument, hit some magic buttons, and (say I need to offset it -2 because my instrument was two degrees high) set a two degree correction offset.
A modification offset generally is only going to be used for when you're doing a temperature uniformity survey. Let's say it is skewed to one side of your temperature median. For instance, (I always like to use this in my pyrometry training class), we know temperature uniformity and I go in and do a temperature uniformity on your furnace at 1000 degrees. I have to hold it to be + or –10. When I get my final results and I look at everything with all my calculations, I have a survey that actually comes out to be 992 – 998 degrees. It's well within the + or –10, but it’s skewed down to the lower end.
So, there's different things you can do to try to correct that. Maybe change air flow, or thermocouple location, but a lot of time, what happens is you get a furnace that was made in the 1940s and you're trying to make it comply to 2020 specifications. The only thing you can do is go in and shift the controller away from the nominal to actually make it read hotter. In this example that I'm giving you, what I would do is go in and put in an electronic offset and tell the controller to read colder now, as I will drive more heat into the furnace. So, I go in and put a -5 degree offset into the control and now, in theory, when you do the survey, you're shifting that temperature up by five degrees. Now if you look at that split, it would be 997 – 1003—it’s more centered around your set point temperature. That would be what's called a modification offset. You're taking that TUS distribution and skewing it to better center around the set point.
We really did some “spelling” on this: we put some maximums, the amount of offsets that are allowed as we don't want people to go too crazy on these things, so we did put some offsets in there. But I think we did a great job of trying to spell out what these offsets are being used for, how you're supposed to document them, and make sure that you're consistent with your practice every time. Again, procedures will have to be written to fully understand how you're going to do the offset. Am I going to put it electronically? Am I going to do a manual offset, just shift my temperature up five degrees because I know my furnace is cold by five degrees? I think with that whole new section in there, I think we did a good job of spelling that out for the suppliers.
DG: Thanks so much, Andrew for joining us on the podcast.
AB: Thanks for having me, Doug. Looking forward to chatting more with you about AMS2750F.
Dan Insogna Southeast Regional Sales Manager Solar Manufacturing (photo source: solarmfg.com)
A Southeast USA heat treater in the defense industry recently acquired a vacuum furnace. It will be used to age harden precipitation hardened stainless steels and beryllium copper.
The Mentor® vacuum furnace is a model HFL-2018-2IQ, built by Solar Manufacturing. It features a graphite-insulated hot zone, a load weight capacity of up to 250 lbs., and a maximum operating temperature of 2400°F.
"We provided a complete turnkey solution," states Dan Insogna, Southeast Regional Sales Manager for Solar Manufacturing. Along with the furnace, the heat treater received "a water system, and the recipes for the heat treat cycles their materials require."
The Mentor® vacuum furnace from Solar Manufacturing (photo source: Solar Manufacturing)